CaSiO3-HAp Structural Bioceramic by Sol-Gel and SPS-RS Techniques: Bacteria Test Assessment

 ,
,  , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis Technique
2.2.1. The Sol-Gel (Template) Synthesis of Amorphous Composite Powder Ca6Si6O17·2OH (Xonotlite)
2.2.2. Preparation of the Sintering Mixture Added with Reaction Mixture Additive
2.2.3. SPS-RS Fabrication of the Composite CaSiO3 (Wollastonite)/HAp Ceramics
2.3. Microbiological Test
2.4. Characterization Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dubok, V.A. Bioceramics—Yesterday, Today, Tomorrow. Powder Metall. Met. Ceram. 2001, 39, 381–394. [Google Scholar] [CrossRef]
- Stevens, M.M. Biomaterials for bone materials that enhance bone regeneration have a wealth of potential. Bone 2008, 11, 18–25. [Google Scholar]
- Sainitya, R.; Sriram, M.; Kalyanaraman, V.; Dhivya, S.; Saravanan, S.; Vairamani, M.; Sastry, T.P.; Selvamurugan, N. Scaffolds containing chitosan/carboxymethyl cellulose/mesoporous wollastonite for bone tissue engineering. Int. J. Biol. Macromol. 2015, 80, 481–488. [Google Scholar] [CrossRef] [PubMed]
- Sautier, J.M.; Kokubo, T.; Ohtsuki, T.; Nefussi, J.R.; Boulekbache, H.; Oboeuf, M.; Loty, S.; Loty, C.; Forest, N. Bioactive glass-ceramic containing crystalline apatite and wollastonite initiates biomineralization in bone cell cultures. Calcif. Tissue Int. 1994, 55, 458–466. [Google Scholar] [CrossRef] [PubMed]
- Saadaldin, S.A.; Rizkalla, A.S. Synthesis and characterization of wollastonite glass-ceramics for dental implant applications. Dent. Mater. 2014, 30, 364–371. [Google Scholar] [CrossRef] [PubMed]
- Papynov, E.K.; Shichalin, O.O.; Apanasevich, V.I.; Portnyagin, A.S.; Yu, M.V.; Yu, B.I.; Merkulov, E.B.; Kaidalova, T.A.; Modin, E.B.; Afonin, I.S.; et al. Sol-gel (template) synthesis of osteoplastic CaSiO3/HAp powder biocomposite: “In vitro” and “in vivo” biocompatibility assessment. Powder Technol. 2020, 367, 762–773. [Google Scholar] [CrossRef]
- Bheemaneni, G.; Saravana, S.; Kandaswamy, R. Processing and characterization of poly(butylene adipate-co-terephthalate)/wollastonite biocomposites for medical applications. Mater. Today Proc. 2018, 5, 1807–1816. [Google Scholar] [CrossRef]
- Maxim, L.D.; Niebo, R.; Utell, M.J.; McConnell, E.E.; Larosa, S.; Segrave, A.M. Wollastonite toxicity: An update. Inhal. Toxicol. 2014, 26, 95–112. [Google Scholar] [CrossRef]
- Lin, K.; Lin, C.; Zeng, Y. High mechanical strength bioactive wollastonite bioceramics sintered from nanofibers. RSC Adv. 2016, 6, 13867–13872. [Google Scholar] [CrossRef]
- Hu, Y.; Xiao, Z.; Wang, H.; Ye, C.; Wu, Y.; Xu, S. Fabrication and characterization of porous CaSiO3 ceramics. Ceram. Int. 2018, 45, 3710–3714. [Google Scholar] [CrossRef]
- Adams, L.A.; Essien, E.R.; Kaufmann, E.E. A new route to sol-gel crystalline wollastonite bioceramic. J. Asian Ceram. Soc. 2018, 6, 132–138. [Google Scholar] [CrossRef]
- Tian, L.; Wang, L.; Wang, K.; Zhang, Y.; Liang, J. The Preparation and properties of porous sepiolite ceramics. Sci. Rep. 2019, 9, 2–10. [Google Scholar] [CrossRef] [PubMed]
- Biswas, N.; Samanta, A.; Podder, S.; Ghosh, C.K.; Ghosh, J.; Das, M.; Mallik, A.K.; Mukhopadhyay, A.K. Phase pure, high hardness, biocompatible calcium silicates with excellent anti-bacterial and biofilm inhibition efficacies for endodontic and orthopaedic applications. J. Mech. Behav. Biomed. Mater. 2018, 86, 264–283. [Google Scholar] [CrossRef] [PubMed]
- Ingole, V.H.; Sathe, B.; Ghule, A.V. Bioactive ceramic composite material stability, characterization, and bonding to bone. In Fundamental Biomaterials: Ceramics; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; pp. 273–296. [Google Scholar]
- Ni, S.; Chang, J. In vitro degradation, bioactivity, and cytocompatibility of calcium silicate, dimagnesium silicate, and tricalcium phosphate bioceramics. J. Biomater. Appl. 2009, 24, 139–158. [Google Scholar] [CrossRef] [PubMed]
- De Aza, P.N.; Guitian, F.; De Aza, S. Bioactivity of wollastonite ceramics: In vitro evaluation. Scr. Metall. Mater. 1994, 31, 1001–1005. [Google Scholar] [CrossRef]
- Azarov, G.M.; Maiorova, E.V.; Oborina, M.A.; Belyakov, A.V. Wollastonite raw materials and their applications (a review). Glas. Ceram. 1995, 52, 237–240. [Google Scholar] [CrossRef]
- Golovanova, O.A. Experimental Modeling of Formation of the Basic Mineral Phases of Calcifications. Russ. J. Inorg. Chem. 2018, 63, 1541–1545. [Google Scholar] [CrossRef]
- Fadeeva, T.V.; Golovanova, O.A. Physicochemical Properties of Brushite and Hydroxyapatite Prepared in the Presence of Chitin and Chitosan. Russ. J. Inorg. Chem. 2019, 64, 847–856. [Google Scholar] [CrossRef]
- Huang, Q.W.; Wang, L.P.; Wang, J.Y. Mechanical properties of artificial materials for bone repair. J. Shanghai Jiaotong Univ. 2014, 19, 675–680. [Google Scholar] [CrossRef]
- Juhasz, J.A.; Best, S.M. Bioactive ceramics: Processing, structures and properties. J. Mater. Sci. 2012, 47, 610–624. [Google Scholar] [CrossRef]
- Guglielmi, M.; Kickelbick, G.; Martucci, A. Sol-Gel Nanocomposites; Aegerter, M., Prassas, M., Eds.; Springer: New York, NY, USA, 2014. [Google Scholar]
- Ros-Tárraga, P.; Murciano, Á.; Mazón, P.; Gehrke, S.A.; De Aza, P.N. In vitro behaviour of sol-gel interconnected porous scaffolds of doped wollastonite. Ceram. Int. 2017, 43, 11034–11038. [Google Scholar] [CrossRef]
- Lin, K.; Chang, J.; Chen, G.; Ruan, M.; Ning, C. A simple method to synthesize single-crystalline β-wollastonite nanowires. J. Cryst. Growth 2007, 300, 267–271. [Google Scholar] [CrossRef]
- Singh, N.B. Hydrothermal synthesis of β-dicalcium silicate (β-Ca2SiO4). Prog. Cryst. Growth Charact. Mater. 2006, 52, 77–83. [Google Scholar] [CrossRef]
- Solonenko, A.P.; Blesman, A.I.; Polonyankin, D.A. Preparation and in vitro apatite-forming ability of hydroxyapatite and β-wollastonite composite materials. Ceram. Int. 2018, 44, 17824–17834. [Google Scholar] [CrossRef]
- Palakurthy, S.; Samudrala, R.K. In vitro bioactivity and degradation behaviour of β-wollastonite derived from natural waste. Mater. Sci. Eng. C 2019, 98, 109–117. [Google Scholar] [CrossRef] [PubMed]
- Ismail, H.; Shamsudin, R.; Abdul Hamid, M.A. Effect of autoclaving and sintering on the formation of β-wollastonite. Mater. Sci. Eng. C 2016, 58, 1077–1081. [Google Scholar] [CrossRef]
- Bakan, F.; Laçin, O. A novel low temperature sol—gel synthesis process for thermally stable nano crystalline hydroxyapatite. Powder Technol. 2013, 233, 295–302. [Google Scholar] [CrossRef]
- Wang, P.; Li, C.; Gong, H.; Jiang, X.; Wang, H.; Li, K. Effects of synthesis conditions on the morphology of hydroxyapatite nanoparticles produced by wet chemical process. Powder Technol. 2010, 203, 315–321. [Google Scholar] [CrossRef]
- Xu, J.L.; Khor, K.A.; Kumar, R. Physicochemical differences after densifying radio frequency plasma sprayed hydroxyapatite powders using spark plasma and conventional sintering techniques. Mater. Sci. Eng. A 2007, 457, 24–32. [Google Scholar] [CrossRef]
- Ergun, C. Enhanced phase stability in hydroxylapatite/zirconia composites with hot isostatic pressing. Ceram. Int. 2011, 37, 935–942. [Google Scholar] [CrossRef]
- Viswanathan, V.; Laha, T.; Balani, K.; Agarwal, A.; Seal, S. Challenges and advances in nanocomposite processing techniques. Mater. Sci. Eng. R Rep. 2006, 54, 121–285. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Tokita, M. Spark Plasma Sintering (SPS) Method, Systems, and Applications. In Handbook of Advanced Ceramics: Materials, Applications, Processing and Properties; Somiya, S., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 1149–1178. [Google Scholar]
- Simonenko, T.L.; Kalinina, M.V.; Simonenko, N.P.; Simonenko, E.P.; Glumov, O.V.; Mel’nikova, N.A.; Murin, I.V.; Shichalin, O.O.; Papynov, E.K.; Shilova, O.A. Spark plasma sintering of nanopowders in the CeO2-Y2O3 system as a promising approach to the creation of nanocrystalline intermediate-temperature solid electrolytes. Ceram. Int. 2018, 44, 19879–19884. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Simonenko, T.L.; Grishin, A.V.; Tal’skikh, K.Y.; Gridasova, E.A.; Papynov, E.K.; Shichalin, O.O.; Sevastyanov, V.G.; Kuznetsov, N.T. Sol-gel synthesis of SiC@Y3Al5O12 composite nanopowder and preparation of porous SiC-ceramics derived from it. Mater. Chem. Phys. 2019, 235, 121734. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Mayorov, V.Y.; Modin, E.B.; Portnyagin, A.S.; Tkachenko, I.A.; Belov, A.A.; Gridasova, E.A.; Tananaev, I.G.; Avramenko, V.A. Spark Plasma Sintering as a high-tech approach in a new generation of synthesis of nanostructured functional ceramics. Nanotechnol. Russ. 2017, 12, 49–61. [Google Scholar] [CrossRef]
- Wang, H.; He, Z.; Li, D.; Lei, R.; Chen, J.; Xu, S. Low temperature sintering and microwave dielectric properties of CaSiO3–Al2O3 ceramics for LTCC applications. Ceram. Int. 2014, 40, 3895–3902. [Google Scholar] [CrossRef]
- Chen, S.; Zhou, X.; Zhang, S.; Li, B.; Zhang, T. Low temperature preparation of the β-CaSiO3 ceramics based on the system CaO-SiO2-BaO-B2O3. J. Alloys Compd. 2010, 505, 613–618. [Google Scholar] [CrossRef]
- Harabi, A.; Chehlatt, S. Preparation process of a highly resistant wollastonite bioceramics using local raw materials. J. Therm. Anal. Calorim. 2013, 111, 203–211. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Mayorov, V.Y.; Modin, E.B.; Portnyagin, A.S.; Gridasova, E.A.; Agafonova, I.G.; Zakirova, A.E.; Tananaev, I.G.; Avramenko, V.A. Sol-gel and SPS combined synthesis of highly porous wollastonite ceramic materials with immobilized Au-NPs. Ceram. Int. 2017, 43, 8509–8516. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Modin, E.B.; Mayorov, V.Y.; Portnyagin, A.S.; Kobylyakov, S.P.; Golub, A.V.; Medkov, M.A.; Tananaev, I.G.; Avramenko, V.A. Wollastonite ceramics with bimodal porous structures prepared by sol–gel and SPS techniques. RSC Adv. 2016, 6, 34066–34073. [Google Scholar] [CrossRef]
- Papynov, E.K.; Mayorov, V.Y.; Portnyagin, A.S.; Shichalin, O.O.; Kobylyakovt, S.P.; Kaidalova, T.A.; Nepomnyashiy, A.V.; Sokol’nitskaya, T.A.; Zub, Y.L.; Avramenko, V.A. Application of carbonaceous template for porous structure control of ceramic composites based on synthetic wollastonite obtained via Spark Plasma Sintering. Ceram. Int. 2015, 41, 1171–1176. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Buravlev, I.Y.; Portnyagin, A.S. Reactive spark plasma synthesis of porous bioceramic wollastonite. Russ. J. Inorg. Chem. 2020, 65, 263–270. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Apanasevich, V.I.; Afonin, I.S.; Evdokimov, I.O.; Mayorov, V.Y.; Portnyagin, A.S.; Agafonova, I.G.; Skurikhina, Y.E.; Medkov, M.A. Synthetic CaSiO3 sol-gel powder and SPS ceramic derivatives: “In vivo” toxicity assessment. Prog. Nat. Sci. Mater. Int. 2019, 29, 569–575. [Google Scholar] [CrossRef]
- Dudina, D.V.; Mukherjee, A.K. Reactive spark plasma sintering: Successes and challenges of nanomaterial synthesis. J. Nanomater. 2013, 2013, 625218. [Google Scholar] [CrossRef]
- Simonenko, E.P.; Simonenko, N.P.; Papynov, E.K.; Shichalin, O.O.; Golub, A.V.; Mayorov, V.Y.; Avramenko, V.A.; Sevastyanov, V.G.; Kuznetsov, N.T. Preparation of porous SiC-ceramics by sol–gel and spark plasma sintering. J. Sol-Gel Sci. Technol. 2017, 82, 748–759. [Google Scholar] [CrossRef]
- Kosyanov, D.Y.; Yavetskiy, R.P.; Vorona, I.O.; Shichalin, O.O.; Papynov, E.K.; Vornovskikh, A.A.; Kuryavyi, V.G.; Vovna, V.I.; Golokhvast, K.S.; Tolmachev, A.V. Transparent 4 at% Nd3+:Y3Al5O12 ceramic by reactive spark plasma sintering. AIP Conf. Proc. 2017, 1874, 1–5. [Google Scholar]
- Papynov, E.K.; Shichalin, O.O.; Skurikhina, Y.E.; Turkutyukov, V.B.; Medkov, M.A.; Grishchenko, D.N.; Portnyagin, A.S.; Merkulov, E.B.; Apanasevich, V.I.; Geltser, B.I.; et al. ZrO2-phosphates porous ceramic obtained via SPS-RS “in situ” technique: Bacteria test assessment. Ceram. Int. 2019, 45, 13838–13846. [Google Scholar] [CrossRef]
- Wang, H.H.; Li, X.R.; Fei, G.Q.; Mou, J. Synthesis, morphology and rheology of core-shell silicone acrylic emulsion stabilized with polymerisable surfactant. Express Polym. Lett. 2010, 4, 670–680. [Google Scholar] [CrossRef]
- Papynov, E.K.; Mayorov, V.Y.; Palamarchuk, M.S.; Bratskaya, S.Y.; Avramenko, V.A. Sol–gel synthesis of porous inorganic materials using “core–shell” latex particles as templates. J. Sol-Gel Sci. Technol. 2013, 68, 374–386. [Google Scholar] [CrossRef]
- Suchanek, W.; Yoshimura, M. Processing and properties of hydroxyapatite-based biomaterials for use as hard tissue replacement implants. J. Mater. Res. 1998, 13, 94–117. [Google Scholar] [CrossRef]
- Ravaglioli, A.; Krajewski, A. Bioceramics, 1st ed.; Springer: Amsterdam, The Netherlands, 1992. [Google Scholar]
- Peppas, N.A. Handbook of Biomaterial Properties, 1st ed.; Black, J., Hastings, G., Eds.; Springer: New York, NY, USA, 1998; Volume 65. [Google Scholar]
- Callejas-Díaz, A.; Fernández-Pérez, C.; Ramos-Martínez, A.; Múñez-Rubio, E.; Sánchez-Romero, I.; Vargas Núñez, J.A. Impact of Pseudomonas aeruginosa bacteraemia in a tertiary hospital: Mortality and prognostic factors. Med. Clin. 2018, 152, 83–89. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| # | Sample Notation | Ratio, wt% | Quantity, wt% | ||
|---|---|---|---|---|---|
| Wollastonite | * HAp | ** Carbon Fiber (CF) | ** Graphite Powder (GP) | ||
| 1 | CaSiO3-(50)Hap | 50 | 50 | - | - |
| 2 | CaSiO3-(20)Hap | 80 | 20 | - | - |
| 3 | CaSiO3-(20)Hap/5(CF) | 80 | 20 | 5 | - |
| 4 | CaSiO3-(20)Hap/10(CF) | 80 | 20 | 10 | - |
| 5 | CaSiO3-(20)Hap/5(CF)-10(GP) | 80 | 20 | 5 | 10 |
| 6 | CaSiO3-(20)Hap/10(CF)-10(GP) | 80 | 20 | 10 | 10 |
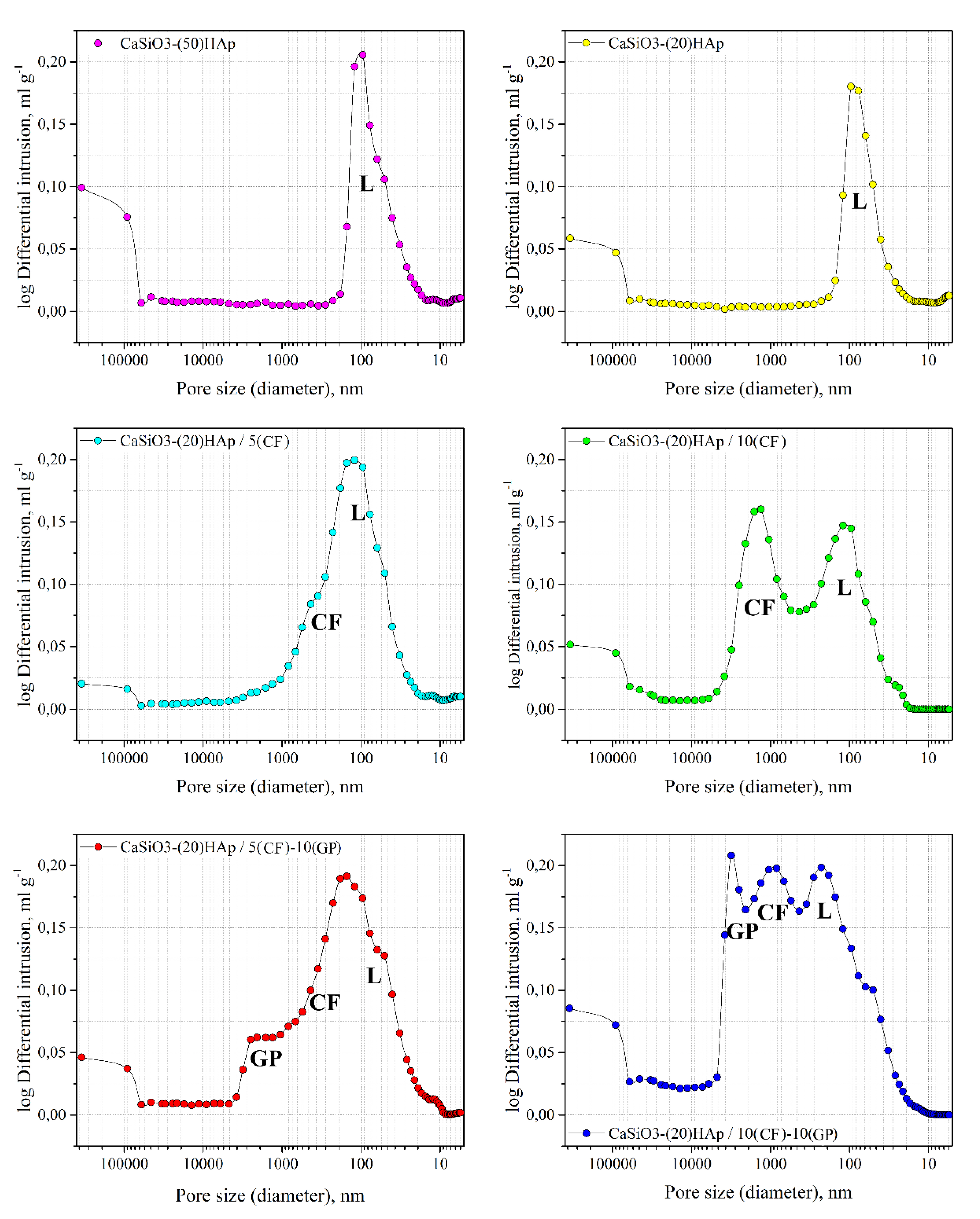
| # | Sample | Sspec., m2·g−1 | Vpore, mL/g | Porosity, % |
|---|---|---|---|---|
| 1 | CaSiO3-(50)HAp | 2.8 ± 0.1 | 0.18 ± 0.01 | 8.3 |
| 2 | CaSiO3-(20)HAp | 2.6 ± 0.1 | 0.13 ± 0.01 | 9.7 |
| 3 | CaSiO3-(20)HAp/5(CF) | 2.9 ± 0.1 | 0.21 ± 0.01 | 18.5 |
| 4 | CaSiO3-(20)HAp/10(CF) | 1.9 ± 0.1 | 0.26 ± 0.01 | 19.7 |
| 5 | CaSiO3-(20)HAp/5(CF)-10(GP) | 4.9 ± 0.1 | 0.28 ± 0.01 | 25.4 |
| 6 | CaSiO3-(20)HAp/10(CF)-10(GP) | 4 ± 0.1 | 0.43 ± 0.01 | 27.7 |
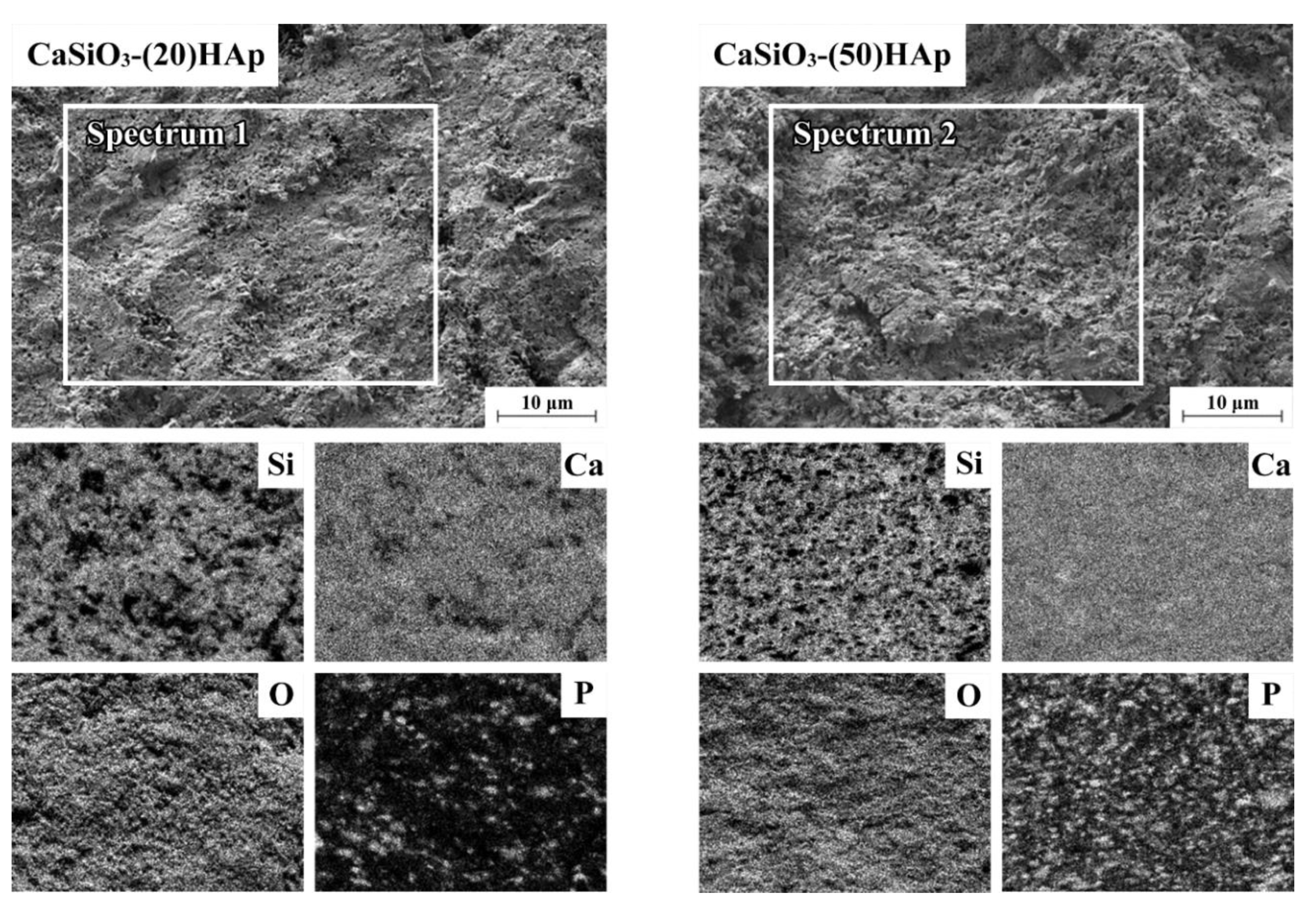
| Samples | Spectra | C | O | Si | P | Ca |
|---|---|---|---|---|---|---|
| CaSiO3-(20)HAp | Spectrum 1 | 6.31 ± 0.03 | 67.49 ± 0.03 | 11.84 ± 0.03 | 2.15 ± 0.03 | 12.21 ± 0.03 |
| CaSiO3-(50)HAp | Spectrum 2 | 6.96 ± 0.03 | 68.81 ± 0.03 | 8.09 ± 0.03 | 4.78 ± 0.03 | 11.36 ± 0.03 |
| # | Samples | ED, g·sm−3 | RD, % | HV | σcs., MPa | E, MPa (3000–5000 H) | Deformation, % |
|---|---|---|---|---|---|---|---|
| 1 | CaSiO3-(50)HAp | 2.723 ± 0.005 | 91.7 | 146 | 362 | 2564 | 5.3 |
| 2 | CaSiO3-(20)HAp | 2.586 ± 0.005 | 90.2 | 134 | 302 | 2224 | 4.1 |
| 3 | CaSiO3-(20)HAp/5(CF) | 2.334 ± 0.005 | 81.4 | 64 | 176 | 1997 | 5.2 |
| 4 | CaSiO3-(20)HAp/10(CF) | 2.301 ± 0.005 | 80 | 34 | 111 | 1421 | 6.3 |
| 5 | CaSiO3-(20)HAp/5(CF)-10(GP) | 2.137 ± 0.005 | 74.6 | 26 | 75 | 1379 | 8.7 |
| 6 | CaSiO3-(20)HAp/10(CF)-10(GP) | 2.069 ± 0.005 | 72.2 | 1< | 35 | 1358 | 9.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papynov, E.; Shichalin, O.; Buravlev, I.; Belov, A.; Portnyagin, A.; Mayorov, V.; Merkulov, E.; Kaidalova, T.; Skurikhina, Y.; Turkutyukov, V.; et al. CaSiO3-HAp Structural Bioceramic by Sol-Gel and SPS-RS Techniques: Bacteria Test Assessment. J. Funct. Biomater. 2020, 11, 41. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb11020041
Papynov E, Shichalin O, Buravlev I, Belov A, Portnyagin A, Mayorov V, Merkulov E, Kaidalova T, Skurikhina Y, Turkutyukov V, et al. CaSiO3-HAp Structural Bioceramic by Sol-Gel and SPS-RS Techniques: Bacteria Test Assessment. Journal of Functional Biomaterials. 2020; 11(2):41. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb11020041
Chicago/Turabian StylePapynov, Evgeniy, Oleg Shichalin, Igor Buravlev, Anton Belov, Arseniy Portnyagin, Vitaliy Mayorov, Evgeniy Merkulov, Taisiya Kaidalova, Yulia Skurikhina, Vyacheslav Turkutyukov, and et al. 2020. "CaSiO3-HAp Structural Bioceramic by Sol-Gel and SPS-RS Techniques: Bacteria Test Assessment" Journal of Functional Biomaterials 11, no. 2: 41. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb11020041