
Fabrication of an Anti-Icing Aluminum Alloy Surface by Combining Wet Etching and Laser Machining


Abstract
:1. Introduction
2. Experiment
2.1. Reagents and Instruments
2.2. Experiments Processing
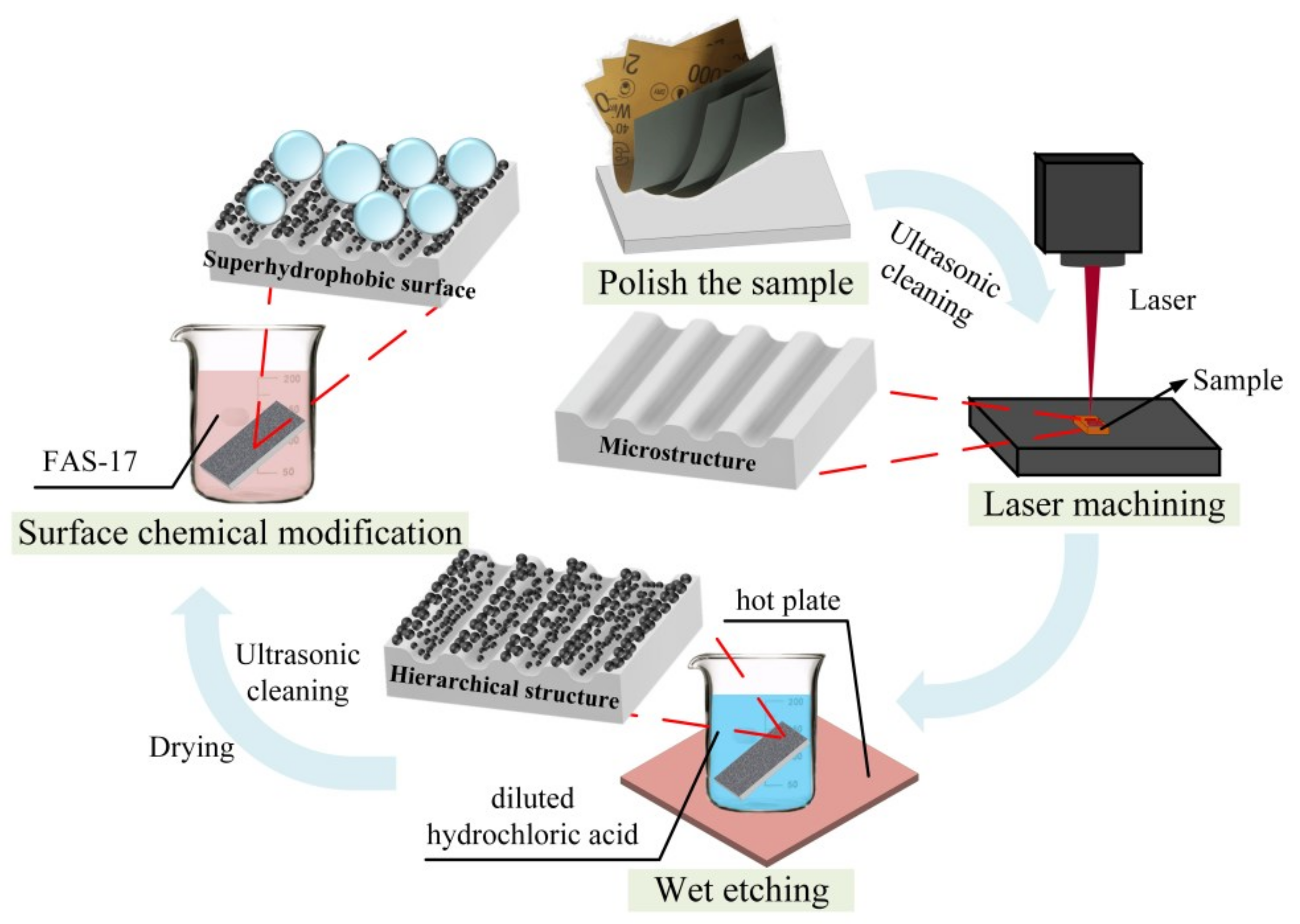
2.2.1. Pre-Experiment Workpiece Preparation
2.2.2. Hierarchical Structure Processing
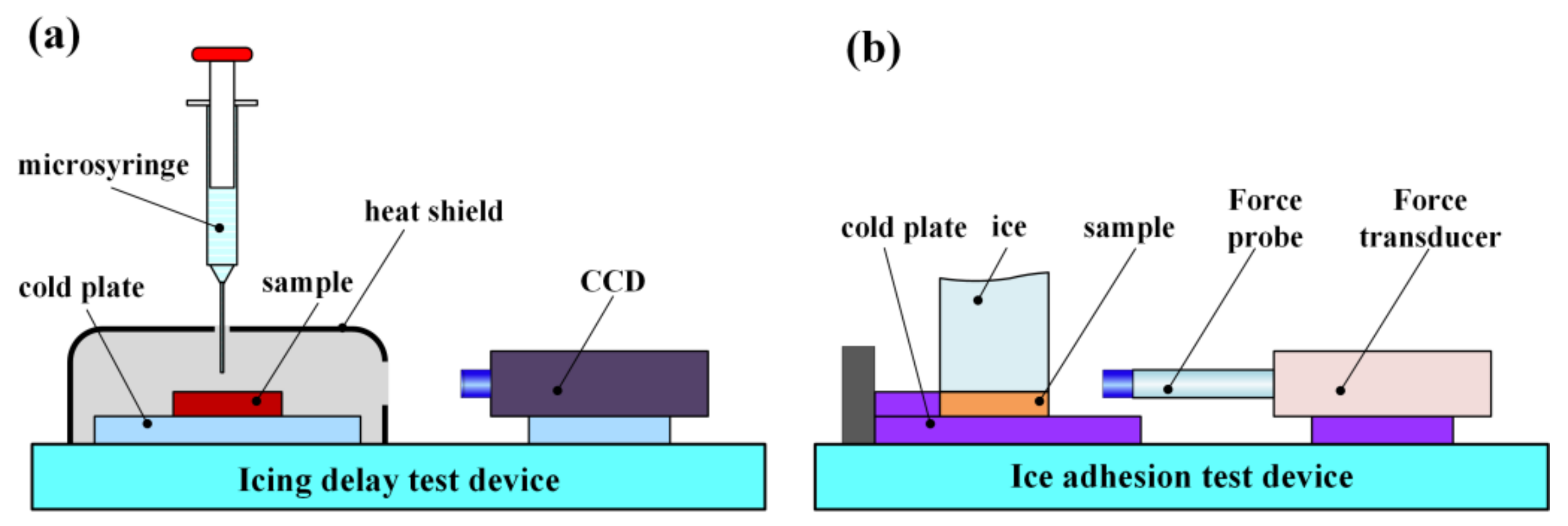
2.2.3. Icing Delay, Ice Adhesion, and Dynamic Water Repellency Experiments
- Icing delay experiment:
- Ice adhesion experiment:
- Dynamic water repellency experiment:
3. Results and Discussion
3.1. Icing Delay Experiment
3.2. Ice Adhesion Experiments Analysis
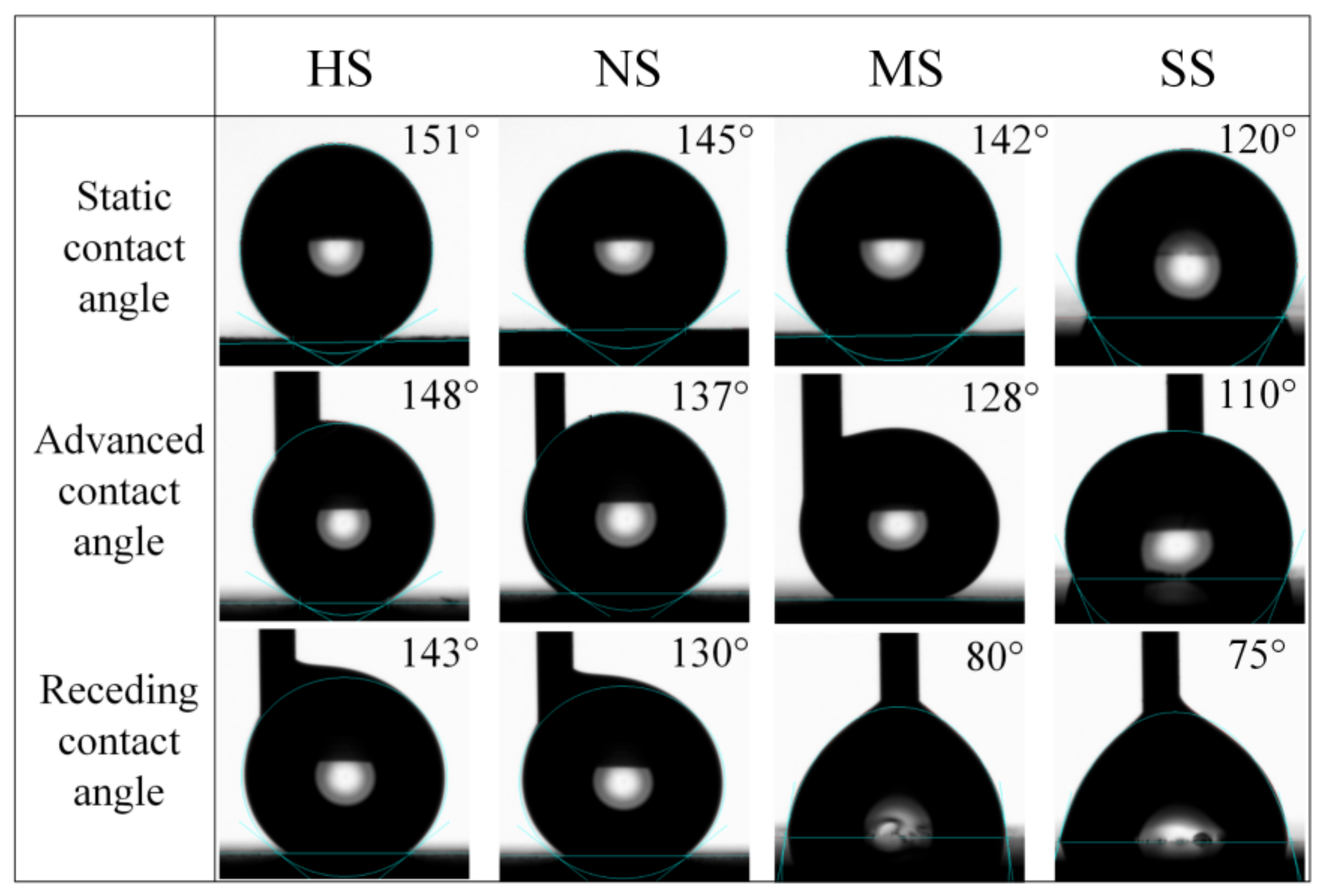
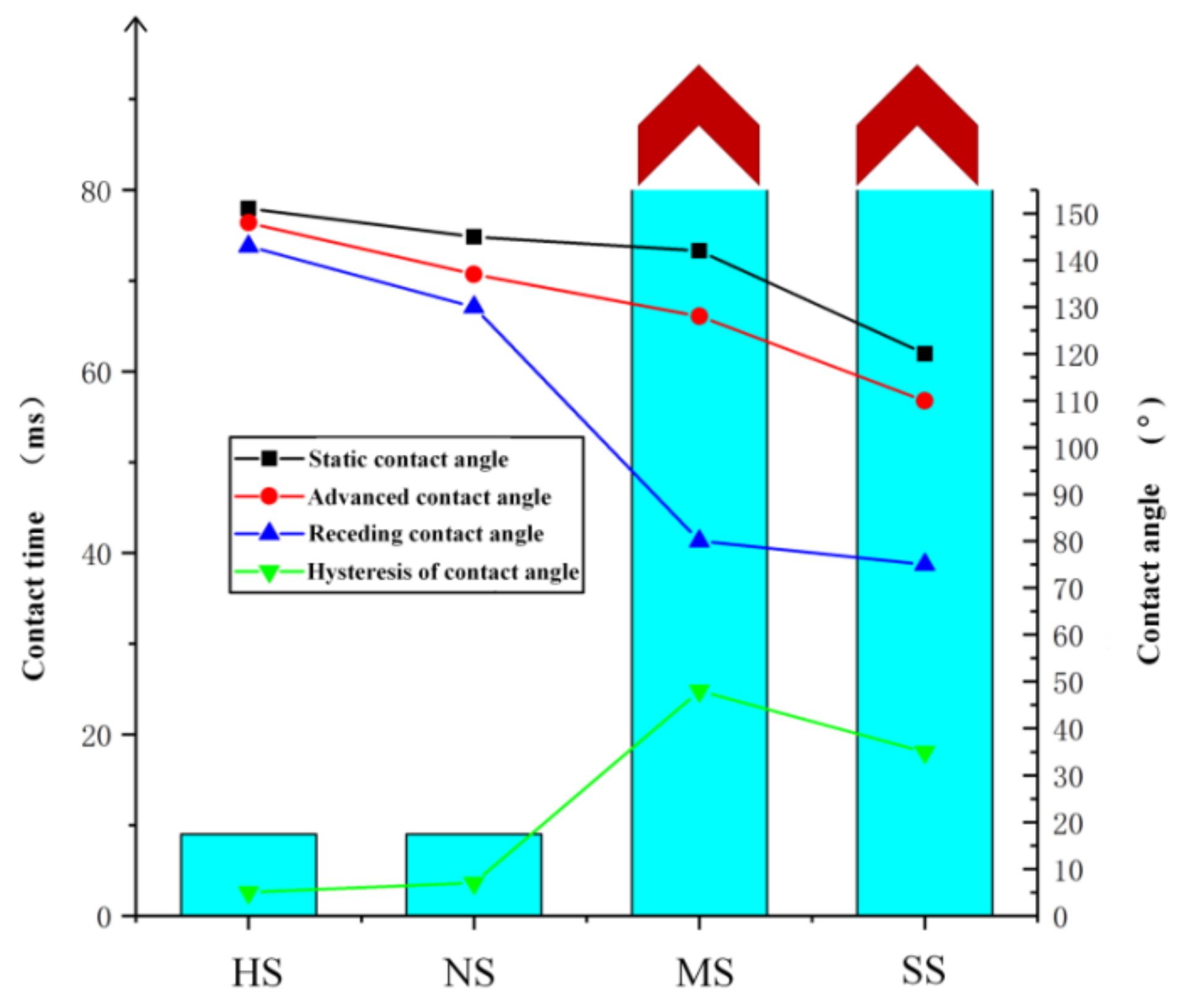
3.3. Dynamic Water Repellency Experiment
4. Conclusions
- (1)
- Specific laser processing parameters and wet etching parameters can effectively prepare a uniform hierarchical structure on the surface of the aluminum alloy. The structure can meet the standard of super-hydrophobicity.
- (2)
- The freezing time of droplets on the treated sample surface was approximately 10 times longer than that of the untreated sample. The nanostructure samples can maintain good hydrophobicity after the droplet is frozen and melted, which means that it has a certain degree of durability against freezing.
- (3)
- The ice adhesion experiment on the surface of the sample shows that the adhesion strength of the treated sample decreased by approximately 75% compared to the untreated samples. This indicates that the ice can easily be removed even when the surface is frozen.
- (4)
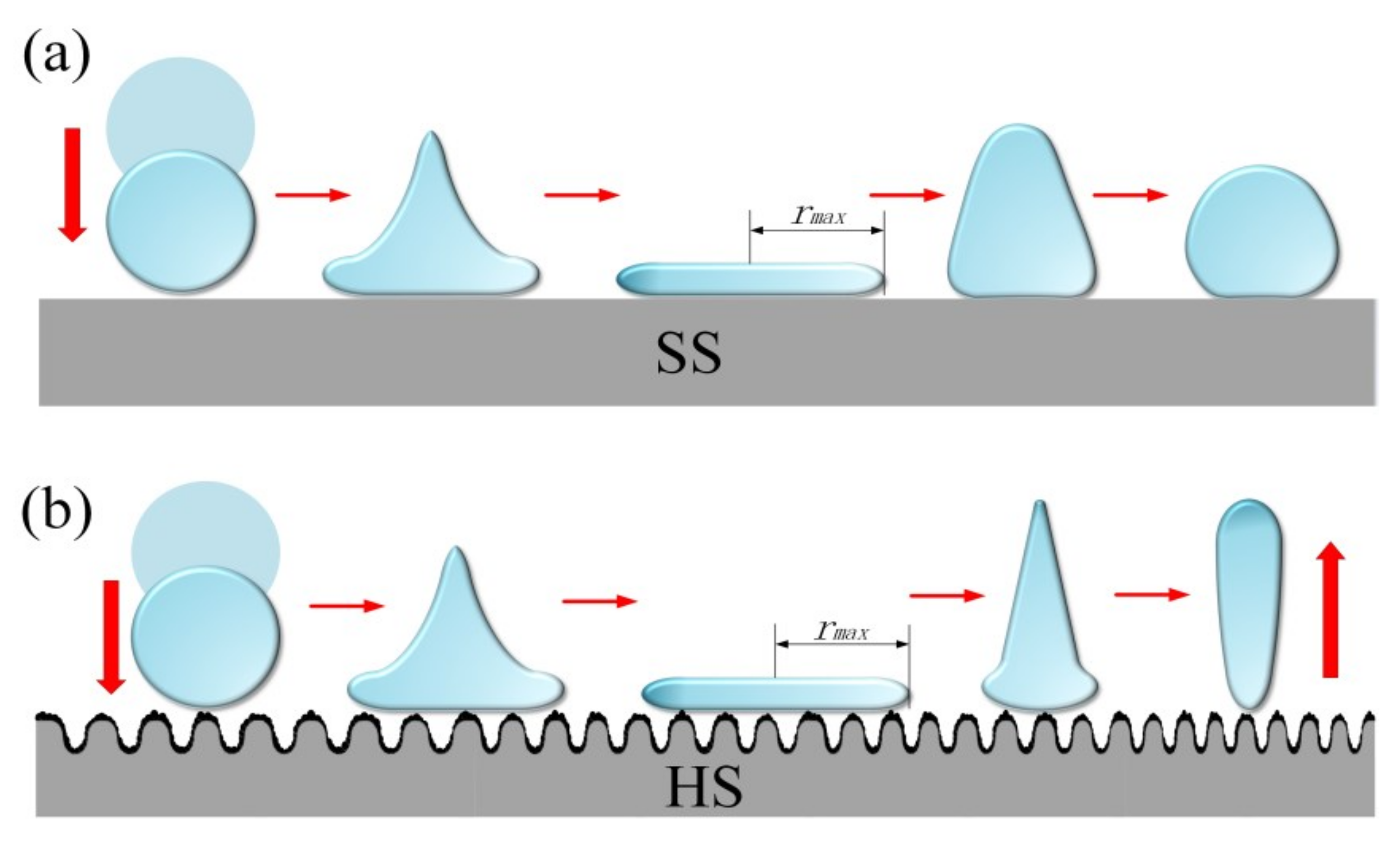
- The dynamic water repellency experiment revealed that the contact time between the impinging droplet and sample surface mainly depends on the dynamic wettability of the sample surface, that is, the hysteresis of contact angle. The smaller the hysteresis of the contact angle, the shorter the contact time between the impinging droplet and the sample surface. The contact time between the droplet and sample obtained by the experiment is consistent with the theoretical calculation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Plummer, D.M.; Göke, S.; Rauber, R.M.; Di Girolamo, L. Discrimination of mixed-versus ice-phase clouds using dual-polarization radar with application to detection of aircraft icing regions. J. Appl. Meteorol. Climatol. 2010, 49, 920–936. [Google Scholar] [CrossRef] [Green Version]
- Merino, A.; García-Ortega, E.; Fernández-González, S.; Díaz-Fernández, J.; Quitián-Hernández, L.; Martín, M.; López, L.; Marcos, J.; Valero, F.; Sánchez, J. Aircraft icing: In-cloud measurements and sensitivity to physical parameterizations. Geophys. Res. Lett. 2019, 46, 11559–11567. [Google Scholar] [CrossRef] [Green Version]
- Heinrich, A.; Ross, R.; Zumwalt, G.; Provorse, J.; Padmanabhan, V. Aircraft Icing Handbook; Gates Learjet Corp Wichita KS: London, UK, 1991; Volume 1. [Google Scholar]
- Thomas, S.K.; Cassoni, R.P.; MacArthur, C.D. Aircraft anti-icing and de-icing techniques and modeling. J. Aircr. 1996, 33, 841–854. [Google Scholar] [CrossRef]
- Wang, Z. Recent progress on ultrasonic de-icing technique used for wind power generation, high-voltage transmission line and aircraft. Energy Build. 2017, 140, 42–49. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Lai, S.W.; Xu, X.P.; Chen, Y.H.; Chu, W.J.; Gao, Y.M. R&D of equipment for deicing by thermal water-jet and mechanical deicing method. In Proceedings of the Applied Mechanics and Materials, Hong Kong, China, 17–18 August 2013; pp. 1288–1293. [Google Scholar]
- Zhang, Z.; Chen, B.; Lu, C.; Wu, H.; Wu, H.; Jiang, S.; Chai, G. A novel thermo-mechanical anti-icing/de-icing system using bi-stable laminate composite structures with superhydrophobic surface. Compos. Struct. 2017, 180, 933–943. [Google Scholar] [CrossRef] [Green Version]
- Vertuccio, L.; De Santis, F.; Pantani, R.; Lafdi, K.; Guadagno, L. Effective de-icing skin using graphene-based flexible heater. Compos. Part B Eng. 2019, 162, 600–610. [Google Scholar] [CrossRef]
- Zhang, Z.; Lusi, A.; Hu, H.; Bai, X.; Hu, H. An experimental study on the detrimental effects of deicing fluids on the performance of icephobic coatings for aircraft icing mitigation. Aerosp. Sci. Technol. 2021, 119, 107090. [Google Scholar] [CrossRef]
- Wang, Y.; Hudson, N.; Pethrick, R.; Schaschke, C. Poly (acrylic acid)–poly (vinyl pyrrolidone)-thickened water/glycol de-icing fluids. Cold Reg. Sci. Technol. 2014, 101, 24–30. [Google Scholar] [CrossRef]
- Hu, H.; Lin, X.-Z.; Dou, B.-J.; Mei, Y.-J.; Yang, F.; Luo, S.-W.; Zhao, W. Corrosion behavior of aircraft skin material in potassium acetate type deicing fluid. Surf. Technol. 2020, 49, 239–246. [Google Scholar]
- Zhao, Y.-J.; Yan, Z.-X.; Su, J.-M.; Lyu, X.-L.; He, Y. Research progress of biomimetic anti-icing surface. Surf. Technol. 2021, 50, 29–39. [Google Scholar]
- Dou, R.; Chen, J.; Zhang, Y.; Wang, X.; Cui, D.; Song, Y.; Jiang, L.; Wang, J. Anti-icing coating with an aqueous lubricating layer. ACS Appl. Mater. Interfaces 2014, 6, 6998–7003. [Google Scholar] [CrossRef]
- Wang, Z.-J.; Kwon, D.-J.; DeVries, K.L.; Park, J.-M. Frost formation and anti-icing performance of a hydrophobic coating on aluminum. Exp. Therm. Fluid Sci. 2015, 60, 132–137. [Google Scholar] [CrossRef]
- Boinovich, L.B.; Emelyanenko, A.M.; Emelyanenko, K.A.; Modin, E.B. Modus operandi of protective and anti-icing mechanisms underlying the design of longstanding outdoor icephobic coatings. ACS Nano 2019, 13, 4335–4346. [Google Scholar] [CrossRef] [PubMed]
- Rico, V.; Mora, J.; García, P.; Agüero, A.; Borrás, A.; González-Elipe, A.R.; López-Santos, C. Robust anti-icing superhydrophobic aluminum alloy surfaces by grafting fluorocarbon molecular chains. Appl. Mater. Today 2020, 21, 100815. [Google Scholar] [CrossRef]
- Xing, W.; Li, Z.; Yang, H.; Li, X.; Wang, X.; Li, N. Anti-icing aluminum alloy surface with multi-level micro-nano textures constructed by picosecond laser. Mater. Des. 2019, 183, 108156. [Google Scholar] [CrossRef]
- Ruan, M.; Li, W.; Wang, B.; Deng, B.; Ma, F.; Yu, Z. Preparation and anti-icing behavior of superhydrophobic surfaces on aluminum alloy substrates. Langmuir 2013, 29, 8482–8491. [Google Scholar] [CrossRef] [PubMed]
- Zuo, Z.; Liao, R.; Guo, C.; Yuan, Y.; Zhao, X.; Zhuang, A.; Zhang, Y. Fabrication and anti-icing property of coral-like superhydrophobic aluminum surface. Appl. Surf. Sci. 2015, 331, 132–139. [Google Scholar] [CrossRef]
- Yang, J.; Li, W. Preparation of superhydrophobic surfaces on Al substrates and the anti-icing behavior. J. Alloy. Compd. 2013, 576, 215–219. [Google Scholar] [CrossRef]
- Slater, B.; Michaelides, A. Surface premelting of water ice. Nat. Rev. Chem. 2019, 3, 172–188. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Somorjai, G.A. Surface premelting of ice. J. Phys. Chem. C 2007, 111, 9631–9637. [Google Scholar] [CrossRef]
- Pasandideh-Fard, M.; Qiao, Y.; Chandra, S.; Mostaghimi, J. Capillary effects during droplet impact on a solid surface. Phys. Fluids 1996, 8, 650–659. [Google Scholar] [CrossRef]
- Liu, Y.; Andrew, M.; Li, J.; Yeomans, J.M.; Wang, Z. Symmetry breaking in drop bouncing on curved surfaces. Nat. Commun. 2015, 6, 10034. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Mn | Fe | Si | Ti | Al |
|---|---|---|---|---|---|---|
| 4.45 | 1.48 | 0.66 | 0.005 | 0.035 | 0.023 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, A.; He, L.; Qie, S.; Zhang, J.; Li, H.; He, N.; Hao, X. Fabrication of an Anti-Icing Aluminum Alloy Surface by Combining Wet Etching and Laser Machining. Appl. Sci. 2022, 12, 2119. https://0-doi-org.brum.beds.ac.uk/10.3390/app12042119
Xia A, He L, Qie S, Zhang J, Li H, He N, Hao X. Fabrication of an Anti-Icing Aluminum Alloy Surface by Combining Wet Etching and Laser Machining. Applied Sciences. 2022; 12(4):2119. https://0-doi-org.brum.beds.ac.uk/10.3390/app12042119
Chicago/Turabian StyleXia, Annan, Lei He, Shihang Qie, Jingchen Zhang, Hanlong Li, Ning He, and Xiuqing Hao. 2022. "Fabrication of an Anti-Icing Aluminum Alloy Surface by Combining Wet Etching and Laser Machining" Applied Sciences 12, no. 4: 2119. https://0-doi-org.brum.beds.ac.uk/10.3390/app12042119