Author Contributions
Conceptualisation, T.E., M.A., D.M. and S.S.; validation, T.E. and M.A.; investigation, T.W., S.P., M.A. and A.A.; resources, I.U.; writing—original draft preparation, T.E., T.W., M.A. and S.P.; writing—review and editing, T.E., M.A., D.M. and S.S.; visualisation, T.E., S.P., M.A., D.M. and S.S.; supervision, T.E, C.M. and T.F.
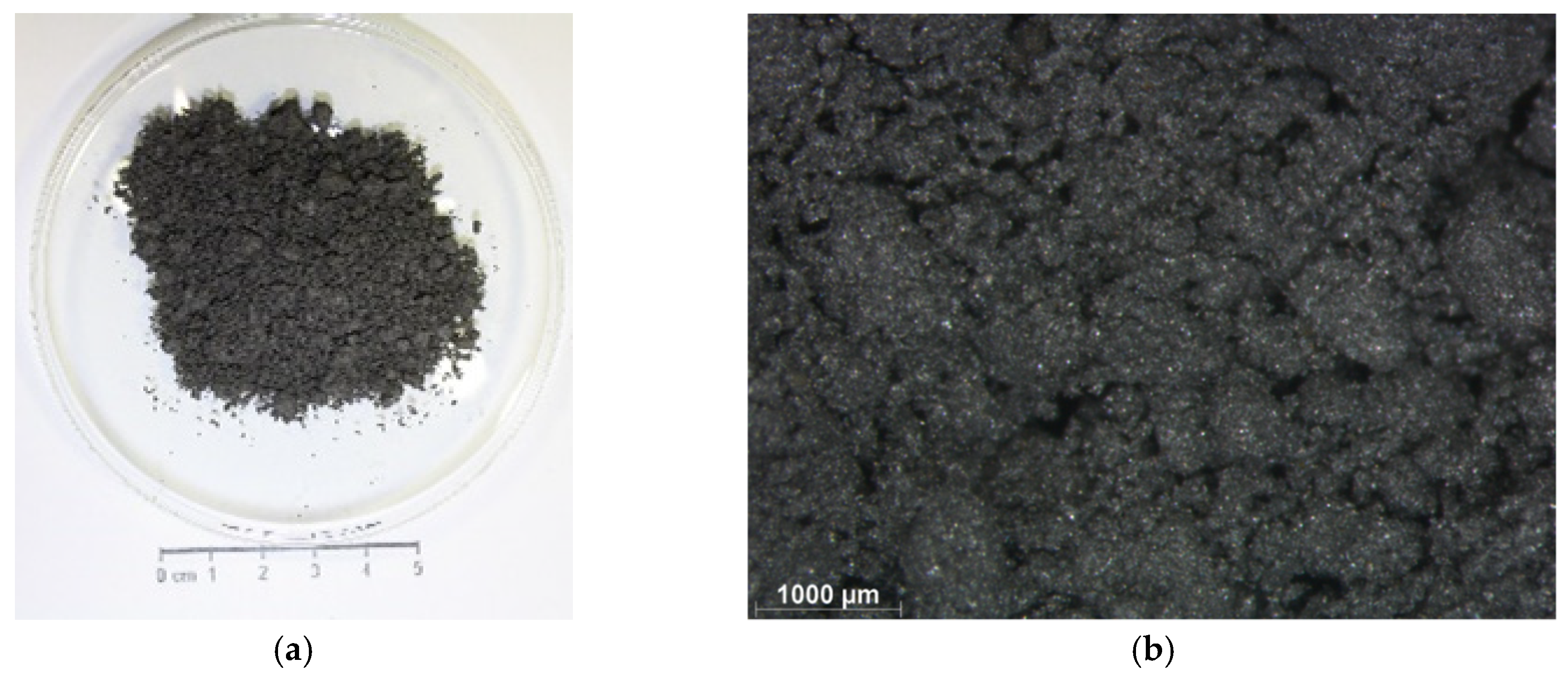
Figure 1.
Picture (a) and stereo-micrograph (b) of grinding sludge samples.
Figure 1.
Picture (a) and stereo-micrograph (b) of grinding sludge samples.
Figure 2.
XRD pattern of as-received grinding sludges (I = metallic iron (α-Fe at 45° and 65° 2θ; γ-Fe at 43.5°, 50° and 75° 2θ), SiC = silicon carbide).
Figure 2.
XRD pattern of as-received grinding sludges (I = metallic iron (α-Fe at 45° and 65° 2θ; γ-Fe at 43.5°, 50° and 75° 2θ), SiC = silicon carbide).
Figure 3.
SEM micrographs of (a,b) as-received, (c) 550 °C and (d) 1050 °C treated grinding sludge samples.
Figure 3.
SEM micrographs of (a,b) as-received, (c) 550 °C and (d) 1050 °C treated grinding sludge samples.
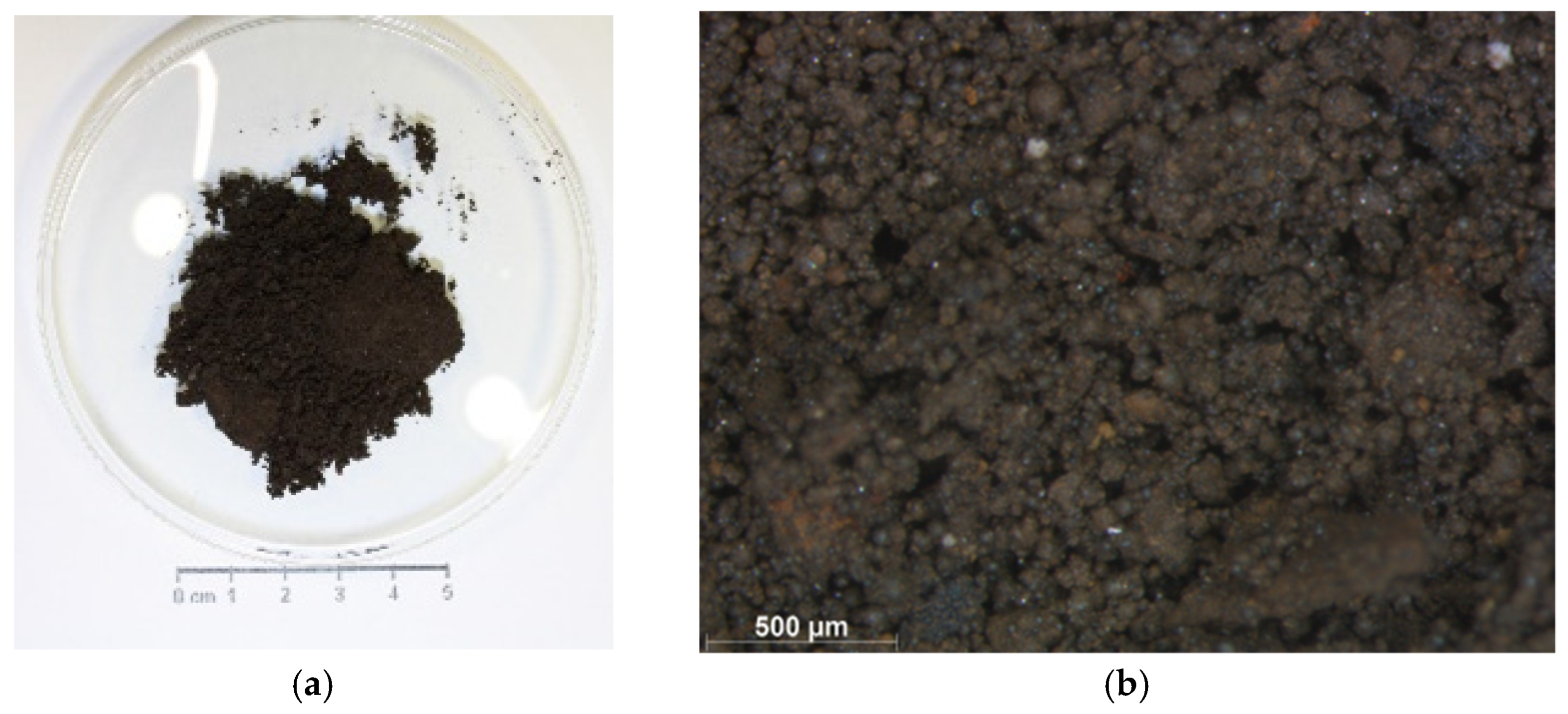
Figure 4.
Picture (a) and stereo-micrography (b) of SIDENOR oxy-cutting fines samples.
Figure 4.
Picture (a) and stereo-micrography (b) of SIDENOR oxy-cutting fines samples.
Figure 5.
Particle size distribution of SIDENOR oxy-cutting fines.
Figure 5.
Particle size distribution of SIDENOR oxy-cutting fines.
Figure 6.
XRD pattern of as-received oxy-cutting fines (M = magnetite).
Figure 6.
XRD pattern of as-received oxy-cutting fines (M = magnetite).
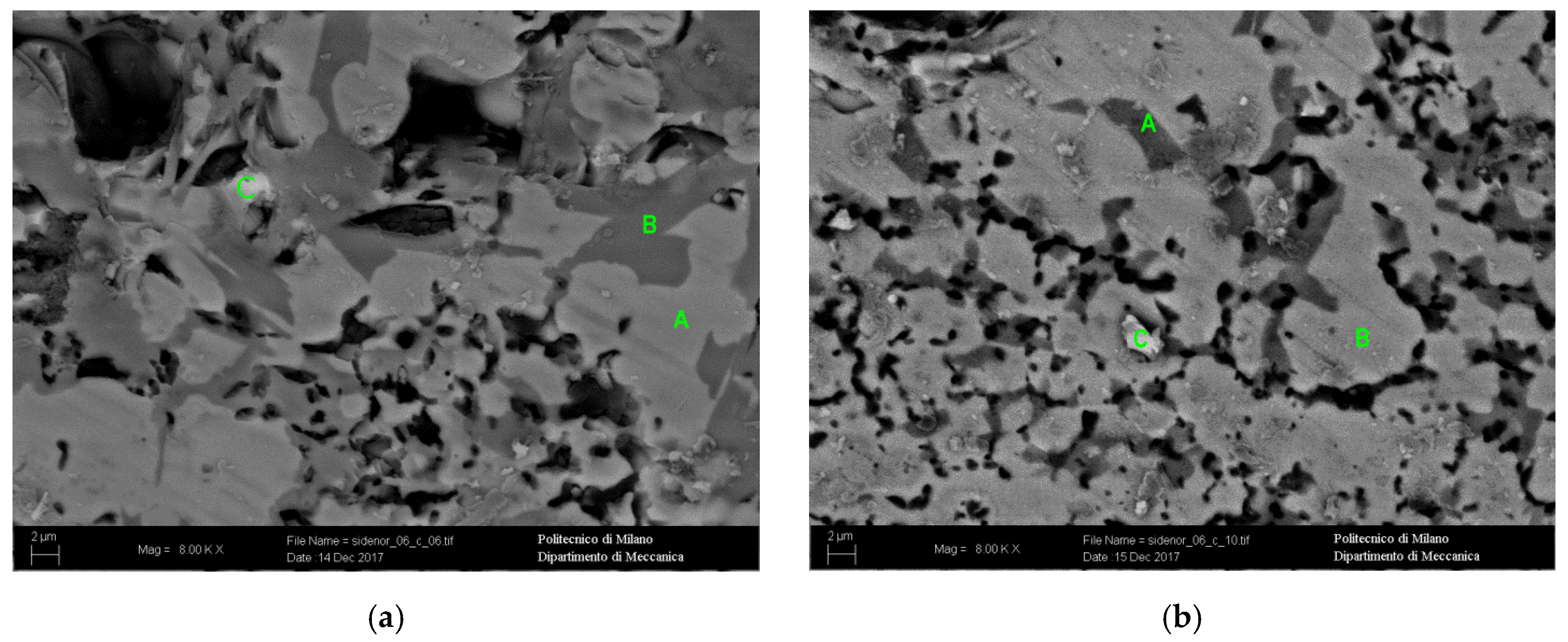
Figure 7.
SEM–secondary electron (SEM-SE) (a) and SEM–back-scattered electron (SEM-BSE) (b) micrographs of as-received oxy-cutting fines.
Figure 7.
SEM–secondary electron (SEM-SE) (a) and SEM–back-scattered electron (SEM-BSE) (b) micrographs of as-received oxy-cutting fines.
Figure 8.
Picture (a) and stereo-micrography (b) of SIDENOR combustion chamber dust sample.
Figure 8.
Picture (a) and stereo-micrography (b) of SIDENOR combustion chamber dust sample.
Figure 9.
Stereomicrographs of as-received coarse combustion chamber residues with (a) and without (b) visible rusty stains.
Figure 9.
Stereomicrographs of as-received coarse combustion chamber residues with (a) and without (b) visible rusty stains.
Figure 10.
XRD pattern of as-received combustion chamber dusts (B = brownmillerite, F = franklinite, G = goethite, P = plumboferrite, W = wustite and Z = zincite).
Figure 10.
XRD pattern of as-received combustion chamber dusts (B = brownmillerite, F = franklinite, G = goethite, P = plumboferrite, W = wustite and Z = zincite).
Figure 11.
SEM micrographs (a,b) of as-received coarse combustion chamber residues.
Figure 11.
SEM micrographs (a,b) of as-received coarse combustion chamber residues.
Figure 12.
SEM micrographs of as-received (a,b) and 550 °C (c,d) treated fine combustion chamber residues.
Figure 12.
SEM micrographs of as-received (a,b) and 550 °C (c,d) treated fine combustion chamber residues.
Figure 13.
Thermal gravimetric–differential scanning calorimetry (TG-DSC) results of combustion chamber residue thermal analysis.
Figure 13.
Thermal gravimetric–differential scanning calorimetry (TG-DSC) results of combustion chamber residue thermal analysis.
Figure 14.
Gabbrielli L-4 stamp press (RWTH Aachen University, left) and vibrating stamp press (University of Oulu (UOulu), right).
Figure 14.
Gabbrielli L-4 stamp press (RWTH Aachen University, left) and vibrating stamp press (University of Oulu (UOulu), right).
Figure 15.
Exemplary MA604B agglomerates manufactured with a 10 N/mm2 manufacturing pressure (MP).
Figure 15.
Exemplary MA604B agglomerates manufactured with a 10 N/mm2 manufacturing pressure (MP).
Figure 16.
MA604 after the cold compression strength (CCS) testing procedure.
Figure 16.
MA604 after the cold compression strength (CCS) testing procedure.
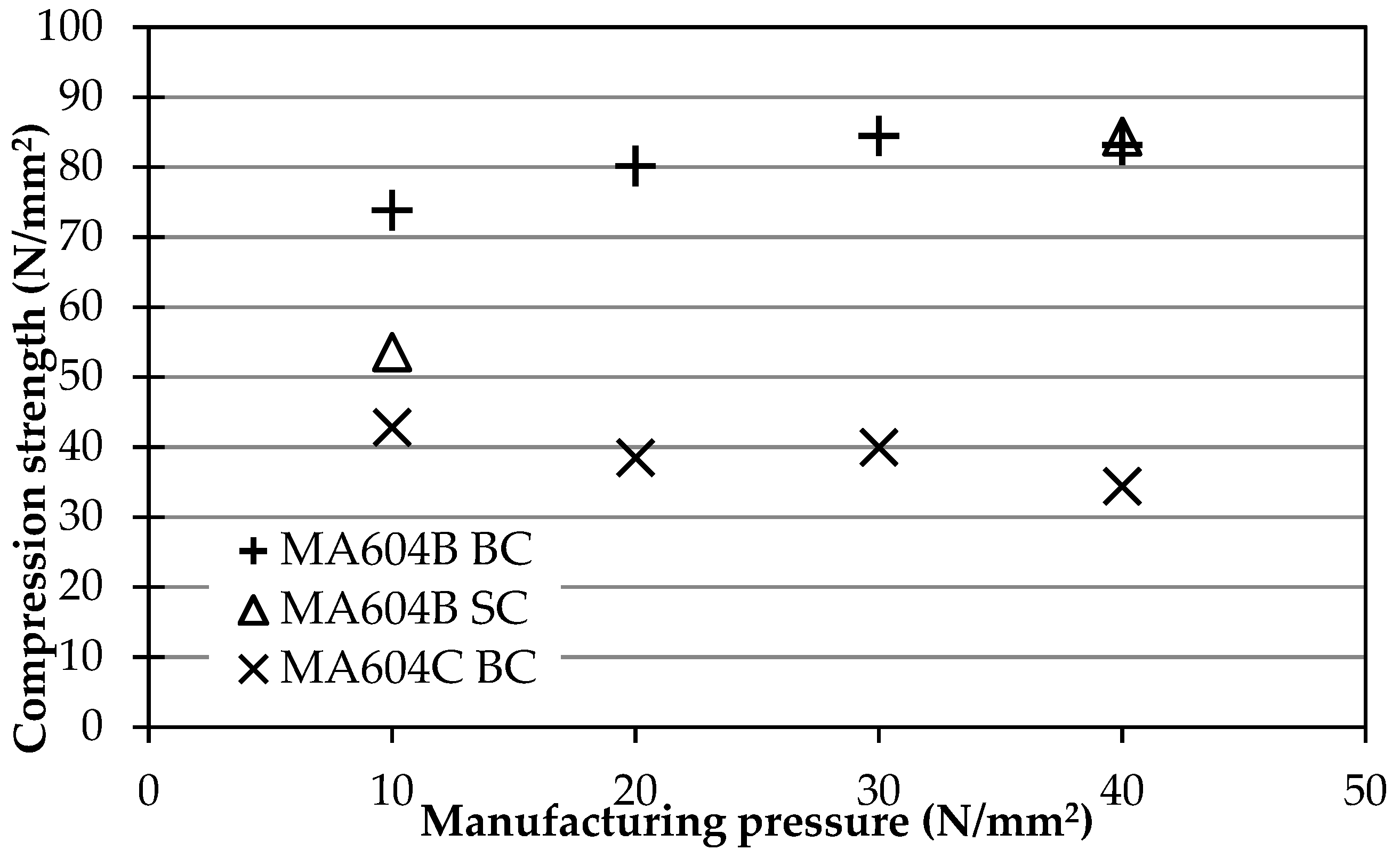
Figure 17.
Compression strength (average of four tests) of recipes based on grinding sludge and oxy-cutting fines with and without fibres.
Figure 17.
Compression strength (average of four tests) of recipes based on grinding sludge and oxy-cutting fines with and without fibres.
Figure 18.
Compression strength (average of four tests) of recipes based on combustion chamber dust and oxy-cutting fines.
Figure 18.
Compression strength (average of four tests) of recipes based on combustion chamber dust and oxy-cutting fines.
Figure 19.
Mass loss in drop tests conducted after 2 and 7 days of curing in ambient air.
Figure 19.
Mass loss in drop tests conducted after 2 and 7 days of curing in ambient air.
Figure 20.
Fracture surface of produced briquettes using starch as binder (a,b).
Figure 20.
Fracture surface of produced briquettes using starch as binder (a,b).
Table 1.
Chemical analysis of grinding sludge samples.
Table 1.
Chemical analysis of grinding sludge samples.
| SUBSTANCE | CONCENTRATION (%) | METHOD |
|---|
| Al2O3 | 1.069 | WD-XRF |
| CaO | 0.157 |
| Cr2O3 | 1.739 |
| MgO | 0.102 |
| MnO | 0.320 |
| P2O5 | 0.437 |
| S | 0.085 |
| SiO2 | 3.577 |
| C | 3.03 | Elemental analysis |
| Fe total | 83.6 | DIN EN ISO 11885 |
| Fe2+ | 24.1 | AM_EG.26 (Titration) |
| Fe3+ | 0.3 | Calculated |
| Fe met | 59.2 | ISO 5416 |
Table 2.
Physical analysis of grinding sludge samples.
Table 2.
Physical analysis of grinding sludge samples.
| CHARACTERISTIC | VALUE | TEST TEMPERATURE (°C) | METHOD |
|---|
| Moisture | 24.787% | 105 | EN 14346:2006 |
| Loss of ignition (LOI) | −35.267% | 550 | EN 15169:2007 |
| Carbonates | 0.697% | 1050 | EN 459-2_2010 |
| Bulk density | 1.192 g/cm3 | | ÖNORM EN 1097-3: 1998 08 01 |
| True density | 5.302 g/cm3 | | ÖNORM EN 1097-7: 2009 01 01 |
Table 3.
SEM–energy-dispersive X-ray spectroscopy (SEM-EDS) analysis of as-received and thermal-treated grinding sludge samples.
Table 3.
SEM–energy-dispersive X-ray spectroscopy (SEM-EDS) analysis of as-received and thermal-treated grinding sludge samples.
| % by Weight | C | O | Na | Al | Si | K | Ca | Ti | Cr | Fe |
|---|
| General chemical composition | | | | 0.40 | 2.10 | | | | 1.67 | 95.84 |
| Figure 2A_A | 44.43 | 26.36 | 0.37 | 2.12 | 22.93 | 1.81 | 0.23 | | | 1.75 |
| Figure 2A_B | | | | | 0.78 | | | | 1.40 | 97.82 |
| Figure 2D_A | 58.60 | 0.87 | | | 39.51 | | | | | 1.02 |
| Figure 2D_B | | | | | | | | | 1.49 | 98.51 |
| Figure 2D_C | | | | | 1.24 | | | | 1.40 | 97.36 |
| General chemical composition at 550 °C | | 10.56 | | | 1.44 | | | | 1.13 | 86.87 |
| Figure 2C_A | | 20.02 | | 5.43 | | | 2.21 | 14.34 | | 58.00 |
| Figure 2C_B | | | | | | | | | 1.36 | 98.64 |
| General chemical composition at 1050 °C | 2.67 | 11.27 | | 0.35 | 0.85 | | | 0.26 | 1.34 | 83.26 |
| Figure 2D_A | | 8.46 | | | | | | 4.04 | | 87.50 |
| Figure 2D_B | 12.37 | 27.13 | | | | | | | 1.00 | 77.17 |
Table 4.
Chemical analysis of SIDENOR oxy-cutting fines samples.
Table 4.
Chemical analysis of SIDENOR oxy-cutting fines samples.
| SUBSTANCE | CONCENTRATION (%) | METHOD |
|---|
| Al2O3 | 0.170 | WD-XRF |
| CaO | 1.295 |
| Cr2O3 | 0.654 |
| MgO | 0.368 |
| MnO | 0.815 |
| P2O5 | 0.530 |
| S | 0.188 |
| SiO2 | 1.065 |
| C | 0.31 | Elemental analysis |
| Fe total | 68.2 | DIN EN ISO 11885 |
| Fe2+ | 16.4 | AM_EG.26 (Titration) |
| Fe3+ | 51.5 | Calculated |
| Fe met | 0.3 | ISO 5416 |
Table 5.
Physical analysis of SIDENOR oxy-cutting fines samples.
Table 5.
Physical analysis of SIDENOR oxy-cutting fines samples.
| CHARACTERISTIC | VALUE | TEST TEMPERATURE (°C) | METHOD |
|---|
| Moisture | 4.730% | 105 | EN 14346:2006 |
| LOI | 0.115% | 550 | EN 15169:2007 |
| Carbonates | N.A. | 1050 | EN 459-2_2010 |
| Bulk density | 1.824 g/cm3 | | ÖNORM EN 1097-3: 1998 08 01 |
| True density | 4.739 g/cm3 | | ÖNORM EN 1097-7: 2009 01 01 |
Table 6.
SEM-EDS analysis of as-received oxy-cutting fines.
Table 6.
SEM-EDS analysis of as-received oxy-cutting fines.
| % by Weight | C | O | Na | Mg | Si | Cl | K | Ca | Cr | Mn | Fe | Cu |
|---|
| General chemical composition | 4.19 | 12.45 | | | | | | 0.80 | 0.59 | | 80.61 | 1.36 |
| Figure 5A_A | 25.68 | 16.22 | 1.21 | 49.36 | 1.20 | 1.96 | 0.75 | 1.29 | | | 2.33 | |
| Figure 5A_B | 3.18 | 15.27 | | | | | | | | | 81.55 | |
| Figure 5A_C | 8.30 | 15.85 | | | | 0.65 | | 0.59 | | 1.00 | 71.41 | 2.20 |
Table 7.
Chemical analysis of SIDENOR combustion chamber dust samples.
Table 7.
Chemical analysis of SIDENOR combustion chamber dust samples.
| SUBSTANCE | CONCENTRATION (%) | METHOD |
|---|
| Al2O3 | 1.912 | WD-XRF |
| CaO | 9.301 |
| Cl | 0.301 |
| Cr2O3 | 1.289 |
| CuO | 0.127 |
| K2O | 0.192 |
| MgO | 1.950 |
| MnO | 3.455 |
| Na2O | 3.171 |
| NiO | 0.056 |
| P2O5 | 0.631 |
| PbO | 0.161 |
| S | 0.199 |
| SiO2 | 4.389 |
| ZnO | 7.779 |
| C | 2.57 | Elemental analysis |
| Fe total | 45.1 | DIN EN ISO 11885 |
| Fe2+ | 16.4 | AM_EG.26 (Titration) |
| Fe3+ | 26.9 | Calculated |
| Fe met | 1.8 | ISO 5416 |
Table 8.
Physical analysis of SIDENOR combustion chamber dust samples.
Table 8.
Physical analysis of SIDENOR combustion chamber dust samples.
| CHARACTERISTIC | VALUE | TEMPERATURE (°C) | METHOD |
|---|
| Moisture | 6.397% | 105 | EN 14346:2006 |
| LOI | 2.482% | 550 | EN 15169:2007 |
| Carbonates | 1.492% | 1050 | EN 459-2_2010 |
| Bulk density | 2.193 g/cm3 | | ÖNORM EN 1097-3: 1998 08 01 |
| True density | 4.276 g/cm3 | | ÖNORM EN 1097-7: 2009 01 01 |
Table 9.
SEM-EDS analysis of as-received coarse combustion chamber dusts.
Table 9.
SEM-EDS analysis of as-received coarse combustion chamber dusts.
| % by Weight | C | O | Mg | Al | Si | Ca | Ti | Cr | Mn | Fe | Zn | Pb |
|---|
| General chemical composition | 13.10 | 20.07 | 1.86 | 2.65 | 2.35 | 15.00 | | 0.81 | 3.22 | 36.84 | 4.09 | |
| Figure 8A_A | 8.55 | 12.84 | 4.01 | 0.51 | | 2.01 | | 0.55 | 6.84 | 57.77 | 6.92 | |
| Figure 8A_B | 7.68 | 18.19 | | 7.35 | 1.09 | 33.99 | 1.18 | | 0.66 | 29.86 | | |
| Figure 8A_C | 6.98 | 16.76 | | 2.72 | 2.24 | 22.17 | 1.51 | 0.55 | 0.63 | 29.35 | 1.81 | 15.49 |
| Figure 8B_A | 7.63 | 14.77 | | 5.59 | 0.48 | 25.00 | 0.71 | | 0.59 | 41.47 | 3.77 | |
| Figure 8B_B | 9.76 | 13.67 | 1.26 | | | 1.84 | | 0.48 | 1.65 | 60.49 | 10.85 | |
| Figure 8B_C | 7.58 | 19.56 | 2.30 | 0.78 | | 2.31 | | 0.68 | 2.82 | 52.90 | 11.07 | |
Table 10.
SEM-EDS analysis of as-received and thermal-treated fine combustion chamber residues.
Table 10.
SEM-EDS analysis of as-received and thermal-treated fine combustion chamber residues.
| % by Weight | C | O | Mg | Al | Si | Cl | K | Ca | Cr | Mn | Fe | Zn |
|---|
| General chemical composition | 17.99 | 16.65 | 1.07 | 0.72 | 1.80 | 0.79 | | 8.93 | | 2.79 | 31.23 | 18.03 |
| Figure 9A_A | 6.76 | 16.18 | 2.95 | 1.77 | 1.65 | | | 8.81 | 1.59 | 6.50 | 38.88 | 14.90 |
| Figure 9A_B | 5.19 | 17.70 | 0.75 | 1.04 | 2.45 | | | 3.99 | | 1.86 | 60.16 | 6.86 |
| Figure 9B_A | 6.48 | 36.33 | | | | | | 12.76 | | | 1.69 | 42.75 |
| Figure 9B_B | 8.94 | 17.52 | 1.58 | 1.04 | 5.72 | | | 4.54 | | 5.11 | 47.90 | 7.65 |
| General chemical composition at 550 °C | 19.24 | 15.81 | 0.79 | 0.56 | 1.87 | 1.12 | | 8.86 | | 2.46 | 32.34 | 16.96 |
| Figure 9D_A | 11.67 | 23.50 | 1.88 | 0.53 | 1.94 | 0.55 | 0.37 | 7.42 | 0.86 | 1.86 | 15.89 | 33.55 |
| Figure 9D_B | | 10.32 | 0.95 | | 1.82 | | | 4.20 | | 3.23 | 67.17 | 12.31 |
| Figure 9D_C | | 12.97 | | | | 3.67 | 1.58 | 20.77 | | | 3.80 | 57.22 |
Table 11.
Transformation temperature from TG-DSC of combustion chamber thermal analysis.
Table 11.
Transformation temperature from TG-DSC of combustion chamber thermal analysis.
| PEAK TEMPERATURE (°C) | MASS LOSS (%) | TRANSFORMATION |
|---|
| 177 | 0.334 | Zeolite dehydroxylation |
| 690 | 1.551 | Calcite calcining |
| 1120 | 2.759 | Melting |
Table 12.
Recipes of the agglomerates produced and tested at RWTH and UOulu (composition in wt%).
Table 12.
Recipes of the agglomerates produced and tested at RWTH and UOulu (composition in wt%).
| RECIPE | PP | GS | OCF | CCD | CARBON | FIBRES | STARCH 2301 DD | STARCH 6501 XC | WATER |
|---|
| MA604C | SC | 46.4 | 34.1 | - | 10.3 | - | - | 9.2 | - |
| MA604B | SC | 46.0 | 33.8 | - | 10.2 | 0.9 | - | 9.2 | - |
| MA604B | BC | 46.0 | 33.8 | - | 10.2 | 0.9 | - | 9.2 | - |
| CC03 | SC | - | 34.4 | 34.1 | 14.9 | - | 9.7 | | 7.0 |
| CC02A | BC | - | 36.2 | 35.9 | 15.6 | 0.9 | | 4.0 | 7.4 |
| UO | - | 43.1 | 33.8 | - | 10.2 | 1.9 | - | 11.0 | - |
Table 13.
Cold compression strength (average of four tests) of the agglomerates produced and tested at RWTH.
Table 13.
Cold compression strength (average of four tests) of the agglomerates produced and tested at RWTH.
| RECIPE | PP | MANUFACTURING PRESSURE (N/mm2) |
|---|
| 10 | 20 | 30 | 40 |
|---|
| MA604C | SC | 73.9 | 80.2 | 84.5 | 83.2 |
| MA604B | SC | 53.6 | | | 84.4 |
| MA604B | BC | 42.8 | 38.5 | 40.0 | 34.4 |
| CC03 | SC | 18.6 | 21.6 | 23.8 | 22.8 |
| CC02A | BC | 46.4 | 49.1 | 52.3 | 51.9 |
Table 14.
Compression test results after 2 and 7 days.
Table 14.
Compression test results after 2 and 7 days.
| BRIQUETTE | TEST | COMPRESSION TEST RESULT (N) | STRENGTH (N/mm2) |
|---|
| 21 | S11 | W0 | 2-day compression test | 34,156.20 | 17.05 |
| 23 | S11 | W0 | 7-day compression test | 45,476.59 | 22.70 |
Table 15.
Two-day drop test (from 1 m height) and 7-day drop test (from 5 m height).
Table 15.
Two-day drop test (from 1 m height) and 7-day drop test (from 5 m height).
| BRIQUETTE 22—7-DAY DROP TEST (5 M) | | | | |
| No of drops | Original mass | 1 | 10 | 20 | 30 | 40 | 50 |
| Mass (g) | 185.72 | 185.38 | 182.16 | 155.49 | 145.15 | 122.6 | 107.59 |
| Mass loss (%) | - | 0.18 | 1.92 | 16.28 | 21.84 | 33.99 | 42.07 |
| BRIQUETTE 20—2-DAY DROP TEST (1 M) | | | | |
| Mass (g) | 193.2 | 193.1 | 192.8 | 192.5 | 192 | 191.8 | 191.5 |
| Mass loss (%) | - | 0.05 | 0.21 | 0.36 | 0.62 | 0.72 | 0.88 |
Table 16.
LECO analysis.
| | BRICK 1 | BRICK 2 | BRICK 3 | BRICK 4 |
|---|
| C (%) | S (%) | C (%) | S (%) | C (%) | S (%) | C (%) | S (%) |
|---|
| BRICK X PIECE 1 | 15.5 | 0.176 | 14.5 | 0.148 | 14.9 | 0.15 | 15.3 | 0.17 |
| BRICK X PIECE 2 | 15 | 0.165 | 14.7 | 0.155 | 15.1 | 0.158 | 15.2 | 0.164 |
| BRICK X PIECE 3 | 15.2 | 0.159 | 14.8 | 0.17 | 14.9 | 0.163 | 15.2 | 0.16 |
| BRICK X PIECE 4 | 15 | 0.14 | 14.8 | 0.161 | 15 | 0.15 | 15 | 0.153 |
| BRICK X PIECE 5 | 14.9 | 0.155 | 15 | 0.164 | 14.8 | 0.143 | 15.4 | 0.17 |
| MEAN (%) | 15.1 | 0.16 | 14.8 | 0.16 | 14.9 | 0.15 | 15.2 | 0.16 |
| SD (%) | 0.2 | 0.01 | 0.2 | 0.01 | 0.1 | 0.01 | 0.1 | 0.01 |
| RSD (%) | 1.4 | 7.45 | 1.1 | 4.73 | 0.7 | 4.56 | 0.9 | 3.94 |

 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}