Fabrication of Silver Iodide (AgI) Patterns via Photolithography and Its Application to In-Situ Observation of Condensation Frosting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
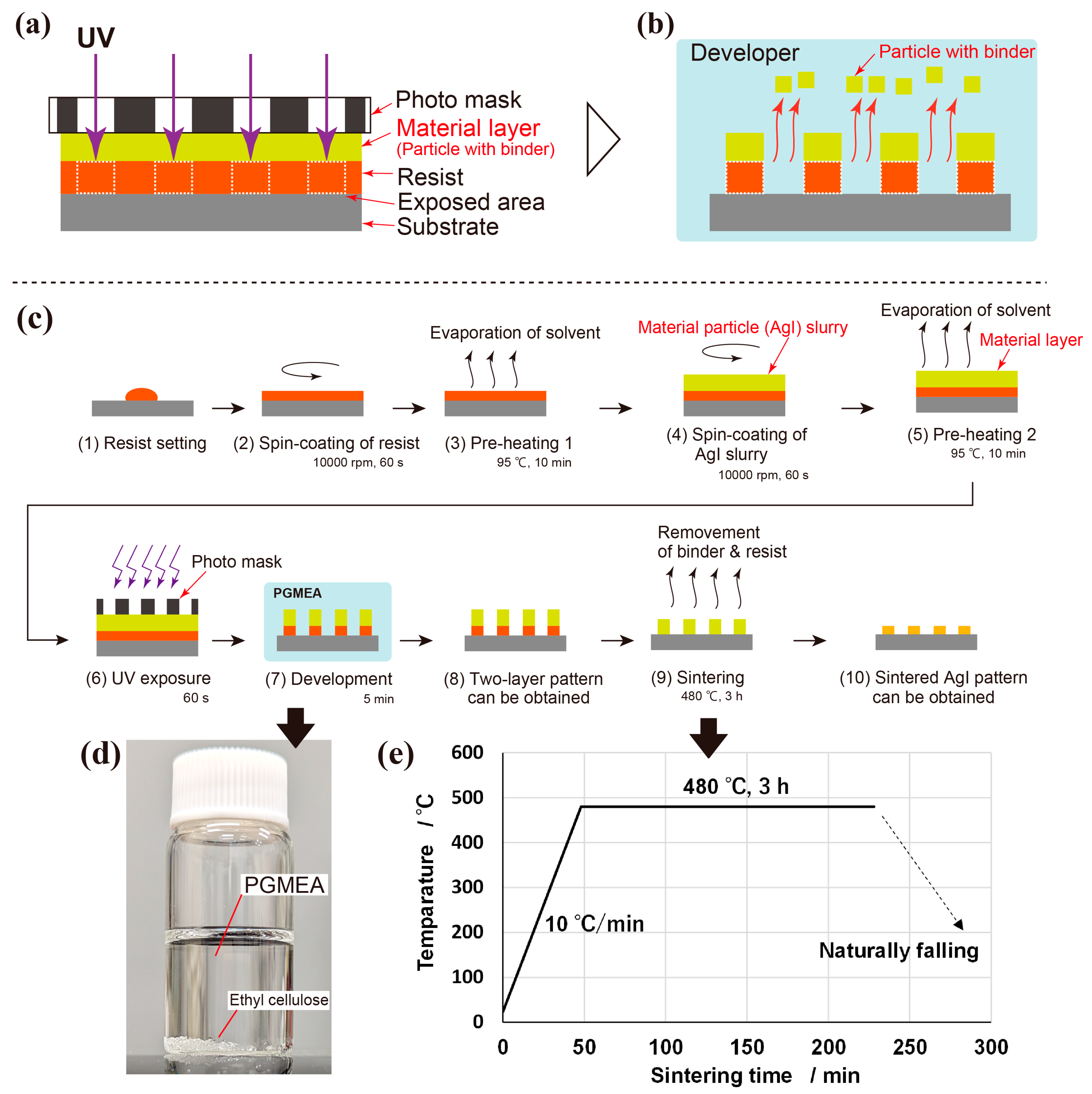
2.1. Proposed Process
- (1)
- The material layer must have clearance between particles, allowing UV light to pass through.
- (2)
- A binder of material particles that are insoluble in the developer solution must be selected to prevent the loss of all material layers during development.
2.2. Materials and Methods
3. Results and Discussion
3.1. Particle Size and Slurry Wettability Optimization
3.2. Fabrication
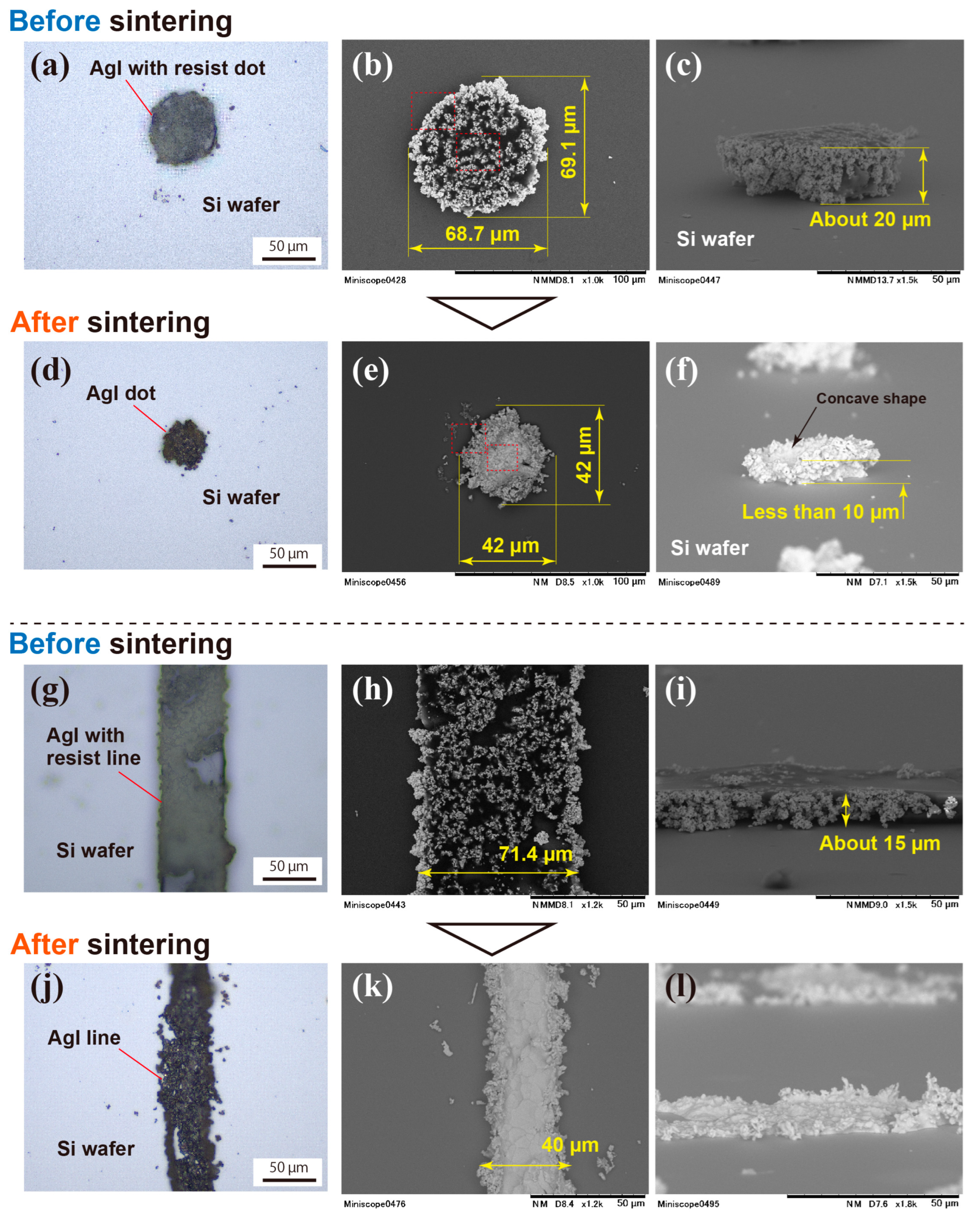
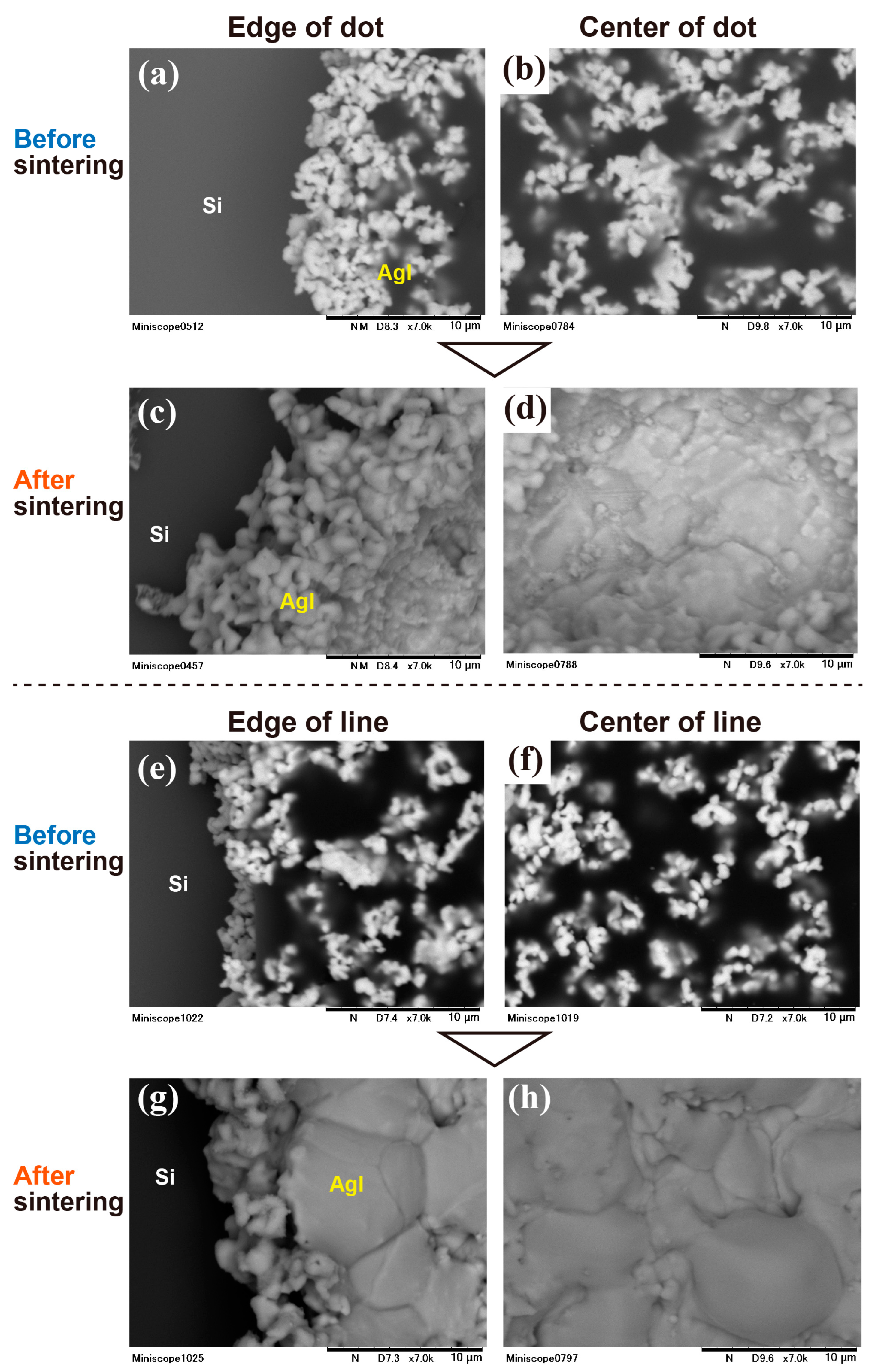
3.3. Changes in the Dimensions of AgI Patterns Caused by Sintering
3.4. Mechanical Adhesion Strength of AgI Pattern
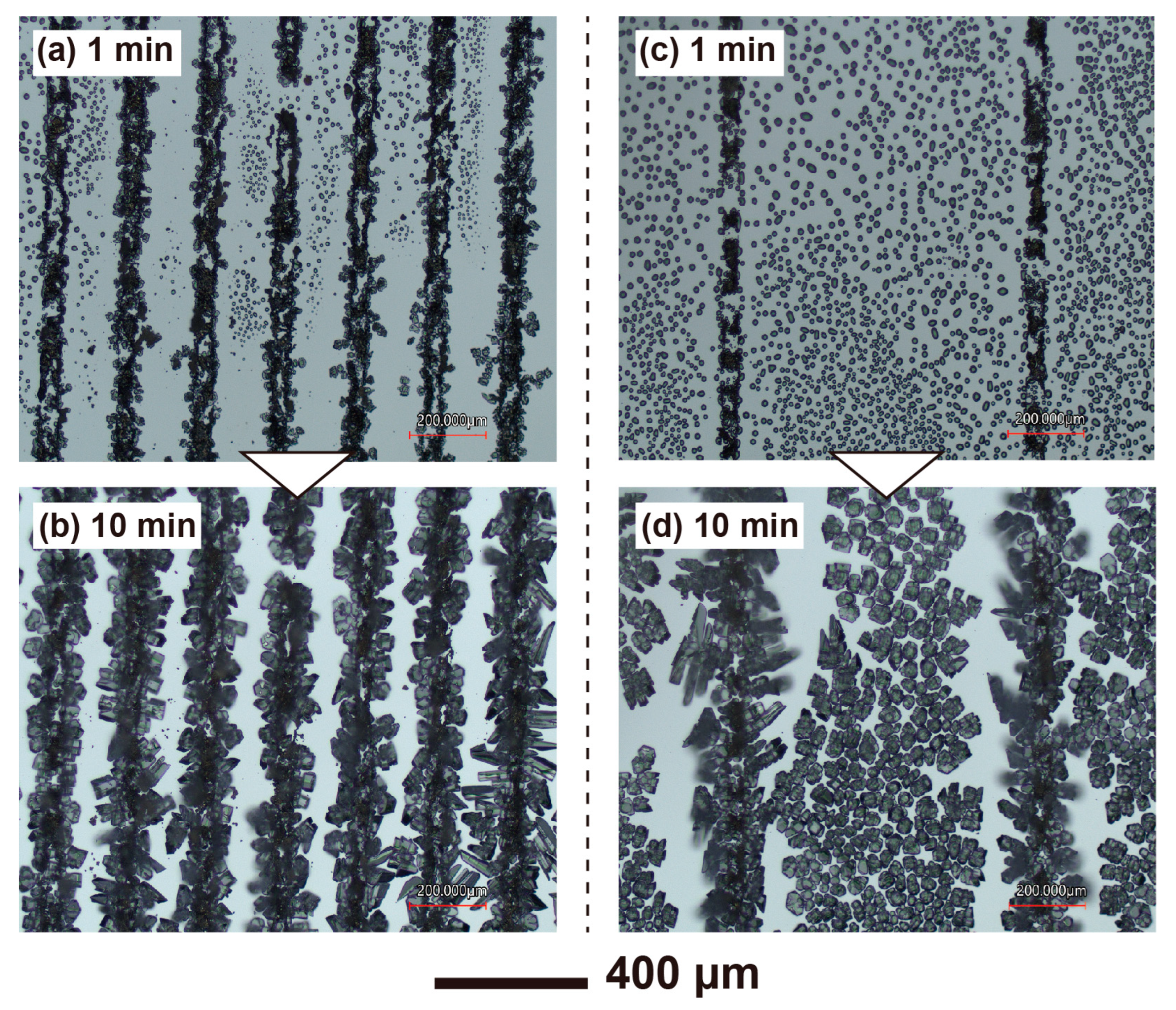
3.5. In-Situ Demonstration of Frosting on the AgI Patterns
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lee, S.-M.; Kwon, T.H. Effects of intrinsic hydrophobicity on wettability of polymer replicas of a superhydrophobic lotus leaf. J. Micromech. Microeng. 2007, 17, 687–692. [Google Scholar] [CrossRef]
- Shin, J.-H.; Han, K.-S.; Lee, H. Anti-reflection and hydrophobic characteristics of M-PDMS based moth-eye nano-patterns on protection glass of photovoltaic systems. Prog. Photovolt. Res. Appl. 2010, 19, 339–344. [Google Scholar] [CrossRef]
- Iwasaki, Y.; Bunuasunthon, S.; Hoven, V.P. Protein patterning with antifouling polymer gel platforms generated using visible light irradiation. Chem. Commun. 2020, 56, 5472–5475. [Google Scholar] [CrossRef]
- Yun, H.-W.; Choi, G.-M.; Woo, H.K.; Oh, S.J.; Hong, S.-H. Superhydrophobic, antireflective, flexible hard coatings with mechanically ultra-resilient moth-eye structure for foldable displays. Curr. Appl. Phys. 2020, 20, 1163–1170. [Google Scholar] [CrossRef]
- Jacobo-Martín, A.; Hernández, J.J.; Solano, E.; Monclús, M.A.; Martínez, J.C.; Fernandes, D.F.; Pedraz, P.; Molina-Aldareguia, J.M.; Kubart, T.; Rodríguez, I. Resilient moth-eye nanoimprinted antireflective and self-cleaning TiO2 sputter-coated PMMA films. Appl. Surf. Sci. 2022, 585, 152653. [Google Scholar] [CrossRef]
- Unno, N.; Maeda, A.; Satake, S.-I.; Tsuji, T.; Taniguchi, J. Fabrication of nanostep for total internal reflection fluorescence microscopy to calibrate in water. Microelectron. Eng. 2015, 133, 98–103. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, D.; Fan, Y.Y.; Liu, X.; Liu, Z.; Chu, J. Integrated fabrication of micro/nano-fluidic chip based on nano-imprint lithography and bonding. J. Micromech. Microeng. 2021, 31, 085008. [Google Scholar] [CrossRef]
- Ugrinic, M.; Decanini, D.; Bidan, N.; Lazzari, G.; Harouri, A.; Hwang, G.; Haghiri-Gosnet, A.-M.; Mura, S. Fabrication of high aspect ratio microfluidic devices for long term in vitro culture of 3D tumor models. Microelectron. Eng. 2023, 267–268, 111898. [Google Scholar] [CrossRef]
- Zupančič, M.; Steinbücher, M.; Gregorčič, P.; Golobič, I. Enhanced pool-boiling heat transfer on laser-made hydrophobic/superhydrophilic polydimethylsiloxane-silica patterned surfaces. Appl. Therm. Eng. 2015, 91, 288–297. [Google Scholar] [CrossRef]
- Kim, D.E.; Yu, D.I.; Jerng, D.W.; Kim, M.H.; Ahn, H.S. Review of boiling heat transfer enhancement on micro/nanostructured surfaces. Exp. Therm. Fluid Sci. 2015, 66, 173–196. [Google Scholar] [CrossRef]
- Unno, N.; Asano, M.; Matsuda, Y.; Satake, S.-I.; Taniguchi, J. Characteristics of Water Evaporation on a Nanopatterned Surface Fabricated by UV Nanoimprint Lithography. Heat Transf. Res. 2018, 49, 145–156. [Google Scholar] [CrossRef]
- Rahman, A.; Jacobi, A.M. Experimental study on frosting/defrosting characteristics of microgrooved metal surfaces. Int. J. Refrig. 2015, 50, 44–56. [Google Scholar] [CrossRef]
- Nath, S.; Ahmadi, S.F.; Boreyko, J.B. A review of condensation frosting. Nanoscale Microscale Thermophys. Eng. 2017, 21, 81–101. [Google Scholar] [CrossRef]
- Yancheshme, A.A.; Momen, G.; Aminabadi, R.J. Mechanisms of ice formation and propagation on superhydrophobic surfaces: A review. Adv. Colloid Interface Sci. 2020, 279, 102155. [Google Scholar] [CrossRef]
- Yao, Y.; Zhao, T.Y.; Machado, C.; Feldman, E.; Patankar, N.A.; Park, K.-C. Frost-free zone on macrotextured surfaces. Proc. Natl. Acad. Sci. USA 2020, 117, 6323–6329. [Google Scholar] [CrossRef]
- Han, Z.; Tang, X.; Zheng, B. A PDMS viscometer for microliter Newtonian fluid. J. Micromech. Microeng. 2007, 17, 1828–1834. [Google Scholar] [CrossRef]
- Carbaugh, D.J.; Wright, J.T.; Parthiban, R.; Rahman, F. Photolithography with polymethyl methacrylate (PMMA). Semicond. Sci. Technol. 2015, 31, 025010. [Google Scholar] [CrossRef]
- Xu, Y.; Tsumori, F.; Osada, T.; Miura, H. Improvement of solid oxide fuel cell by imprinted micropatterns on electrolyte. Micro Nano Lett. 2013, 8, 571–574. [Google Scholar] [CrossRef]
- Miyata, T.; Tokumaru, K.; Tsumori, F. Combining multi-step imprinting with the in-plane compression method. Jpn. J. Appl. Phys. 2020, 59, SIIJ07. [Google Scholar] [CrossRef]
- Okabe, T.; Kim, Y.; Jiao, Z.; Shikazono, N.; Taniguchi, J. Fabrication process for micropatterned ceramics via UV-nanoimprint lithography using UV-curable binder. Jpn. J. Appl. Phys. 2018, 57, 106501. [Google Scholar] [CrossRef]
- Akama, R.; Okabe, T.; Sato, K.; Inaba, Y.; Shikazono, N.; Sciazko, A.; Taniguchi, J. Fabrication of a micropatterned composite electrode for solid oxide fuel cells via ultraviolet nanoimprint lithography. Microelectron. Eng. 2020, 225, 111277. [Google Scholar] [CrossRef]
- Joanna, A.; Andrew, J.B.; George, M.W. Control of crystal nucleation by patterned self-assembled monolayers. Nature 1999, 398, 495–498. [Google Scholar]
- Owe Berg, T.G.; Joyce, E.C.; Thomas, A.G.; Robert, L.M. Conversion of water vapor to ice by silver iodide. J. Atmos. Sci. 1968, 25, 464–469. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, C.; Liu, K.; Jiang, Y.; Song, Y.; Francisco, J.S.; Zeng, X.C.; Wang, J. Distinct ice patterns on solid surfaces with various wettabilities. Proc. Natl. Acad. Sci. USA 2017, 114, 11285–11290. [Google Scholar] [CrossRef] [PubMed]
- Marcolli, C.; Nagare, B.; Welti, A.; Lohmann, U. Ice nucleation efficiency of AgI: Review and new insights. Atmos. Chem. Phys. 2016, 16, 8915–8937. [Google Scholar] [CrossRef]
- Huang, Y.; Zhou, H.; Wang, F.; Yan, C.; Ju, Y.; Gu, Q.; Miao, Z.; Cai, R.; Sui, X.; Wu, Z.; et al. Biomimetic moth-eye nanostructures fabricated by nanosphere lithography in ZnSe enhancing transmission in the mid-infrared. Opt. Mater. 2023, 141, 113971. [Google Scholar] [CrossRef]
- Somalu, M.R.; Brandon, N.P. Rheological Studies of Nickel/Scandia-Stabilized-Zirconia Screen Printing Inks for Solid Oxide Fuel Cell Anode Fabrication. J. Am. Ceram. Soc. 2011, 95, 1220–1228. [Google Scholar] [CrossRef]
- Murakami, S.; Ri, K.; Itoh, T.; Izu, N.; Shin, W.; Inukai, K.; Takahashi, Y.; Ando, Y. Effects of ethyl cellulose polymers on rheological properties of (La,Sr)(Ti,Fe)O3-terpineol pastes for screen printing. Ceram. Int. 2014, 40, 1661–1666. [Google Scholar] [CrossRef]
- Chasta, G.; Bhakar, U.; Suthar, D.; Himanshu; Lamba, R.; Dhaka, M. Impact of ethyl cellulose variation on microstructural and electrochemical properties of spin coated YSZ electrolyte thin films for SOFCs: Slurry composition evolution. Ceram. Int. 2023, 49, 1298–1307. [Google Scholar] [CrossRef]
- Zhang, Y.; Lin, C.; Yang, S. Fabrication of Hierarchical Pillar Arrays from Thermoplastic and Photosensitive SU-8. Small 2010, 6, 768–775. [Google Scholar] [CrossRef]
- Sato, H.; Matsumura, H.; Keino, S.; Shoji, S. An all SU-8 microfluidic chip with built-in 3D fine microstructures. J. Micromech. Microeng. 2006, 16, 2318–2322. [Google Scholar] [CrossRef]
- Sadler, E.; Stephen, A.S.; Allaker, R.P.; Crick, C.R. Engineering Biofouling Resistant Materials Through the Systematic Adaptation of Surface Morphology. Adv. Mater. Interfaces 2023, 10, 2202532. [Google Scholar] [CrossRef]
- Shahi, K.; Wagner, J. Anomalous ionic conduction in AgBr AgI mixed crystals and multiphase systems. J. Phys. Chem. Solids 1982, 43, 713–722. [Google Scholar] [CrossRef]
- Yang, J.H.; Shin, J.M.; Park, J.J.; Park, G.I. Waste Form of Silver Iodide (AgI) with Low-Temperature Sintering Glasses. Sep. Sci. Technol. 2014, 49, 298–304. [Google Scholar] [CrossRef]
- Ding, C.; Seo, H.; Kishimoto, M.; Iwai, H. Temperature-controlled microextrusion printing for mesoscale interfacial designing in solid oxide fuel cells. Fuel Cells 2023, 23, 264–272. [Google Scholar] [CrossRef]
- Alizadeh, S.M.; Mohebbi, H.; Golmohammad, M.; Sharifi, O.; Farzaneh, F. Revisiting Fe-doped 8YSZ as the electrolyte of SOFC—From sintering to electrochemical performance. J. Alloys Compd. 2023, 938, 168553. [Google Scholar] [CrossRef]
- Fu, L.; Yue, J.; Liu, W.; Han, Z.; Bai, D.; Xu, G. Analysis and experiment of sintering and densification of magnesia particles. Chem. Eng. Sci. 2023, 268, 118396. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okabe, T.; Tang, J.; Nishimura, K.; Shikazono, N. Fabrication of Silver Iodide (AgI) Patterns via Photolithography and Its Application to In-Situ Observation of Condensation Frosting. Nanomaterials 2023, 13, 3035. https://0-doi-org.brum.beds.ac.uk/10.3390/nano13233035
Okabe T, Tang J, Nishimura K, Shikazono N. Fabrication of Silver Iodide (AgI) Patterns via Photolithography and Its Application to In-Situ Observation of Condensation Frosting. Nanomaterials. 2023; 13(23):3035. https://0-doi-org.brum.beds.ac.uk/10.3390/nano13233035
Chicago/Turabian StyleOkabe, Takao, Jinchen Tang, Katsuhiko Nishimura, and Naoki Shikazono. 2023. "Fabrication of Silver Iodide (AgI) Patterns via Photolithography and Its Application to In-Situ Observation of Condensation Frosting" Nanomaterials 13, no. 23: 3035. https://0-doi-org.brum.beds.ac.uk/10.3390/nano13233035