
A Comparative Study of Turbulence Methods Applied to the Design of a 3D-Printed Scaffold and the Selection of the Appropriate Numerical Scheme to Simulate the Scaffold for Tissue Engineering


Abstract
:1. Introduction
2. Materials and Methods
2.1. Fluid-Structural Simulation Test
2.2. SEM
2.3. Materials
2.4. Mechanical Properties
3. Results and Discussion
3.1. Selection of the FSI Calculation Method
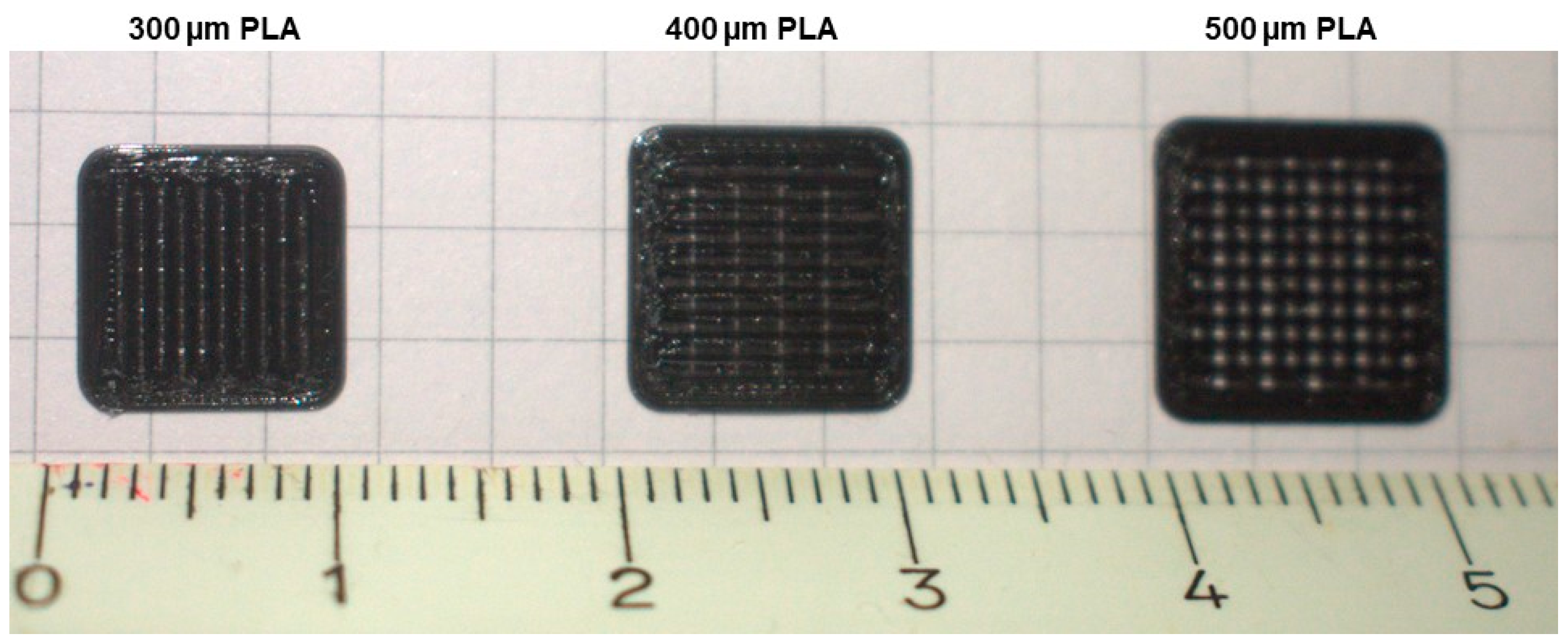
3.2. The Manufacturing of 3D Scaffolds
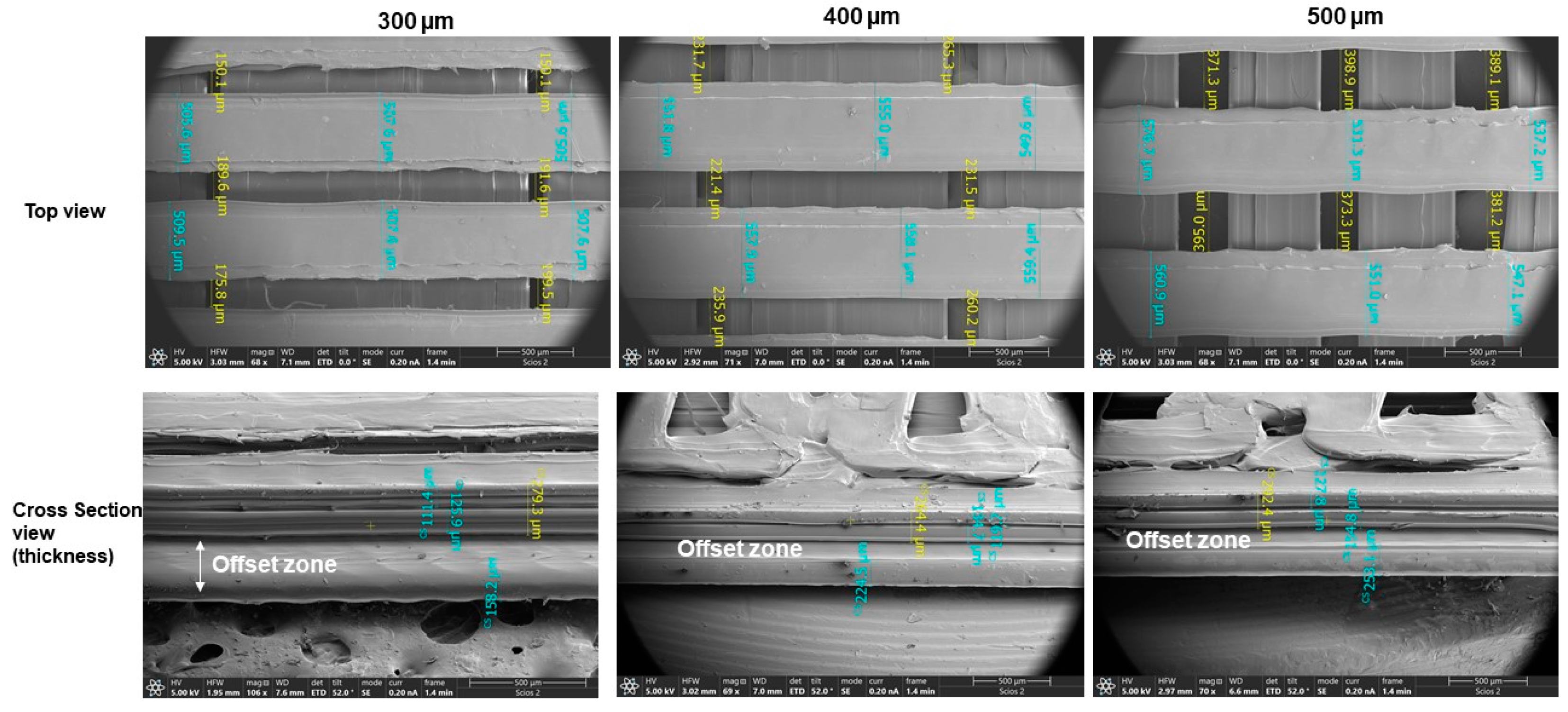
3.3. SEM Test
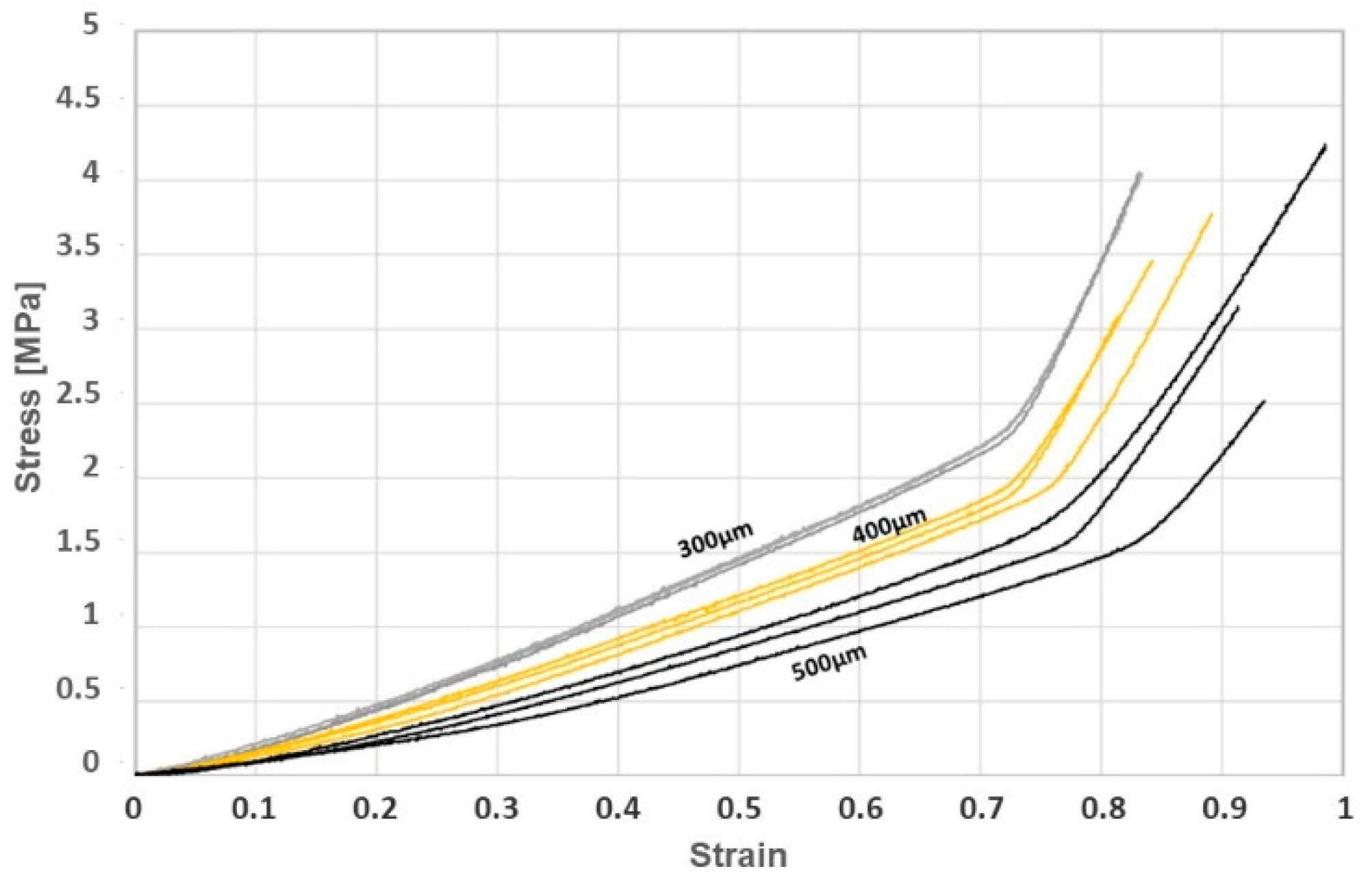
3.4. Mechanical Properties-Uniaxial Compression
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, H.; Liu, Y.; Wang, C.; Zhang, A.; Chen, B.; Han, Q.; Wang, J. Design and properties of biomimetic irregular scaffolds for bone tissue engineering. Comput. Biol. Med. 2021, 130, 104241. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Yang, G.; Johnson, B.N.; Jia, X. Three-dimensional (3D) printed scaffold and material selection for bone repair. Acta Biomater. 2019, 84, 16–33. [Google Scholar] [CrossRef]
- Shirzad, M.; Zolfagharian, A.; Matbouei, A.; Bodaghi, M. Design, evaluation, and optimization of 3D printed truss scaffolds for bone tissue engineering. J. Mech. Behav. Biomed. Mater. 2021, 120, 104594. [Google Scholar] [CrossRef]
- Huang, T.S.; Rahaman, M.N.; Doiphode, N.D.; Leu, M.C.; Bal, B.S.; Day, D.E.; Liu, X. Porous and strong bioactive glass (13–93) scaffolds fabricated by freeze extrusion technique. Mater. Sci. Eng. C 2011, 31, 1482–1489. [Google Scholar] [CrossRef]
- Cao, S.; Zhao, Y.; Hu, Y.; Zou, L.; Chen, J. New perspectives: In-situ tissue engineering for bone repair scaffold. Compos. Part B Eng. 2020, 202, 108445. [Google Scholar] [CrossRef]
- Wittkowske, C.; Reilly, G.C.; Lacroix, D.; Perrault, C.M. In Vitro Bone Cell Models: Impact of Fluid Shear Stress on Bone Formation. Front. Bioeng. Biotechnol. 2016, 4, 87. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Verbruggen, S.W.; Vaughan, T.J.; McNamara, L.M. Fluid flow in the osteocyte mechanical environment: A fluid-structure interaction approach. Biomech. Model. Mechanobiol. 2014, 13, 85–97. [Google Scholar] [CrossRef] [Green Version]
- Perinajová, R.; Juffermans, J.F.; Westenberg, J.J.M.; van der Palen, R.L.F.; van den Boogaard, P.J.; Lamb, H.J.; Kenjereš, S. Geometrically induced wall shear stress variability in CFD-MRI coupled simulations of blood flow in the thoracic aortas. Comput. Biol. Med. 2021, 133. [Google Scholar] [CrossRef]
- Tsuji, M.; Ishida, F.; Kishimoto, T.; Furukawa, K.; Miura, Y.; Shiba, M.; Sano, T.; Fukazawa, K.; Tanaka, K.; Tanemura, H.; et al. Double porous media modeling in computational fluid dynamics for hemodynamics of stent-assisted coiling of intracranial aneurysms: A technical case report. Brain Hemorrhages 2020, 1, 85–88. [Google Scholar] [CrossRef]
- Ouyang, P.; Dong, H.; He, X.; Cai, X.; Wang, Y.; Li, J.; Li, H.; Jin, Z. Hydromechanical mechanism behind the effect of pore size of porous titanium scaffolds on osteoblast response and bone ingrowth. Mater. Des. 2019, 183, 108151. [Google Scholar] [CrossRef]
- Ahmadi, S.M.; Yavari, S.A.; Wauthle, R.; Pouran, B.; Schrooten, J.; Weinans, H.; Zadpoor, A.A. Additively manufactured open-cell porous biomaterials made from six different space-filling unit cells: The mechanical and morphological properties. Materials 2015, 8, 1871–1896. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Chen, M.; Luo, J.; Zhao, H.; Zhou, X.; Gu, Q.; Yang, H.; Zhu, X.; Cui, W.; Shi, Q. Biomaterials immunopolarization-regulated 3D printed-electrospun fibrous scaffolds for bone regeneration. Biomaterials 2021, 276, 121037. [Google Scholar] [CrossRef] [PubMed]
- Zamani, Y.; Amoabediny, G.; Mohammadi, J.; Seddiqi, H.; Helder, M.N.; Zandieh-Doulabi, B.; Klein-Nulend, J.; Koolstra, J.H. 3D-printed poly(Ɛ-caprolactone) scaffold with gradient mechanical properties according to force distribution in the mandible for mandibular bone tissue engineering. J. Mech. Behav. Biomed. Mater. 2020, 104, 103638. [Google Scholar] [CrossRef]
- Zhao, F.; Vaughan, T.J.; McNamara, L.M. Quantification of fluid shear stress in bone tissue engineering scaffolds with spherical and cubical pore architectures. Biomech. Model. Mechanobiol. 2016, 15, 561–577. [Google Scholar] [CrossRef] [Green Version]
- Mirkhalaf, M.; Wang, X.; Entezari, A.; Dunstan, C.R.; Jiang, X.; Zreiqat, H. Redefining architectural effects in 3D printed scaffolds through rational design for optimal bone tissue regeneration. Appl. Mater. Today 2021, 25, 101168. [Google Scholar] [CrossRef]
- Mendoza, L.D.; Vera, L.E.; Vera, L.E. Study of different turbulence models to obtain the curves characteristics of a naca profile 2415 through the three-dimensional simulation of fluid flows. Bistua Rev. La Fac. Ciencias Basicas 2019, 17, 43. [Google Scholar] [CrossRef]
- Shukla, S.; Singh, S.N.; Sinha, S.S.; Vijayakumar, R. Comparative assessment of URANS, SAS and DES turbulence modeling in the predictions of massively separated ship airwake characteristics. Ocean Eng. 2021, 229, 108954. [Google Scholar] [CrossRef]
- Tiftikçi, A.; Kocar, C. Investigation of turbulence models for a fully-periodic LWR unit-cell in lattice-Boltzmann framework. Prog. Nucl. Energy 2018, 104, 160–171. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y. Assessment of different turbulence models on the large scale internal heated water pool natural convection simulation. Ann. Nucl. Energy 2019, 131, 23–38. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann.-Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Rainer, A.; Giannitelli, S.M.; Accoto, D.; De Porcellinis, S.; Guglielmelli, E.; Trombetta, M. Load-adaptive scaffold architecturing: A bioinspired approach to the design of porous additively manufactured scaffolds with optimized mechanical properties. Ann. Biomed. Eng. 2012, 40, 966–975. [Google Scholar] [CrossRef]
- Naing, M.W.; Chua, C.K.; Leong, K.F. Computer Aided Tissue Engineering Scaffold Fabrication BT—Virtual Prototyping & Bio Manufacturing in Medical Applications; Bidanda, B., Bártolo, P., Eds.; Springer: Boston, MA, USA, 2008; pp. 67–85. ISBN 978-0-387-68831-2. [Google Scholar]
- Almeida, H.A.; Bártolo, P.J. Tensile and shear stress evaluation of schwartz surfaces for scaffold design. Procedia Eng. 2015, 110, 167–174. [Google Scholar] [CrossRef]
- ISO. ISO/ASTM 52900: 2015 Additive Manufacturing—General Principles—Terminology; ISO: Geneva, Switzerland, 2017. [Google Scholar]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Paul, S. Finite element analysis in fused deposition modeling research: A literature review. Measurement 2021, 178, 109320. [Google Scholar] [CrossRef]
- Byberg, K.I.; Gebisa, A.W.; Lemu, H.G. Mechanical properties of ULTEM 9085 material processed by fused deposition modeling. Polym. Test. 2018, 72, 335–347. [Google Scholar] [CrossRef]
- Wang, C.; Huang, W.; Zhou, Y.; He, L.; He, Z.; Chen, Z.; He, X.; Tian, S.; Liao, J.; Lu, B.; et al. 3D printing of bone tissue engineering scaffolds. Bioact. Mater. 2020, 5, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Vanaei, S.; Parizi, M.S.; Vanaei, S.; Salemizadehparizi, F.; Vanaei, H.R. An overview on materials and techniques in 3D bioprinting toward biomedical application. Eng. Regen. 2021, 2, 1–18. [Google Scholar] [CrossRef]
- Suffo, M. Determination of adhesive to be applied in the fabrication of prototypes using FDM techniques of 3D printing in component parts using ULTEMTM 1010. In Design Tools and Methods in Industrial Engineering; Springer: Berlin, Germany, 2020; pp. 959–969. ISBN 9783030311544. [Google Scholar]
- Suffo, M.; Vilches-Pérez, J.I.; Salido-Peracaula, M. Comparative analysis of the adhesion of metallic inserts on dental implants-prosthetic assembly generated by polymeric materials used for additive manufacturing. In Advances in Design Engineering; Lecture Notes in Mechanical Engineering; Springer: Berlin, Germany, 2020; Volume 1, pp. 245–253. ISBN 9783030411992. [Google Scholar]
- Suffo, M.; Revenga, C. Biomechanical analysis of non-metallic biomaterial in the manufacture of a new knee prosthesis. Materials 2021, 14, 5951. [Google Scholar] [CrossRef]
- Haley, A.L.; Valen-Sendstad, K.; Steinman, D.A. On delayed transition to turbulence in an eccentric stenosis model for clean vs. noisy high-fidelity CFD. J. Biomech. 2021, 125, 110588. [Google Scholar] [CrossRef]
- Yershov, S.V.; Yakovlev, V.A. The influence of mesh resolution on 3d rans flow simulations in Turbomachinery Flow Parts. Прoблемы машинoстрoения 2021, 13–27. [Google Scholar] [CrossRef]
- Celik, I.B.; Ghia, U.; Roache, P.J.; Freitas, C.J. Procedure for estimation and reporting of uncertainty due to discretization in CFD applications. J. Fluids Eng. ASME J. Fluids 2008, 130, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Schlichting Hermann, K.G. Boundary-Layer Theory; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 978-3-662-52917-1. [Google Scholar]
- SimScale CAE Forum. Available online: https://www.simscale.com/forum/t/what-is-y-yplus/82394 (accessed on 31 October 2021).
- Ali, D.; Ozalp, M.; Blanquer, S.B.G.; Onel, S. Permeability and fluid flow-induced wall shear stress in bone scaffolds with TPMS and lattice architectures: A CFD analysis. Eur. J. Mech. B/Fluids 2020, 79, 376–385. [Google Scholar] [CrossRef]
- WHITE PAPER—SABIC ULTEMTM Filament PERFORMANCE ASSESSMENT. Available online: https://www.sabic.com/en/products/specialties/filaments/ultem-filament (accessed on 6 September 2021).
- Wu, H.; Sulkis, M.; Driver, J.; Saade-Castillo, A.; Thompson, A.; Koo, J.H. Multi-functional ULTEMTM 1010 composite fi laments for additive manufacturing using Fused Filament Fabrication (FFF). Addit. Manuf. 2018, 24, 298–306. [Google Scholar] [CrossRef]
- Tang, X.; Qin, Y.; Xu, X.; Guo, D.; Ye, W.; Wu, W.; Li, R. Fabrication and in vitro evaluation of 3D printed porous polyetherimide scaffolds for bone tissue engineering. BioMed Res. Int. 2019, 2019, 2076138. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Vázquez, F.J.; Cabañas, M.V.; Paris, J.L.; Lozano, D.; Vallet-Regí, M. Fabrication of novel Si-doped hydroxyapatite/gelatine scaffolds by rapid prototyping for drug delivery and bone regeneration. Acta Biomater. 2015, 15, 200–209. [Google Scholar] [CrossRef] [Green Version]
- Chirakarnjanakorn, S.; Tranchito, L.; Engelman, T.; Popović, Z.B.; Lascano, M.E.; Borowski, A.G.; Tang, W.W. Global longitudinal strain of left ventricle and tissue doppler velocity at mitral annulus are not significantly affected by changes in blood volume during hemodialysis session. J. Card. Fail. 2014, 20, S18. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| XY 1 | XZ 1 | YZ 1 | ||
|---|---|---|---|---|
| Tensile Modulus 2 [MPa] | 2750 | 2865 | 2840 | |
| Tensile Stress 2 [MPa] | 34 | 73 | 80 | |
| Tensile Strain 2 [%] | 4 | 3.8 | 1.3 | |
| Specific Gravity [g/cm3] | 1.27 |
| Tensile Modulus 1 [MPa] | 3310 |
| Tensile Stress 1 [MPa] | 110 |
| Specific Gravity [g/cm3] | 1.24 |
| K-ε Realizable | K-ω SST | Reynolds Stress-ω | SAS | DES K-ω SST |
|---|---|---|---|---|
| Surface pressure [Pa] | ||||
 |  |  |  |  |
| Pressure profiles [Pa] | ||||
 |  |  |  |  |
 | ||||
| Velocity profiles [m· s−1] | ||||
 |  |  |  |  |
 | ||||
| Specific eddy kinetic energy [m2· s−2] | ||||
 |  |  |  |  |
 | ||||
| Von Mises stress [KPa] | ||||
 |  |  |  |  |
 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suffo, M.; López-Marín, C.J. A Comparative Study of Turbulence Methods Applied to the Design of a 3D-Printed Scaffold and the Selection of the Appropriate Numerical Scheme to Simulate the Scaffold for Tissue Engineering. Appl. Sci. 2022, 12, 191. https://0-doi-org.brum.beds.ac.uk/10.3390/app12010191
Suffo M, López-Marín CJ. A Comparative Study of Turbulence Methods Applied to the Design of a 3D-Printed Scaffold and the Selection of the Appropriate Numerical Scheme to Simulate the Scaffold for Tissue Engineering. Applied Sciences. 2022; 12(1):191. https://0-doi-org.brum.beds.ac.uk/10.3390/app12010191
Chicago/Turabian StyleSuffo, Miguel, and Cristobal J. López-Marín. 2022. "A Comparative Study of Turbulence Methods Applied to the Design of a 3D-Printed Scaffold and the Selection of the Appropriate Numerical Scheme to Simulate the Scaffold for Tissue Engineering" Applied Sciences 12, no. 1: 191. https://0-doi-org.brum.beds.ac.uk/10.3390/app12010191