
Characterization of Aluminum Alloy–Silicon Carbide Functionally Graded Materials Developed by Centrifugal Casting Process

 , , , , ,
, , , , , 
Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
2.2. Equipment
2.3. Working Procedure
- -
- 100 g of SiC particles were introduced in the activating solution then mixed with the magnetic stirrer for 30 min;
- -
- SiC particles were filtered and washed;
- -
- SiC particles were calcinated at 150 °C for 40 min (heated together with the furnace).
- -
- All SiC particles were considered perfectly spherical;
- -
- A medium granulation value of 137μm was considered. It should be mentioned that SiC powder was supplementary sorted by particles size criteria in order to increase its uniformity;
- -
- An even layer of Cu of 1µm was considered on the surface of SiC particles.
- V1—The alloy overheated at 850 °C was poured in the resting (nonrotating) shell. Afterwards, the Cu-coated SiC particles were introduced and preheated to 900 °C. Then the shell was rotated with 1500 rpm speed. It should be mentioned that after the solidification of the composite sample it was found that during the pre-heating stage the agglomeration of SiC particles occurred.
- V2—followed the same steps as the first version but this time the agglomerations of particles were crushed and only afterwards introduced in the shell.
- V3—room temperature uncoated SiC particles were introduced into the resting shell, which was afterwards rotated with 1500 rpm until solidification of the alloy. The casting of the aluminum alloy was done while the shell was rotating.
3. Results and Dissscussion
3.1. XRD
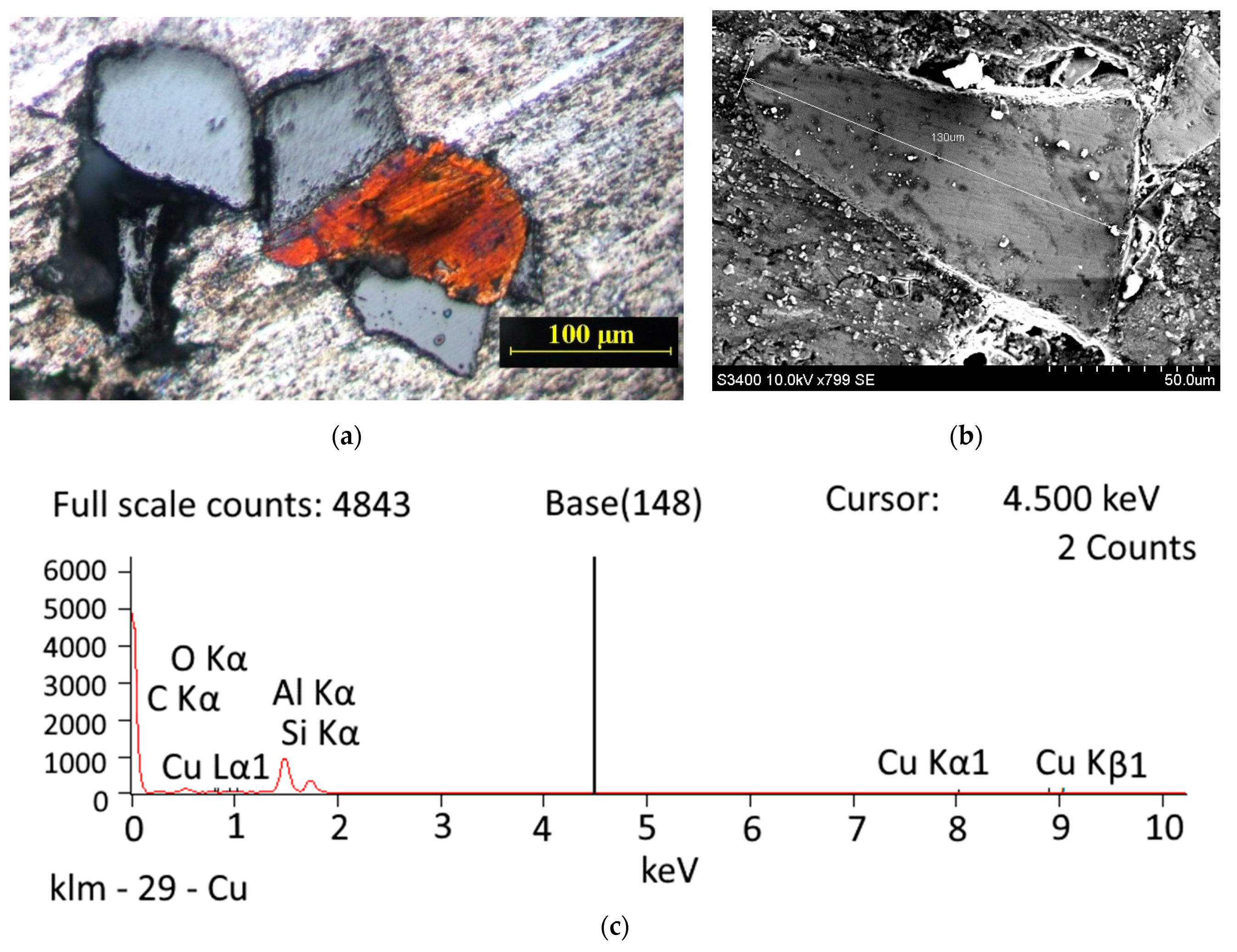
3.2. Morphological Analysis
3.3. Dilatometric Analysis
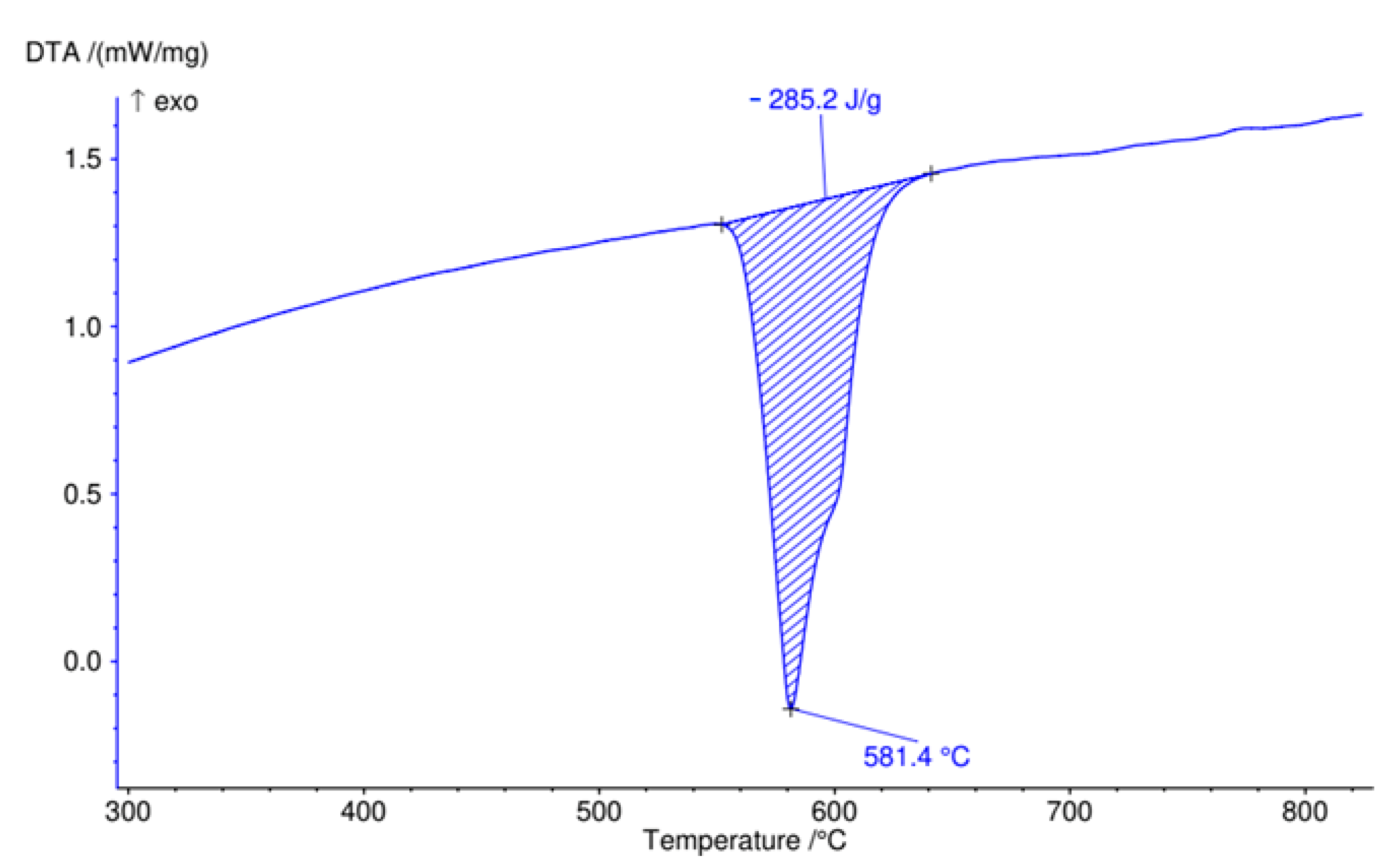
3.4. Thermal Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Sobczak, J.; Drenchev, L. Metallic functionally graded materials: A specific class of advanced composites. J. Mater. Sci. Technol. 2013, 29, 297–316. [Google Scholar] [CrossRef]
- Gao, J.; Wang, C. Modeling the solidification of functionally graded materials by centrifugal casting. Mater. Sci. Eng. 2000, 292, 207–215. [Google Scholar] [CrossRef]
- Velhinho, A.; Sequeira, P. Al/SiCp functionally graded metalmatrix composites produced by centrifugal casting: Effect of particle grain size on reinforcement distribution. Mater. Sci. Forum. 2003, 423, 257–262. [Google Scholar] [CrossRef]
- Babu, P.E.J.; Rajan, T.P.D.; Savithri, S.; Pillai, U.T.S.; Pai, B.C. Theoretical Analysis and Computer Simulation of the Particle Gradient Distribution in a Centrifugally Cast Functionally Gradient Materials. In Proceedings of the International Symposium of Research Students on Materials Science and Engineering, Chennai, India, 20–22 December 2004. [Google Scholar]
- Rahimi, G.H.; Nejad, M.Z. Deformations and stresses in rotating FGM pressurized thick hollow tube under thermal load. Sci. Res. Essay 2009, 4, 131–140. [Google Scholar]
- Abdul Samad, P.; Sandeep, K. Mathematical modeling and computer simulation of particle gradient distribution in a vertical centrifugally cast functionally gradient composite. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 441–447. [Google Scholar]
- Zhou, W.; Zhou, H.; Zhang, R.; Pei, Y.; Fang, D. Measuring residual stress and its influence on properties of porous ZrO2/(ZrO2 + Ni) ceramics. Mater. Sci. Eng. A. 2015, 622, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Zhang, R.; Ai, S.; Pei, Y.; Fang, D. Analytical modeling of thermal residual stresses and optimal design of ZrO2/(ZrO2+Ni) sandwich ceramics. Ceram. Int. 2015, 41, 8142–8148. [Google Scholar] [CrossRef] [Green Version]
- Markandan, K.; Lim, R.; Kanaujia, P.K.; bin Mohd Rosdi, M.R.; Tey, Z.H.; Goh, J.S.; Lam, Y.C.; Lai, C. Additive manufacturing of composite materials and functionally graded structures using selective heat melting technique. J. Mater. Sci. Technol. 2020, 47, 243–252. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31. [Google Scholar] [CrossRef]
- Zhou, W.; Ai, S.; Chen, M.; Zhang, R.; He, R.; Pei, Y.; Fang, D. Preparation and thermodynamic analysis of the porous ZrO2/(ZrO2 + Ni) functionally graded bolted joint. Compos. Part B 2015, 82, 13–22. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Ai, S.; He, R.; Pei, Y.; Fang, D. Load distribution in threads of porous metal–ceramic functionally graded composite joints subjected to thermomechanical loading. Compos. Struct. 2015, 134, 680–688. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Zhang, R.; Fang, D. Design and analysis of the porous ZrO2/(ZrO2 + Ni) ceramic joint with load bearing-heat insulation integration. Ceram. Int. 2016, 42, 1416–1424. [Google Scholar] [CrossRef] [Green Version]
- Tomolya, K.; Gacsi, Z.; Kovacs, A. Copper coating by electroless process for aluminium matrix composite. Mater. Sci. Forum 2005, 473–474, 159–164. [Google Scholar] [CrossRef]
- Davidson, A.M.; Regener, D. A comparation of aluminium-based metal-matrix composites reinforced with coated and uncoated particulate silicon carbide. Compos. Sci. Technol. 2000, 60, 865–869. [Google Scholar] [CrossRef]
- Xue, C.; Bai, H.; Tao, P.F.; Wang, J.W.; Jiang, N.; Wang, S.L. Thermal conductivity and mechanical properties of flake graphite/Al composite with a SiC nano-layer on graphite surface. Mater. Des. 2016, 108, 250–258. [Google Scholar] [CrossRef]
- Carvalho, O.; Buciumeanu, M.; Madeira, S.; Soares, D.; Silva, F.S.; Miranda, G. Mechanisms governing the mechanical behaviour of an AlSi-CNTs-SiCp hybrid composite. Compos. Part B 2016, 90, 443–449. [Google Scholar] [CrossRef]
- Narciso, J.; Molina, J.M.; Rodriguez, A.; Rodriguez-Reinoso, F.; Louis, E. Effects of infiltration pressure on mechanical properties of Al-12Si/graphite composites for piston engines. Compos. Part B Eng. 2016, 91, 441–447. [Google Scholar] [CrossRef] [Green Version]
- Rajaram, G.; Kumaran, S.; Suwas, S. Effect of strain rate on tensile and compression behaviour of Al–Si/graphite composite. Mater. Sci. Eng. A 2011, 528, 6271–6278. [Google Scholar] [CrossRef]
- Goto, H.; Uchijo, K. Wear mechanism of Al-Si Alloy impregnated graphite composites under dry sliding. Wear 2005, 259, 613–619. [Google Scholar] [CrossRef]
- Shanmughasundaram, P.; Subramanian, R. Study of parametric optimization of burr formation in step drilling of eutectic Al–Si alloy–Gr composites. J. Mater. Res. Technol. 2014, 3, 150–157. [Google Scholar] [CrossRef] [Green Version]
- Madeira, S.; Carvalho, O.; Carneir, V.H.; Soares, D.; Silva, F.S.; Miranda, G. Damping capacity and dynamic modulus of hot pressed AlSi composites reinforced with different SiC particle sized. Compos. Part B 2016, 90, 399–405. [Google Scholar] [CrossRef]
- Huang, Y.; Gu, J.; You, S.; Ulrich, K.K.; Hort, N. Grain refinements of magnesium alloys inoculated by additions of external SiC particles. IOP Conf. Ser.: Mater. Sci. Eng. 2019, 529, 1–6. [Google Scholar] [CrossRef]
- Milosan, I.; Varga, B.; Bedo, T.; Pop, M.A.; Balat-Pichelin, M.; Luca-Motoc, D.; Stoicanescu, M. Thermal processing and analysis of AlSi12-SiC hybrid composites sintered. J. Therm. Anal. Calorim. 2019, 138, 2937–2944. [Google Scholar] [CrossRef]
- Pall, M.K.; Vikram, A.; Bajaj, V. Enhanced microstructure and mechanical properties of SiC particle reinforced aluminium alloy composite materials. Acta Metall. Slov. 2019, 25, 253–258. [Google Scholar] [CrossRef] [Green Version]
- Cheng, D.H.; Xu, W.Y.; Zhang, Z.Y.; Yiao, Z.H. Electroless copper plating using hypophosphite as reducing agent. Metal Finish. 1997, 95, 34–37. [Google Scholar] [CrossRef]
- Deckert, C.A. Electroless copper plating. ASM Handbook Volume V: Surface Engineering; ASM International: Novelty, OH, USA, 1994; pp. 311–322. [Google Scholar]
- Brodarac, Z.Z.; Grgurić, T.H.; Burja, J. Thermodynamic stability of AlSi11 alloy microconstituents. J. Therm. Anal. Calorim. 2017, 127, 431–438. [Google Scholar] [CrossRef]
- Farahany, S.; Ourdjini, A.; Idris, M.H. The usage of computer-aided cooling curve thermal analysis to optimise eutectic refiner and modifier in Al-Si alloys. J. Therm. Anal. Calorim. 2012, 109, 105–111. [Google Scholar] [CrossRef]
- Alpas, A.T.; Zhang, J. Effect of SiC particulate reinforcement on the dry sliding wear of aluminium-silicon alloys (A356). Wear 1993, 155, 81–104. [Google Scholar] [CrossRef]
- Balek, V.; Zeleňák, V.; Mitsuhashi, T.; Bakardjieva, S.; Šubrt, J.; Haneda, H. Emanation thermal analysis of SiC based materials. J. Therm. Anal. Calorim. 2002, 67, 83–89. [Google Scholar] [CrossRef]
- El-Galy, I.M.; Ahmed, M.H.; Bassiouny, B.I. Characterization of functionally graded Al-SiCp metal matrix composites manufactured by centrifugal casting. Alexandria Eng. J. 2017, 56, 371–381. [Google Scholar] [CrossRef]
- Radhika, N.; Raghu, R. Development of functionally graded aluminium composites using centrifugal casting and influence of reinforcements on mechanical and wear properties. Trans. Nonferrous Met. Soc. China 2016, 26, 905–916. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Characterization of centrifugal cast functionally graded aluminum-silicon carbide metal matrix composites. Mater. Charact. 2010, 61, 923–928. [Google Scholar] [CrossRef]
- Mohan, A.; Sajikumar, K.S. Fabrication and characterization of centrifugally cast functionally graded A 356-SiCp metal matrix composites. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Bikkina, V.; Talasila, S.R.; Adepu, K. Characterization of aluminum based functionally graded composites developed via friction stir processing. Trans. Nonferrous Met. Soc. China 2020, 30, 1743–1755. [Google Scholar] [CrossRef]
- Snopiński, P.; Krόl, M.; Tański, T.; Krupińska, B. Effect of cooling rate on microstructural development in alloy ALMG9. J. Therm. Anal. Calorim. 2018, 133, 379–390. [Google Scholar] [CrossRef] [Green Version]
- Gaune-Escard, M. Calorimetric methods. In Molten Salts: From Fundamentals to Applications. NATO Science Series (Series II: Mathematics, Physics, and Chemistry); Gaune-Escard, M., Ed.; Springer: Dordrecht, The Netherlands, 2002; Volume 52. [Google Scholar] [CrossRef]
- Labisz, K.; Konieczny, J.; Jurczyk, S.; Tański, T.; Krupiński, M. Thermo-derivate analysis of Al-Si-Cu alloy used for surface treatment. J. Therm. Anal. Calorim. 2017, 129, 895–903. [Google Scholar] [CrossRef] [Green Version]
- Mostafapoor, S.; Malekan, M.; Emamy, M. Thermal analysis study on the grain refinement of Al–15Zn–2.5 Mg–2.5Cu alloy. J Therm. Anal Calorim. 2017, 127, 1941–1952. [Google Scholar] [CrossRef]
- Moraes, E.E.S.; Graça, M.L.A.; Cairo, C.A.A. Study of Aluminium Alloys Wettability on SiC Preform. In Proceedings of the 17th CBECIMat-Congresso Brasileiro de Engenharia e Ciência dos Materiais, Foz do Iguaçu, Brazil, 15–19 November 2006; pp. 4217–4224. [Google Scholar]
- Choh, T.; Oki, T. Wettability of SiC to aluminium and aluminium alloys. Mater. Sci. Technol. 1987, 3, 378–385. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. The wettability of SiC particles by molten aluminium alloy. J. Mater. Process. Technol. 2001, 119, 324–328. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Zn | Ti | Pb | Al |
|---|---|---|---|---|---|---|---|---|---|
| [%] | 8,23 | 1,50 | 0,117 | 0,111 | 0,062 | 0,166 | 0,022 | 0,014 | 89,70 |
| The sum of the elements is not 100% since the composition includes elements with very low concentrations. | |||||||||
| Solution/SiC | SiC, g | Cu Quantity in Solution, g | Mixing Time, min | Samples Codes | Observations | |
|---|---|---|---|---|---|---|
| Activating solution | 5.0075 | 100 | 30 | Mixing | ||
| Filtration, washing | ||||||
| Calcination at 50 °C, 40 min | ||||||
| Coating solution | 21.6 | 25 | 8 | 30 | VIa30 | |
| 21.6 | 25 | 8 | 60 | VIa60 | ||
| 86.4 | 12.5 | 8 | 30 | VIb30 | ||
| 86.4 | 12.5 | 8 | 60 | VIb60 | ||
| 172.8 | 12.5 | 8 | 30 | VIc30 | ||
| 172.8 | 12.5 | 8 | 60 | VIc60 |
| Element Line | Net Counts | Weight, % | Atom, % |
|---|---|---|---|
| C K | 292 | 10.01 | 18.82 |
| O K | 1017 | 12.69 | 17.90 |
| Al K | 9203 | 50.56 | 42.31 |
| Si K | 3337 | 25.56 | 20.55 |
| Cu L | 95 | 1.18 | 0.42 |
| Total | 100.00 | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Milosan, I.; Bedő, T.; Gabor, C.; Munteanu, D.; Pop, M.A.; Catana, D.; Cosnita, M.; Varga, B. Characterization of Aluminum Alloy–Silicon Carbide Functionally Graded Materials Developed by Centrifugal Casting Process. Appl. Sci. 2021, 11, 1625. https://0-doi-org.brum.beds.ac.uk/10.3390/app11041625
Milosan I, Bedő T, Gabor C, Munteanu D, Pop MA, Catana D, Cosnita M, Varga B. Characterization of Aluminum Alloy–Silicon Carbide Functionally Graded Materials Developed by Centrifugal Casting Process. Applied Sciences. 2021; 11(4):1625. https://0-doi-org.brum.beds.ac.uk/10.3390/app11041625
Chicago/Turabian StyleMilosan, Ioan, Tibor Bedő, Camelia Gabor, Daniel Munteanu, Mihai Alin Pop, Dorin Catana, Mihaela Cosnita, and Béla Varga. 2021. "Characterization of Aluminum Alloy–Silicon Carbide Functionally Graded Materials Developed by Centrifugal Casting Process" Applied Sciences 11, no. 4: 1625. https://0-doi-org.brum.beds.ac.uk/10.3390/app11041625