Material Characterization for Sustainable Concrete Paving Blocks



1
Civil Engineering Department, Xi’an Jiaotong-Liverpool University, Suzhou 215123, China
2
Institute of Sustainable Material and Environment, Xi’an Jiaotong-Liverpool University, Suzhou 215123, China
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(6), 1197; https://0-doi-org.brum.beds.ac.uk/10.3390/app9061197
Submission received: 13 February 2019
/
Revised: 12 March 2019
/
Accepted: 16 March 2019
/
Published: 21 March 2019
(This article belongs to the Special Issue New Trends in Recycled Aggregate Concrete)
Abstract
:Featured Application
This research provided maximum replacement levels of several recycled materials for concrete paving block, and a reference data for the further investigation about the concrete paving block mixed with multiple types of recycled materials.
Abstract
Recycled aggregates have been widely studied and used in concrete products nowadays. There are still many waste materials that can be used as recycled aggregates other than crushed concrete particles. This paper aims to study the property variations of sustainable concrete paving block incorporating different contents of construction wastes. Five different types of waste materials were used in this project, including: recycled concrete coarse aggregate (RCCA), recycled concrete fine aggregate (RCFA), crushed glass (CG), crumb rubber (CB), and ground granulated blast furnace slag (GGBS). According to the test results of the properties of blocks mixed with different levels of wastes materials, it is concluded that adding both RCCA and RCFA in the block can decrease its strength and increase the water absorption. The suggested replacement levels for RCCA and RCFA are 60% and 20%, respectively. Mixing crushed glass in the concrete paving blocks as a type of coarse aggregates can improve the blocks’ strength and decrease the blocks’ water absorption. Addition of crumb rubber causes a significant deterioration of blocks’ properties except for its slip resistance.
1. Introduction
In China, the construction industry has developed rapidly since late 1990s [1]. High-rise buildings are established, and the old buildings are demolished at the same time. Due to the irreplaceability of concrete in the construction industry, large quantities of concrete were used in the past two decades, and this situation leads to the generation of large volumes of construction waste [2]. Using recycled demolished concrete as the aggregate in the new construction products can reduce the utilization of the limited nature resource and reduce the environmental burden at the same time.
Relevant studies about using construction wastes in concrete products were investigated by many researchers. Concrete products that incorporates recycled materials can help minimize the CO2 footprint and potable water usage via the avoidance of using raw materials. Therefore, concrete containing waste material is generally regarded as a type of “sustainable concrete”. In this case, studying on the maximum possible amount of recycled materials in concrete, and extending the types of waste materials that can be used in concrete are important in the sustainable concrete research area.
In early 1985, Ravindrarajah and Tam [3] studied the effects of using recycled-concrete aggregate instead of natural aggregate. In recent years, many researchers have studied the impact of using different types of recycled aggregates on the properties of concrete products. Not just crushed concrete, some other common construction wastes, such as crushed clay bricks, are used as recycled-aggregate [4]. In general, using recycled aggregates instead of natural aggregates in concrete will reduce the strength of concrete products [3,4,5]. As one type of concrete product, blocks are usually composed of 85%–90% fine coarse aggregates and fine aggregates, mainly small limestone particles and sand [6].
Construction wastes not only refer to recycled concrete aggregates, which contain crushed concrete, crushed bricks, and granites, but also contain wasted glass, wood, plastic, and rubber [7]. In order to utilize the crushed glass as aggregate, and produce the concrete incorporating recycled glass, the experiments to incorporate glass waste in concrete have been carried out since the 1960s [8]. Rubber is considered as a type of recycled aggregate that can be used in concrete [9,10,11,12,13]. In general, the research studies suggested that the amount of rubber shall not exceed 25% of the total aggregate volume [11,12,13]. Furthermore, as a commonly found industrial waste material, ground granulated blast furnace slag (GGBS) is also investigated as a material to replace some of the cement during the concrete products’ manufacturing [14].
There are no strict requirements on strength and durability for concrete paving blocks, and such products are easy to manufacture and to cure [15]. Besides compressive strength and tensile splitting strength, the water absorption, abrasion resistance and slip resistance of blocks are also important properties for concrete paving blocks [15,16]. The performance requirements for concrete paving blocks are summarized and shown in Table 1, according to British standard BS EN-1338: 2003 [15] and Chinese standard GB 28635-2012 [16]. The common size of concrete paving blocks is 200 mm × 100 mm × 60 mm. In that case, recycled aggregates can be used to replace either coarse aggregates or fine aggregates. However, the aggregate crushed value is usually lower than natural aggregates. The utilization of recycled aggregate made from crushed concrete in paving blocks has been studied by many researchers. Soutsos et al. [6] investigated the use of recycled demolition aggregate in producing concrete paving blocks. It is recommended that, in order to ensure that the strength of recycled concrete block is as same as those blocks that only contain natural aggregates, the replacement level of recycled masonry-derived coarse aggregates shall not exceed 60%. In addition, using those recycled aggregates as fine aggregates, the replacement level shall not go beyond 40%. Recycled rubber particles were also used as fine aggregates in precast concrete paving blocks. Silva [10] studied the properties of concrete tactile paving blocks made with recycled tyre rubber. The study also incorporated GGBS in the blocks as cement replacements. It was found out that using a certain amount of GGBS to replace cement can increase the compressive strength and tensile splitting strength of concrete blocks [17]. Atici and Ersoy [18] evaluated the effect of replacing the cement with GGBS on interlocking paving blocks, and the replacement levels of GGBS used to replace the cement in their research ranged from 10% to 60%. The test results show that the compressive and tensile splitting strength increase with the curing period increasing, and the best strengths are obtained when the GGBS replacement level is ranging from 20% to 60%.
This research aims to investigate the properties’ variations of sustainable concrete paving block incorporating different contents of construction wastes. Up to now, recycled materials, such as crumb rubber and crushed tempered glass, are rarely used in industry to replace the natural fine and coarse aggregate in manufacturing concrete paving blocks. Furthermore, the most current research about recycled concrete paving blocks does not cover the block’s abrasion resistance and slip resistance. In this research, five different types of waste materials were used to replace the coarse aggregates, fine aggregates or cement in the concrete mixture with a 28-day target mean strength of 30 MPa. For the concrete paving blocks mixed with waste materials, five material properties such as compressive strength, tensile splitting strength, water absorption, abrasion resistance and slip resistance were investigated. Those results were compared with the related standard requirements to obtain the maximum replacement levels of recycled materials used in this study. Furthermore, the test results provided a reference data for the further investigation about the concrete paving block mixed with multiple recycled materials.
2. Experimental Program
2.1. Materials
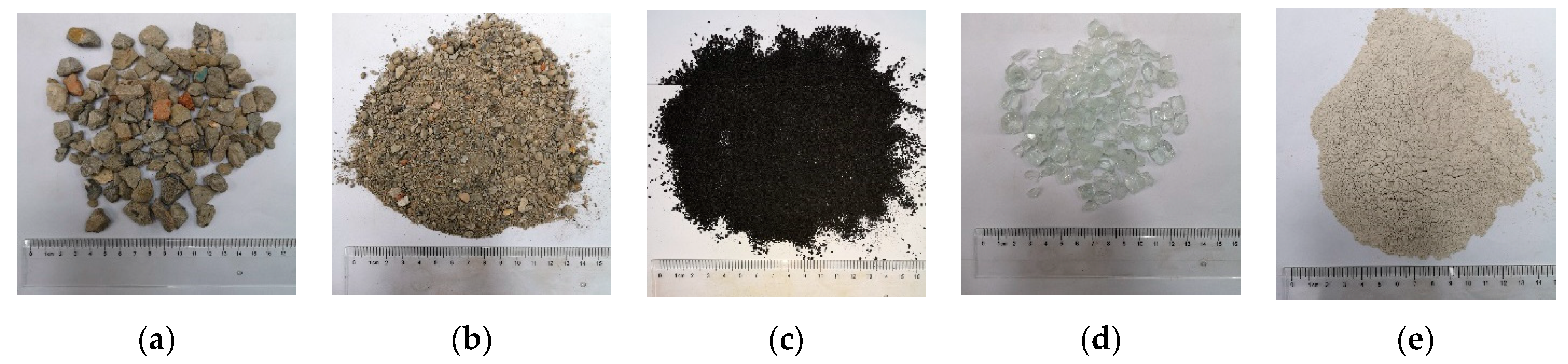
The materials used in this series of experiments are listed as follows: natural coarse aggregate, natural fine aggregate, ordinary Portland cement, RCCA (contain crushed concrete, small amount of crushed stone and crushed bricks), RCFA, CR, CG, and GGBS. Figure 1 shows the recycled wastes used in this experiment. Table 2 shows the information of the construction wastes, which contains the size range, the source of each material listed in the table. The detail properties of GGBS provided by the supplier are shown in Table 3.
2.2. Mix Proportion
In this project, the original mix proportion was designed according to the “mass method” in Chinese standard JGJ55-2011 [20]. The particular mix proportions for this series of experiments are shown in Table 4. The range of replacement levels for each recycled material was determined as follows:
Recycled concrete coarse aggregate, or RCCA for short, is one of the most common recycled waste used for recycled aggregate concrete (RAC) products. According to the previous articles and experiments’ results, five replacement percentages of RCCA were selected in this experiment. The concrete paving blocks which were cast by replacing the natural coarse aggregate with different replacement levels of 20%, 40%, 60%, 80%, and 100% [21] by weight of the total coarse aggregate content.
Recycled concrete fine aggregates (RCFA) were also considered as a type of recycled wastes to be used in this experiment. Unlike the RCCA, previous researchers and experimental results [6] indicated that a high replacement level of RCFA would lead to a sharp decline of concrete product’s properties. The limitation of the replacement percentage of RCFA was suggested as 30% [22]. Therefore, the replacement levels of RCFA in the experiment were determined as 10%, 20% and 30%.
Both crumb rubber (CR) and crushed glass (CG) were barely used as aggregates in the concrete paving blocks. Therefore, several trial experiments were undertaken to estimate the ranges of replacement levels. Due to the rubber particles having strong rebound resilience [23], the specimens cannot maintain the original dimensions after being taken out from the brick making machine if the rubber content is too high, considering which the replacement levels of CR were selected as 1%, 2%, and 3%. Similarly to RCCA, crushed glass was also used to replace the coarse aggregates in the blocks. According to the previous articles and trial test results [24], the final replacement levels of CG were decided as 10%, 20%, 30% and 40%. GGBS was used to replace the cement with replacement levels selected as 30%, 50% and 70% according to the previous test results [14,25].
In Table 4, “RL” represents “replacement level”, “NCA” represents “natural coarse aggregate”, and “NFA” represents “natural fine aggregate”. The replacement levels of RCCA in the experiment were determined as 20%, 40%, 60%, 80%, and 100%, labeled as RCCB-X, with “X” indicating the replacement level of RCCA in the blocks. The replacement levels of RCFA in the experiment were determined as 10%, 20%, and 30%, labeled as RCFB-X. The replacement levels of CB were selected as 1%, 2%, and 3%, and labeled as CRB-X. The replacement levels of CG were decided as 10%, 20%, 30%, and 40%, and named as CGB-X. The replacement levels of GGBS were selected as 30%, 50%, and 70% and labeled as GGBS-X.
2.3. Specimens Preparation
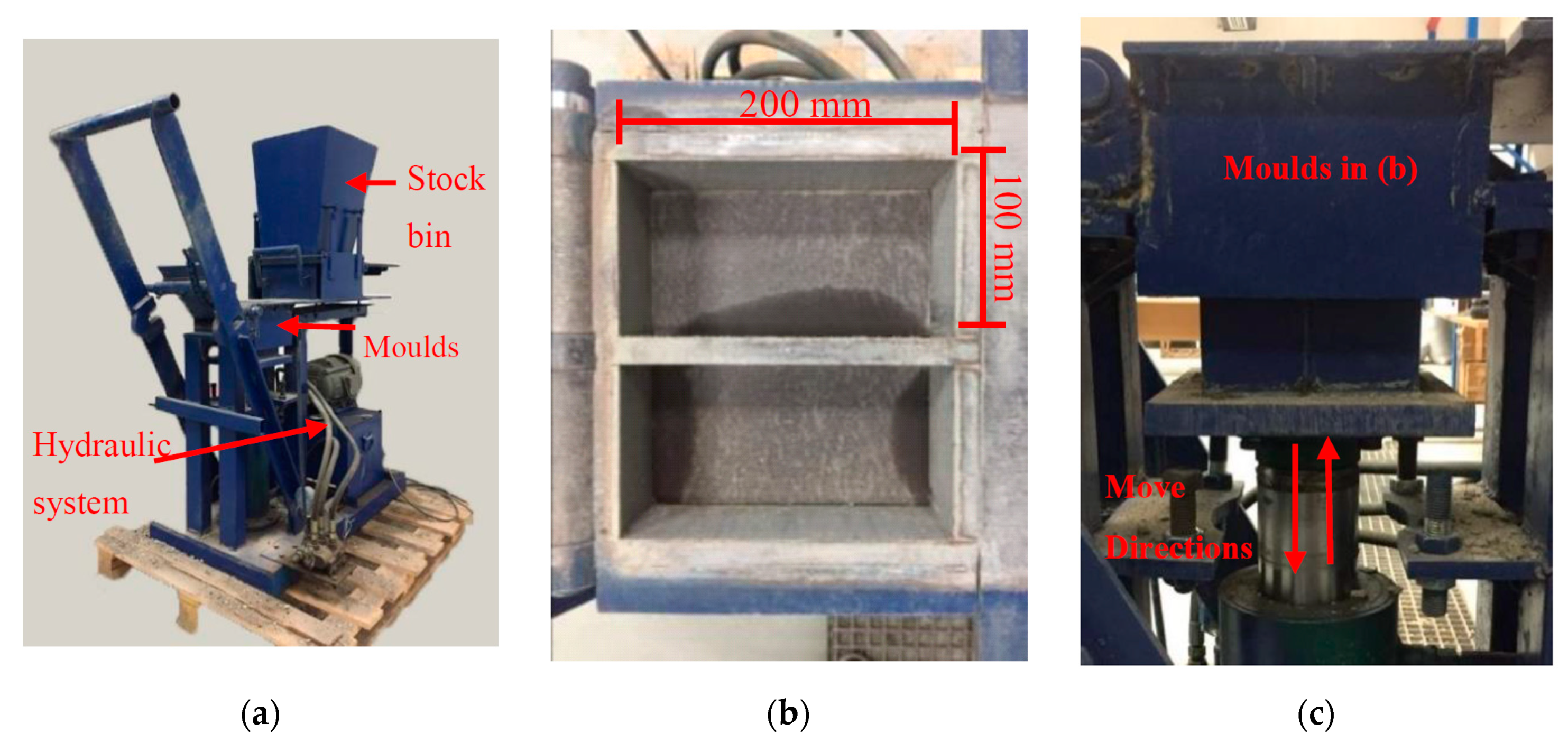
The specimens were designed as concrete paving blocks with typical dimensions. Figure 2 demonstrates the process of manufacturing the concrete paving blocks in this project. The whole procedures, including preparing the concrete mixture, casting concrete paving blocks and curing, were in accordance with the actual industrial production standards by using a small scale brick-making machine as shown in Figure 3 with maximum pressing force of 80 kN. Before the casting phase, all the materials used in the experiments were completely dried in the oven for 24 h. At the concrete mixture preparation phase, water was added after the coarse aggregates, cement, and sand mixing in the mixer for two minutes, and then the whole materials were mixed for another three minutes. For one batch of the concrete mixture, the total mass was 60 kg for casting 20 concrete paving blocks. For one batch of blocks (20 blocks), five specimens were used to test the compressive strength, five specimens for tensile splitting strength, and the other three for water absorption, slip resistance tests, and abrasion resistance [15]. After casting, all the specimens were cured in a thermostatic chamber for 28 days until testing. The temperature in the chamber remained at 20 ± 2 °C, and the humidity was controlled at 50% by the temperature and humidity controller.
2.4. Experiments
As the essential component of the concrete mixture, the properties of different types of raw material were tested, including sieving analysis [7] and aggregate water absorption [26].
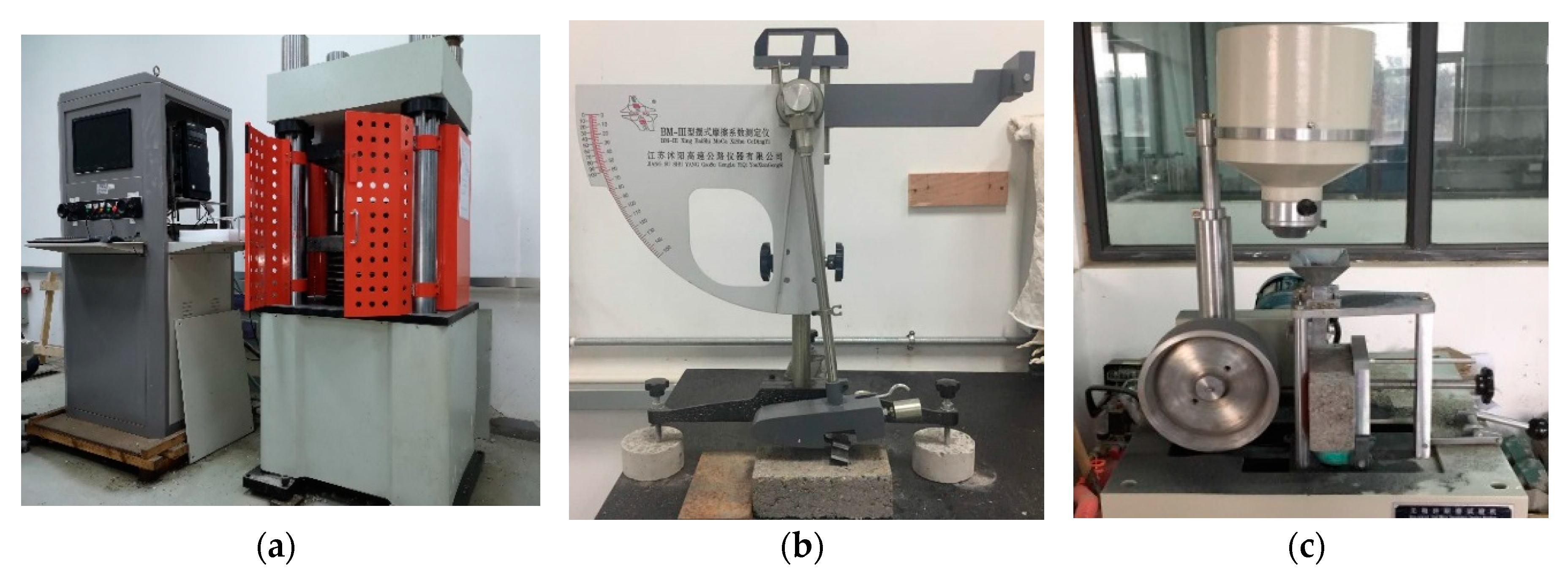
The blocks’ strength tests and coarse aggregates’ aggregate crushed value test were conducted on a compression testing machine as shown in Figure 4a. In order to obtain the compressive strength of blocks, the applied load on the pedestal was controlled by force under a constant rate of 3 kN/min, and, for the tensile splitting test, the rate was 0.1 kN/min with reference to BS EN 1338: 2003 [15].
Slip resistance was measured using pendulum friction test equipment as shown in Figure 4b. Specimens were adjusted to ensure the contact surface was horizontal before testing. Water absorption of blocks was also determined in accordance with BS EN 1338: 2003 [15]. Blocks were immersed in water at a temperature of 20 ± 5 °C for three days before testing.
3. Results and Discussion
3.1. Aggregates’ Properties
3.1.1. Sieve Analysis
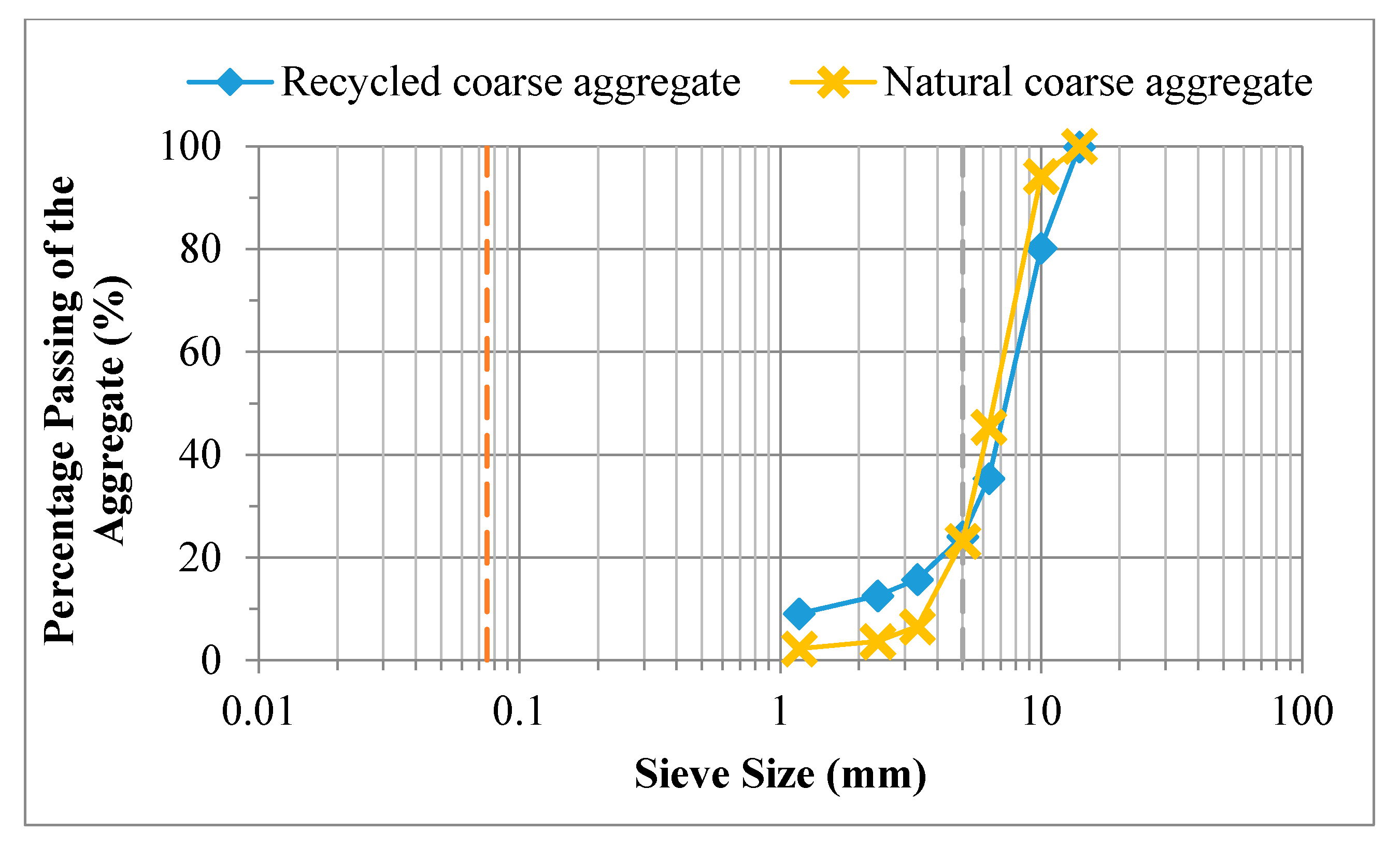
The sieving analyses’ results of different aggregates used in this experiment are shown in Figure 5 and Figure 6. Based on the comparison of sieve analysis results between NCA and RCCA, it is clear that the RCCA contained a much higher percentage of aggregates whose sizes were less than 5 mm. Most of those aggregates were the small pieces of crushed concrete and dust.
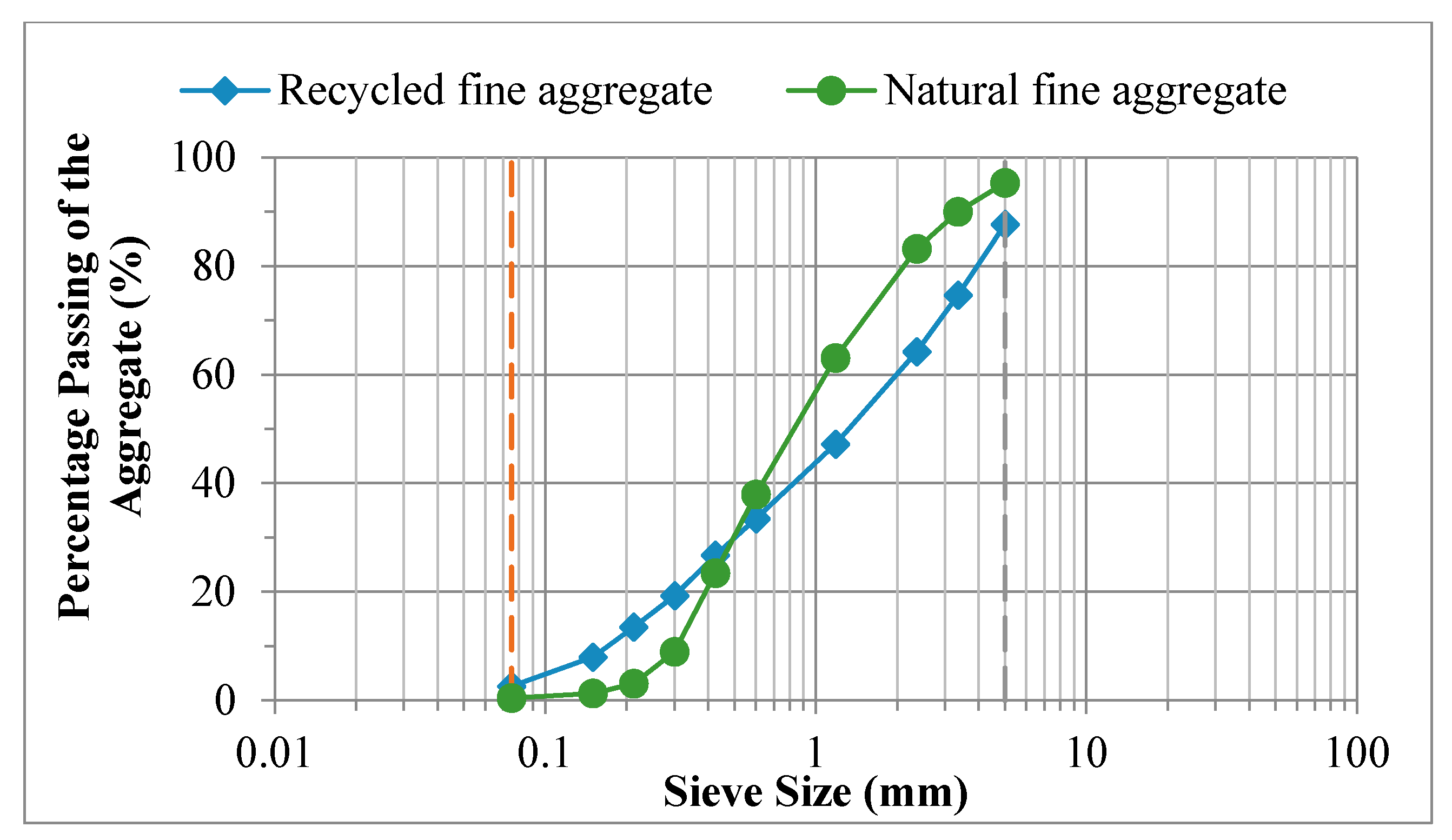
According to Figure 6, comparing the NFA result and RCFA results, it is easy to observe that the RCFA contained higher percentages of particles with a size less than 0.15 mm. Most of those particles were soil particles and dust.
3.1.2. Aggregate Water Absorption
The water absorptions of different coarse aggregates are shown as below in Table 5.
The results confirmed that the RCCA had a higher porosity than the NCA, which led to a stronger capability to absorb water while the crushed glass particles had almost zero water absorption [27].
3.2. Dimensions
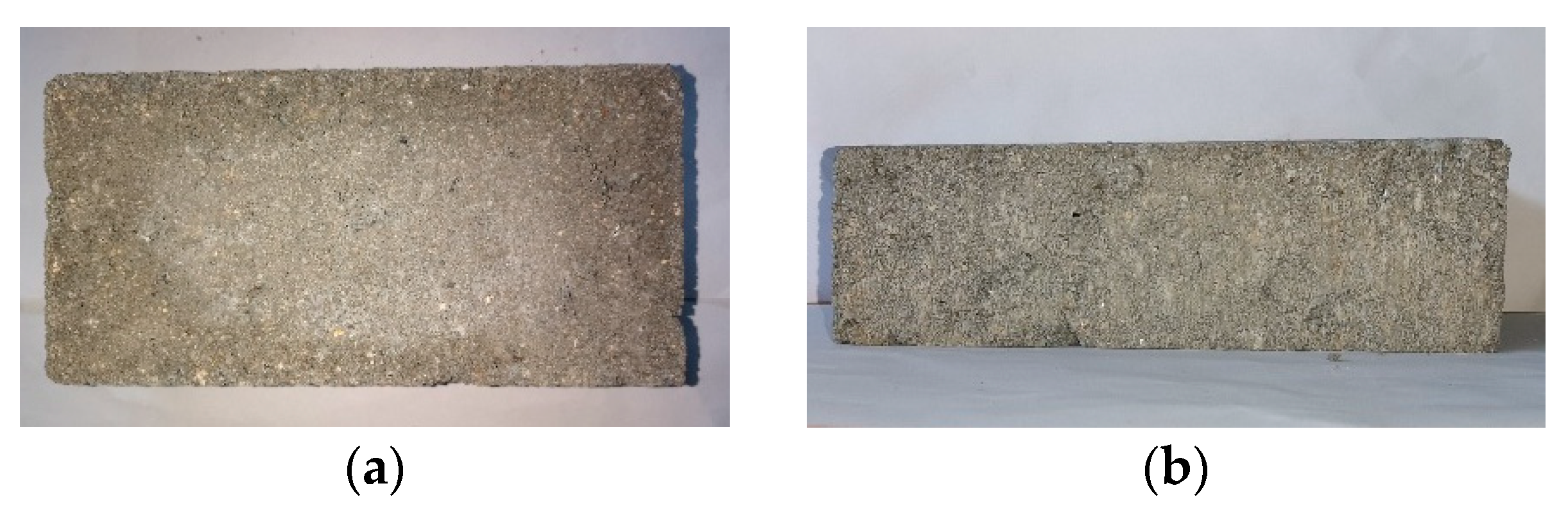
All the concrete paving blocks in this series of experiments were checked against the nominal dimension of 200 mm × 100 mm × 60 mm, and the error of each side was less than 2 mm. Figure 7 shows the front and side faces of one concrete paving block.
3.3. Compressive Strength
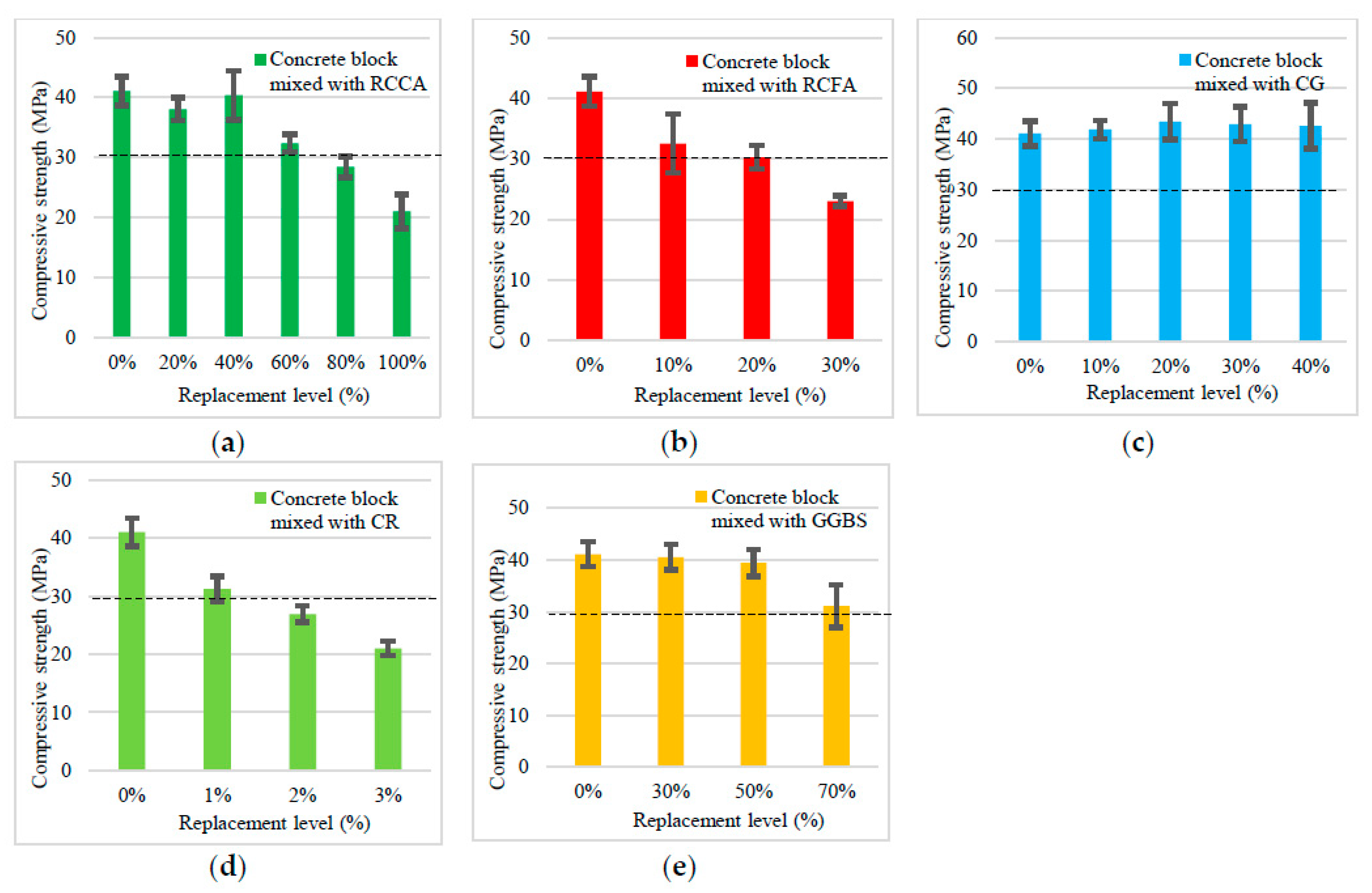
Figure 8 shows the relationship between the different replacement levels of materials and the compressive strength of specimens. It is clear that all the replacement materials had an adverse effect on the concrete paving blocks’ compressive strength except the crushed glass, which maintains a higher performance in compressive strength with the increase in the percentage of crushed glass. Specimens mixed with RCCA maintained a stable compressive strength until the replacement level reached 40%. The compressive strengths reached 41.07 MPa, 38.04 MPa, and 40.38 MPa when replacement levels were 0%, 20%, and 40%, respectively. After the replacement level exceeding 40%, the compressive strength decreased in an almost linear fashion from 40.38 MPa at 40% to 21.04 MPa. According to BS EN 1338: 2003 [15], the compressive strength of concrete paving blocks shall be equal to or higher than 30 MPa. The specimens with replacement level higher than 60% were unable to meet the specification [16]. According to Figure 8, the specimens mixed with CG had higher compressive strengths than the one mixed with natural coarse aggregate when the replacement levels of crushed glass increased from 10% to 40%. The strength peaked to the highest value, 43.45 MPa, at the replacement level of 20%. Specimens with RCFA and crumb rubber as a replacement of fine aggregates have lower compressive strength compared to specimens without any replacement. When the mass content of crumb rubber in the block increased from 1% to 3%, the compressive strength sharply drops from 31.27 MPa to 21.00 MPa. With regard to RCFA, the reduction of compressive strength was from 32.51 MPa to 23.00 MPa with the replacement level changed from 10% to 30%. The compressive strength of blocks mixed with GGBS kept the same level, nearly 40 MPa when the replacement levels were 0%, 30%, and 50%, respectively. However, the strength sharply decreased to 31.06 MPa when the GGBS content reached 70%.
3.4. Tensile Splitting Strength
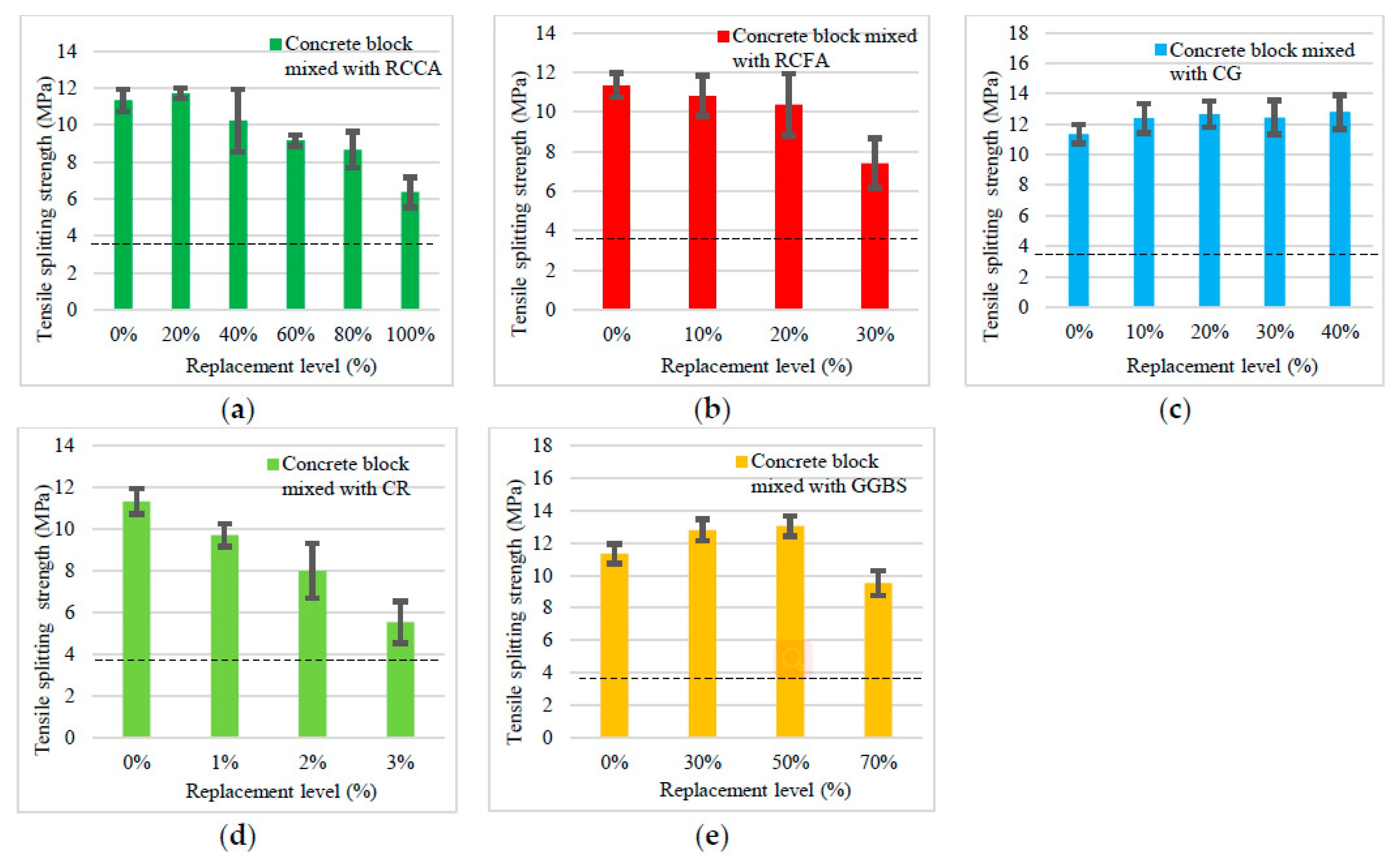
Figure 9 demonstrates the relationships between the replacement levels and the tensile splitting strength of concrete paving blocks for various types of waste materials. Specimens mixed with RCCA had an even higher tensile splitting strength of 11.73 MPa at a replacement level of 20%. However, the tensile splitting strength decreased in an almost linear trend from 11.73 MPa to 8.80 MPa when the replacement level increased from 20% to 80%. The lowest splitting tensile strength is 6.37 MPa with 100% RCCA in the specimen. A positive effect on the blocks’ tensile splitting strength was observed when crushed glass was used as the replacement for coarse aggregates. The overall tendency was that the tensile splitting strength kept increasing with the replacement level varying from 10% to 40% and reached the highest value of 12.79 MPa at 40%. When the replacement level was 30%, the tensile splitting strength was only 12.45 MPa. However, this value was still higher than the blocks mixed with natural aggregates (11.34 MPa). The tensile splitting strength of the blocks mixed with RCFA declined directly from 10.80 MPa to 7.41 MPa as the replacement level rose from 10% to 30%. Similar to the trend observed for the compressive strength, the tensile splitting strength of specimens containing recycle rubber also remarkably declined with the increase of replacement level. It reached the lowest at 5.53 MPa when the crumb rubber’s content is 3%. The tensile splitting strength of blocks mixed with GGBS maintained the same level (12.81 MPa and 13.06 MPa) when the replacement levels rose from 30% to 50%. However, when the percentage of GGBS increased to 70%, the tensile splitting strength was only 9.53 MPa.
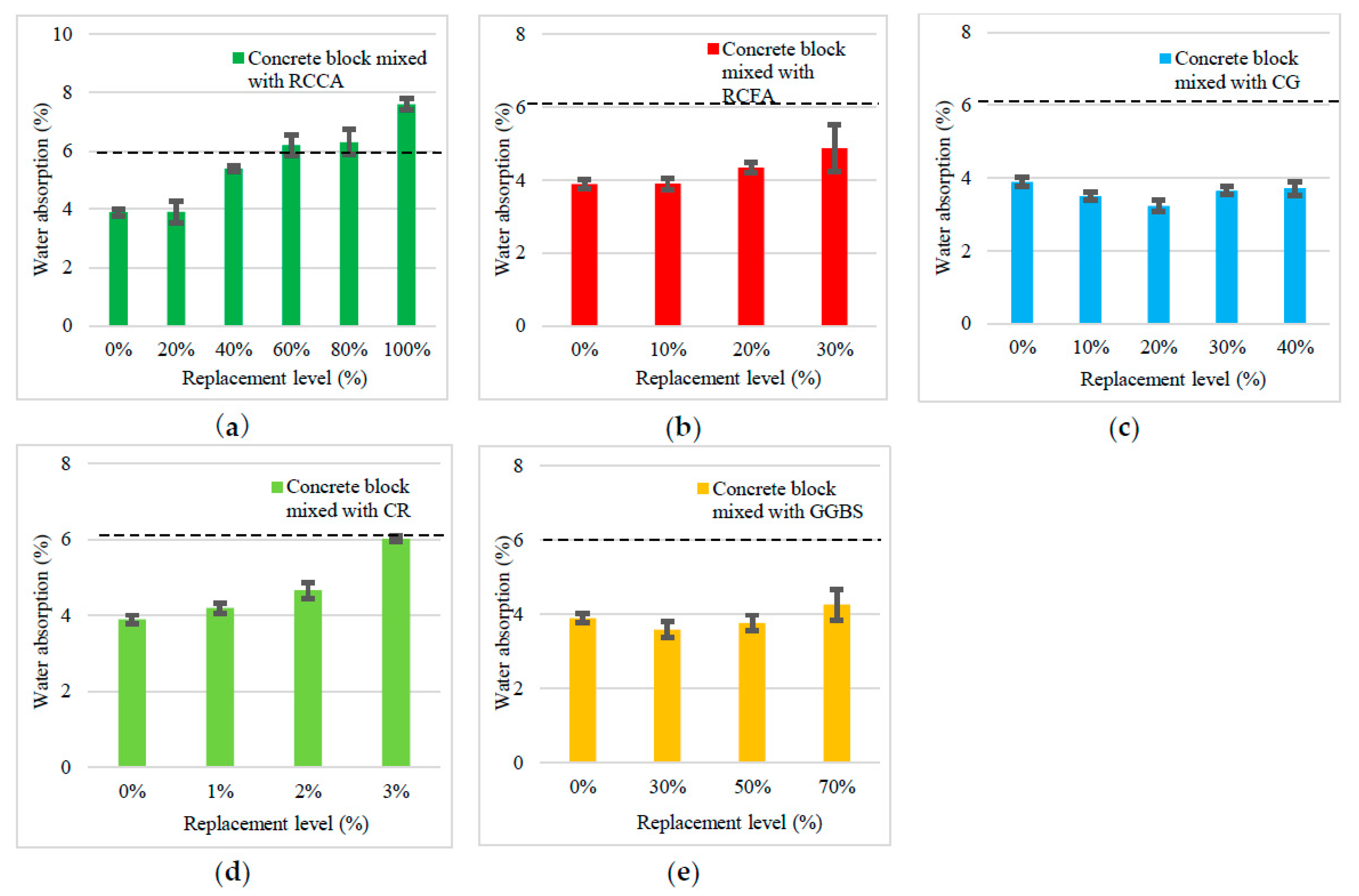
3.5. Water Absorption
According to Figure 10, it is clear to observe that, for the blocks mixed with RCCA, RCFA, and crumb rubber, the increase in the replacement levels of those materials increases the specimens’ water absorption. Compared with samples without any replacement (with 3.89% water absorption), the specimens mixed with RCCA and RCFA maintained similar water absorption of 3.91% and 3.90%, at the replacement levels of 20% and 10%, respectively. The value reached the peak of 7.60% and 4.87%, respectively, while the replacement levels were 100% and 30%. The water absorption of blocks sharply rose with the increase of crumb rubber content in the blocks. With only 3% crumb rubber mixed in the blocks, the water absorption reached 6.02%. Crushed glass is one of the materials that can reduce the water absorption when it was mixed into blocks. The values of water absorption ranged from 3.50%, 3.24%, 3.65% and 3.72% while the replacement levels were 10%, 20%, 30%, and 40%, respectively. All the results were lower than that of the control group at 3.89%. Addition of GGBS also helped reduce the block’s water absorption. The water absorptions of samples that contained 30% and 50% percentage of GGBS were 3.58% and 3.77%, respectively. When the replacement level of GGBS peaked to 70%, the water absorption value increased to 4.26%, which is smaller than the standard requirement at 6.0% [15].
3.6. Abrasion Resistance
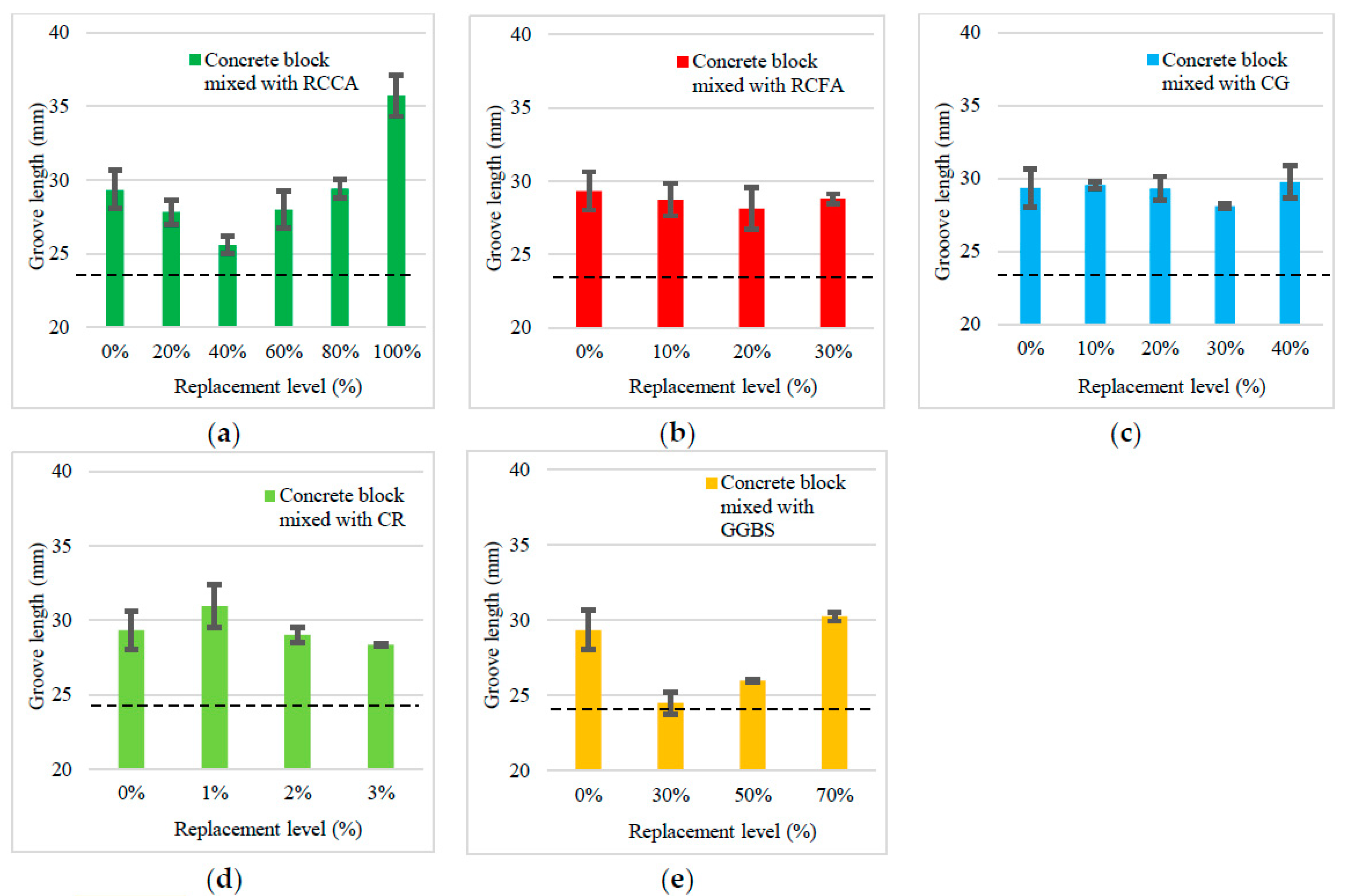
Figure 11 demonstrated the relationship between materials’ replacement levels and the blocks’ maximum groove lengths that were obtained from abrasion resistance tests. According to the British standard BS EN 1338: 2003 [15], the higher value of groove length represents a lower performance of block’s abrasion resistance. In general, all the samples’ test results were higher than 23 mm, which fall short according to the standard requirements for class 3 blocks [15]. The impacts of different replacement levels of materials on the samples’ abrasion resistance are shown in Figure 11.
The measured groove length of the blocks mixed with natural aggregates was 29.34 mm. For the RCCA, when the replacement level changed from 0% to 40%, the length decreased straight from 29.34 mm to 25.58 mm. Then, with increasing content of RCCA, the value of groove length also started to rise and peak at 35.73 mm. A low percentage of RCFA can increase the blocks’ abrasion resistance. The value of groove length dropped from 28.74 mm to 28.14 mm when the content of RCFA changed from 10% to 20%. Then, at a 30% replacement level, the length returned to 28.81 mm. To sum up, adding RCFA in the concrete mixture had a relatively positive impact on the blocks’ abrasion resistance, and the impact was not significant. For the CG, the values of groove lengths were 29.55 mm, 29.33 mm, 28.12 mm, and 29.77 mm when the replacement levels were 10%, 20%, 30%, and 40%, respectively. The abrasion resistance only had a sharp increase at 30%. The variation of abrasion resistance of the blocks mixed with different percentages of GGBS was significant. At a 30% replacement level, the groove length was only 24.49 mm, which was the lowest in this series of experiments. The value of length rose to 25.98 mm when the replacement level was 50%, and that result was still much lower than 29.34 mm (replacement level: 0%). However, at a 70% replacement level, the result peaked at 30.23 mm. For the blocks mixed with CR, the groove length was very high (30.96 mm) at a 1% replacement level, then declined to 29.02 mm at 2%, and finally reduced to 28.36 mm at 3%.
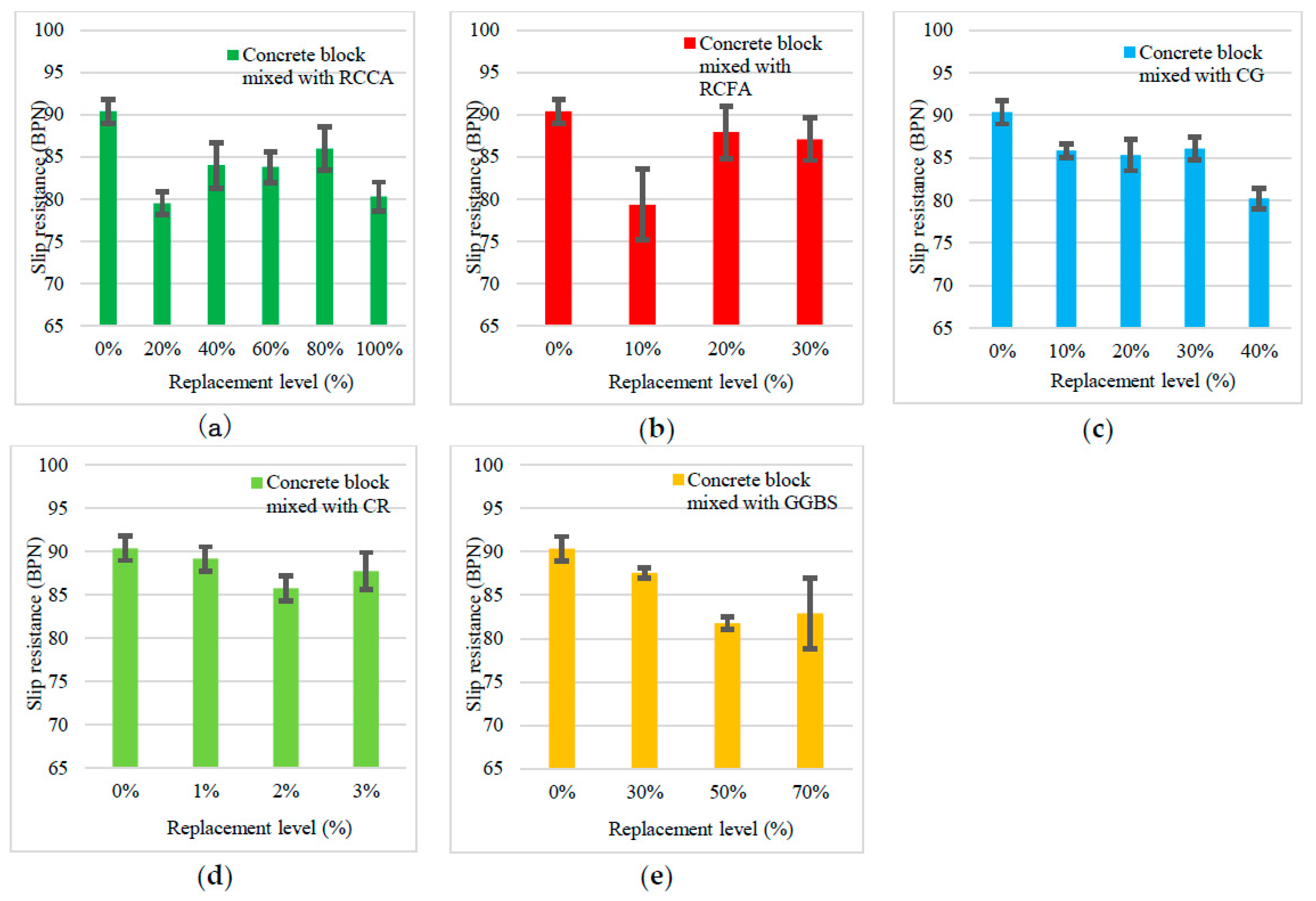
3.7. Slip Resistance
Figure 12 shows that relationships between the blocks’ slip resistance and materials’ replacement levels. In general, the blocks mixed with the waste materials had a lower slip resistance than the blocks made with natural aggregates.
The slip resistance of blocks mixed with natural aggregates was 90.38 BPN. For the RCCA, the slip resistance sharply decreased to 79.50 BPN when the replacement level was 20%. The slip resistance increased and was maintained at 84.00 BPN, 83.80 BPN, and 86.00 BPN when the replacement levels of RCCA were 40%, 60%, and 80%, respectively. The value decreased to 80.30 BPN with a 100% replacement level of RCCA. The slip resistance of blocks mixed with RCFA also had a significant reduction when the replacement level was 10%. When the replacement levels increased to 20% and 30%, the corresponding slip resistance increased to 87.92 BPN and 87.11 BPN, respectively. For blocks utilizing CG, the values of slip resistance slightly fluctuated from 85.33 BPN to 86.08 BPN when the replacement levels changed from 10% to 30%. When the replacement level increased to 40%, the slip resistance had a sharp decline to 80.20 BPN. The slip resistance of block mixed with CR did not change too much compared with the block mixed with other recycled materials. The values were 89.17 BPN, 85.75 BPN, and 87.75 BPN when the replacement levels increased from 1% to 3%. A reduction of slip resistance can also be observed when the cement replaced by GGBS in the concrete paving blocks. The value decreased from 87.58 BPN to 81.75 BPN when the replacement level of GGBS increased from 30% to 50%. At the 70% replacement level, the slip resistance increased to 82.92 BPN. However, the standard derivation of the average value at this point was higher than the standard derivations of other results in this group.
3.8. Discussion
According to the test results, it is obvious to note that replacing either coarse aggregate or fine aggregate with different waste materials can influence block’s properties. Furthermore, different types of waste materials have different effects on various properties. By observing the section of crushed blocks mixed with different recycled coarse aggregates, RCCA and CG, it can be noticed that the coarse aggregate particles maintained their shapes after blocks crushing, which proves that the failure was due to the failure of mortar. By comparing the aggregate properties among NCA, RCCA, and CG, the biggest physical difference between those aggregates is the aggregate water absorption. Since the mix proportion was designed with “Mass method,” the aggregates should be totally dry before casting. In that case, the RCCA particles would absorb more free water, and the cement hydration reactions would be more inadequate compared with the reactions in the block mixed with NCA and CG. Hence, increasing the replacement level of RCCA would lead to the strengths decreasing of concrete paving block’s. The block’s water absorption increases for the same reason. Furthermore, due to fact that the crushed glass particles have a smaller water absorption value than the natural coarse aggregates, replacing the NCA with CG would lead to the strengths increasing and the water absorption decrease of concrete paving blocks.
The same phenomenon was also observed for the blocks mixed with NFA and RCFA. According to the sieve analysis result, the RCFA contained a larger amount of dust than NFA. This dust can absorb free water and reduce the cement hydration reactions in block, and then decrease the block’s compressive strength and tensile splitting strength, as well as lead to the increase of the water absorption.
Compared with other recycled aggregates, crumb rubber particles have an extremely small elastic modulus. In that case, when the concrete mixtures were cast into blocks under pressure, the crumb rubber particles deformed and such deformation is recovered after taking the blocks out of moulds. This recovering deformation causes volume expansion (especially on the surfaces of one block), which contributes to the decrease of block’s compressive strength and tensile splitting strength, as well as the increase of the water absorption. In addition, there is a potential alkali-silica reaction for blocks mixed with glass. As presented, the block mixed with 40% crushed glass has higher compressive strength and tensile splitting strength than the block mixed without crushed glass at 28 days. An addition batch of blocks mixed with 40% crushed glass are stored in the laboratory for the purpose of long-term investigation.
4. Conclusions
According to the experiment results in the properties of concrete paving blocks mixed with different types of recycled wastes, the following conclusions can be drawn:
- Using RCCA as coarse aggregate for concrete paving blocks can lead to a significant decrease of both compressive strength and tensile splitting strength, and also increase the water absorption of the concrete paving blocks. The abrasion resistance test results indicate that more than 80% RCCA replacing the natural coarse aggregate can have a negative impact on the abrasion resistance. In order to meet the standard requirements, the replacement level of RCCA shall be less than 60%.
- As a recycled waste used to replace the fine aggregate in the blocks, RCFA has an adverse effect on the compressive strength and tensile splitting strength of concrete blocks. Plus, a higher percentage of RCFA also leads to higher water absorption of concrete paving blocks. Nevertheless, adding RCFA in the blocks do not have a negative effect on the block’s abrasion resistance. To sum up, in order to meet the standard requirements, the replacement level of RCFA shall be less than 20%.
- Replacing the coarse aggregate with crushed glass (CG) can enhance the strength of concrete paving blocks. With the replacement level ranging from 10% to 40%, all concrete paving blocks mixed with crushed glass had higher strength and lower water absorption than the blocks mixed with natural aggregates. When the replacement level of crushed glass is at 20%, the concrete paving blocks have the highest compressive strength and lowest water absorption. The tensile splitting strength of concrete blocks mixed with crushed glass reached the maximum value when the replacement level was 40%. Furthermore, the highest performance of the block’s abrasion resistance was observed when the replacement level of CG was 30%.
- With an increasing amount of crumb rubber in the concrete paving blocks, there is not only a sharp decrease of compressive strength and tensile splitting strength, but also a rapid increase of the water absorption. Adding crumb rubber can also lead a slightly reduction of the block’s slip resistance. Although the value of groove length keeps decreasing while the content of CR increasing, the average value of groove length is still very high. To sum up, the crumb rubber is not recommended to replace the fine aggregates of concrete paving blocks.
- Replacing cement with a certain content of GGBS is proved to have a positive effect on the block’s properties. Considering the variation of compressive strength, tensile splitting strength and water absorption, 30% and 50% replacement levels of GGBS have an almost equal positive impact on those properties. The blocks with 30% GGBS that replaced cement have a higher performance of abrasion resistance than the one with 50% GGBS. Furthermore, using GGBS to replace 70% cement in the concrete mixture turns out to be harmful to the block’s five properties that were tested in this experiment. In general, the replacement level of GGBS shall be equal to or less than 50%.
- This series of experiments and test results provide a large amount of reference data for the further investigation about the concrete paving block mixed with multiple recycled materials. In order to ensure the block mixed with multiple recycled materials could meet the standard requirements, the replacement levels of each recycled materials can be considered as: RCCA 0% to 60%; RCFA: 0% to 20%; CG: 0% to 40%; GGBS: 0% to 50%.
Author Contributions
Conceptualization, C.S.C.; methodology, X.W.; investigation, X.W.; writing—original draft preparation, X.W.; writing—review and editing, C.S.C., J.X.; supervision, C.S.C., J.X.
Funding
This research was funded by Xi’an Jiaotong-Liverpool University.
Acknowledgments
The authors gratefully acknowledge the technical support received from Civil Engineering Department of Xi’an Jiaotong-Liverpool University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Xing, Z.; Liu, Y.; Cai, N. Research and application benefit for recycled concrete. Low Temp. Archit. Technol. 2011, 1, 6. [Google Scholar]
- BS ISO 18650-2: 2014. Publication Building Construction Machinery and Equipment—Concrete Mixers Part 2: Procedure for Examination of Mixing Efficiency; British Standards Institution: Geneva, Switzerland, 2014. [Google Scholar]
- Ravindrarajah, R.S.; Tam, C.T. Properties of concrete made with crushed concrete as coarse aggregate. Mag. Concr. Res. 1985, 37, 29–38. [Google Scholar] [CrossRef]
- Yang, J.; Du, Q.; Bao, Y. Concrete with recycled concrete aggregate and crushed clay bricks. Constr. Build. Mater. 2011, 25, 1935–1945. [Google Scholar] [CrossRef]
- Hansen, T.C.; Narud, H. Strength of recycled concrete made from crushed concrete coarse aggregate. Concr. Int. 1983, 5, 79–83. [Google Scholar]
- Soutsos, M.N.; Tang, K.; Millard, S.G. Use of recycled demolition aggregate in precast products, phase II: Concrete paving blocks. Constr. Build. Mater. 2011, 25, 3131–3143. [Google Scholar] [CrossRef]
- BSI. BS EN 933-11 Tests for Geometrical Properties of Aggregates; Austrian Standards Institution: Vienna, Austria, 2012. [Google Scholar]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Rubber-tire particles as concrete aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Da Silva, F.M.; Barbosa, L.A.G.; Lintz, R.C.C.; Jacintho, A.E.P.G.A. Investigation on the properties of concrete tactile paving blocks made with recycled tire rubber. Constr. Build. Mater. 2015, 91, 71–79. [Google Scholar] [CrossRef]
- Issa, C.A.; Salem, G. Utilization of recycled crumb rubber as fine aggregates in concrete mix design. Constr. Build. Mater. 2013, 42, 48–52. [Google Scholar] [CrossRef]
- Bonicelli, A.; Fuentes, L.G.; Ibrahim, K.D.B. Laboratory Investigation on the Effects of Natural Fine Aggregates and Recycled Waste Tire Rubber in Pervious Concrete to Develop More Sustainable Pavement Materials; Materials Science & Engineering Conference Series; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Khatib, Z.K.; Bayomy, F.M. Rubberized Portland cement concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Limbachiya, V.; Ganjian, E.; Claisse, P. Strength, durability and leaching properties of concrete paving blocks incorporating GGBS and SF. Constr. Build. Mater. 2016, 113, 273–279. [Google Scholar] [CrossRef]
- BSI. BS EN 1338: 2003 Concrete Paving Blocks–Requirements and Test Methods; British Standards Institution: London, UK, 2003. [Google Scholar]
- SAC. GB 28635-2012 Precast Concrete Paving Units; Administration of Quality Supervision, Inspection and Quarantine of China: Beijing, China, 2012.
- Ganjian, E.; Jalull, G.; Sadeghi-Pouya, H. Using waste materials and by-products to produce concrete paving blocks. Constr. Build. Mater. 2015, 77, 270–275. [Google Scholar] [CrossRef] [Green Version]
- Atici, U.; Ersoy, A. Evaluation of destruction specific energy of fly ash and slag admixed concrete interlocking paving blocks (CIPB). Constr. Build. Mater. 2008, 22, 1507–1514. [Google Scholar] [CrossRef]
- SAC. GB/T 18046-2008. Ground Granulated Blast Furnace Slag Used for Cement and Concrete; National Cement Standardization Technical Committee(SAC/TC 184): Beijing, China, 2008. [Google Scholar]
- Ding, W.; Leng, F.G. Specification for Mix Proportion Design of Ordinary Concrete (JGJ55-2011); China Building Industry Press: Beijing, China, 2011. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Soutsos, M.N.; Tang, K.; Millard, S.G. Concrete building blocks made with recycled demolition aggregate. Constr. Build. Mater. 2011, 25, 726–735. [Google Scholar] [CrossRef]
- Treloar, L.R.G. The Physics of Rubber Elasticity; Oxford University Press: Oxford, MS, USA, 1975. [Google Scholar]
- Jin, W.; Meyer, C.; Baxter, S. “Glascrete”-Concrete with Glass Aggregate. ACI Mater. J. 2000, 97, 208–213. [Google Scholar]
- Divsholi, B.S.; Lim, T.Y.D.; Teng, S. Durability Properties and Microstructure of Ground Granulated Blast Furnace Slag Cement Concrete. Int. J. Concr. Struct. Mater. 2014, 8, 157–164. [Google Scholar] [CrossRef] [Green Version]
- BS EN 1097-6. Tests for Mechanical and Physical Properties of Aggregates. Determination of Particle Density and Water Absorption; British Standards Institution: London, UK, 2013. [Google Scholar]
- Khatib, J. Sustainability of Construction Materials; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2016. [Google Scholar]
Figure 1.
Recycled wastes. (a) RCCA; (b) RFCA; (c) crumb rubber; (d) crushed glass; (e) GGBS.

Figure 2.
The process of manufacturing the concrete paving blocks.

Figure 3.
Full view and detailed images of the brick making machine. (a) hydraulic brick making machine; (b) two moulds for deforming the concrete paving blocks; and (c) baseboard for load application.
Figure 3.
Full view and detailed images of the brick making machine. (a) hydraulic brick making machine; (b) two moulds for deforming the concrete paving blocks; and (c) baseboard for load application.

Figure 4.
Test equipment in this series of experiments; (a) compression testing machine; (b) pendulum friction test equipment; (c) unglazed brick abrasion testing machine.
Figure 4.
Test equipment in this series of experiments; (a) compression testing machine; (b) pendulum friction test equipment; (c) unglazed brick abrasion testing machine.

Figure 5.
Sieving analysis of NCA and RCCA.

Figure 6.
Sieving analysis of NFA and RCFA.

Figure 7.
Front and side faces of one concrete paving block. (a) plan view of a concrete paving block; (b) lateral view of a concrete paving block.
Figure 7.
Front and side faces of one concrete paving block. (a) plan view of a concrete paving block; (b) lateral view of a concrete paving block.

Figure 8.
Relationship between the different replacement levels of materials and the compressive strength of specimens.
Figure 8.
Relationship between the different replacement levels of materials and the compressive strength of specimens.

Figure 9.
Relationship between the different replacement levels of materials and the tensile splitting strength of specimens.
Figure 9.
Relationship between the different replacement levels of materials and the tensile splitting strength of specimens.

Figure 10.
Relationship between the different replacement levels of materials and the water absorption of specimens.
Figure 10.
Relationship between the different replacement levels of materials and the water absorption of specimens.

Figure 11.
Relationship between the different replacement levels of materials and the maximum groove lengths of specimens.
Figure 11.
Relationship between the different replacement levels of materials and the maximum groove lengths of specimens.

Figure 12.
Relationship between the different replacement levels of materials and the slip resistance of specimens.
Figure 12.
Relationship between the different replacement levels of materials and the slip resistance of specimens.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Requirements of each property for different national codes.
| Property | Recommended Value (BS EN-1338: 2003 [15]) | Recommended Value (GB 28635-2012 [16]) |
|---|---|---|
| Dimension tolerance (block thickness < 100 mm): | ||
| ±2.0 mm | ±2.0 mm |
| ±2.0 mm | ±2.0 mm |
| ±3.0 mm | ≤2.0 mm |
| Strength performance: | ||
| C30: Average strength ≥ 30.0 MPa Any individual strength ≥ 25.0 MPa | |
| Average strength ≥ 3.6 MPa Any individual strength ≥ 2.9 MPa | |
| Weather resistance: | ||
| ≤6.0% for Class 2 | ≤6.5% |
| Abrasion resistance: | ||
| No performance measured for Class 1 23.0 mm for Class 3 20.0 mm for Class 4 | ≤32.0 mm |
| Slip resistance | ≥60 BPN | ≥60 BPN |
“BPN” is a unit for slip resistance, which is short for British Pendulum (Tester) Number.
Table 2.
Size range and sources of construction wastes.
| Materials | Size Range | Source |
|---|---|---|
| Recycled concrete coarse aggregate | 5.0–25.0 mm | Crushed concrete |
| Recycled concrete fine aggregate | 0.1–4.0 mm | Crushed concrete |
| Crumb rubber | 1.0–2.0 mm | Recycled tires |
| Crushed glass | 5.0–25.0 mm | Crushed toughened glass |
Table 3.
Properties of ground granulated blast furnace slag (GGBS).
| Properties | Unit | Results | National Code GB/T-18046 [19] |
|---|---|---|---|
| Density | 2.940 | ≥2.80 | |
| Specific surface area | 455.000 | 400.00–500.00 | |
| Mass loss on ignition | % | 0.600 | ≤3.00 |
| percentage | % | 9.910 | ≤14.00 |
| percentage | % | 1.825 | ≤4.00 |
| percentage | % | 0.012 | ≤0.06 |
| Water percentage | % | 0.010 | ≤1.00 |
| Activity index (7 days) | % | 90.000 | ≥75.00 |
| Activity index (28 days) | % | 98.000 | ≥95.00 |
Table 4.
Mix proportions (kg/m3) of concrete paving blocks.
| Mix | RL | Water | Cement | NCA | NFA | RCCA | RCFA | Rubber | Glass | GGBS |
|---|---|---|---|---|---|---|---|---|---|---|
| RCCB-0 | 0% | 152 | 380 | 959 | 959 | 0 | 0 | 0 | 0 | 0 |
| RCCB-20 | 20% | 152 | 380 | 767 | 959 | 192 | 0 | 0 | 0 | 0 |
| RCCB-40 | 40% | 152 | 380 | 575 | 959 | 384 | 0 | 0 | 0 | 0 |
| RCCB-60 | 60% | 152 | 380 | 384 | 959 | 575 | 0 | 0 | 0 | 0 |
| RCCB-80 | 80% | 152 | 380 | 192 | 959 | 767 | 0 | 0 | 0 | 0 |
| RCCB-100 | 100% | 152 | 380 | 0 | 959 | 959 | 0 | 0 | 0 | 0 |
| RCFB-10 | 10% | 152 | 380 | 959 | 863 | 0 | 96 | 0 | 0 | 0 |
| RCFB-20 | 20% | 152 | 380 | 959 | 767 | 0 | 192 | 0 | 0 | 0 |
| RCFB-30 | 30% | 152 | 380 | 959 | 671 | 0 | 288 | 0 | 0 | 0 |
| CGB-10 | 10% | 152 | 380 | 863 | 959 | 0 | 0 | 0 | 96 | 0 |
| CGB-20 | 20% | 152 | 380 | 767 | 959 | 0 | 0 | 0 | 192 | 0 |
| CGB-30 | 30% | 152 | 380 | 671 | 959 | 0 | 0 | 0 | 288 | 0 |
| CGB-40 | 40% | 152 | 380 | 575 | 959 | 0 | 0 | 0 | 384 | 0 |
| CRB-1 | 1% | 152 | 380 | 959 | 949 | 0 | 0 | 10 | 0 | 0 |
| CRB-2 | 2% | 152 | 380 | 959 | 940 | 0 | 0 | 19 | 0 | 0 |
| CRB-3 | 3% | 152 | 380 | 959 | 930 | 0 | 0 | 29 | 0 | 0 |
| GGBS-30 | 30% | 152 | 266 | 959 | 959 | 0 | 0 | 0 | 0 | 114 |
| GGBS-50 | 50% | 152 | 190 | 959 | 959 | 0 | 0 | 0 | 0 | 190 |
| GGBS-70 | 70% | 152 | 114 | 959 | 959 | 0 | 0 | 0 | 0 | 266 |
Table 5.
Water absorption of aggregates.
| Types of Aggregates | Water Absorption of Aggregates |
|---|---|
| Natural aggregate | 1.53% |
| Recycled concrete coarse aggregate | 6.28% |
| Crushed glass | 0.00% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, X.; Chin, C.S.; Xia, J. Material Characterization for Sustainable Concrete Paving Blocks. Appl. Sci. 2019, 9, 1197. https://0-doi-org.brum.beds.ac.uk/10.3390/app9061197
AMA Style
Wang X, Chin CS, Xia J. Material Characterization for Sustainable Concrete Paving Blocks. Applied Sciences. 2019; 9(6):1197. https://0-doi-org.brum.beds.ac.uk/10.3390/app9061197
Chicago/Turabian StyleWang, Xinyi, Chee Seong Chin, and Jun Xia. 2019. "Material Characterization for Sustainable Concrete Paving Blocks" Applied Sciences 9, no. 6: 1197. https://0-doi-org.brum.beds.ac.uk/10.3390/app9061197
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.