
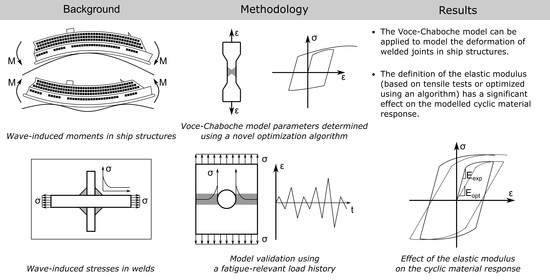
Optimizing the Voce–Chaboche Model Parameters for Fatigue Life Estimation of Welded Joints in High-Strength Marine Structures


Abstract
:
1. Introduction
2. Theoretical Background
2.1. Uniaxial Voce–Chaboche Model
2.2. Accumulated True Strain Approach and RESSPyLab
3. Materials and Methods
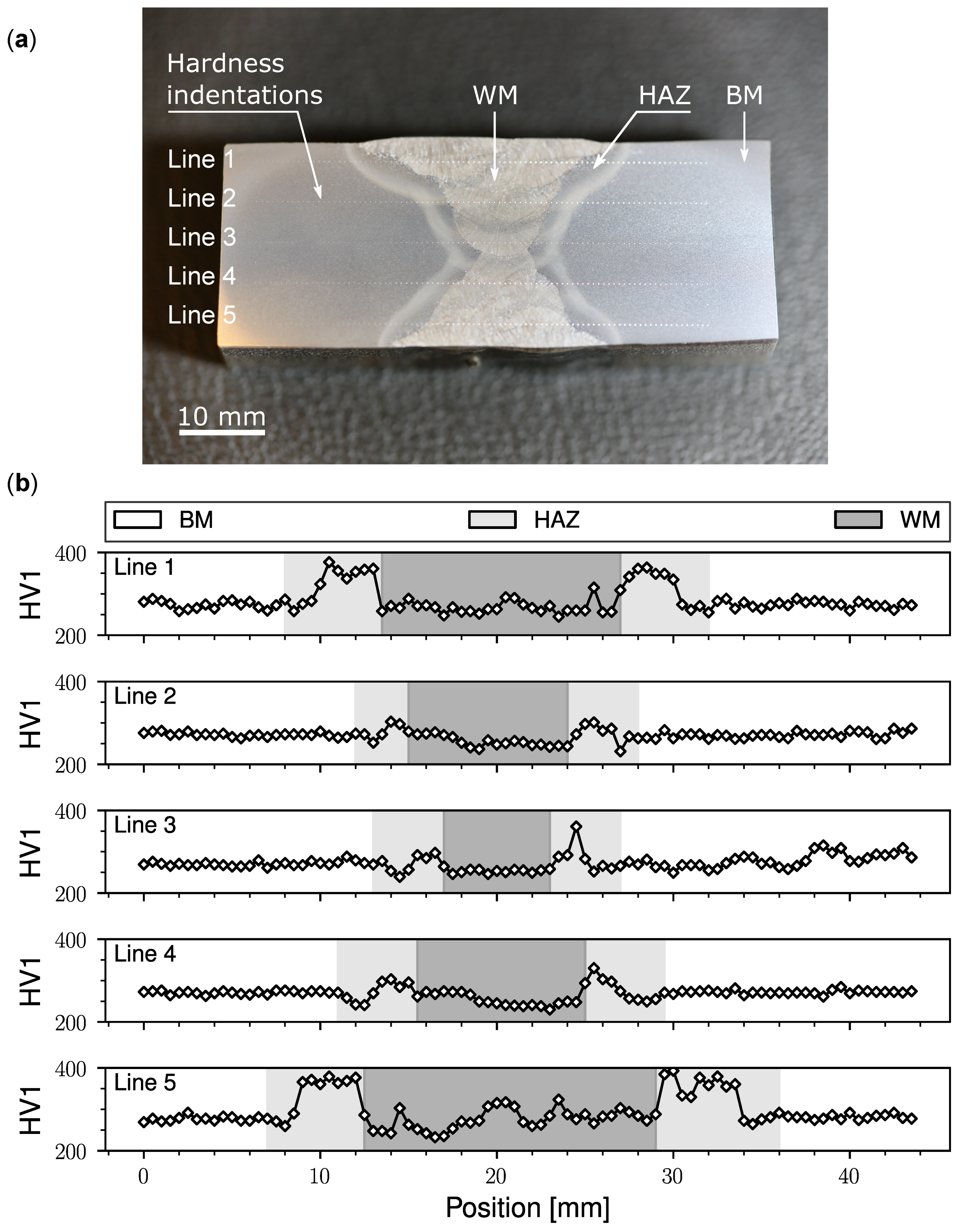
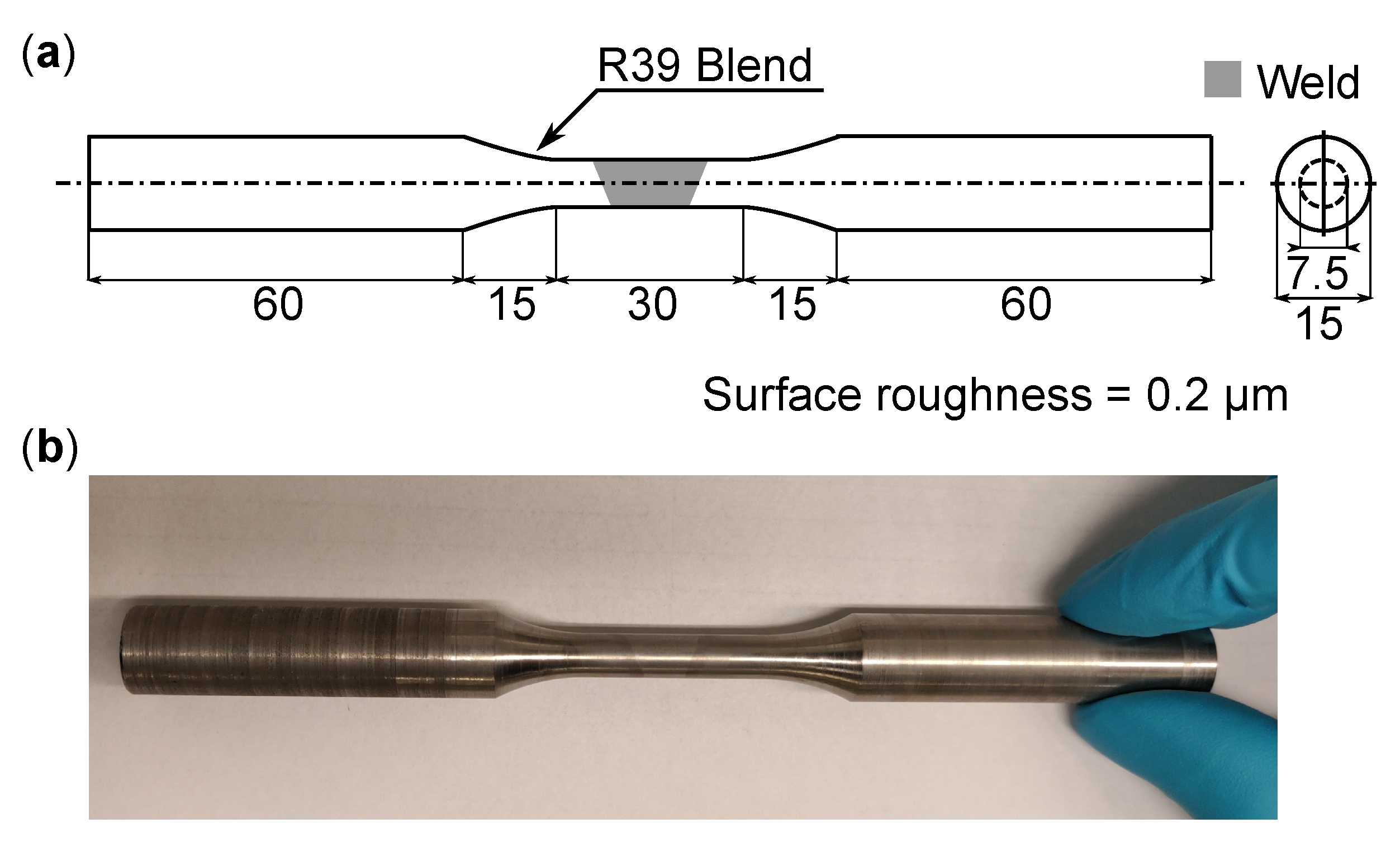
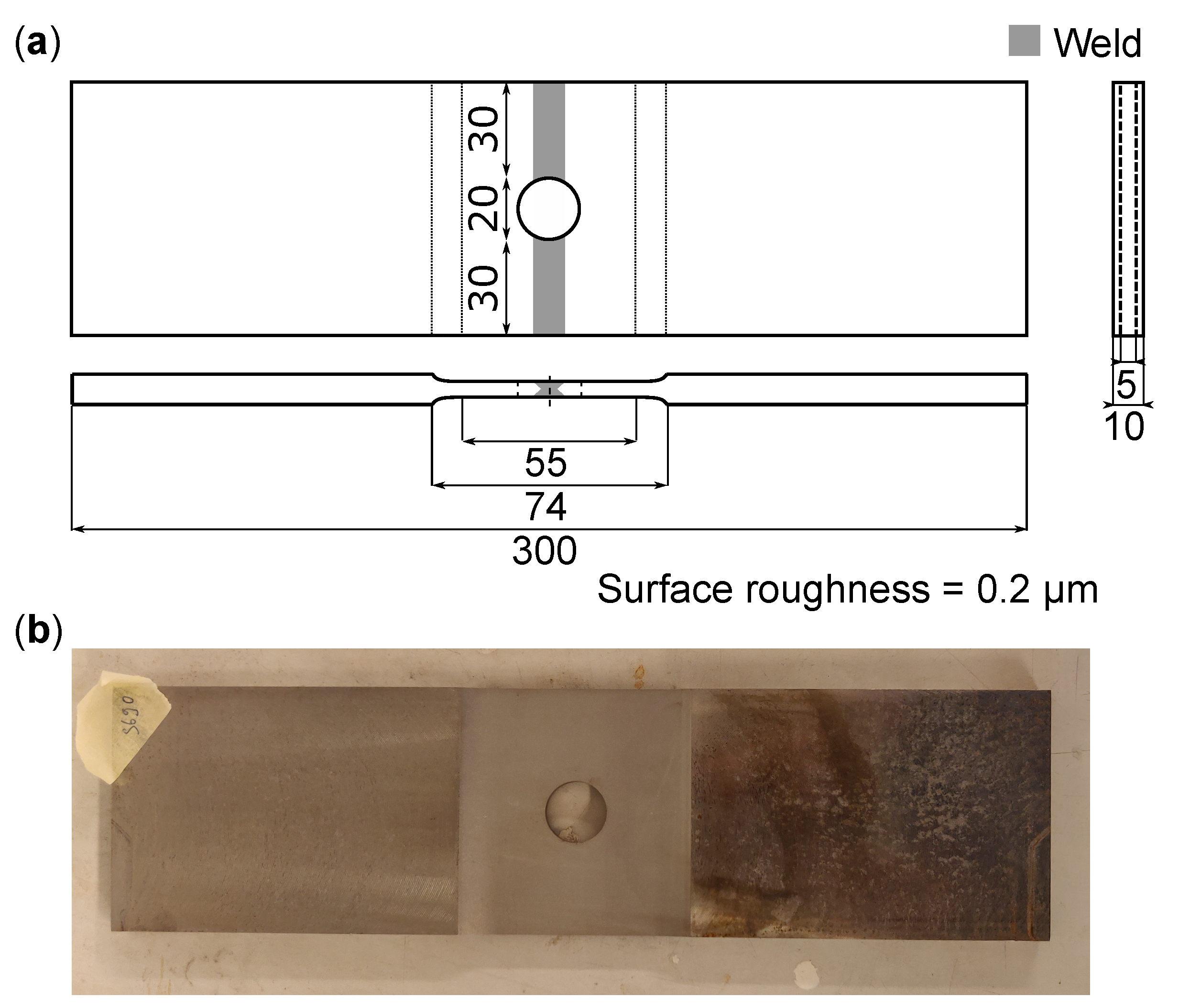
3.1. Material and Weld Samples
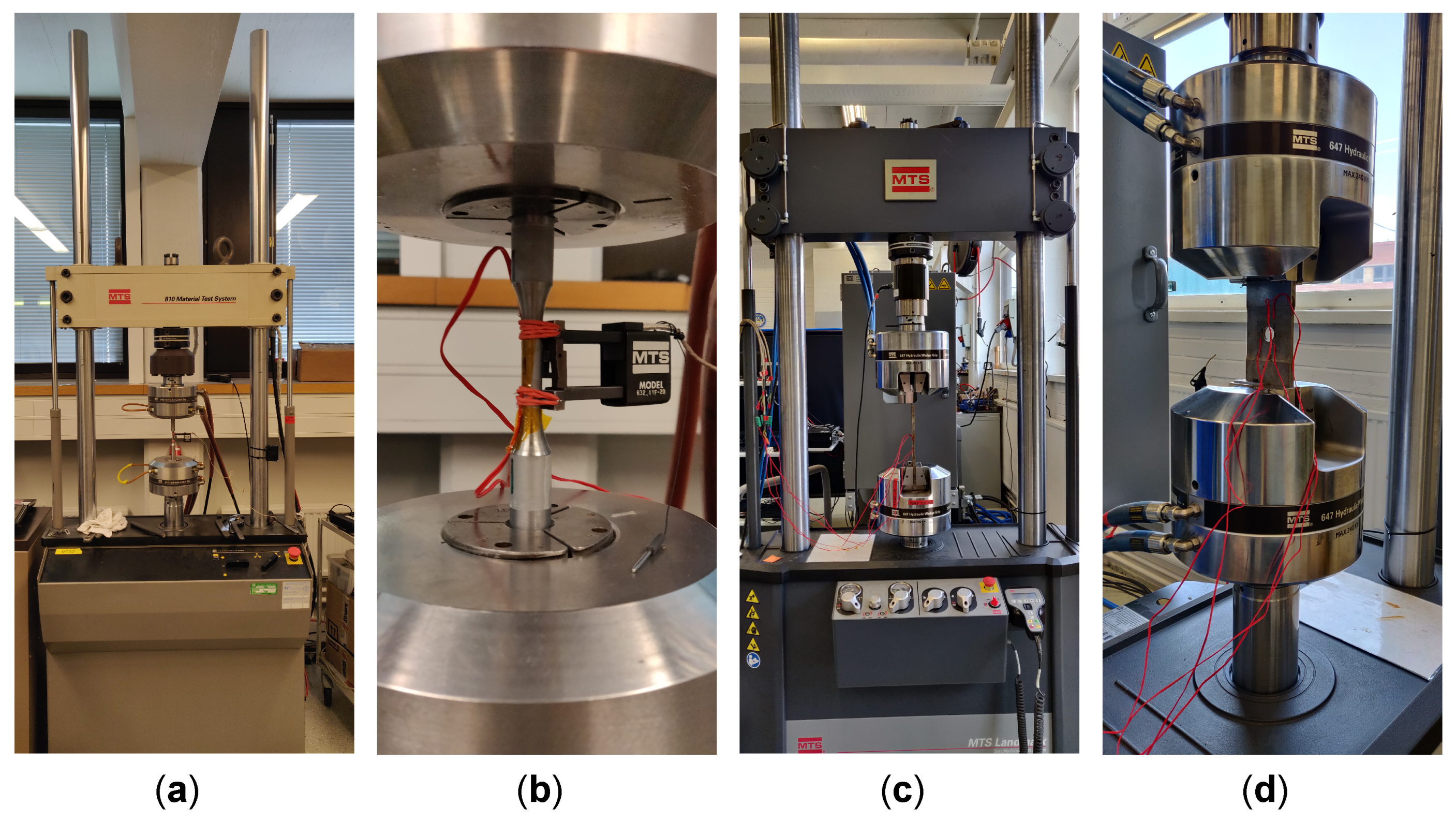
3.2. Experimental Test Setup
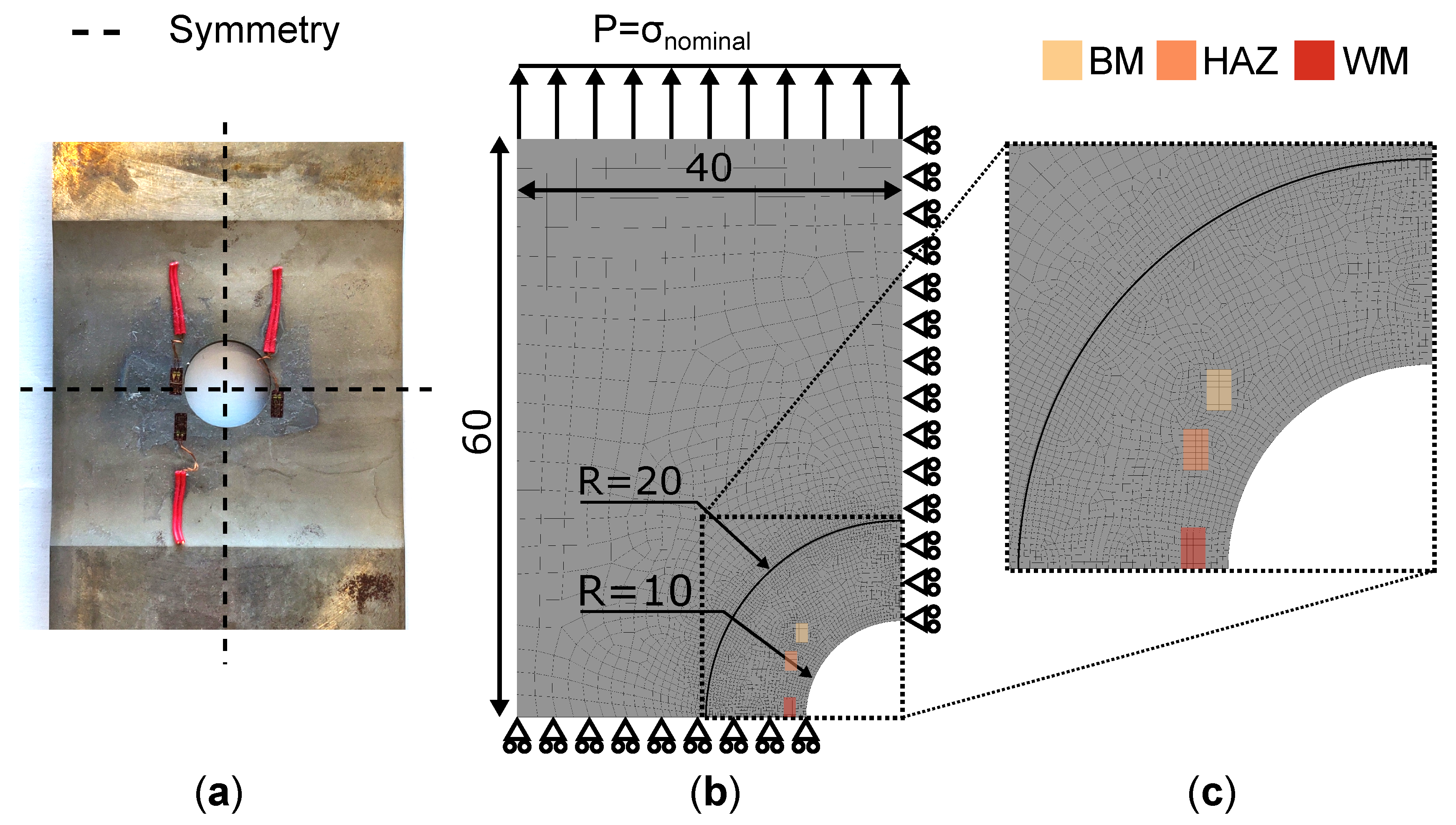
3.3. Finite Element Analysis
4. Results
4.1. V–C Model Parameter Estimation
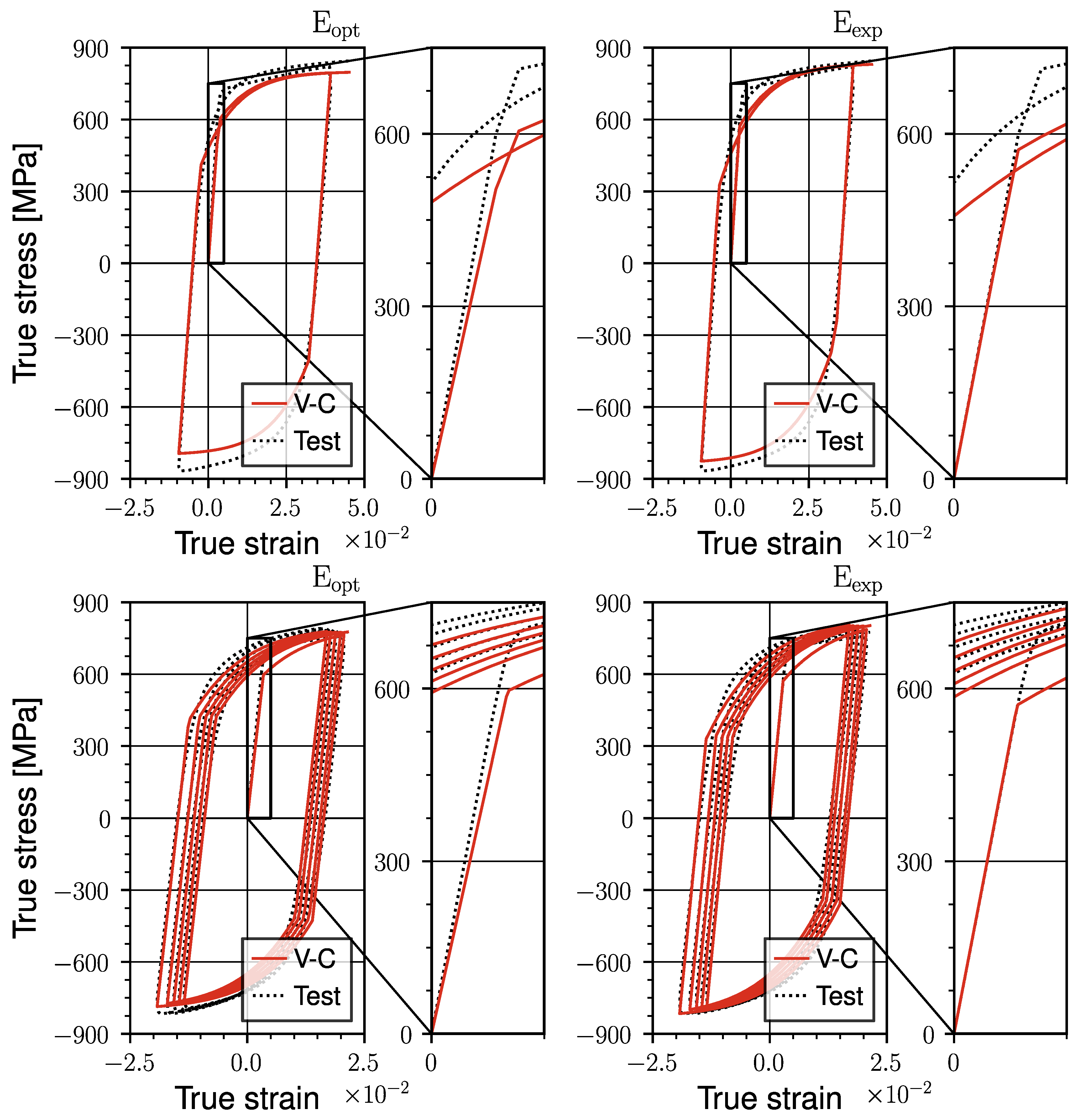
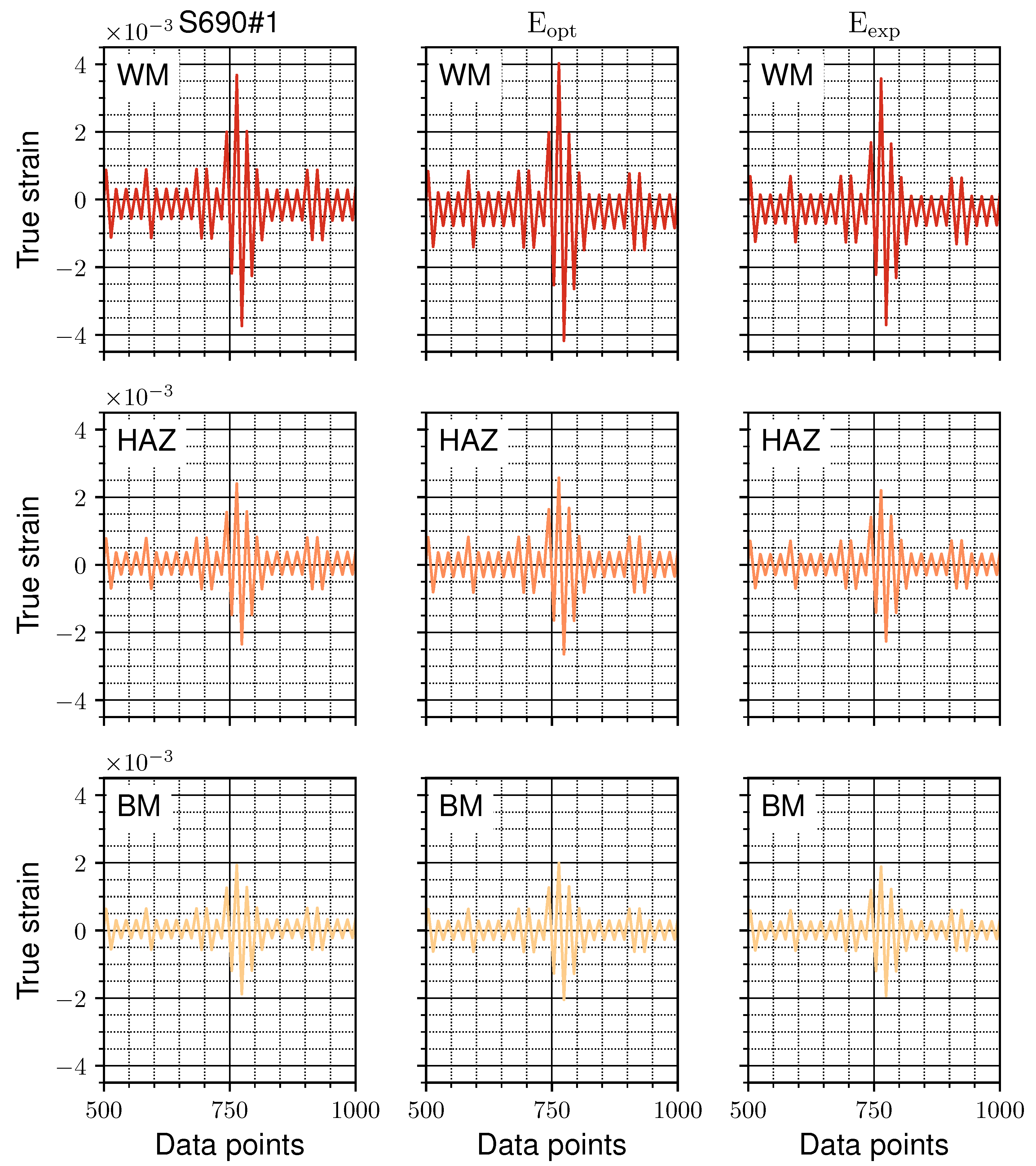
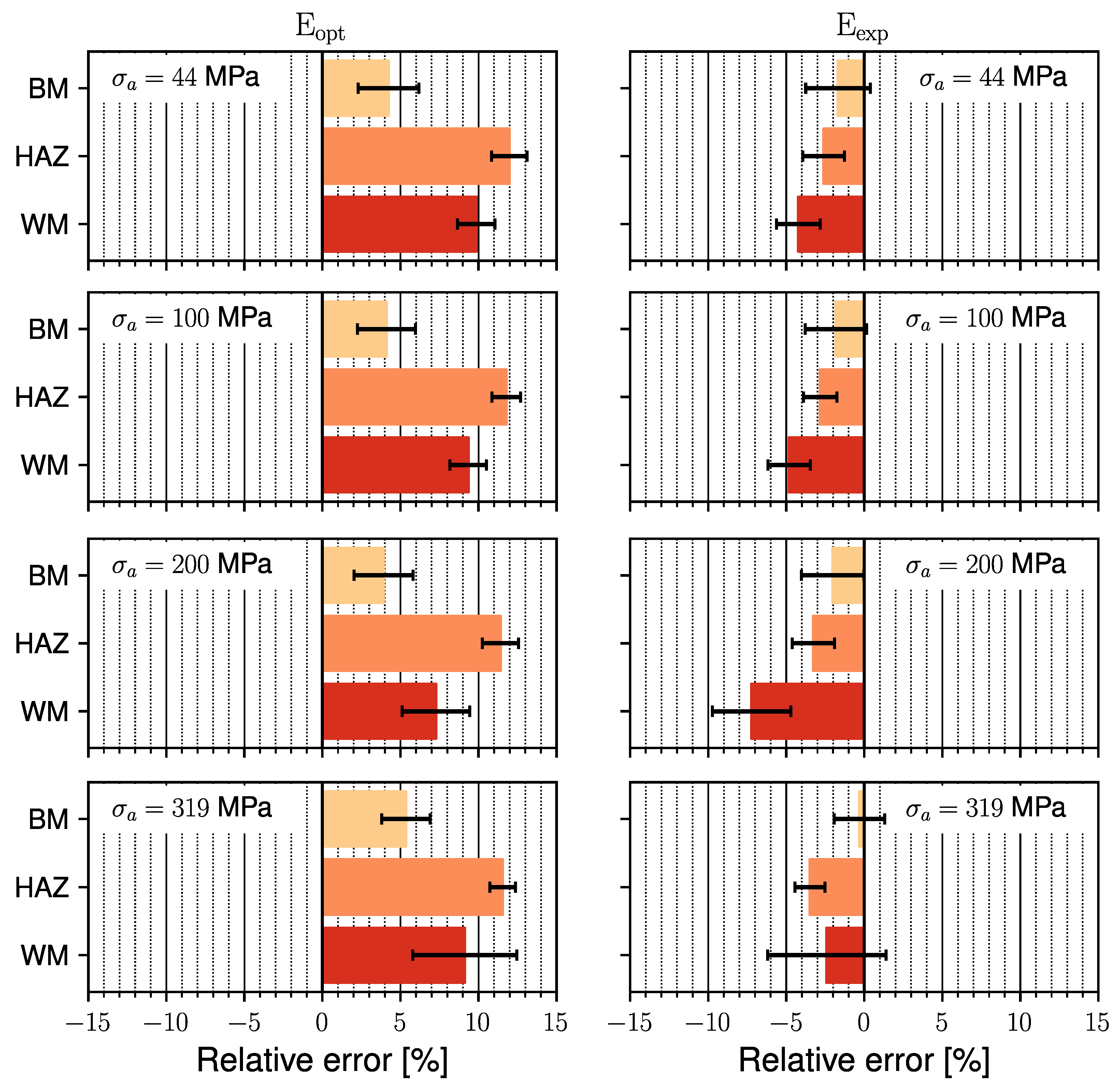
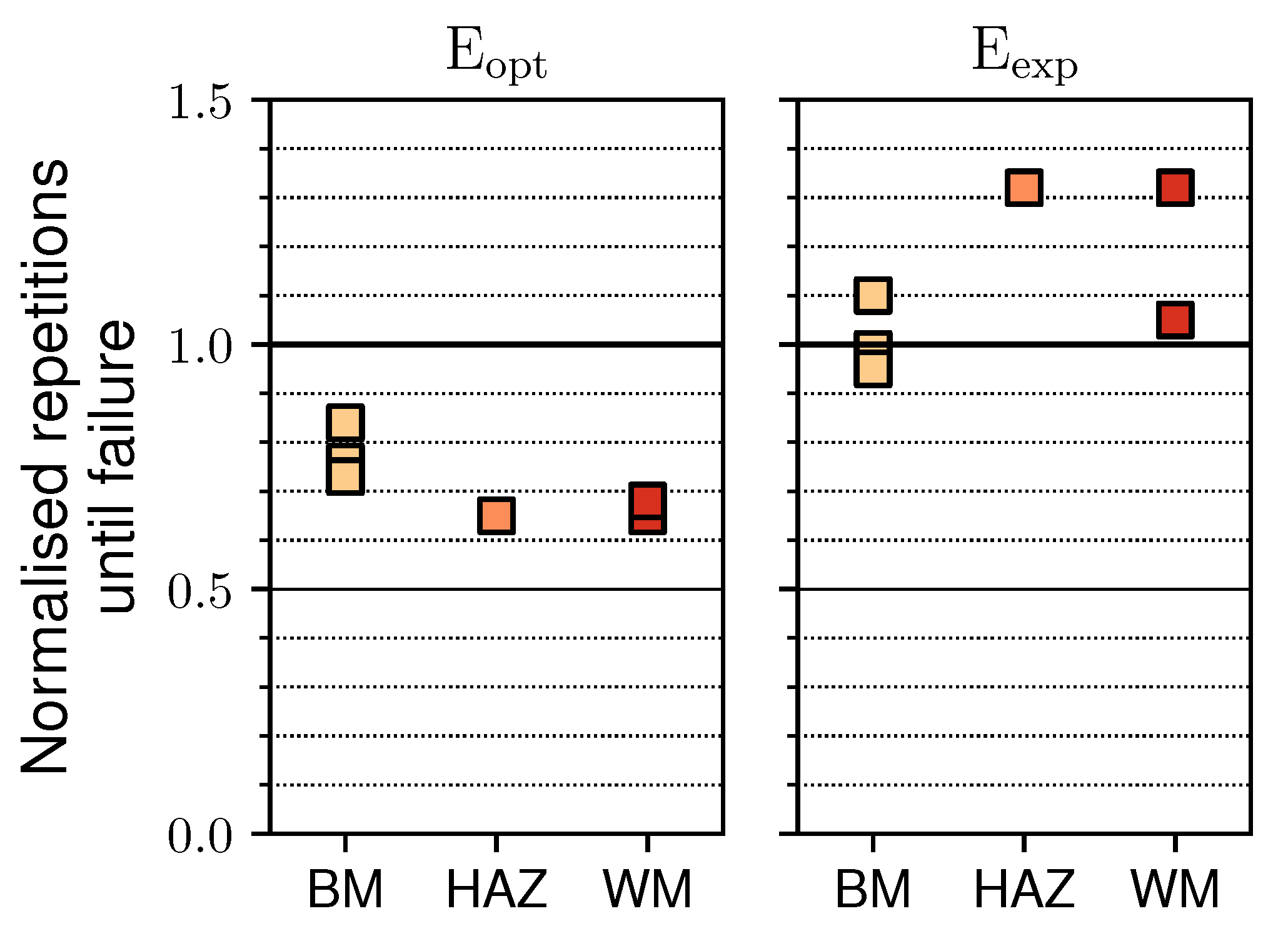
4.2. V–C Model Validation
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mancini, F.; Remes, H.; Romanoff, J.; Gallo, P. Influence of weld rigidity on the non-linear structural response of beams with a curved distortion. Eng. Struct. 2021, 246, 113044. [Google Scholar] [CrossRef]
- Tailored Products. Available online: https://www.meyerwerft.de/en/technologies/tailored_products/index.jsp (accessed on 9 March 2022).
- Gallo, P.; Remes, H.; Romanoff, J. Influence of crack tip plasticity on the slope of fatigue curves for laser stake-welded T-joints loaded under tension and bending. Int. J. Fatigue 2017, 99, 125–136. [Google Scholar] [CrossRef]
- Gallo, P.; Guglielmo, M.; Romanoff, J.; Remes, H. Influence of crack tip plasticity on fatigue behaviour of laser stake-welded T-joints made of thin plates. Int. J. Mech. Sci. 2018, 136, 112–123. [Google Scholar] [CrossRef] [Green Version]
- Liinalampi, S.; Remes, H.; Lehto, P.; Lillemäe, I.; Romanoff, J.; Porter, D. Fatigue strength analysis of laser-hybrid welds in thin plate considering weld geometry in microscale. Int. J. Fatigue 2016, 87, 143–152. [Google Scholar] [CrossRef]
- Remes, H.; Korhonen, E.; Lehto, P.; Romanoff, J.; Niemelä, A.; Hiltunen, P.; Kontkanen, T. Influence of surface integrity on the faitgue strength of high strength steels. J. Constr. Steel Res. 2013, 89, 21–29. [Google Scholar] [CrossRef]
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components; doc. XIII-2151r4-07/XV-1254r4-07; International Institute of Welding: Paris, France, 2008. [Google Scholar]
- Remes, H.; Gallo, P.; Jelovica, J.; Romanoff, J.; Lehto, P. Fatigue strength modeling of high-performing welded joints. Int. J. Fatigue 2020, 135, 105555. [Google Scholar] [CrossRef]
- Devaney, R.J.; O’Donoghue, P.E.; Leen, S.B. Effect of welding on microstructure and mechanical response of X100Q bainitic steel through nanoindentation, tensile, cyclic plasticity and fatigue characterization. Mater. Sci. Eng. A 2021, 804, 140728. [Google Scholar] [CrossRef]
- Hemmesi, K.; Holey, H.; Elmoghazy, A.; Böhm, R.; Farajian, M.; Schulze, V. Modeling and experimental validation of material deformation at different zones of welded structural-steel under multiaxial loading. Mater. Sci. Eng. A 2021, 824, 140826. [Google Scholar] [CrossRef]
- Garcia, M.A.R. Multiaxial Fatigue Analysis of High Strength Steel Welded Joints Using Generalizied Local Approaches. Ph.D. Thesis, École Polytechnique Fédérale de Lausanne, Lausanne, Switzerland, 4 September 2020. [Google Scholar]
- Song, W.; Liu, X.; Xu, J.; Fan, Y.; Shi, D.; Khosravani, M.R.; Berto, F. Multiaxial low cycle fatigue of notched 10CrNi3MoV steel and its undermatched welds. Int. J. Fatigue 2021, 150, 106309. [Google Scholar] [CrossRef]
- Chukkan, J.R.; Wu, G.; Fitzpatrick, M.E.; Eren, E.; Zhang, X.; Kelleher, J. Residual stress redistribution during elastic shake down in welded plates. MATEC Web Conf. 2018, 165, 21004. [Google Scholar] [CrossRef]
- Ono, Y.; Yıldırım, H.C.; Kinoshita, K.; Nussbaumer, A. Damage-based assessment of the fatigue rack initiation site in high strength steel welded joints treated by HFMI. Metals 2022, 12, 145. [Google Scholar] [CrossRef]
- de Castro e Sousa, A.; Suzuki, Y.; Lignos, D.G. Consistency in solving the inverse problem of the Voce-Chaboche constitutive model for plastic straining. J. Eng. Mech. 2020, 146, 04020097. [Google Scholar] [CrossRef]
- Hartloper, A.R.; de Castro e Sousa, A.; Lignos, D.G. Constitutive modeling of structural steels: Nonlinear isotropic/kinematic hardening material model and its calibration. J. Struct. Eng. 2021, 147, 04021031. [Google Scholar] [CrossRef]
- Court-Patience, D.; Garnich, M. FEA strategy for realistic simulation of buckling-restraint braces. J. Struct. Eng. 2021, 147, 04021186. [Google Scholar] [CrossRef]
- Koo, G.-H.; Ahn, S.-W.; Hwang, J.-K.; Kim, J.-S. Shaking table tests to validate inelastic seismic analysis method applicable to nuclear metal components. Appl. Sci. 2021, 11, 9264. [Google Scholar] [CrossRef]
- Agius, D.; Kajtaz, M.; Kourousis, K.I.; Wallbrink, C.; Wang, C.H.; Hu, W.; Silva, J. Sensiticity and optimization of the Chaboche plasticity model parameters in strain-life fatigue predictions. Mater. Des. 2017, 118, 107–121. [Google Scholar] [CrossRef] [Green Version]
- Chaboche, J.L.; Dang Van, K.; Cordier, G. Modelization of the strain memory effect on the cyclic hardening of 316 stainless steel. In Proceedings of the Transactions of the International Conference on Structural Mechanics in Reactor Technology, Berlin, Germany, 13–21 August 1979. [Google Scholar]
- Bari, S.; Hassan, T. Anatomy of coupled constitutive models for ratcheting simulation. Int. J. Fatigue 2000, 16, 381–409. [Google Scholar] [CrossRef]
- Nip, K.H.; Gardner, L.; Davies, C.M.; Elghazouli, A.Y. Extremely low cycle fatigue tests on structural carbon steel and stainless steel. J. Constr. Steel Res. 2010, 66, 96–110. [Google Scholar] [CrossRef]
- Lee, C.; Do, V.; Chang, K. Analysis of uniaxial ratcheting behavior and cyclic mean stress relaxation of a duplex stainless steel. Int. J. Plasticity 2014, 62, 17–33. [Google Scholar] [CrossRef]
- Chaboche, J.L. Time-independent constitutive theories for cyclic plasticity. Int. J. Fatigue 1986, 2, 149–188. [Google Scholar] [CrossRef]
- Smith, C.; Kanvinde, A.; Deierlein, G. Calibration of Continuum Cylic Constitutive Models for Structural Steel Using Particle Swarm Optimization. J. Eng. Mech. 2017, 143, 04017012. [Google Scholar] [CrossRef]
- Rezaiee-Pajand, M.; Sinaie, S. On the calibration of the Chaboche hardening model and a modified hardening rule for uniaxial ratcheting prediction. Int. J. Solids Struct. 2009, 46, 3009–3017. [Google Scholar] [CrossRef] [Green Version]
- Pal, S.; Wije Wathugala, G.; Kundu, S. Calibration of a constitutive model using genetic algorithms. Comput. Geotech. 1996, 19, 325–348. [Google Scholar] [CrossRef]
- Nath, A.; Barai, S.V.; Ray, K.K. Studies on the experimental and simulated cyclic-plasticity response of structural mild steels. J. Constr. Steel Res. 2021, 182, 106652. [Google Scholar] [CrossRef]
- RESSPyLab 1.1.6. Available online: https://pypi.org/project/RESSPyLab/ (accessed on 15 February 2022).
- Voce, E. The relationship between stress and strain for homogeneous deformations. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Armstrong, P.J.; Frederick, C.O. A mathematical representation of the multiaxial Bauschinger effect. Mater. High Temp. 2007, 24, 1–26. [Google Scholar]
- ISO 1099:2006(E); Metallic Materials—Vickers Hardness Test—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2018.
- Boyer, H.E.; Gall, T.L. Metals Handbook, Desk edition; ASM Materials: Park Ohio, OH, USA, 1985; p. 1500. [Google Scholar]
- Roessle, M.L.; Fatemi, A. Strain-controlled fatigue properties of steels and some simple approximations. Int. J. Fatigue 2000, 22, 495–511. [Google Scholar] [CrossRef]
- E 606M-04; Standard Practice for Strain-Controlled Fatigue Testing. ASTM International: West Conshohocken, PA, USA, 2005.
- Petry, A. Nonlinear Material Modelling for Fatigue Life Prediction of Welded Joints in High Strength Marine Structures. Master’s Thesis, Master of Science in Technology, Aalto University, Espoo, Finland, 1 February 2022. [Google Scholar]
- DNV. Fatigue Assessment of Ship Structures; DNv-cG-0129; DNV: Høvik, Norway, 2021. [Google Scholar]
- Hales, R.; Holdsworth, S.R.; O’Donnell, M.P.; Perrin, I.J.; Skelton, R.P. A Code of Practice for the determination of cyclic stress-strain data. Mater. High Temp. 2002, 19, 165–185. [Google Scholar] [CrossRef]
- ISO 12106:2003(E); Metallic Materials—Fatigue Testing—Axial-Strain-Controlled Method. International Organization for Standardization: Geneva, Switzerland, 2003.
- ISO 1099:2006(E); Metallic Materials—Fatigue Testing—Axial Force-Controlled Method. International Organization for Standardization: Geneva, Switzerland, 2006.
- Savitzky, A.; Golay, M.J. Smoothing and differentiation of data by simplified least squares procedures. Anal. Chem. 2002, 36, 1627–1639. [Google Scholar] [CrossRef]
- E 8M-04; Standard Test Methods for Tension Testing of Metallic Materials [Metric]. ASTM International: West Conshohocken, PA, USA, 2003.
- ANSYS Student 2021 R2; ANSYS, Inc.: Canonsburg, PA, USA, 2021; Available online: https://www.ansys.com/academic/students/ansys-student (accessed on 17 March 2022).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Nb | V | Ti | Cu | Cr | Ni | Mo | N | B | CET |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | V | Ti | Al | As | Sn | Pb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Load Protocol | Specimen [#] | [%] | Analyzed Signal |
|---|---|---|---|
| One cycle and tension | 2 | Whole signal | |
| One cycle and tension | 1 | Whole signal | |
| Constant amplitude | 5 | First five cycles | |
| Constant amplitude | 6 | First five cycles | |
| Constant amplitude | 3 | First five cycles | |
| Constant amplitude | 4 | First five cycles | |
| Incremental step | 8 | First two repetitions | |
| Incremental step | 9 | First two repetitions | |
| Validation | S690#1 | - | First five repetitions |
| Validation | S690#2 | - | First five repetitions |
| Zone | [MPa] | [MPa] | [MPa] | b | [MPa] | [MPa] | |||
|---|---|---|---|---|---|---|---|---|---|
| WM | 596 | 8685 | |||||||
| WM | 571 | ||||||||
| HAZ | 608 | 8725 | |||||||
| HAZ | 586 | 8315 | |||||||
| BM | 694 | ||||||||
| BM | 728 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petry, A.; Gallo, P.; Remes, H.; Niemelä, A. Optimizing the Voce–Chaboche Model Parameters for Fatigue Life Estimation of Welded Joints in High-Strength Marine Structures. J. Mar. Sci. Eng. 2022, 10, 818. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10060818
Petry A, Gallo P, Remes H, Niemelä A. Optimizing the Voce–Chaboche Model Parameters for Fatigue Life Estimation of Welded Joints in High-Strength Marine Structures. Journal of Marine Science and Engineering. 2022; 10(6):818. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10060818
Chicago/Turabian StylePetry, Alice, Pasquale Gallo, Heikki Remes, and Ari Niemelä. 2022. "Optimizing the Voce–Chaboche Model Parameters for Fatigue Life Estimation of Welded Joints in High-Strength Marine Structures" Journal of Marine Science and Engineering 10, no. 6: 818. https://0-doi-org.brum.beds.ac.uk/10.3390/jmse10060818