Selection of an Optimal Abrasion Wheel Type for Nano-Coating Wear Studies under Wet or Dry Abrasion Conditions

 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials for Abrasion
2.2. Characterization of Initial Nanocoating Properties
2.3. Instrumentation and Abrasion Parameters
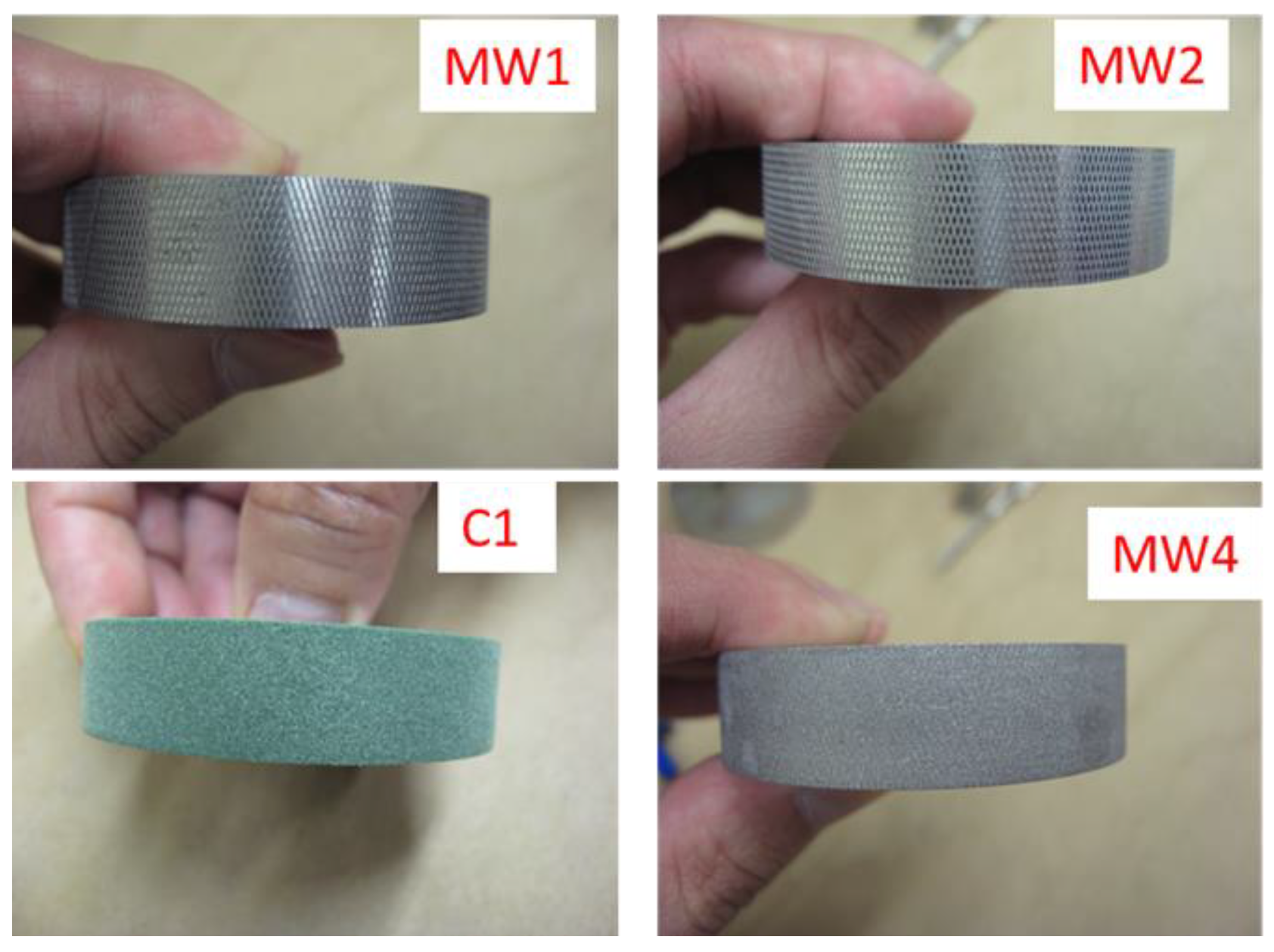
- C1: Commercial abrasion wheels having a rubberized abrading surface (mild to medium abrading action); soft and smooth. Mechanical profiling data was not collected because the abrading surface was too soft.
- MW1: A stainless steel wheel (410 SS, which is easy to machine)-0.0015” (38.1 µm) deep cross patch (MW stands for metallic wheel).
- MW2: A stainless steel wheel (316 SS, chromium-nickel stainless steel with added molybdenum, highly corrosion resistant)-0.00075” (19 µm) deep cross patch.
- MW3: Obtained by polishing MW2 wheel with 120-grit sand paper.
- MW4: MW3 wheel sandblasted with silica-free coal slag blasting abrasives.
2.4. Quantification of Released Particles on the Sample Surface
3. Results and Discussion
3.1. Development of LSCM Method for Quantification of Release Particles on NC Surfaces
3.2. Surface Release Particles by Dry Abrasion
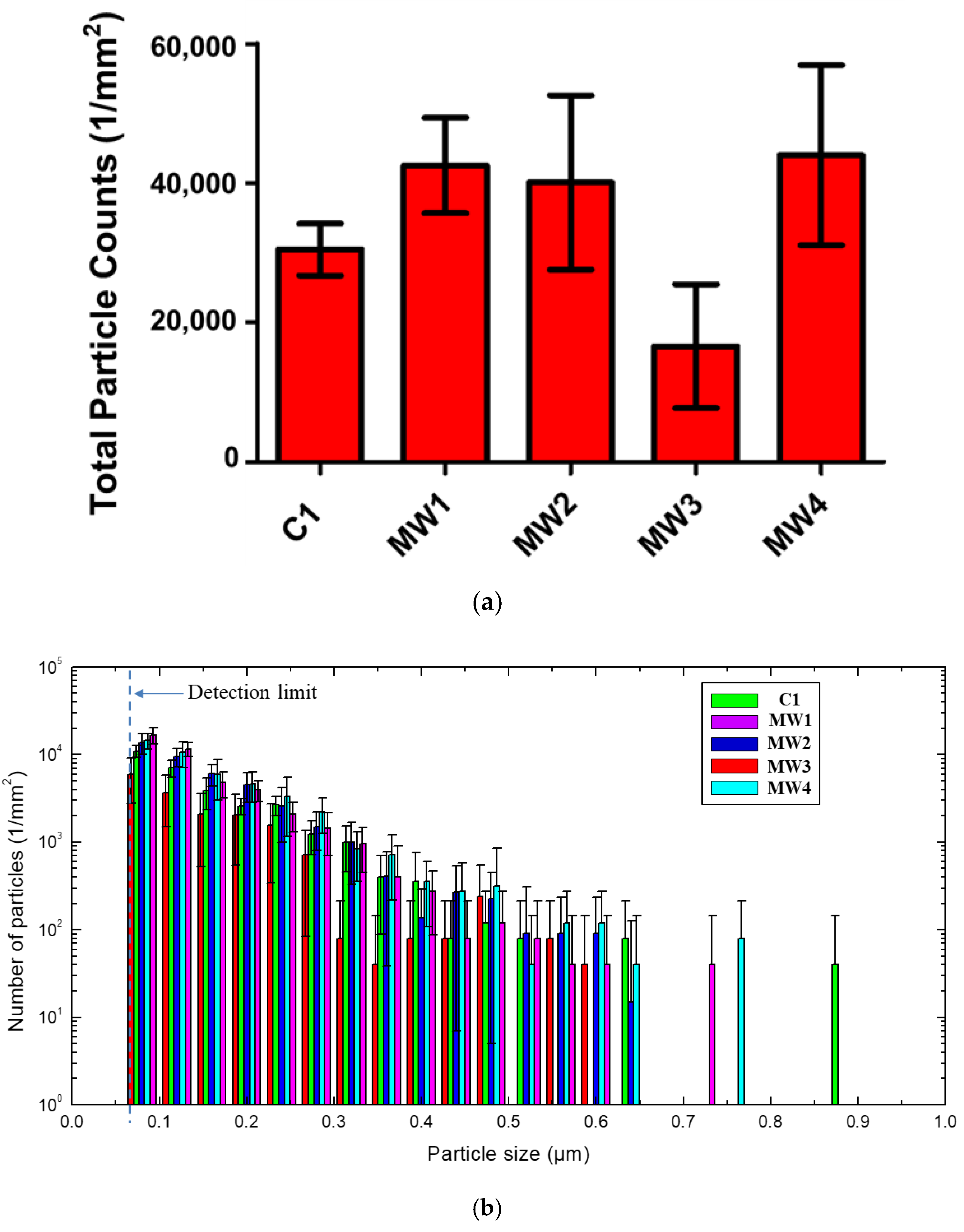
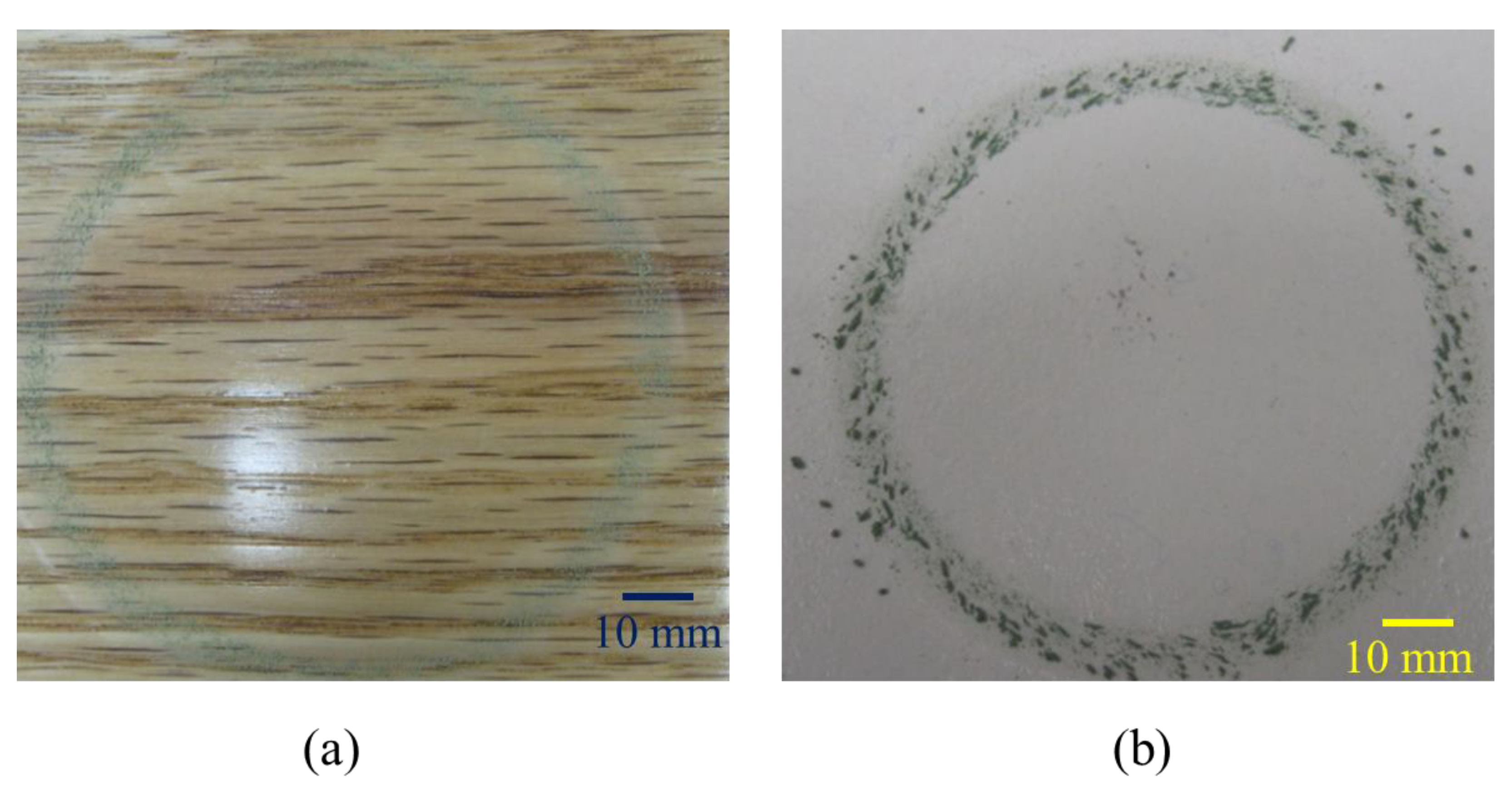
3.3. Effects of Wheel Type on Surface Release Particles by Abrasion in Liquid
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Disclaimer
References
- Potts, J.R.; Dreyer, D.R.; Bielawski, C.W.; Ruoff, R.S. Graphene-based polymer nanocomposites. Polymer 2011, 52, 5–25. [Google Scholar] [CrossRef] [Green Version]
- Pavlidou, S.; Papaspyrides, C.D. A review on polymer-layered silicate nanocomposites. Prog. Polym. Sci. 2008, 33, 1119–1198. [Google Scholar] [CrossRef]
- Zou, H.; Wu, S.S.; Shen, J. Polymer/silica nanocomposites: Preparation, characterization, properties, and applications. Chem. Rev. 2008, 108, 3893–3957. [Google Scholar] [CrossRef]
- Moukwa, M. Fascinating Technology advances on the anvil in the coatings industry. Chem. Ind. Digest 2011, 24, 142–153. [Google Scholar]
- Nguyen, T.; Petersen, E.J.; Pellegrin, B.; Gorham, J.M.; Lam, T.; Zhao, M.H.; Sung, L.P. Impact of UV irradiation on multiwall carbon nanotubes in nanocomposites: Formation of entangled surface layer and mechanisms of release resistance. Carbon 2017, 116, 191–200. [Google Scholar] [CrossRef] [Green Version]
- Froggett, S.J.; Clancy, S.F.; Boverhof, D.R.; Canady, R.A. A review and perspective of existing research on the release of nanomaterials from solid nanocomposites. Part. Fibre Toxicol. 2014, 11, 17. [Google Scholar] [CrossRef] [Green Version]
- Nowack, B.; David, R.M.; Fissan, H.; Morris, H.; Shatkin, J.A.; Stintz, M.; Zepp, R.; Brouwer, D. Potential release scenarios for carbon nanotubes used in composites. Environ. Int. 2013, 59, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Petersen, E.J.; Zhang, L.W.; Mattison, N.T.; O’Carroll, D.M.; Whelton, A.J.; Uddin, N.; Nguyen, T.; Huang, Q.; Henry, T.B.; Holbrook, R.D.; et al. Potential release pathways, environmental fate, and ecological risks of carbon nanotubes. Environ. Sci. Technol. 2011, 45, 9837–9856. [Google Scholar] [CrossRef]
- Mitrano, D.M.; Motellier, S.; Clavaguera, S.; Nowack, B. Review of nanomaterial aging and transformations through the life cycle of nano-enhanced products. Environ. Int. 2015, 77, 132–147. [Google Scholar] [CrossRef]
- Edgington, A.J.; Petersen, E.J.; Herzing, A.A.; Podila, R.; Rao, A.; Klaine, S.J. Microscopic investigation of single-wall carbon nanotube uptake by Daphnia magna. Nanotoxicology 2014, 8, 2–10. [Google Scholar] [CrossRef]
- Waissi-Leinonen, G.C.; Petersen, E.J.; Pakarinen, K.; Akkanen, J.; Leppanen, M.T.; Kukkonen, J.V.K. Toxicity of fullerene (C60) to sediment-dwelling invertebrate Chironomus riparius larvae. Environ. Toxicol. Chem. 2012, 31, 2108–2116. [Google Scholar] [CrossRef] [PubMed]
- Hirsch, C.; Roesslein, M.; Krug, H.F.; Wick, P. Nanomaterial cell interactions: Are current in vitro tests reliable? Nanomedicine 2011, 6, 837–847. [Google Scholar] [CrossRef]
- Kaiser, J.P.; Roesslein, M.; Diener, L.; Wick, P. Human health risk of ingested nanoparticles that are added as multifunctional agents to paints: An In Vitro study. PLoS ONE 2013, 8, e83215. [Google Scholar] [CrossRef]
- Roesslein, M.; Hirsch, C.; Kaiser, J.P.; Krug, H.F.; Wick, P. Comparability of in Vitro tests for bioactive nanoparticles: A common assay to detect reactive oxygen species as an example. Int. J. Mol. Sci. 2013, 14, 24320–24337. [Google Scholar] [CrossRef] [Green Version]
- Mao, L.; Lu, C.; Lu, K.; Su, Y.; Gu, C.; Huang, Q.G.; Petersen, E.J. Exposure of few layer graphene to Limnodrilus hoffmeisteri modifies the graphene and changes its bioaccumulation by other organisms. Carbon 2016, 109, 566–574. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mortimer, M.; Petersen, E.J.; Buchholz, B.A.; Orias, E.; Holden, P.A. Bioaccumulation of multiwall carbon nanotubes in tetrahymena thermophila by direct feeding or trophic transfer. Environ. Sci. Technol. 2016, 50, 8876–8885. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Elliott, J.T.; Rosslein, M.; Song, N.W.; Toman, B.; Kinsner-Ovaskainen, A.; Maniratanachote, R.; Salit, M.L.; Petersen, E.J.; Sequeira, F.; Romsos, E.; et al. Toward achieving harmonization in a nanocytotoxicity assay measurement through an interlaboratory comparison study. Altex Altern. Anim. Exp. 2017, 34, 201–218. [Google Scholar] [CrossRef] [PubMed]
- Hanna, S.K.; Cooksey, G.A.; Dong, S.; Nelson, B.C.; Mao, L.; Elliott, J.T.; Petersen, E.J. Feasibility of using a standardized Caenorhabditis elegans toxicity test to assess nanomaterial toxicity. Environ. Sci. Nano 2016, 3, 1080–1089. [Google Scholar] [CrossRef]
- Nelson, B.C.; Petersen, E.J.; Marquis, B.J.; Atha, D.H.; Elliott, J.T.; Cleveland, D.; Watson, S.S.; Tseng, I.H.; Dillon, A.; Theodore, M.; et al. NIST gold nanoparticle reference materials do not induce oxidative DNA damage. Nanotoxicology 2013, 7, 21–29. [Google Scholar] [CrossRef]
- Deng, Y.; Petersen, E.J.; Challis, K.E.; Rabb, S.A.; Holbrook, R.D.; Ranville, J.F.; Nelson, B.C.; Xing, B. Multiple Method Analysis of TiO2 Nanoparticle Uptake in Rice (Oryza sativa L.). Plants. Environ. Sci. Technol. 2017, 51, 10615–10623. [Google Scholar] [CrossRef] [Green Version]
- Hanna, S.K.; Montoro Bustos, A.R.; Peterson, A.W.; Reipa, V.; Scanlan, L.D.; Hosbas Coskun, S.; Cho, T.J.; Johnson, M.E.; Hackley, V.A.; Nelson, B.C.; et al. Agglomeration of escherichia coli with positively charged nanoparticles can lead to artifacts in a standard caenorhabditis elegans toxicity assay. Environ. Sci. Technol. 2018, 52, 5968–5978. [Google Scholar] [CrossRef] [PubMed]
- Bello, D.; Wardle, B.L.; Yamamoto, N.; de Villoria, R.G.; Garcia, E.J.; Hart, A.J.; Ahn, K.; Ellenbecker, M.J.; Hallock, M. Exposure to nanoscale particles and fibers during machining of hybrid advanced composites containing carbon nanotubes. J. Nano. Res. 2009, 11, 231–249. [Google Scholar] [CrossRef]
- Bello, D.; Wardle, B.L.; Zhang, J.; Yamamoto, N.; Santeufemio, C.; Hallock, M.; Virji, M.A. Characterization of exposures to nanoscale particles and fibers during solid core drilling of hybrid carbon nanotube advanced composites. Int. J. Occ. Saf. Environ. Health 2010, 16, 434–450. [Google Scholar] [CrossRef]
- Schlagenhauf, L.; Chu, B.T.T.; Buha, J.; Nuesch, F.; Wang, J. Release of carbon nanotubes from an epoxy-based nanocomposite during an abrasion process. Environ. Sci. Technol. 2012, 46, 7366–7372. [Google Scholar] [CrossRef]
- Gohler, D.; Stintz, M.; Hillemann, L.; Vorbau, M. Characterization of nanoparticle release from surface coatings by the simulation of a sanding process. Ann. Occup. Hyg. 2010, 54, 615–624. [Google Scholar] [CrossRef]
- Vorbau, M.; Hillemann, L.; Stintz, M. Method for the characterization of the abrasion induced nanoparticle release into air from surface coatings. J. Aerosol Sci. 2009, 40, 209–217. [Google Scholar] [CrossRef]
- Golanski, L.; Gaborieau, A.; Guiot, A.; Uzu, G.; Chatenet, J.; Tardif, F. Characterization of abrasion-induced nanoparticle release from paints into liquids and air. J. Phys. Conf. Ser. 2011, 304, 012062. [Google Scholar] [CrossRef]
- Sachse, S.; Silva, F.; Zhu, H.J.; Irfan, A.; Leszczynska, A.; Pielichowski, K.; Ermini, V.; Blazquez, M.; Kuzmenko, O.; Njuguna, J. The effect of nanoclay on dust generation during drilling of pa6 nanocomposites. J. Nanomater. 2012. [Google Scholar] [CrossRef]
- Schlagenhauf, L.; Buerki-Thurnherr, T.; Kuo, Y.Y.; Wichser, A.; Nuesch, F.; Wick, P.; Wang, J. Carbon nanotubes released from an epoxy-based nanocomposite: Quantification and particle toxicity. Environ. Sci. Technol. 2015, 49, 10616–10623. [Google Scholar] [CrossRef] [Green Version]
- Wohlleben, W.; Brill, S.; Meier, M.W.; Mertler, M.; Cox, G.; Hirth, S.; von Vacano, B.; Strauss, V.; Treumann, S.; Wiench, K.; et al. On the lifecycle of nanocomposites: Comparing released fragments and their In-Vivo hazards from three release mechanisms and four nanocomposites. Small 2011, 7, 2384–2395. [Google Scholar] [CrossRef]
- Wohlleben, W.; Meier, M.W.; Vogel, S.; Landsiedel, R.; Cox, G.; Hirth, S.; Tomović, Ž. Elastic CNT–polyurethane nanocomposite: Synthesis, performance and assessment of fragments released during use. Nanoscale 2013, 5, 369–380. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wohlleben, W.; Vilar, G.; Fernandez-Rosas, E.; Gonzalez-Galvez, D.; Gabriel, C.; Hirth, S.; Frechen, T.; Stanley, D.; Gorham, J.; Sung, L.P.; et al. A pilot interlaboratory comparison of protocols that simulate aging of nanocomposites and detect released fragments. Environ. Chem. 2014, 11, 402–418. [Google Scholar] [CrossRef] [Green Version]
- Al-Kattan, A.; Wichser, A.; Vonbank, R.; Brunner, S.; Ulrich, A.; Zuind, S.; Nowack, B. Release of TiO2 from paints containing pigment-TiO2 or nano-TiO2 by weathering. Environ. Sci. Proc. Imp. 2013, 15, 2186–2193. [Google Scholar] [CrossRef] [Green Version]
- Al-Kattan, A.; Wichser, A.; Vonbank, R.; Brunner, S.; Ulrich, A.; Zuin, S.; Arroyo, Y.; Golanski, L.; Nowack, B. Characterization of materials released into water from paint containing nano-SiO2. Chemosphere 2015, 119, 1314–1321. [Google Scholar] [CrossRef] [PubMed]
- Schlagenhauf, L.; Kianfar, B.; Buerki-Thurnherr, T.; Kuo, Y.Y.; Wichser, A.; Nuesch, F.; Wick, P.; Wang, J. Weathering of a carbon nanotube/epoxy nanocomposite under UV light and in water bath: Impact on abraded particles. Nanoscale 2015, 7, 18524–18536. [Google Scholar] [CrossRef]
- Nguyen, T.; Wohlleben, W.; Sung, L.P. Mechanisms of Aging and Release from Weathered Nanocomposites; Taylor & Francis: Boca Raton, FL, USA, 2014. [Google Scholar]
- Nguyen, T.; Pellegrin, B.; Bernard, C.; Rabb, S.; Stuztman, P.; Gorham, J.M.; Gu, X.; Yu, L.L.; Chin, J.W. Characterization of surface accumulation and release of nanosilica during irradiation of polymer nanocomposites by ultraviolet light. J. Nanosci. Nanotechnol. 2012, 12, 6202–6215. [Google Scholar] [CrossRef]
- Sung, L.; Stanley, D.; Gorham, J.M.; Rabb, S.; Gu, X.H.; Yu, L.L.; Nguyen, T. A quantitative study of nanoparticle release from nanocoatings exposed to UV radiation. J. Coat. Technol. Res. 2015, 12, 121–135. [Google Scholar] [CrossRef]
- Duncan, T.V. Release of engineered nanomaterials from polymer nanocomposites: The effect of matrix degradation. ACS Appl. Mater. Interfaces 2015, 7, 20–39. [Google Scholar] [CrossRef]
- Fernández-Rosas, E.; Vilar, G.; Janer, G.; González-Gálvez, D.; Puntes, V.; Jamier, V.; Aubouy, L.; Vazquez-Campos, S. Influence of nanomaterials compatibilization strategies in polyamide nanocomposite properties and nanomaterials release during the use phase. Environ. Sci. Technol. 2016, 50, 2584–2594. [Google Scholar] [CrossRef]
- Jacobs, D.S.; Huang, S.R.; Cheng, Y.L.; Rabb, S.; Gorham, J.; Krommenhoek, P.J.; Lee, L.Y.; Nguyen, T.; Sung, L. Surface degradation and nanoparticle release of a commercial nanosilica/polyurethane coating under uv exposure. J. Coat. Technol. Res. 2016, 13, 735–751. [Google Scholar] [CrossRef] [Green Version]
- Addo Ntim, S.; Goodwin, D.G.; Sung, L.-P.; Thomas, T.A.; Noonan, G.O. Long-term wear effects on nanosilver release from commercially available food contact materials. Food Addit. Contam. Part 2019, 36, 1757–1768. [Google Scholar] [CrossRef] [PubMed]
- Faucheu, J.; Wood, K.A.; Sung, L.-P.; Martin, J.W. Relating gloss loss to topographical features of a PVDF coating. JCT Res. 2006, 3, 29–39. [Google Scholar] [CrossRef]
- Busquets-Fité, M.; Fernandez, E.; Janer, G.; Vilar, G.; Vázquez-Campos, S.; Zanasca, R.; Citterio, C.; Mercante, L.; Puntes, V. Exploring release and recovery of nanomaterials from commercial polymeric nanocomposites. J. Phys. Conf. Ser. 2013, 429, 012048. [Google Scholar] [CrossRef] [Green Version]
- Daniel, G.; André, N.; Petra, F.; Michael, S. Nanoparticle release from nanocomposites due to mechanical treatment at two stages of the life-cycle. J. Phys. Conf. Ser. 2013, 429, 012045. [Google Scholar]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sung, L.-P.; Chung, Y.-F.; Goodwin, D.G., Jr.; Petersen, E.J.; Hsueh, H.-C.; Stutzman, P.; Nguyen, T.; Thomas, T. Selection of an Optimal Abrasion Wheel Type for Nano-Coating Wear Studies under Wet or Dry Abrasion Conditions. Nanomaterials 2020, 10, 1445. https://0-doi-org.brum.beds.ac.uk/10.3390/nano10081445
Sung L-P, Chung Y-F, Goodwin DG Jr., Petersen EJ, Hsueh H-C, Stutzman P, Nguyen T, Thomas T. Selection of an Optimal Abrasion Wheel Type for Nano-Coating Wear Studies under Wet or Dry Abrasion Conditions. Nanomaterials. 2020; 10(8):1445. https://0-doi-org.brum.beds.ac.uk/10.3390/nano10081445
Chicago/Turabian StyleSung, Li-Piin, Yu-Fan Chung, David G. Goodwin, Jr., Elijah J. Petersen, Hsiang-Chun Hsueh, Paul Stutzman, Tinh Nguyen, and Treye Thomas. 2020. "Selection of an Optimal Abrasion Wheel Type for Nano-Coating Wear Studies under Wet or Dry Abrasion Conditions" Nanomaterials 10, no. 8: 1445. https://0-doi-org.brum.beds.ac.uk/10.3390/nano10081445