
Performances of the Synergy of Silica Fume and Waste Glass Powder in Ternary Blended Concrete

 ,
,  ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Glass Waste
2.1.2. Ordinary Portland Cement
2.1.3. Silica Fume
2.1.4. Superplasticizer
2.1.5. Fine Aggregates
2.1.6. Coarse Aggregate
2.2. Experimental Tests
2.2.1. Workability
2.2.2. Setting Time
2.2.3. Water Absorption
2.2.4. Compressive Strength
2.3. Characterization and Morphology of the Specimens
2.4. Sample Preparation
2.4.1. Sample Designation
2.4.2. Mix Design
2.4.3. Concrete Mixing Procedure
3. Discussion of Results
3.1. Effect of Glass and Silica Fume Synergy on the Concrete Workability
3.2. Effect of Silica Fume/Glass Powder Interaction on the Absorption of the Concrete
3.3. Effect of Silica Fume and Glass Powder Combination on the Fresh Density of the Concrete



3.4. Fourier Transform Spectroscopy Details on Compressive Strength
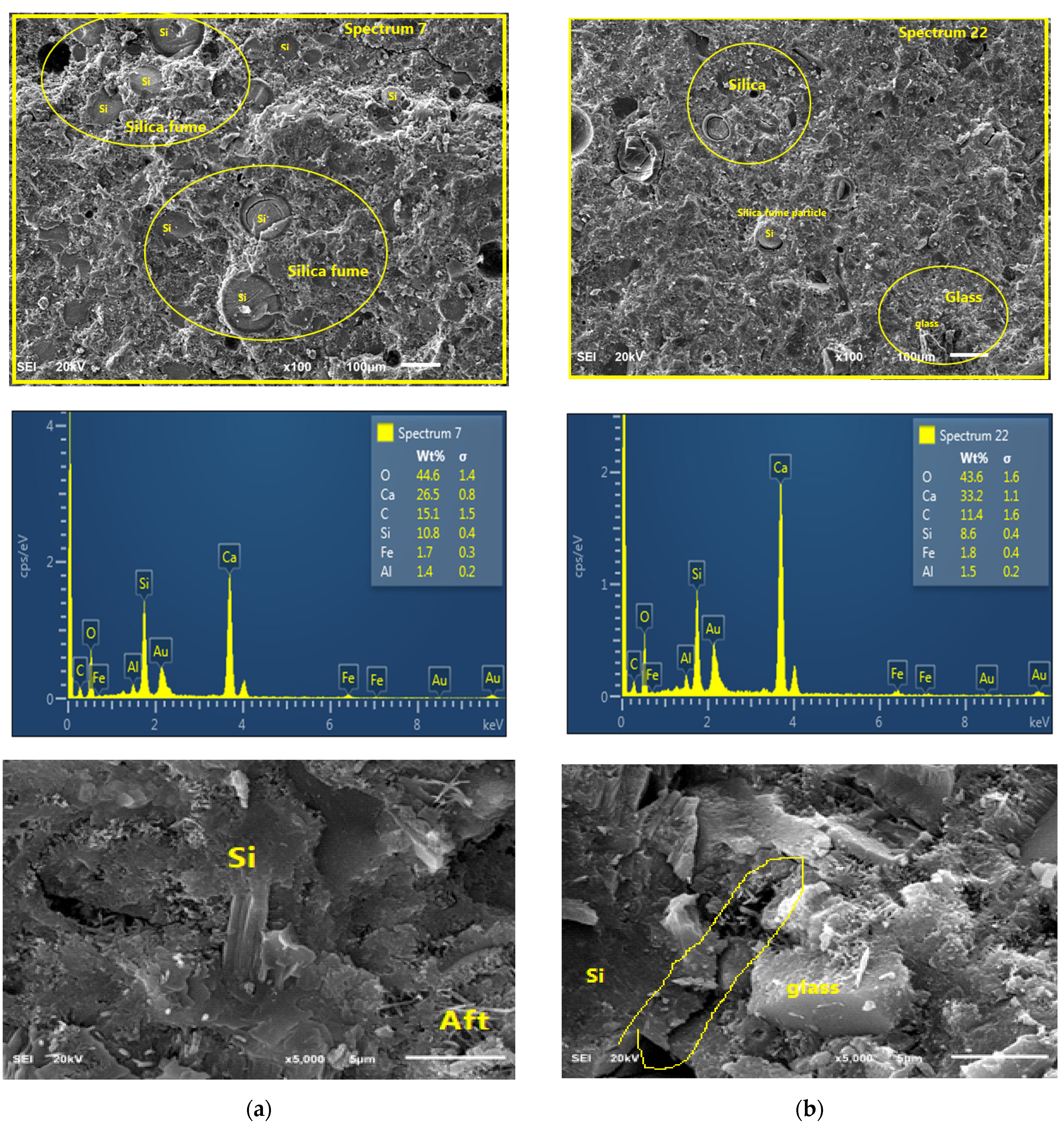
3.5. Effect of Elemental Ratio on the Concrete Characteristics
4. Conclusions
- Glass addition to silica-fume concrete synergistically enhances the workability of the concrete
- The blending of glass powder with silica fume in OPC concrete increased its water absorption due to the proliferation of interfacial transition zones, which arose from the size incompatibility between the silica fume, glass particle and OPC particles. Silica fume reduced the absorption of concrete owing to the microfilling effect, while WGP enhanced it due to shape angularity and its higher capillary action that enhances water molecule transfer to adjacent particles.
- The fresh or wet density of OPC concrete (C100G0S0) was found to be more than that of ternary blended (WGP, SF and OPC) concrete due to the higher relative density of cement (3.15) in comparison with WGP and SF.
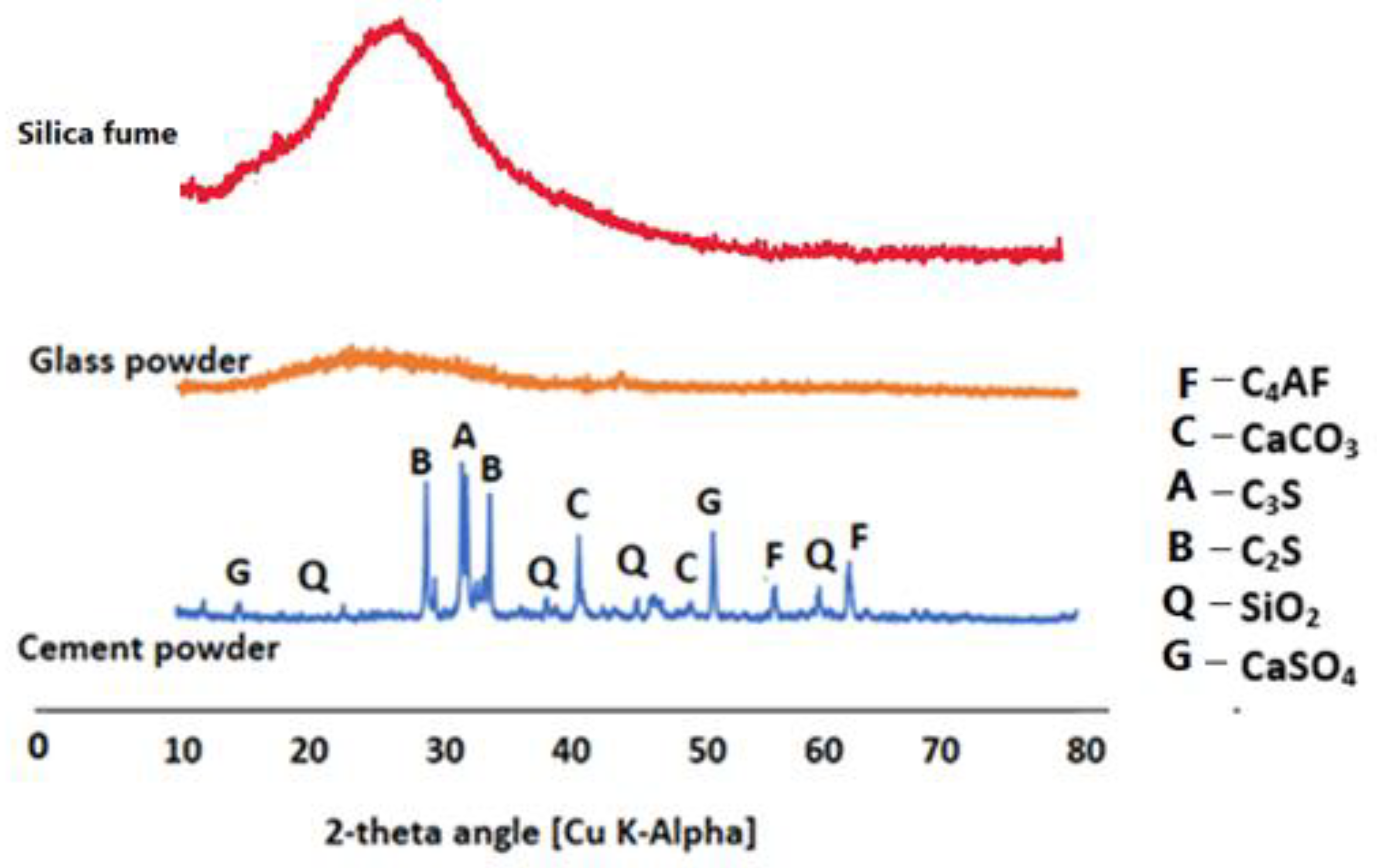
- Fourier transform infrared (FTIR) spectroscopy and X-ray diffraction (XRD) revealed that the incorporation of WGP in synergy with blended SF concrete enhanced silicate reorganization, enhanced the product amorphousness and reduced hydroxyl-based compounds such as portlandite due to amorphous silica infusion.
- The addition of glass waste in blended silica-fume concrete caused heterogeneity in the microstructure and the proliferation of weak interfacial transition zones, leading to the formation of microcracks in the morphology as noted in the scanning electronic microscope and energy dispersive spectroscopy (SEM/EDS) results.
- Economic and cost-efficient ternary blended concrete with a 28-day compressive strength beyond 40 MPa can be produced if the WGP is partly and synergistically substituted for SF such that the percentages of glass waste and silica fume are kept within 2.5–5% and 5–7.5%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Mehta, A.; Kar, D.; Ashish, K. Silica fume and waste glass in cement concrete production: A review. J. Build. Eng. 2020, 29, 100888. [Google Scholar] [CrossRef]
- United State Environmental Protection Agency (EPA). Facts and Figures about Materials, Waste and Re-cycling, Glass: Material-Specific Data. 2021. Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/glass-material-specific-data (accessed on 12 June 2022).
- Maraghechi, H.; Maraghechi, M.; Rajabipour, F.; Pantano, C.G. Pozzolanic reactivity of recycled glass powder at elevated temperatures: Reaction stoichiometry, reaction products and effect of alkali activation. Cem. Concr. Compos. 2014, 53, 105–114. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S.; Kou, S.-C. Feasibility of using recycled glass in architectural cement mortars. Cem. Concr. Compos. 2011, 33, 848–854. [Google Scholar] [CrossRef]
- Islam, G.S.; Rahman, M.; Kazi, N. Waste glass powder as partial replacement of cement for sustainable concrete practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- He, Z.-H.; Zhan, P.-M.; Du, S.-G.; Liu, B.-J.; Yuan, W.-B. Creep behavior of concrete containing glass powder. Compos. Part B Eng. 2019, 166, 13–20. [Google Scholar] [CrossRef]
- Patel, D.; Tiwari, R.P.; Shrivastavad, R.; Yadav, R.K. Effective utilization of waste glass powder as the substitution of cement in making paste and mortar. Constr. Build. Mater. 2019, 199, 406–415. [Google Scholar] [CrossRef]
- Carsana, M.; Frassoni, M.; Bertolini, L. Comparison of ground waste glass with other supplementary cementitious materials. Cem. Concr. Compos. 2014, 45, 39–45. [Google Scholar] [CrossRef]
- Schwarz, N.; Neithalath, N. Influence of a fine glass powder on cement hydration: Comparison to fly ash and modeling the degree of hydration. Cem. Concr. Res. 2008, 38, 429–436. [Google Scholar] [CrossRef]
- Ibrahim, K.I.M. Recycled waste glass powder as a partial replacement of cement in concrete containing silica fume and fly ash. Case Stud. Constr. Mater. 2021, 15, e00630. [Google Scholar] [CrossRef]
- ASTM C192; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2018.
- Toutanji, H.; Delatte, N.; Aggoun, S.; Duval, R.; Danson, A. Effect of supplementary cementitious materials on the compressive strength and durability of short-term cured concrete. Cement Concr. Res. 2004, 34, 311–319. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, A.; Zanganeh, H.; Moalemi, M.M. Mechanical and durability properties of ternary concretes containing silica fume and low reactivity blast furnace slag. Cem. Concr. Compos. 2012, 34, 663–670. [Google Scholar] [CrossRef]
- Hasan-Nattaj, F.; Nematzadeh, M. The effect of forta-ferro and steel fibers on mechanical properties of high-strength concrete with and without silica fume and nano-silica. Constr. Build. Mater. 2017, 137, 557–572. [Google Scholar] [CrossRef]
- Fallah, S.; Nematzadeh, M. Mechanical properties and durability of high-strength concrete containing macro-polymeric and polypropylene fibers with nano-silica and silica fume. Constr. Build. Mater. 2017, 132, 170–187. [Google Scholar] [CrossRef]
- Justice, J.M.; Kennison, L.H.; Mohr, B.J.; Beckwith, S.L.; McCormick, L.E.; Wiggins, B.; Zhang, Z.Z.; Kurtis, K.E. Comparison of Two Metakaolins and a Silica Fume Used as Supplementary Cementitious Materials. In Seventh International Symposium on Utilization of High Strength/High Performance Concrete; American Concrete Institute: Indianapolis, IN, USA, 2005; pp. 1–88. [Google Scholar]
- Mazloom, A.A.M.; Ramezanianpour, J.J.B. Effect of silica fume on mechanical properties. Cement Concr. Compos. 2004, 26, 347–357. [Google Scholar] [CrossRef]
- Khayat, K.H.; Aitcin, P.C. Silica Fume: A Unique Supplementary Cementitious Material. In Mineral Admixtures in Cement and Concrete; Ghosh, S.N., Ed.; ABI Books Private Limited: New Delhi, India, 1993; pp. 227–265. [Google Scholar]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Aboshama, A.Y. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Lu, J.-X.; Duan, Z.; Poon, C.S. Fresh properties of cement pastes or mortars incorporating waste glass powder and cullet. Constr. Build. Mater. 2017, 131, 793–799. [Google Scholar] [CrossRef]
- Rahma, A.; El Naber, N.; Ismail, S.I. Effect of glass powder on the compression strength and the workability of concrete. Cogent Eng. 2017, 4, 7. [Google Scholar] [CrossRef]
- Sadati, S.; Khayat, K.H. Rheological and hardened properties of mortar incorporating high-volume ground glass fiber. Constr. Build. Mater. 2017, 152, 978–989. [Google Scholar] [CrossRef]
- Sasui, S.; Kim, G.; Nam, J.; van Riessen, A.; Hadzima-Nyarko, M. Effects of waste glass as a sand replacement on the strength and durability of fly ash/GGBS based alkali activated mortar. Ceram. Int. 2021, 47, 21175–21196. [Google Scholar] [CrossRef]
- Khan, M.N.N.; Sarker, P.K. Effect of waste glass fine aggregate on the strength, durability and high temperature resistance of alkali-activated fly ash and GGBFS blended mortar. Constr. Build. Mater. 2020, 263, 120579. [Google Scholar] [CrossRef]
- ASTM C150-07; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C1240-20; Standard Specification for Silica Fume Used in Cementitious Mixtures. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C 157; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Current. ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–7. [CrossRef]
- ASTM C 143; Significance of Tests and Properties of Concrete and Concrete Aggregate. ASTM International: West Conshohocken, PA, USA, 1956. Available online: https://books.google.co.uk/books?id=plRnBOM30TEC&pg=PA38&redir_esc=y#v=onepage&q&f=false (accessed on 12 June 2022).
- ASTM C191-21; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C 595; Standard Specification for Blended Hydraulic Cements. 98(Reapproved); ASTM International: West Conshohocken, PA, USA, 2000; pp. 1–5. [CrossRef]
- ASTM C192/C192M; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2016; pp. 1–8.
- Siauciunas, R.; Baltusnikas, A. Influence of SiO2 Modification on Hydrogarnets Formation during Hydrothermal Synthesis. Cem. Concr. 2003, 33, 1789–1793. [Google Scholar] [CrossRef]
- Mehta, P.K.; Klein, A. Formation of Ettringite in Pastes Containing Calcium Aluminoferrites and Gypsum. 1965, pp. 36–45. Available online: https://onlinepubs.trb.org/Onlinepubs/hrr/1967/192/192-003.pdf (accessed on 12 June 2022).
- Kyritsis, K.; Meller, N.; Hall, C. Chemistry and Morphology of Hydrogarnets Formed in Cement-Based CASH Hydroceramics Cured at 200° to 350 °C. Am. J. Ceram. Soc. 2009, 92, 1105–1111. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Cement | Glass | Silica Fume |
|---|---|---|---|
| SiO2 | 20.17 | 68.1 | 95.85 |
| Al2O3 | 5.58 | 0.9 | 0.26 |
| Fe2O3 | 2.86 | 0.6 | 0.05 |
| CaO | 63.51 | 14.5 | 0.21 |
| MgO | 3.15 | 1.8 | 0.45 |
| Na2O | 0.12 | 12.2 | - |
| K2O | 0.57 | 0.8 | - |
| SO3 | 2.56 | 0.4 | 1.00 |
| SiO2 + Al2O3 + Fe2O3 | 26.89 | 69.6 | 96.16 |
| Specific gravity | 3.14 | 2.48 | |
| Specific surface area (m2/kg) | 329.5 | 223.0 | >18,000 |
| LOI (wt.%) | 2.80 | 0.80 | 2.8 |
| Coarse Aggregate Size (mm) | Percentage Composition |
|---|---|
| 8 | 30 |
| 10 | 20 |
| 12 | 30 |
| 14 | 20 |
| Mixes | Percentage Glass | Cement (kg/m3) | Glass (kg/m3) | SF (kg/m3) | Initial Water (kg/m3) | SP (kg/m3) | Fine Agg (kg/m3) | Coarse Agg (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| C100G0S0 | 0.0% | 350 | 0 | 0 | 147 | 1.75 | 798 | 1093 |
| C90G0S10 | 0.0% | 315 | 0 | 35 | 147 | 1.75 | 786 | 1093 |
| C90G2.5S7.5 | 2.5% | 315 | 8.75 | 26.25 | 147 | 1.75 | 787 | 1093 |
| C90G5S5 | 5.0% | 315 | 17.5 | 17.5 | 147 | 1.75 | 788 | 1093 |
| C90G7.5S2.5 | 7.5% | 315 | 26.25 | 8.75 | 147 | 1.75 | 789 | 1093 |
| C90G10S0 | 10.0% | 315 | 35 | 0 | 147 | 1.75 | 790 | 1093 |
| Elements | Silica-Cement | Glass-Silica-Cement |
|---|---|---|
| Ca/Si | 3.34 | 3.78 |
| Si/Al | 7.11 | 4.20 |
| Ca/C | 2.75 | 3.98 |
| Ca/F | 2.04 | 19.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yusuf, M.O.; Al-Sodani, K.A.A.; AlAteah, A.H.; Al-Tholaia, M.M.H.; Adewumi, A.A.; Bakare, A.O.; Usman, A.K.; Momohjimoh, I. Performances of the Synergy of Silica Fume and Waste Glass Powder in Ternary Blended Concrete. Appl. Sci. 2022, 12, 6637. https://0-doi-org.brum.beds.ac.uk/10.3390/app12136637
Yusuf MO, Al-Sodani KAA, AlAteah AH, Al-Tholaia MMH, Adewumi AA, Bakare AO, Usman AK, Momohjimoh I. Performances of the Synergy of Silica Fume and Waste Glass Powder in Ternary Blended Concrete. Applied Sciences. 2022; 12(13):6637. https://0-doi-org.brum.beds.ac.uk/10.3390/app12136637
Chicago/Turabian StyleYusuf, Moruf Olalekan, Khaled A. Alawi Al-Sodani, Ali H. AlAteah, Mohammed M. H. Al-Tholaia, Adeshina A. Adewumi, Azeez Oladipupo Bakare, Abdullahi Kilaco Usman, and Ibrahim Momohjimoh. 2022. "Performances of the Synergy of Silica Fume and Waste Glass Powder in Ternary Blended Concrete" Applied Sciences 12, no. 13: 6637. https://0-doi-org.brum.beds.ac.uk/10.3390/app12136637