
Neural Network Modeling of Microstructure Formation in an AlMg6/10% SiC Metal Matrix Composite and Identification of Its Softening Mechanisms under High-Temperature Deformation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Research Technique
2.2. Formulation of the Finite Element Problem for Specimen Compression
2.3. Neural Network Models for Forming Microstructure Parameters
3. Results
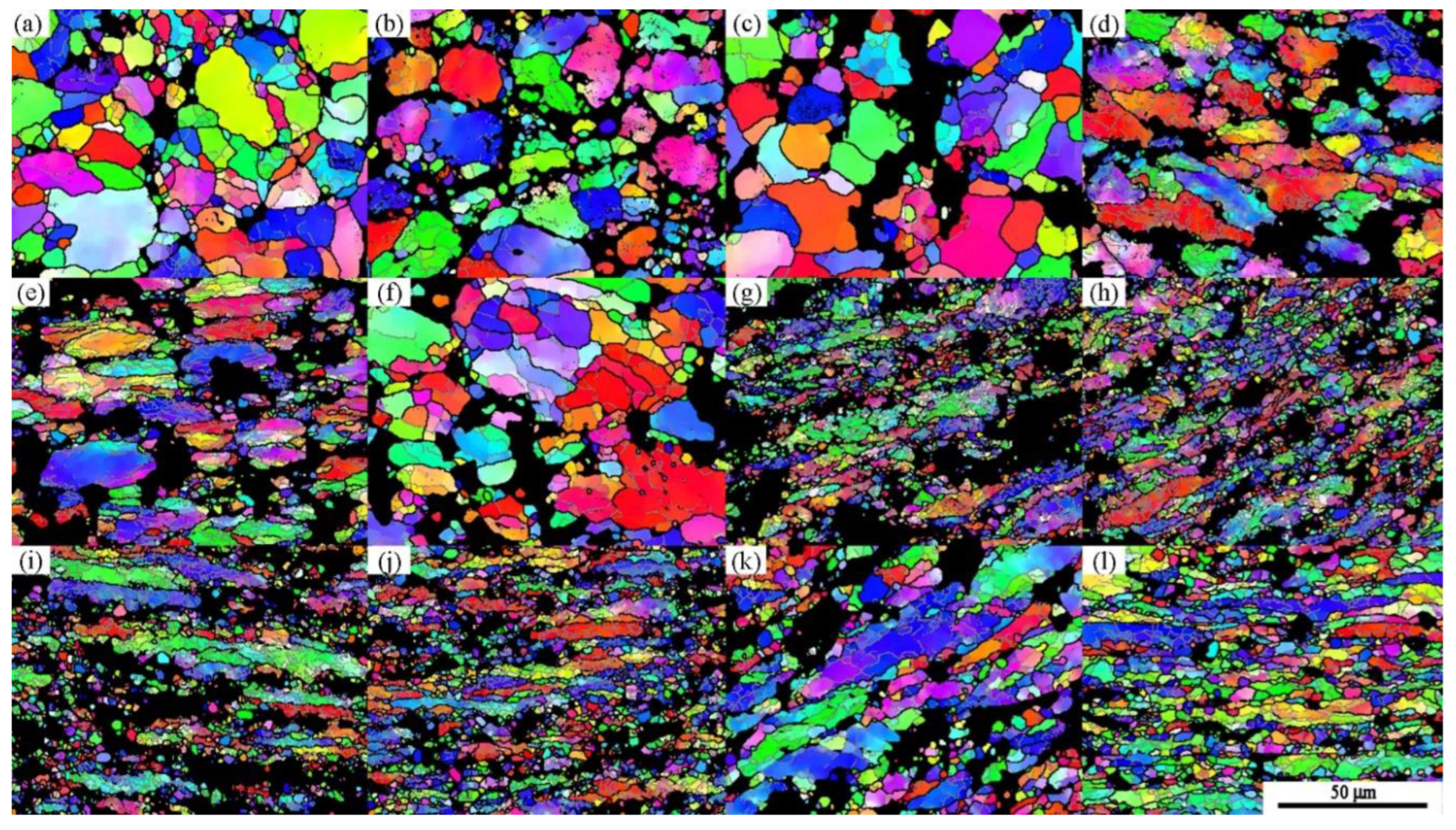
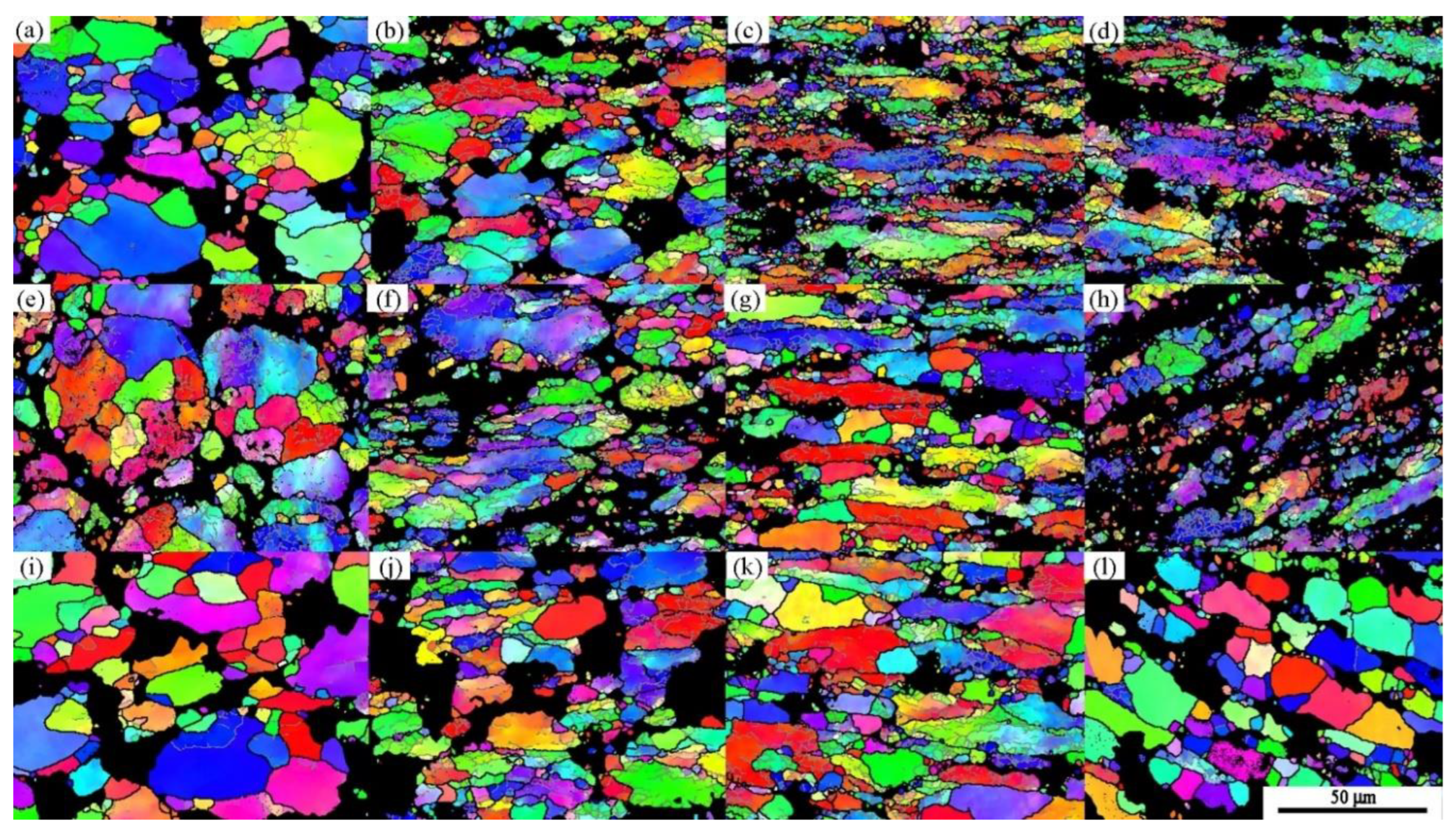
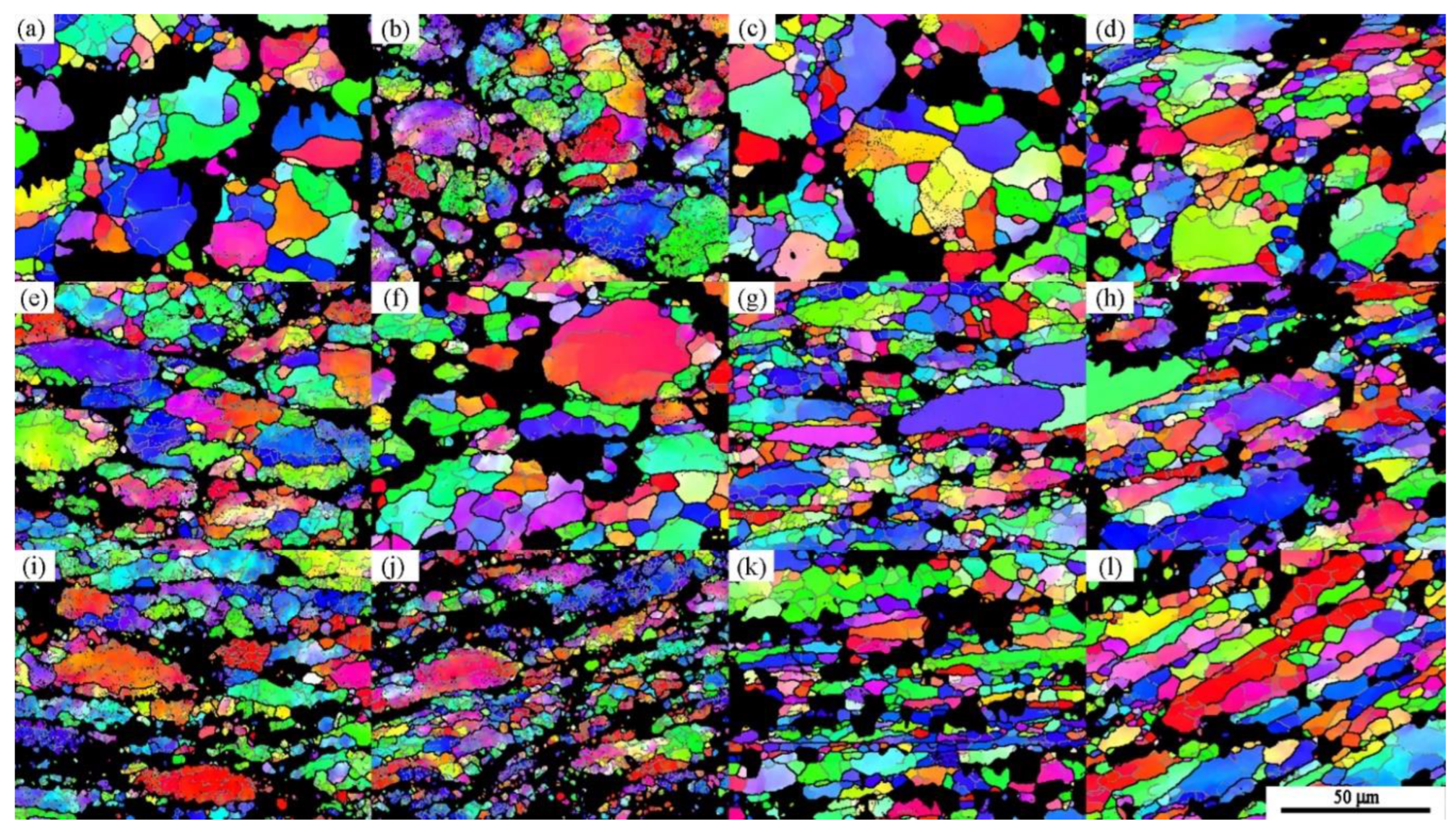
3.1. The Rheological Behavior and Microstructuring of the Composite
3.2. Constructing the Architecture of Neural Networks and Their Training
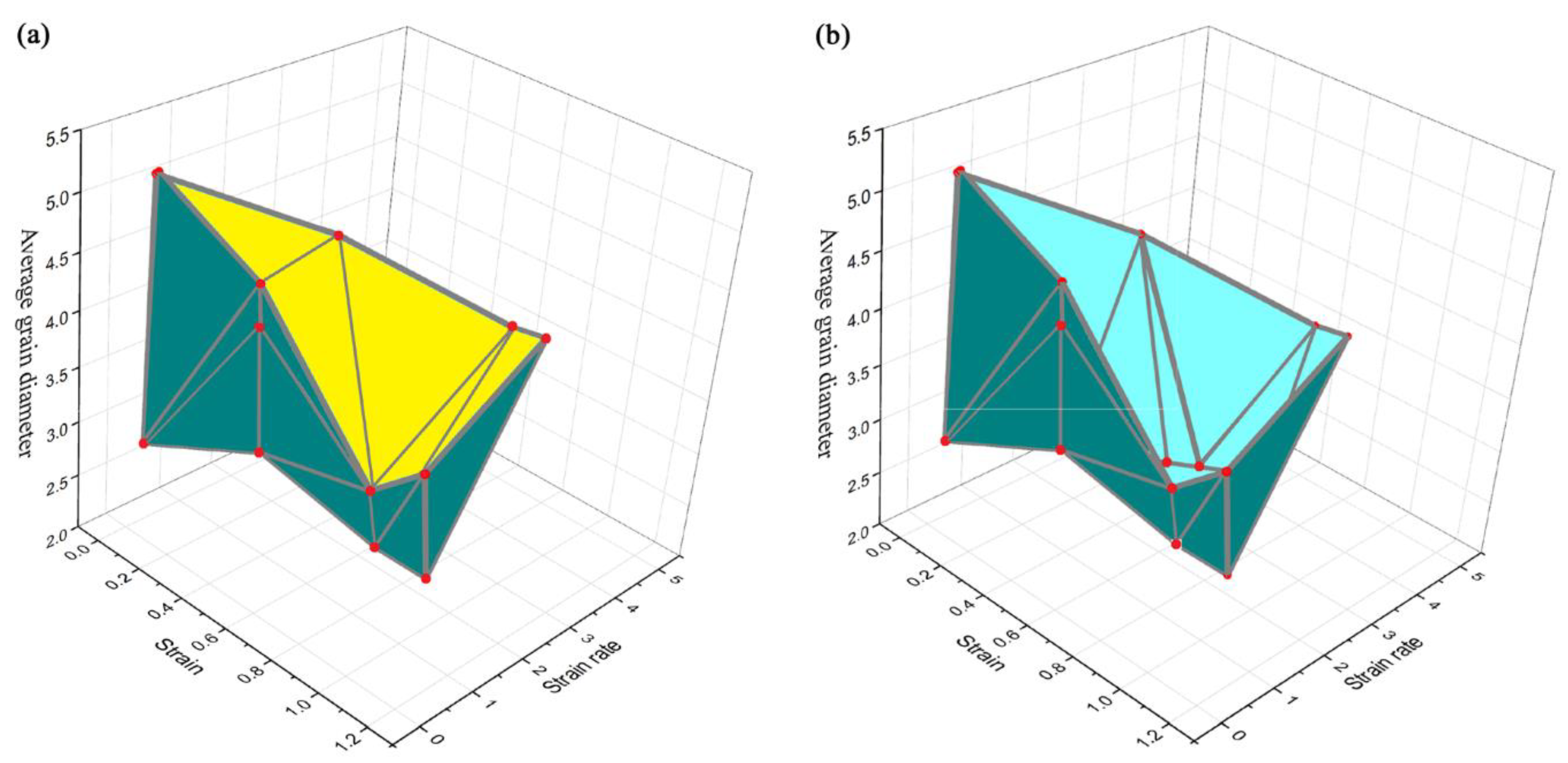
- First, planes are built on the three nearest points. Then, we select a part of the plane bound by straight intersections with neighboring planes and with a triangle form (Figure 13a).
- We remove the planes located inside the body. Here, the body means a part of the space bound by the constructed triangles.
- If the line connecting the experimental point with its projection on the strain–strain-rate plane intersects the triangles, they are removed from the constructed surface of the body (the removed planes are shown in yellow in Figure 13a). This results in a surface approximated by planes in a certain strain and strain rate range (Figure 13b). In this case, a one-to-one correspondence of the strain and strain rate values to the microstructure parameter is achieved.
- We take an arbitrary point of the constructed approximating surface and add its coordinates to the training sample.

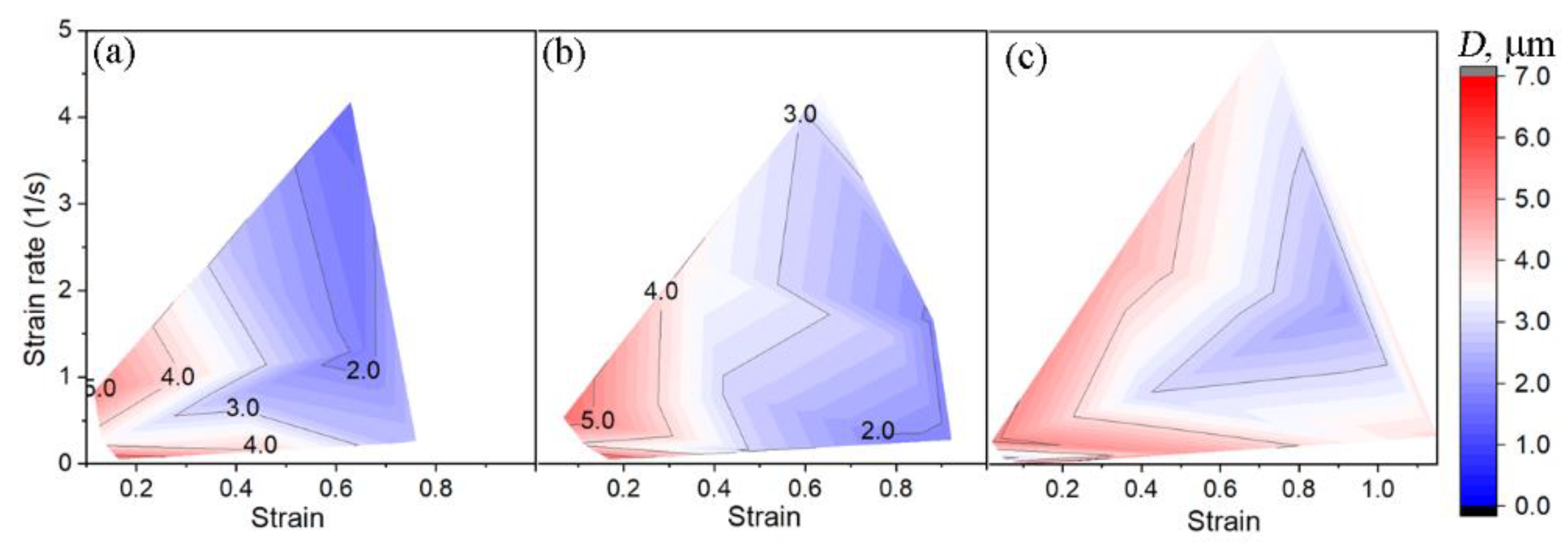
3.3. Analysis of Microstructure Formation Based on Neural Network Data
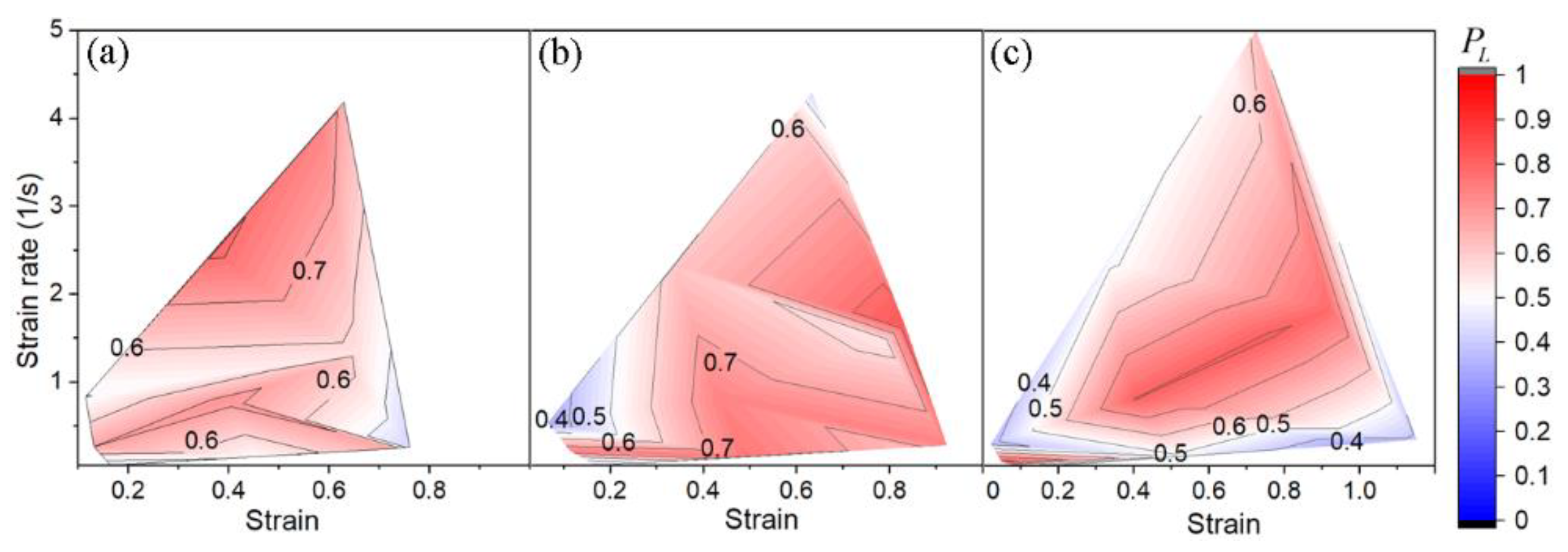
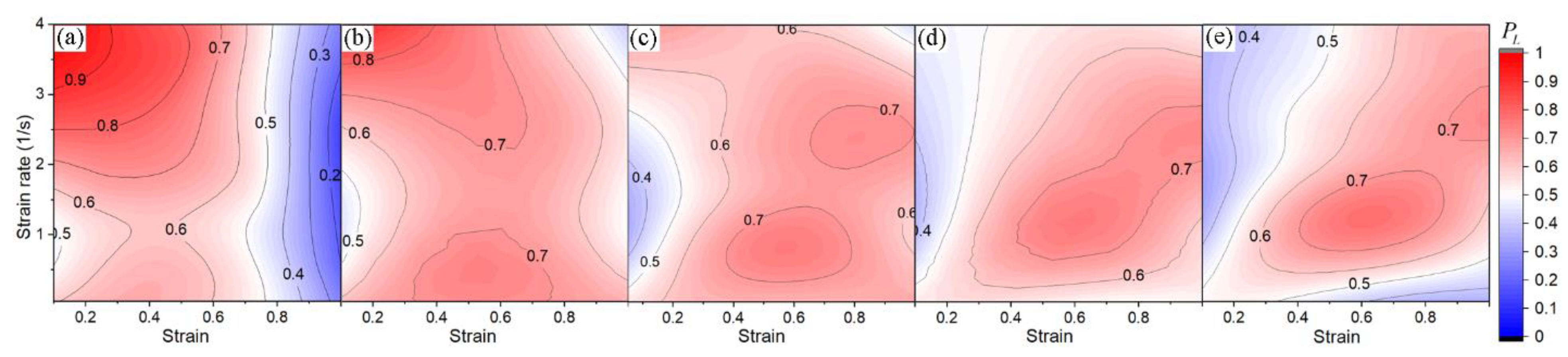
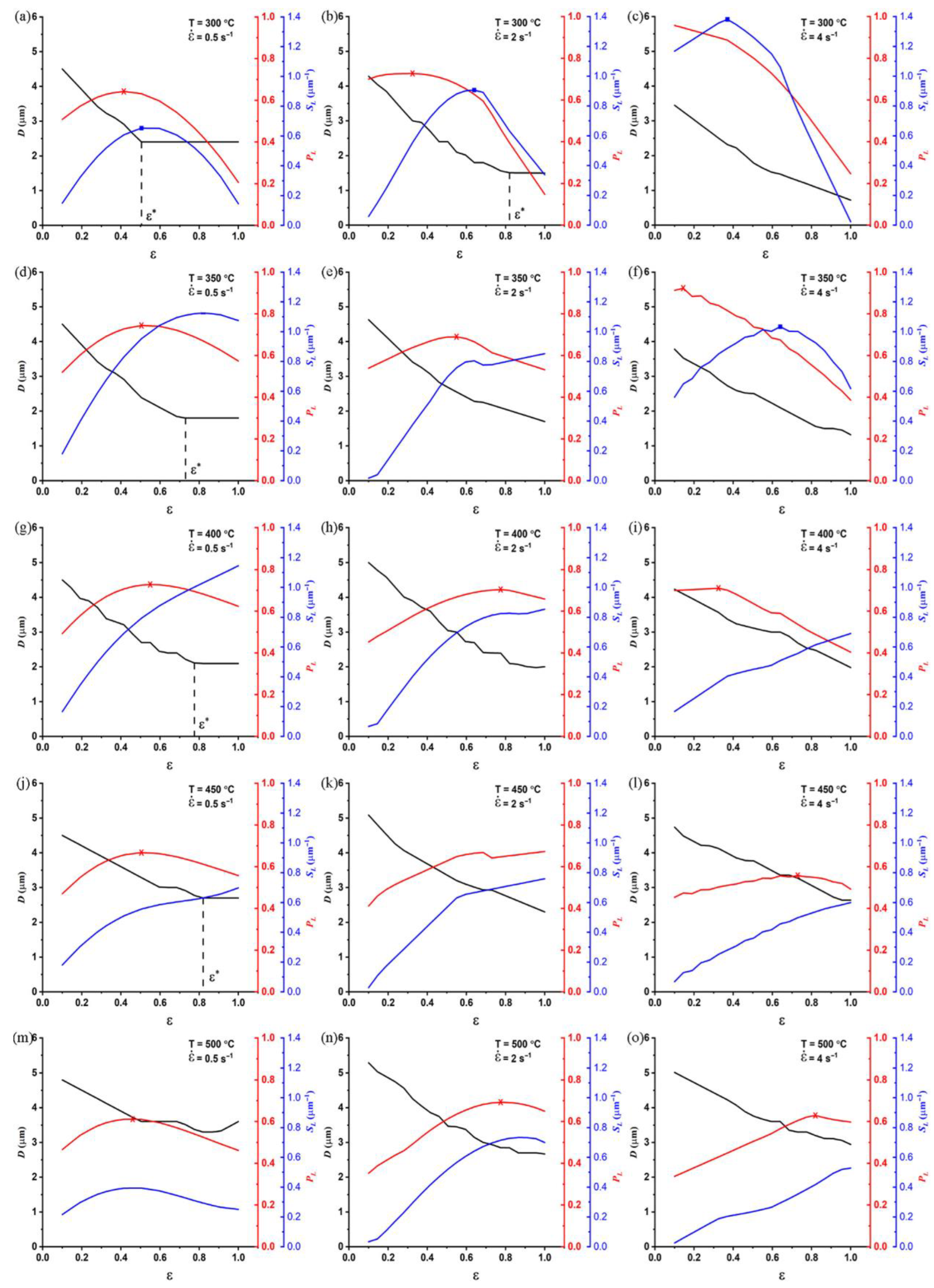
- The strain dependences of the fraction of low-angle boundaries () for the entire studied temperature and strain rate range of deformation have a peak (shown by asterisks in Figure 17).
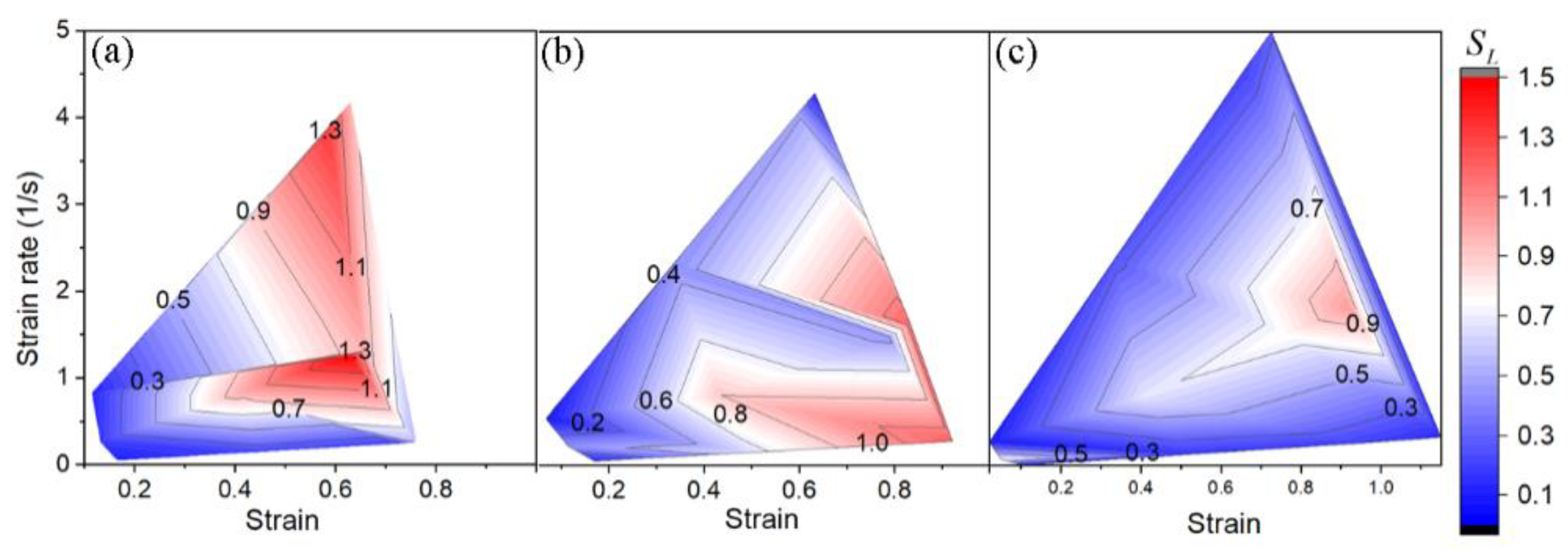
- For the temperature range between 300 and 350 °C, the strain corresponding to the peak on the dependences decreases with an increase in strain rate. Conversely, for the temperature range between 450 and 500 °C, the strain corresponding to the peak increases with strain rate.
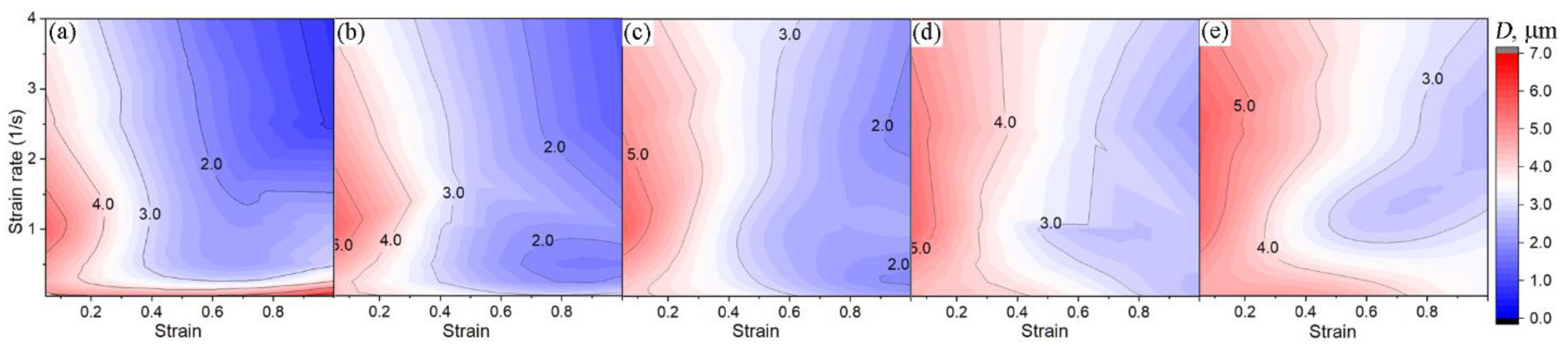
- At low strain rates (), for the temperature range between 300 and 450 °C, the dependence consists of two characteristic portions. In the first portion of the curve , the average grain diameter decreases, and it remains unchanged with increasing strain in the second portion (steady-state portion). Moreover, as the deformation temperature rises, the strain corresponding to the boundary between these two portions () shifts towards higher strains.
- For the temperature range between 350 and 500 °C, at strain rates exceeding 1 s−1, the value of the average grain diameter decreases monotonically.
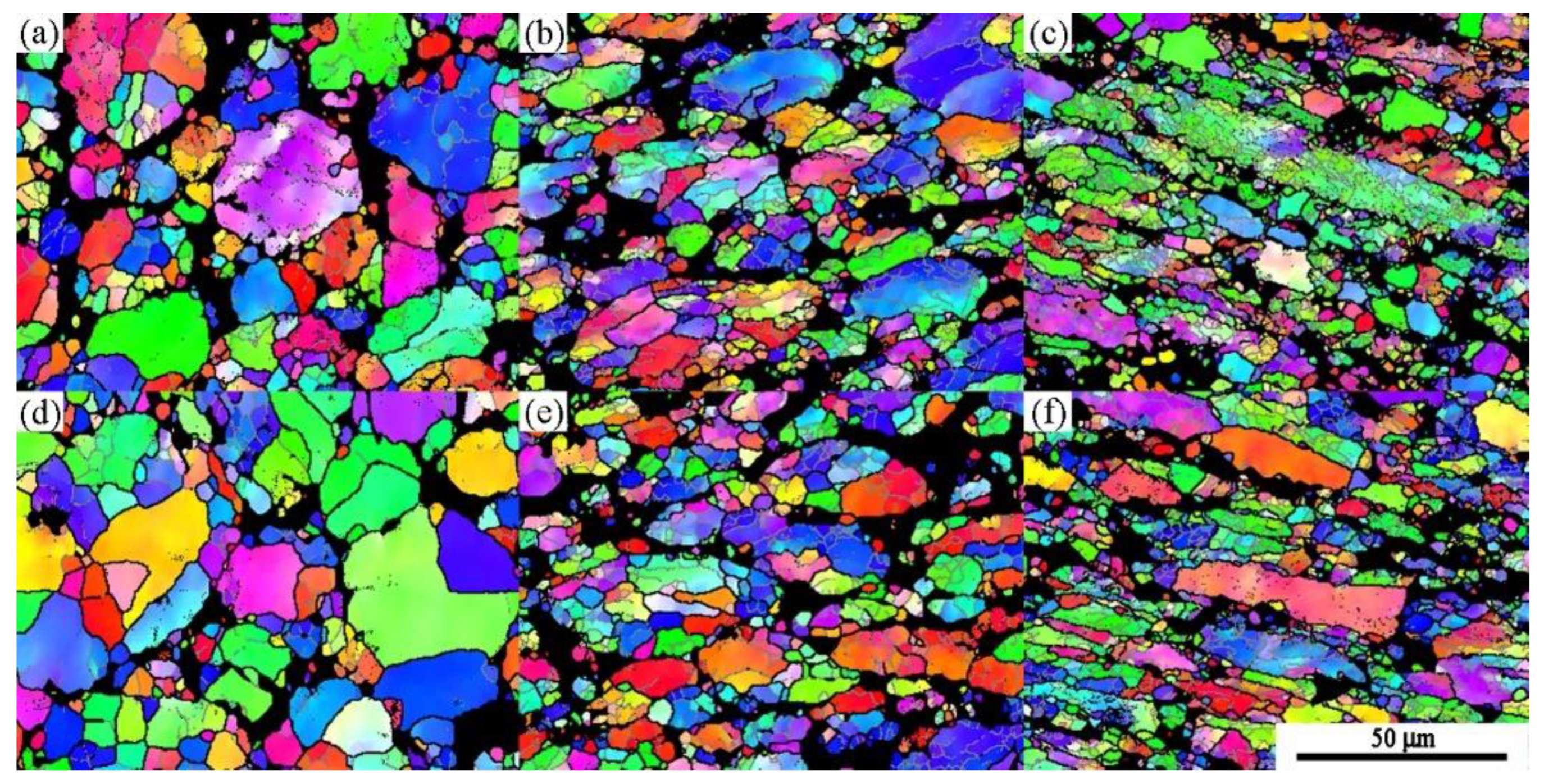
- An increase in the deformation temperature leads to the formation of a coarser-grained microstructure.
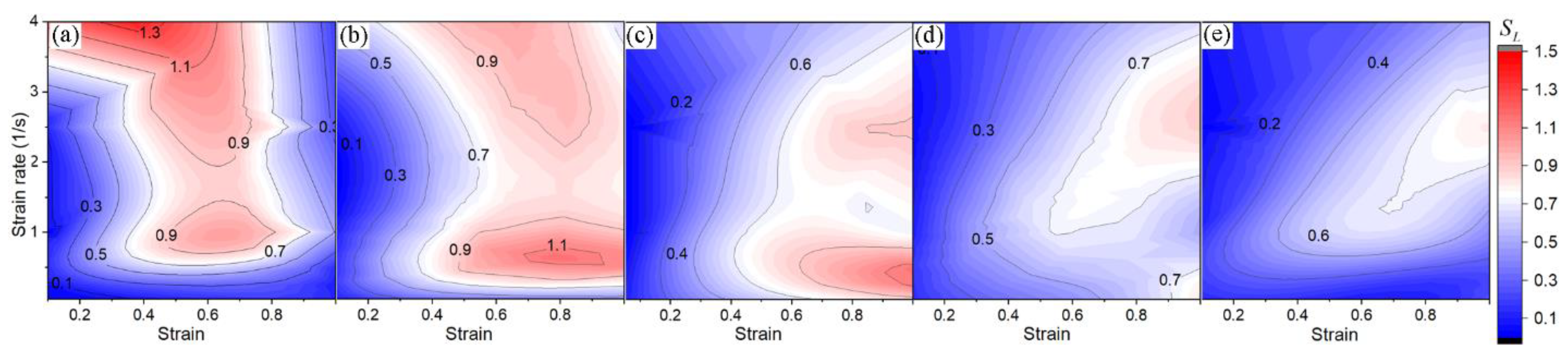
- The density of low-angle boundaries at the initial stage of deformation increases with strain for the entire range of temperatures and strain rates.
- At a temperature of 300 °C, after reaching a certain strain value (indicated by squares in Figure 17), the density of low-angle boundaries decreases with further deformation, as is the case with 350 °C, but at strain rates above 3 s−1. For all the other deformation temperatures, the density of low-angle boundaries increases with strain or remains almost unchanged.
- At a temperature of 300 °C, the strain at which the density of low-angle boundaries decreases with increasing strain shifts towards lower strains with increasing strain rate.

4. Conclusions
- At a temperature of 300 °C and strain rates ranging between 0.1 and 4 s−1, the composite matrix softens by dynamic recovery and continuous recrystallization, and when a certain value of strain is reached, geometric recrystallization occurs in some grains. At the same time, the strain at which geometric recrystallization starts to intensify in the grains shifts towards lower strains with an increasing strain rate.
- At a temperature of 350 °C, geometric recrystallization, together with continuous recrystallization, occurs in the composite matrix at strain rates above 3 s−1.
- At temperatures from 400 to 500 °C and strain rates ranging between 0.1 and 4 s−1, the main softening processes are dynamic recovery and continuous dynamic recrystallization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gopinath, K.; Balasubramaniam, R.; Murthy, V.S.R. Corrosion behavior of cast Al-Al2O3 particulate composites. J. Mater. Sci. Lett. 2001, 20, 793–794. [Google Scholar] [CrossRef]
- Sielski, R. Research needs in aluminum structure. Ships Offshore Struct. 2008, 3, 57–65. [Google Scholar] [CrossRef]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Almere, The Netherlands, 1993. [Google Scholar]
- Umar, M.; Mohammed Asif, M.; Sathiya, P. Creep and Corrosion Characteristics of Laser Welded AA5083 Al–Mg alloy. Lasers Manuf. Mater. Process. 2022, 9, 257–276. [Google Scholar] [CrossRef]
- Korobov, A.I.; Kokshaiskii, A.I.; Prokhorov, V.M.; Evdokimov, I.A.; Perfilov, S.A.; Volkov, A.D. Mechanical and nonlinear elastic characteristics of polycrystalline AMg6 aluminum alloy and n-AMg6/C60 nanocomposite. Phys. Solid State 2016, 58, 2472–2480. [Google Scholar] [CrossRef]
- Pugacheva, N.B.; Vichuzhanin, D.I.; Kalashnikov, S.T.; Ivanov, A.V.; Smirnov, S.V.; Frolova, N.Y. Studying recovery processes in a strain-hardened Al–Mg–Mn–Fe–Si alloy. Phys. Met. Metallogr. 2016, 117, 920–926. [Google Scholar] [CrossRef]
- Kolachev, B.A.; Elagin, V.I.; Livanov, V.A. Metal Science and Heat Treatment of Non-Ferrous Metals and Alloys; MISIS: Moscow, Russia, 2005. (In Russian) [Google Scholar]
- Davydov, V.; Rostova, T.; Zakharov, V.; Filatov, Y.; Yelagin, V. Scientific principles of making an alloying addition of scandium to aluminium alloys. Mater. Sci. Eng. A 2000, 280, 30–36. [Google Scholar] [CrossRef]
- Singh, V.; Prasad, K.S.; Gokhale, A.A. Microstructure and age hardening response of cast Al-Mg-Sc-Zr alloys. J. Mater. Sci. 2004, 39, 2861–2864. [Google Scholar] [CrossRef]
- Chhangani, S.; Masa, S.K.; Mathew, R.T.; Prasad, M.J.N.V.; Sujata, M. Microstructural evolution in Al–Mg–Sc alloy (AA5024): Effect of thermal treatment, compression deformation and friction stir welding. Mater. Sci. Eng. A 2020, 772, 138790. [Google Scholar] [CrossRef]
- Smirnov, A.S.; Konovalov, A.V.; Pushin, V.G.; Uksusnikov, A.N.; Zvonkov, A.A.; Zajcev, I.M. Peculiarities of the Rheological Behavior for the Al-Mg-Sc-Zr Alloy Under High-Temperature Deformation. J. Mater. Eng. Perform. 2014, 23, 4271–4277. [Google Scholar] [CrossRef]
- Shvechkov, E.I.; Filatov, Y.A.; Zakharov, V.V. Mechanical and Life Properties of Sheets from Alloys of the Al-Mg-Sc System. Met. Sci. Heat Treat. 2017, 59, 454–462. [Google Scholar] [CrossRef]
- Huang, H.; Jiang, F.; Zhou, J.; Wei, L.; Qu, J.; Liu, L. Effects of Al3(Sc,Zr) and Shear Band Formation on the Tensile Properties and Fracture Behavior of Al-Mg-Sc-Zr Alloy. J. Mater. Eng. Perform. 2015, 24, 4244–4252. [Google Scholar] [CrossRef]
- Baranov, V.; Sidelnikov, S.; Zenkin, E.; Frolov, V.; Voroshilov, D.; Yakivyuk, O.; Konstantinov, I.; Sokolov, R.; Belokonova, I. Study of strength properties of semi-finished products from economically alloyed high-strength aluminium-scandium alloys for application in automobile transport and shipbuilding. Open Eng. 2018, 8, 69–76. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Ou-yang, Q.-B.; Yao, L.; Chen, S.; Zhang, L.-T. A study of interparticulate strain in a hot-extruded SiCp/2014 Al composite. Int. J. Miner. Metall. Mater. 2019, 26, 523–529. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Metal Matrix Composites; Springer New York: New York, NY, USA, 2013; ISBN 978-1-4614-9547-5. [Google Scholar]
- Yolshina, L.A.; Muradymov, R.V.; Korsun, I.V.; Yakovlev, G.A.; Smirnov, S.V. Novel aluminum-graphene and aluminum-graphite metallic composite materials: Synthesis and properties. J. Alloys Compd. 2016, 663, 449–459. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Kvashnichev, A.G.; Vichuzhanin, D.I.; Smirnova, E.O. Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts. Appl. Sci. 2022, 12, 8907. [Google Scholar] [CrossRef]
- Gao, M.; Chen, Z.; Li, L.; Guo, E.; Kang, H.; Xu, Y.; Wang, T. Microstructure and enhanced mechanical properties of hybrid-sized B4C particle-reinforced 6061Al matrix composites. Mater. Sci. Eng. A 2021, 802, 140453. [Google Scholar] [CrossRef]
- Gao, M.; Kang, H.; Chen, Z.; Guo, E.; Peng, P.; Wang, T. Effect of reinforcement content and aging treatment on microstructure and mechanical behavior of B4Cp/6061Al composites. Mater. Sci. Eng. A 2019, 744, 682–690. [Google Scholar] [CrossRef]
- Rofman, O.V.; Mikhaylovskaya, A.V.; Kotov, A.D.; Prosviryakov, A.S.; Portnoy, V.K. Effect of thermomechanical treatment on properties of an extruded Al-3.0Cu-1.2Mg/SiCp composite. Mater. Sci. Eng. A 2019, 739, 235–243. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.; Lu, C.; Xue, T.; Hu, B.; Zhang, C. Microscopic residual stress evolution at the SiC/Al interface during nanoindentation via molecular dynamics simulation. Surf. Interfaces 2022, 33, 102210. [Google Scholar] [CrossRef]
- Rollett, A.; Humphreys, F.; Rohrer, G.S.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier Ltd.: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Zhang, W.; Li, R.; Yang, Q.; Fu, Y.; Kong, X. Impact Resistance of a Fiber Metal Laminate Skin Bio-Inspired Composite Sandwich Panel with a Rubber and Foam Dual Core. Materials 2023, 16, 453. [Google Scholar] [CrossRef] [PubMed]
- Chaudhuri, A.; Sarkar, A.; Kapoor, R.; Chakravartty, J.K.; Ray, R.K.; Suwas, S. Understanding the Mechanism of Dynamic Recrystallization During High-Temperature Deformation in Nb-1Zr-0.1C Alloy. J. Mater. Eng. Perform. 2019, 28, 448–462. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and Mechanical Properties of Austenitic Stainless Steels after Dynamic and Post-Dynamic Recrystallization Treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Huang, H.; Jiang, F.; Zhou, J.; Wei, L.; Zhong, M.; Liu, X. Hot deformation behavior and microstructural evolution of as-homogenized Al-6Mg-0.4Mn-0.25Sc-0.1Zr alloy during compression at elevated temperature. J. Alloys Compd. 2015, 644, 862–872. [Google Scholar] [CrossRef]
- Chen, B.; Tian, X.L.; Li, X.L.; Lu, C. Hot Deformation Behavior and Processing Maps of 2099 Al-Li Alloy. J. Mater. Eng. Perform. 2014, 23, 1929–1935. [Google Scholar] [CrossRef]
- Gariboldi, E.; Lo Conte, A. Damage mechanisms at room and high temperature in notched specimens of Al6061/Al2O3 particulate composites. Compos. Sci. Technol. 2008, 68, 260–267. [Google Scholar] [CrossRef] [Green Version]
- Luo, X.; Zhao, K.; He, X.; Bai, Y.; De Andrade, V.; Zaiser, M.; An, L.; Liu, J. Evading strength and ductility trade-off in an inverse nacre structured magnesium matrix nanocomposite. Acta Mater. 2022, 228, 117730. [Google Scholar] [CrossRef]
- Smirnov, S.V. Accumulation and healing of damage during plastic metal forming: Simulation and experiment. Key Eng. Mater. 2013, 528, 61–69. [Google Scholar] [CrossRef]
- Smirnov, A.; Smirnova, E.; Konovalov, A.; Kanakin, V. Using the Instrumented Indentation Technique to Determine Damage in Sintered Metal Matrix Composites after High-Temperature Deformation. Appl. Sci. 2021, 11, 10590. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Cao, L.; Liao, B.; Wang, Y.; Liu, Q. Hot deformation and dynamic recrystallization in Al-Mg-Si alloy. Mater. Charact. 2021, 173, 110976. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, B.; Gao, M.; Guan, R. Deformation behavior and dynamic recrystallization during hot compression in homogenized Al–6Mg–0.8Mn alloys. Mater. Sci. Eng. A 2022, 840, 142953. [Google Scholar] [CrossRef]
- Shun, T.; Wan, C.M.; Byrne, J.G. A study of work hardening in austenitic FeMnC and FeMnAlC alloys. Acta Metall. Mater. 1992, 40, 3407–3412. [Google Scholar] [CrossRef]
- Tsuzaki, K.; Matsuzaki, Y.; Maki, T.; Tamura, I. Fatigue deformation accompanying dynamic strain aging in a pearlitic eutectoid steel. Mater. Sci. Eng. A 1991, 142, 63–70. [Google Scholar] [CrossRef]
- Smirnov, A.S.; Konovalov, A.V.; Belozerov, G.A.; Shveikin, V.P.; Smirnova, E.O. Peculiarities of the rheological behavior and structure formation of aluminum under deformation at near-solidus temperatures. Int. J. Miner. Metall. Mater. 2016, 23, 563–571. [Google Scholar] [CrossRef]
- Razali, M.K.; Wan, K.S.; Irani, M.; Kim, M.C.; Joun, M.S. Practical quantification of the effects of flow stress, friction, microstructural properties, and the tribological environment on macro- and micro-structure formation during hot forging. Tribol. Int. 2021, 164, 107226. [Google Scholar] [CrossRef]
- Kodzhaspirov, G.E.; Terentyev, M.I. Modeling the dynamically recrystallized grain size evolution of a superalloy. Mater. Phys. Mech. 2012, 13, 70–76. [Google Scholar]
- Cross, A.J.; Ellis, S.; Prior, D.J. A phenomenological numerical approach for investigating grain size evolution in ductiley deforming rocks. J. Struct. Geol. 2015, 76, 22–34. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Sun, Z.C.; Wu, H.L.; Cao, J.; Yin, Z.K. Modeling of continuous dynamic recrystallization of Al-Zn-Cu-Mg alloy during hot deformation based on the internal-state-variable (ISV) method. Int. J. Plast. 2018, 106, 73–87. [Google Scholar] [CrossRef]
- Trusov, P.; Kondratev, N.; Podsedertsev, A. Description of Dynamic Recrystallization by Means of an Advanced Statistical Multilevel Model: Grain Structure Evolution Analysis. Crystals 2022, 12, 653. [Google Scholar] [CrossRef]
- Smirnov, A.S.; Konovalov, A.V.; Muizemnek, O.Y. Modelling and simulation of strain resistance of alloys taking into account barrier effects. Diagn. Resour. Mech. Mater. Struct. 2015, 1, 61–72. [Google Scholar] [CrossRef]
- Su, Z.-X.; Sun, C.-Y.; Fu, M.-W.; Qian, L.-Y. Physical-based constitutive model considering the microstructure evolution during hot working of AZ80 magnesium alloy. Adv. Manuf. 2019, 7, 30–41. [Google Scholar] [CrossRef] [Green Version]
- Karhausen, K.F.; Roters, F. Development and application of constitutive equations for the multiple-stand hot rolling of Al-alloys. J. Mater. Process. Technol. 2002, 123, 155–166. [Google Scholar] [CrossRef]
- Konovalov, A.V.; Smirnov, A.S. Viscoplastic model for the strain resistance of 08Kh18N10T steel at a hot-deformation temperature. Russ. Metall. 2008, 2008, 138–141. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, J.; Zhong, L.; Pan, F. Modeling and application of constitutive model considering the compensation of strain during hot deformation. J. Alloys Compd. 2016, 681, 455–470. [Google Scholar] [CrossRef]
- Svyetlichnyy, D.S.; Muszka, K.; Majta, J. Three-dimensional frontal cellular automata modeling of the grain refinement during severe plastic deformation of microalloyed steel. Comput. Mater. Sci. 2015, 102, 159–166. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, H.; Chen, W.; Ou, H.; Cui, Z. Multiscale modeling of discontinuous dynamic recrystallization during hot working by coupling multilevel cellular automaton and finite element method. Int. J. Plast. 2021, 145, 103064. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, H.; Zhang, H.; Cui, Z. Mesoscale Modeling of Dynamic Recrystallization: Multilevel Cellular Automaton Simulation Framework. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 1286–1303. [Google Scholar] [CrossRef]
- Zhu, H.J.; Chen, F.; Zhang, H.M.; Cui, Z.S. Review on modeling and simulation of microstructure evolution during dynamic recrystallization using cellular automaton method. Sci. China Technol. Sci. 2020, 63, 357–396. [Google Scholar] [CrossRef]
- Barrett, C.D.; Imandoust, A.; Oppedal, A.L.; Inal, K.; Tschopp, M.A.; El Kadiri, H. Effect of grain boundaries on texture formation during dynamic recrystallization of magnesium alloys. Acta Mater. 2017, 128, 270–283. [Google Scholar] [CrossRef]
- Sun, X.; Li, H.; Zhan, M.; Zhou, J.; Zhang, J.; Gao, J. Cross-scale prediction from RVE to component. Int. J. Plast. 2021, 140, 102973. [Google Scholar] [CrossRef]
- Babu, K.A.; Prithiv, T.S.; Gupta, A.; Mandal, S. Modeling and simulation of dynamic recrystallization in super austenitic stainless steel employing combined cellular automaton, artificial neural network and finite element method. Comput. Mater. Sci. 2021, 195, 110482. [Google Scholar] [CrossRef]
- Jin, Y.; Zhao, J.; Zhang, C.; Luo, J.; Wang, S. Research on Neural Network Prediction of Multidirectional Forging Microstructure Evolution of GH4169 Superalloy. J. Mater. Eng. Perform. 2021, 30, 2708–2719. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G.; Palmeri, D. Using a neural network for predicting the average grain size in friction stir welding processes. Comput. Struct. 2009, 87, 1166–1174. [Google Scholar] [CrossRef]
- Smirnov, A.S.; Shveikin, V.P.; Smirnova, E.O.; Belozerov, G.A.; Konovalov, A.V.; Vichuzhanin, D.I.; Muizemnek, O.Y. Effect of silicon carbide particles on the mechanical and plastic properties of the AlMg6/10% SiC metal matrix composite. J. Compos. Mater. 2018, 52, 3351–3363. [Google Scholar] [CrossRef]
- Konovalov, A.V.; Smirnov, A.S. Identification of the metal flow stress model based on the results of compression tests of specimens. Zavod. Lab. Diagn. Mater. 2010, 76, 53–56. (In Russians) [Google Scholar]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Maizza, G.; Pero, R.; Richetta, M.; Montanari, R. Continuous dynamic recrystallization (CDRX) model for aluminum alloys. J. Mater. Sci. 2018, 53, 4563–4573. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Gopi, E.S. Pattern Recognition and Computational Intelligence Techniques Using Matlab; Springer Nature Switzerland AG: Basel, Switzerland, 2020; ISBN 978-3-030-22273-4. [Google Scholar]
- Kalinin, S.V.; Sumpter, B.G.; Archibald, R.K. Big-deep-smart data in imaging for guiding materials design. Nat. Mater. 2015, 14, 973–980. [Google Scholar] [CrossRef] [PubMed]
- Gholinia, A.; Humphreys, F.; Prangnell, P. Production of ultra-fine grain microstructures in Al-Mg alloys by coventional rolling. Acta Mater. 2002, 50, 4461–4476. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.; Ushioda, K.; Fujii, H. Microstructural evolutions of 2n grade pure al and 4n grade high-purity al during friction stir welding. Materials 2021, 14, 3606. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength, MPa | Elastic Modulus, GPa | Density, g/cm3 |
|---|---|---|---|
| AlMg6/10%SiC | 179 | 93 | 2.67 |
| Al-Mg-Sc-Zr alloy | 164 | 66 | 2.65 |
| AlMg6 alloy | 141 | 76 | 2.62 |
| Material | Al | Mg | Mn | Sc | Fe | Zr | Si | Cu | Ti | Zn | Be |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AlMg6 alloy and the matrix of AlMg6/10% SiC | balance | 6.56 | 0.5 | - | 0.27 | - | 0.16 | 0.013 | 0.04 | 0.02 | 0.0012 |
| Al-Mg-Sc-Zr alloy | balance | 5.18 | 0.36 | 0.23 | 0.12 | 0.07 | 0.01 | 0.022 | 0.02 | 0.02 | 0.003 |
| Temp., °C | 300 | |||||||||||
| Strain | 0.12 | 0.13 | 0.17 | 0.37 | 0.40 | 0.45 | 0.58 | 0.63 | 0.63 | 0.66 | 0.73 | 0.76 |
| Strain rate, s−1 | 0.83 | 0.26 | 0.05 | 2.48 | 0.8 | 0.15 | 3.85 | 1.25 | 4.18 | 1.32 | 0.24 | 0.26 |
| D, µm | 5.07 | 3.52 | 5.45 | 2.73 | 2.56 | 4.49 | 1.67 | 1.82 | 1.61 | 1.83 | 3.33 | 2.68 |
| 0.5 | 0.7 | 0.43 | 0.82 | 0.73 | 0.55 | 0.76 | 0.64 | 0.67 | 0.57 | 0.58 | 0.43 | |
| , µm−1 | 0.13 | 0.17 | 0.1 | 0.73 | 0.97 | 0.23 | 1.30 | 1.50 | 0.97 | 0.97 | 0.20 | 0.53 |
| Temp., °C | 400 | |||||||||||
| Strain | 0.07 | 0.11 | 0.17 | 0.34 | 0.43 | 0.49 | 0.60 | 0.63 | 0.79 | 0.88 | 0.83 | 0.92 |
| Strain rate, s−1 | 0.54 | 0.22 | 0.05 | 2.32 | 0.81 | 0.15 | 4.06 | 4.29 | 1.47 | 0.25 | 1.64 | 0.28 |
| D, µm | 5.46 | 3.89 | 5.6 | 3.63 | 2.9 | 2.89 | 2.98 | 3.66 | 2.73 | 1.81 | 1.92 | 1.86 |
| 0.35 | 0.77 | 0.38 | 0.63 | 0.76 | 0.79 | 0.60 | 0.44 | 0.57 | 0.65 | 0.85 | 0.76 | |
| , µm−1 | 0.07 | 0.43 | 0.13 | 0.43 | 0.9 | 0.63 | 0.47 | 0.13 | 0.47 | 1.10 | 1.20 | 1.20 |
| Temp., °C | 500 | |||||||||||
| Strain | 0.02 | 0.05 | 0.1 | 0.33 | 0.4 | 0.51 | 0.66 | 0.73 | 0.77 | 0.92 | 0.97 | 1.15 |
| Strain rate, s−1 | 0.3 | 0.1 | 0.03 | 2.36 | 0.81 | 0.16 | 4.57 | 5.00 | 1.54 | 1.84 | 0.29 | 0.35 |
| D, µm | 5.13 | 2.85 | 5.27 | 4.56 | 3.04 | 4.76 | 3.37 | 3.53 | 2.43 | 2.27 | 3.55 | 3.91 |
| 0.38 | 0.83 | 0.39 | 0.49 | 0.8 | 0.49 | 0.46 | 0.62 | 0.81 | 0.79 | 0.34 | 0.39 | |
| , µm−1 | 0.10 | 0.70 | 0.10 | 0.27 | 0.67 | 0.17 | 0.20 | 0.27 | 0.77 | 1.03 | 0.20 | 0.13 |
| Temp., °C | 350 | 450 | ||||
|---|---|---|---|---|---|---|
| Strain | 0.10 | 0.35 | 0.54 | 0.08 | 0.34 | 0.54 |
| Strain rate, s−1 | 0.30 | 1.14 | 1.75 | 0.30 | 1.20 | 1.90 |
| D, µm | 4.41 | 3.02 | 2.19 | 4.71 | 3.58 | 2.67 |
| 0.59 | 0.80 | 0.64 | 0.44 | 0.64 | 0.54 | |
| , µm−1 | 0.06 | 0.18 | 0.23 | 0.03 | 0.15 | 0.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smirnov, A.; Kanakin, V.; Konovalov, A. Neural Network Modeling of Microstructure Formation in an AlMg6/10% SiC Metal Matrix Composite and Identification of Its Softening Mechanisms under High-Temperature Deformation. Appl. Sci. 2023, 13, 939. https://0-doi-org.brum.beds.ac.uk/10.3390/app13020939
Smirnov A, Kanakin V, Konovalov A. Neural Network Modeling of Microstructure Formation in an AlMg6/10% SiC Metal Matrix Composite and Identification of Its Softening Mechanisms under High-Temperature Deformation. Applied Sciences. 2023; 13(2):939. https://0-doi-org.brum.beds.ac.uk/10.3390/app13020939
Chicago/Turabian StyleSmirnov, Alexander, Vladislav Kanakin, and Anatoly Konovalov. 2023. "Neural Network Modeling of Microstructure Formation in an AlMg6/10% SiC Metal Matrix Composite and Identification of Its Softening Mechanisms under High-Temperature Deformation" Applied Sciences 13, no. 2: 939. https://0-doi-org.brum.beds.ac.uk/10.3390/app13020939