Microstructure Control and Friction Behavior Prediction of Laser Cladding Ni35A+TiC Composite Coatings

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
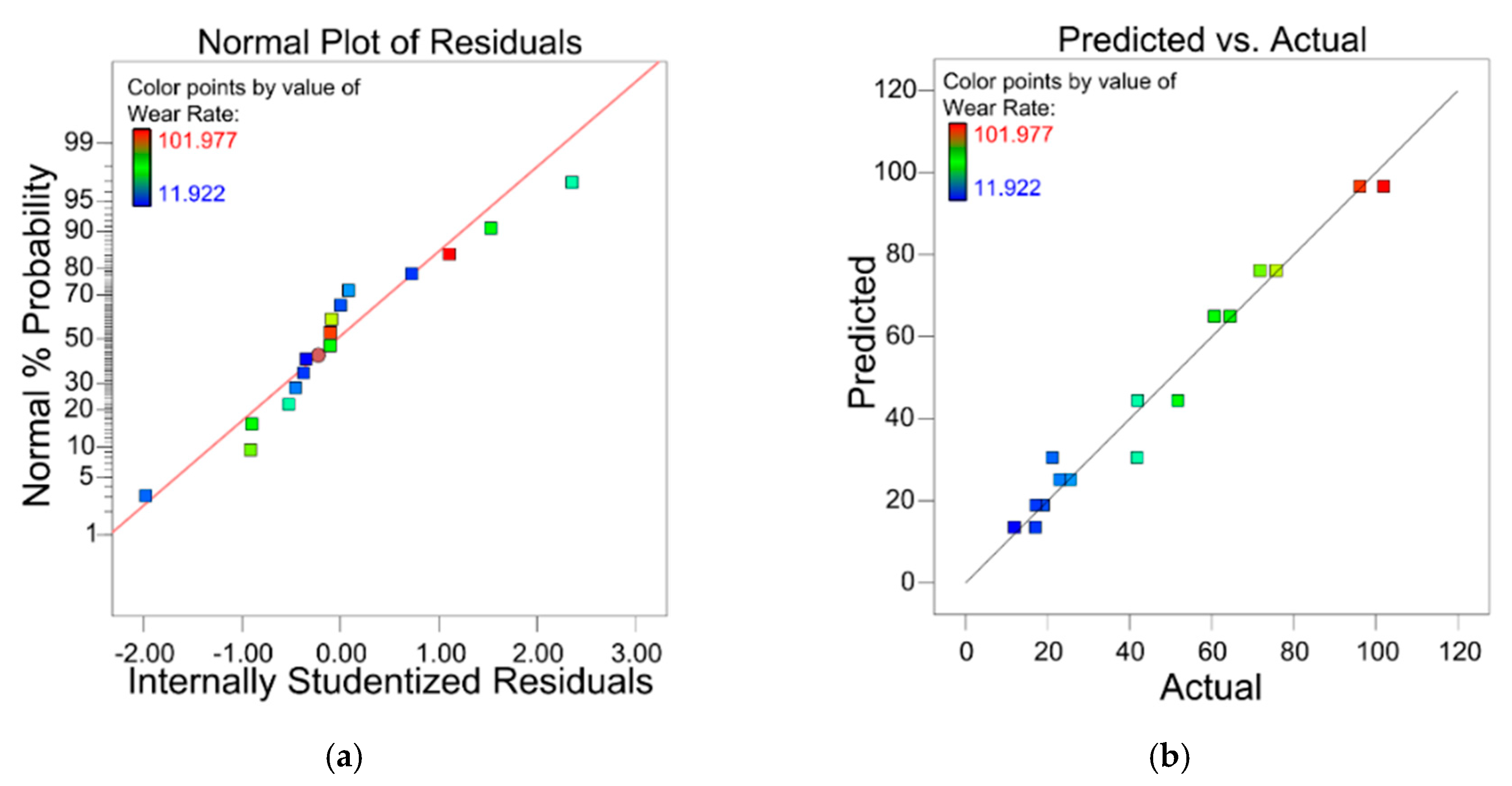
3.1. Subsection ANOVA of Wear Rate
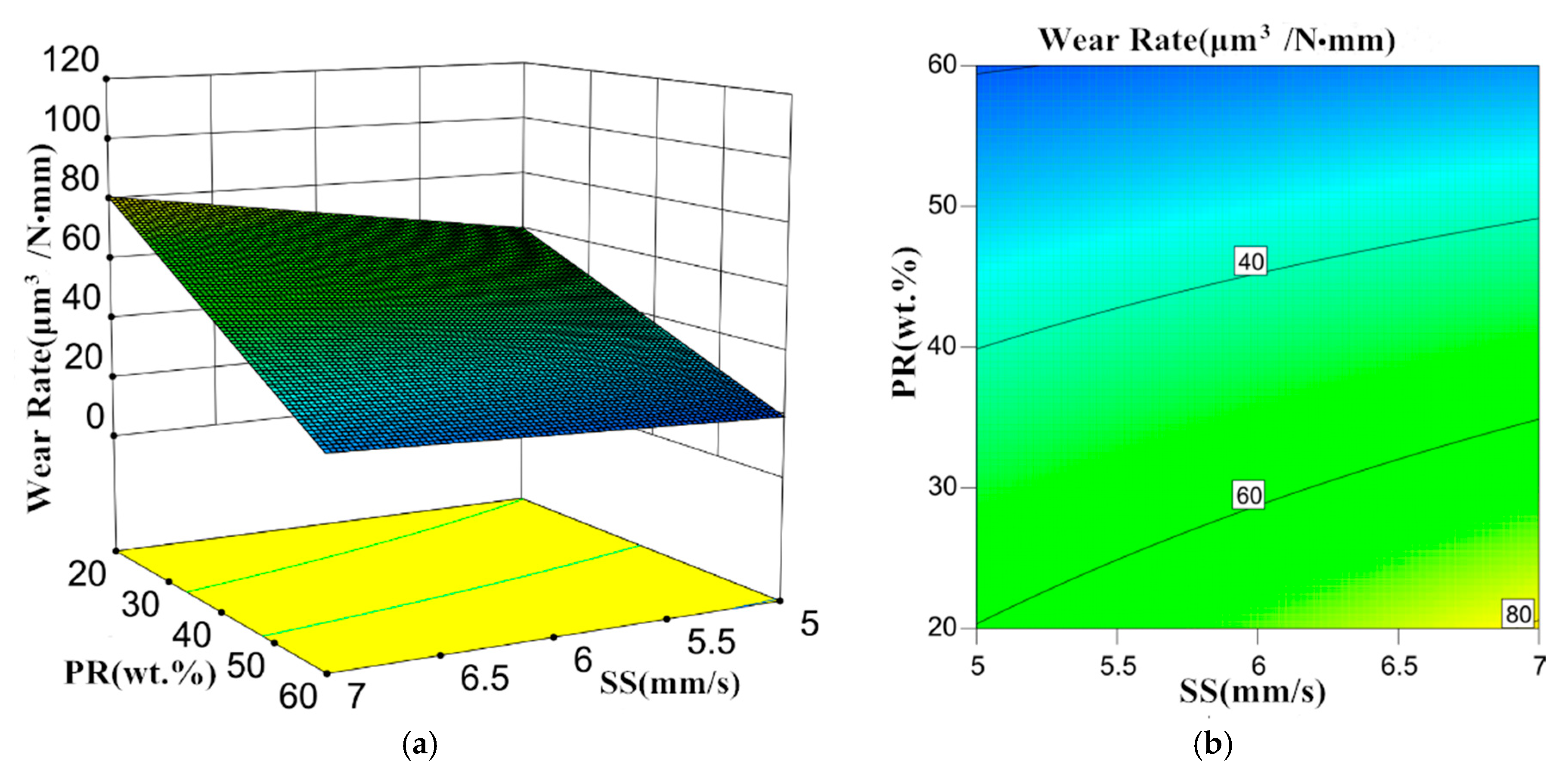
3.2. Wear Rate Model
3.3. Phase Analysis
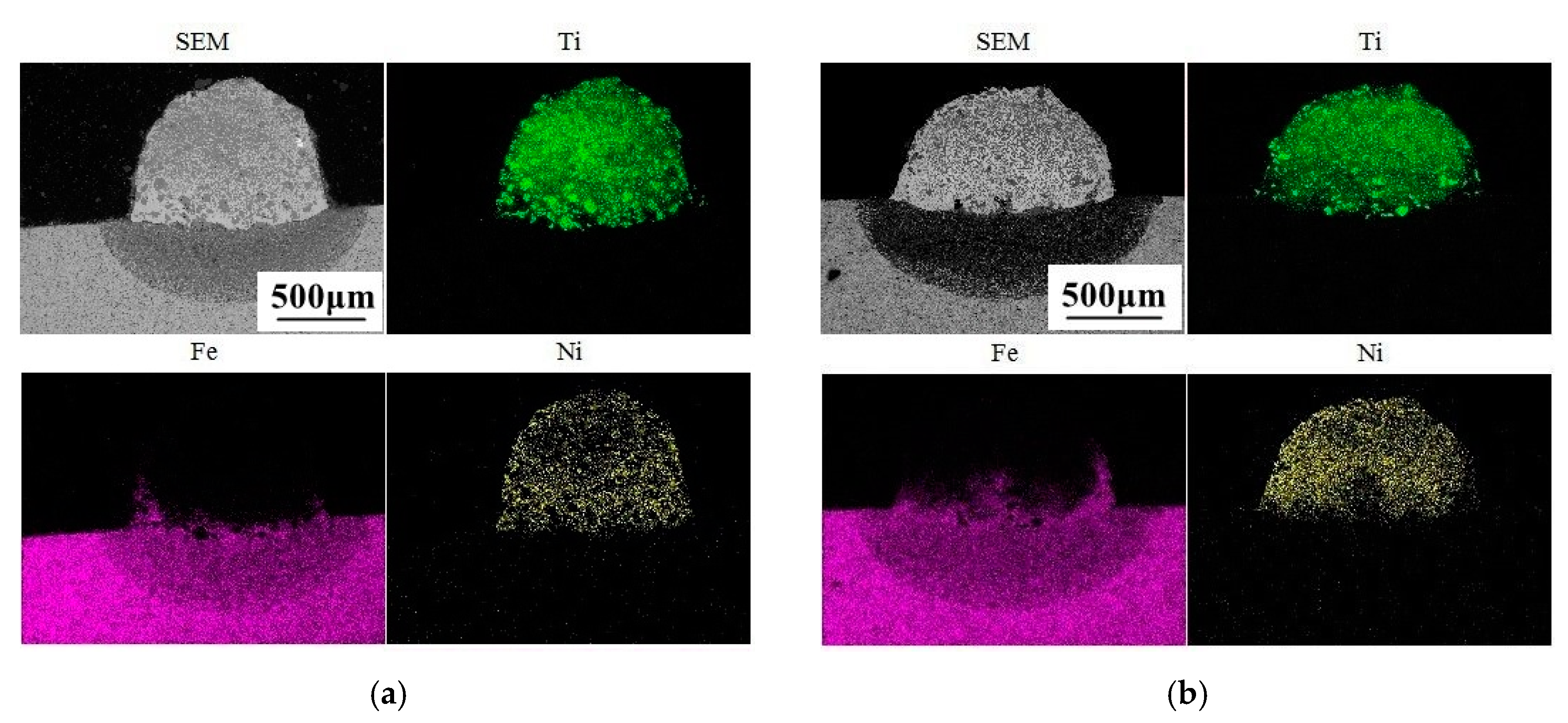
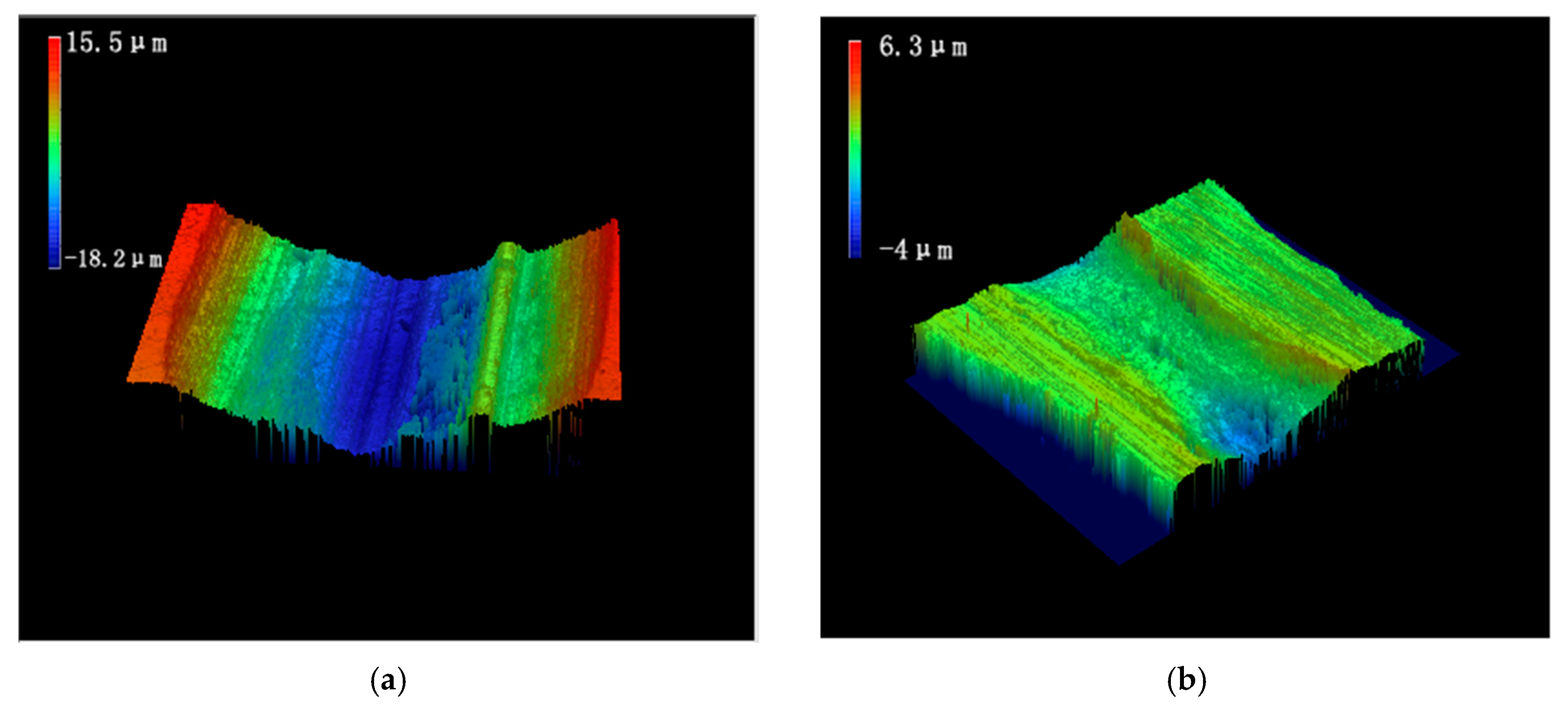
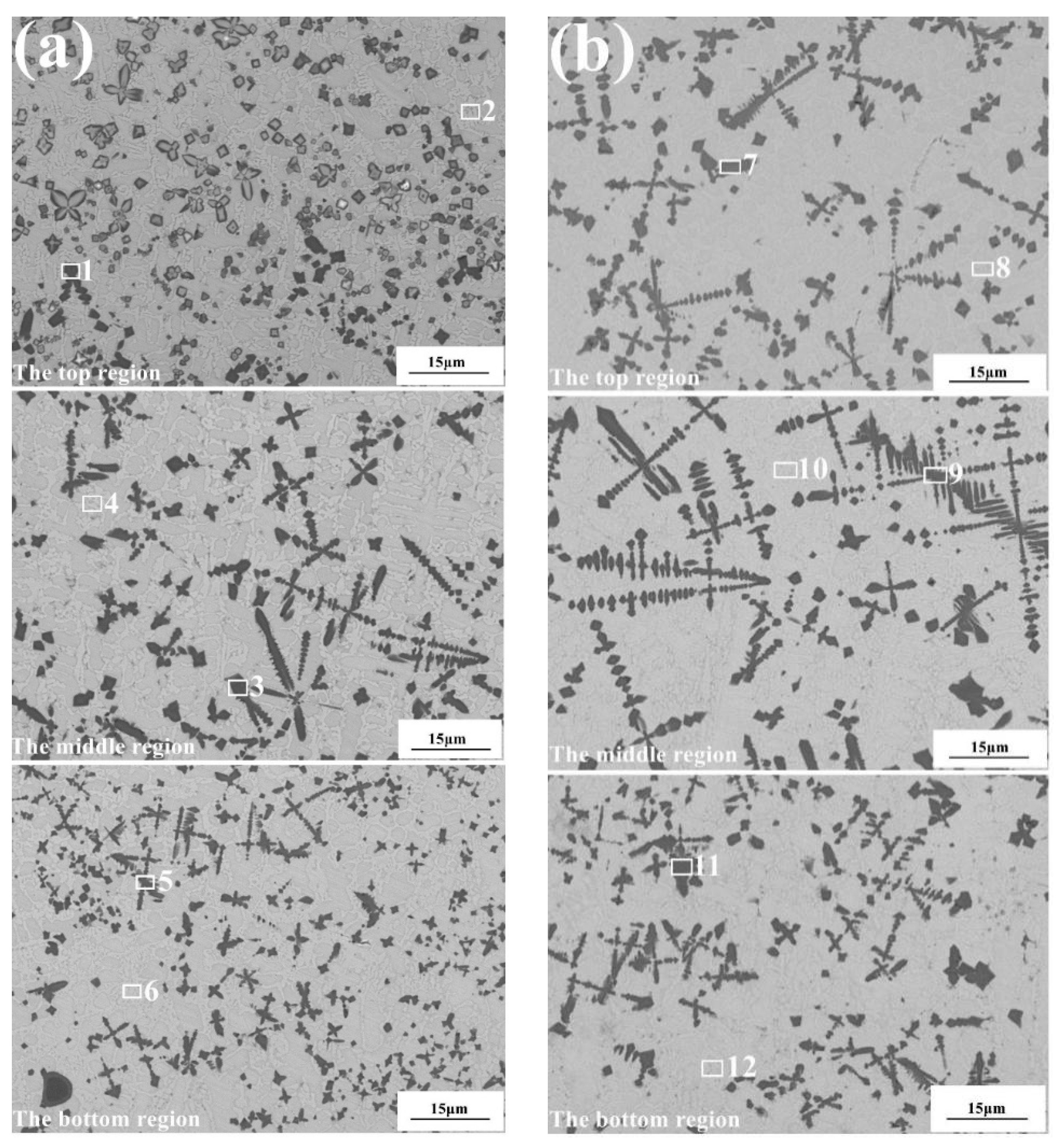
3.4. Microstructure and Element Distribution
4. Conclusions
- Based on ANOVA, the established response model for the wear rate of the cladding layer has good prediction accuracy with R2 of 0.9719. The most significant factors influencing the wear rate are laser power and powder formulation.
- The main phases of the cladding layer are Ni3Fe and TiC0.957. A small amount of C overflows the melt pool of TiC after solidus solution or decomposition. For 20% TiC, the cladding layer is mainly composed of one axis dendrite, while for 60% TiC, the grain of hard phase grows up completely without preferable directions, avoiding stress concentration at sharp tips and improving the mechanical properties.
- Higher laser power would augment the convection-diffusion of the melt pool. From the element distribution by EDS, the element Fe diffuses from the substrate to the cladding layer along the direction of convection, thus increasing the dilution of Fe to the cladding layer and wear volume.
- The microstructure at the top region of the cladding layer can be controlled by scanning speed. At lower speed (5 mm/s), the dendritic crystal of TiC transforms into near sphere fine grains for the top area. This refines the microstructure to reduce stress concentration at grain tips and improves the wear properties.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, K.; Chang, B.; Chen, J.; Fu, H.; Lin, Y.; Lei, Y. Effect of molybdenum on the microstructures and properties of stainless steel coatings by laser cladding. Appl. Sci. 2017, 7, 1065. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.; Yu, X.; Li, J. Synthesis and characterization of refractory TiZrNbWMo high-entropy alloy coating by laser cladding. Surf. Coat. Technol. 2017, 311, 321–329. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H.; Chen, C.; Weng, F.; Dai, J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Laser Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Lv, Y.H.; Li, J.; Tao, Y.F.; Hu, L.F. High-temperature wear and oxidation behaviors of TiNi/Ti2Ni matrix composite coatings with TaC addition prepared on Ti6Al4V by laser cladding. Appl. Surf. Sci. 2017, 402, 478–494. [Google Scholar] [CrossRef]
- Lian, G.; Zhang, H.; Zhang, Y.; Tanaka, M.L.; Chen, C.; Jiang, J. Optimizing processing parameters for multi-track laser cladding utilizing multi-response grey relational analysis. Coatings 2019, 9, 356. [Google Scholar] [CrossRef] [Green Version]
- Sabahi, N.A.; Ahmadi, Z.; Babapoor, A.; Shokouhimehr, M.; Shahedi Asl, M. Microstructure and thermomechanical characteristics of spark plasma sintered TiC ceramics doped with nano-sized WC. Ceram. Int. 2019, 45, 2153–2160. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J. In situ formation of TiC-particle-reinforced stainless steel matrix nanocomposites during ball milling: Feedstock powder preparation for selective laser melting at various energy densities. Powder Technol. 2018, 326, 467–478. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Zeng, Z.; Fu, Y. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Dudziak, T.; Boron, L.; Gupta, A.; Saraf, S.; Skierski, P.; Seal, S.; Sobczak, N.; Purgert, R. Steam oxidation resistance and performance of newly developed coatings for Haynes® 282® Ni-based alloy. Corros. Sci. 2018, 138, 326–339. [Google Scholar] [CrossRef]
- Lian, G.; Zhang, H.; Zhang, Y.; Yao, M.; Huang, X.; Chen, C. Computational and experimental investigation of micro-hardness and wear resistance of Ni-based alloy and TiC composite coating obtained by laser cladding. Materials 2019, 12, 793. [Google Scholar] [CrossRef] [Green Version]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, P.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Laser additive manufacturing of ultrafine TiC particle reinforced Inconel 625 based composite parts: Tailored microstructures and enhanced performance. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Xiong, L.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures and properties of TiC particle reinforced Inconel 625 coatings obtained by laser cladding with wire. J. Alloy. Compd. 2018, 740, 16–27. [Google Scholar] [CrossRef]
- Saroj, S.; Sahoo, C.K.; Tijo, D.; Kumar, K.; Masanta, M. Sliding abrasive wear characteristic of TIG cladded TiC reinforced Inconel825 composite coating. Int. J. Refract. Met. Hard Mater. 2017, 69, 119–130. [Google Scholar] [CrossRef]
- Sahoo, C.K.; Masanta, M. Microstructure and mechanical properties of TiC-Ni coating on AISI304 steel produced by TIG cladding process. J. Mater. Process. Technol. 2017, 240, 126–137. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Nyadongo, S.T.; Malikongwa, K.; Lawal, S.A.; Botes, A.; Pityana, S.L. Multi-variable optimisation of the quality characteristics of fiber-laser cladded Inconel-625 composite coatings. Surf. Coatings Technol. 2019, 357, 289–303. [Google Scholar] [CrossRef]
- Zhao, Y.; Yu, T.; Sun, J.; Jiang, S. Microstructure and properties of laser cladded B4C/TiC/Ni-based composite coating. Int. J. Refract. Met. Hard Mater. 2020, 86, 105112. [Google Scholar] [CrossRef]
- He, X.; Song, R.G.; Kong, D.J. Effects of TiC on the microstructure and properties of TiC/TiAl composite coating prepared by laser cladding. Opt. Laser Technol. 2019, 112, 339–348. [Google Scholar] [CrossRef]
- Cao, Y.; Zhi, S.; Qi, H.; Zhang, Y.; Qin, C.; Yang, S. Evolution behavior of ex-situ NbC and properties of Fe-based laser clad coating. Opt. Laser Technol. 2020, 124, 105999. [Google Scholar] [CrossRef]
- Liu, C.; Li, C.; Zhang, Z.; Sun, S.; Zeng, M.; Wang, F.; Guo, Y.; Wang, J. Modeling of thermal behavior and microstructure evolution during laser cladding of AlSi10Mg alloys. Opt. Laser Technol. 2020, 123, 105926. [Google Scholar] [CrossRef]
- Liang, J.; Liu, Y.; Li, J.; Zhou, Y.; Sun, X. Epitaxial growth and oxidation behavior of an overlay coating on a Ni-base single-crystal superalloy by laser cladding. J. Mater. Sci. Technol. 2019, 35, 344–350. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; Li, E.; Liu, X.; He, P.; Xu, B. Deep pit repairing of nodular cast iron by laser cladding NiCu/Fe-36Ni low-expansion composite alloy. Mater. Charact. 2019, 151, 273–279. [Google Scholar] [CrossRef]
- Zhan, X.; Qi, C.; Gao, Z.; Tian, D.; Wang, Z. The influence of heat input on microstructure and porosity during laser cladding of Invar alloy. Opt. Laser Technol. 2019, 113, 453–461. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | O | Fe | Cr | B | T.C (Total Carbon) | F.C (Free Carbon) | N | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Ni35A | 0.32 | 3.35 | <0.05 | 2.75 | 7.75 | 1.65 | – | – | – | Rest |
| TiC | – | 0.02 | 0.5 | 0.08 | – | – | >18.8 | <0.5 | 0.5 | – |
| Wear Parameters | Unit | Specification |
|---|---|---|
| Friction pair | (mm) | Tungsten steel-ϕ 6 mm |
| Loading force | (N) | 35 |
| Speed | (mm/s) | 10 |
| Sliding distance | (mm) | 4 |
| Wear time | (min) | 60 |
| Mode | – | Linear reciprocating |
| Temperature | °C | Room temperature |
| Variables | Notation | Unit | Levels of Input Variables | ||
|---|---|---|---|---|---|
| Code | −1 | 1 | |||
| Laser power | LP | kW | Actual | 1.2 | 1.4 |
| Scanning speed | SS | mm/s | 5 | 7 | |
| Gas flow | GF | L/h | 1000 | 1400 | |
| TiC powder ratio | PR | wt.% | 20 | 60 | |
| Run | LP (kW) | SS (mm/s) | GF (L/h) | PR (wt.%) | Wear Rate (μm3/N·mm) 1 | Micro-Hardness (HRC) |
|---|---|---|---|---|---|---|
| 1 | 1.4 | 5 | 1000 | 20 | 41.981 | 63.4 |
| 2 | 1.4 | 7 | 1000 | 20 | 60.708 | 59.7 |
| 3 | 1.4 | 7 | 1000 | 60 | 18.997 | 72.6 |
| 4 | 1.2 | 7 | 1000 | 20 | 101.977 | 52.6 |
| 5 | 1.2 | 7 | 1400 | 20 | 96.205 | 53.3 |
| 6 | 1.4 | 7 | 1400 | 20 | 64.505 | 58.7 |
| 7 | 1.2 | 7 | 1400 | 60 | 21.157 | 72.0 |
| 8 | 1.4 | 5 | 1400 | 20 | 51.776 | 59.7 |
| 9 | 1.4 | 7 | 1400 | 60 | 17.202 | 73.4 |
| 10 | 1.2 | 5 | 1400 | 60 | 23.013 | 70.8 |
| 11 | 1.2 | 5 | 1000 | 60 | 25.586 | 70.0 |
| 12 | 1.2 | 5 | 1000 | 20 | 75.748 | 55.4 |
| 13 | 1.2 | 7 | 1000 | 60 | 41.821 | 69.9 |
| 14 | 1.2 | 5 | 1400 | 20 | 71.818 | 56.6 |
| 15 | 1.4 | 5 | 1000 | 60 | 11.922 | 75.2 |
| 16 | 1.4 | 5 | 1400 | 60 | 17.043 | 73.6 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 12,586.60 | 5 | 2517.32 | 69.28 | <0.0001 | Significant |
| LP | 1874.70 | 1 | 1874.70 | 51.59 | <0.0001 | |
| SS | 671.91 | 1 | 671.91 | 18.49 | 0.0016 | |
| PR | 9407.88 | 1 | 9407.88 | 258.91 | <0.0001 | |
| LP × PR | 403.66 | 1 | 403.66 | 11.11 | 0.0076 | |
| SS × PR | 228.46 | 1 | 228.46 | 6.29 | 0.0310 | |
| Residual | 363.36 | 10 | 36.34 | – | – | |
| Cor total | 12,949.97 | 15 | – | – | – | |
| R-squared | 0.9719 | Adj R-squared | 0.9579 | |||
| Pred R-squared | 0.9282 | Adeq precision | 22.514 | |||
| Label | C | Ti | Cr | Fe | Ni |
|---|---|---|---|---|---|
| 1 | 13.265 | 53.329 | 5.071 | 3.709 | 24.626 |
| 2 | 8.389 | 4.742 | 5.947 | 6.616 | 74.296 |
| 3 | 14.109 | 52.713 | 5.959 | 4.021 | 23.198 |
| 4 | 9.604 | 4.763 | 4.583 | 5.388 | 75.662 |
| 5 | 12.301 | 54.728 | 5.175 | 8.842 | 19.224 |
| 6 | 6.906 | 3.084 | 5.864 | 15.929 | 68.216 |
| 7 | 12.057 | 48.635 | 5.753 | 6.740 | 26.816 |
| 8 | 8.074 | 4.114 | 5.487 | 12.220 | 70.106 |
| 9 | 11.725 | 57.388 | 6.568 | 5.705 | 18.614 |
| 10 | 7.524 | 3.993 | 5.022 | 12.844 | 70.617 |
| 11 | 10.507 | 58.422 | 7.186 | 8.441 | 15.444 |
| 12 | 5.303 | 3.268 | 6.430 | 15.957 | 69.042 |
| Label | C | Ti | Cr | Fe | Ni |
|---|---|---|---|---|---|
| 1 | 14.889 | 44.969 | 7.795 | 2.346 | 30.001 |
| 2 | 9.437 | 4.940 | 5.295 | 3.143 | 77.185 |
| 3 | 10.135 | 54.201 | 5.813 | 2.501 | 27.350 |
| 4 | 6.102 | 5.536 | 5.931 | 3.222 | 79.209 |
| 5 | 10.017 | 58.422 | 7.372 | 6.254 | 17.935 |
| 6 | 6.163 | 3.833 | 5.462 | 6.435 | 78.107 |
| 7 | 13.114 | 75.288 | 1.410 | 1.402 | 8.787 |
| 8 | 8.546 | 13.885 | 4.114 | 2.605 | 70.849 |
| 9 | 11.899 | 72.929 | 2.185 | 2.194 | 10.794 |
| 10 | 6.867 | 13.367 | 5.460 | 3.961 | 70.344 |
| 11 | 11.245 | 71.978 | 1.311 | 5.997 | 9.740 |
| 12 | 6.218 | 9.564 | 5.820 | 9.964 | 68.433 |
| Label | C | Ti | Cr | Fe | Ni |
|---|---|---|---|---|---|
| 1 | 12.057 | 48.635 | 5.753 | 6.740 | 26.816 |
| 2 | 8.074 | 4.114 | 5.487 | 12.220 | 70.106 |
| 3 | 11.725 | 57.388 | 6.568 | 5.705 | 18.614 |
| 4 | 7.524 | 3.993 | 5.022 | 12.844 | 70.617 |
| 5 | 10.507 | 58.422 | 7.186 | 8.441 | 15.444 |
| 6 | 5.303 | 3.268 | 6.430 | 15.957 | 69.042 |
| 7 | 13.265 | 53.329 | 5.071 | 3.709 | 24.626 |
| 8 | 8.389 | 4.742 | 5.947 | 6.616 | 74.296 |
| 9 | 14.109 | 52.713 | 5.959 | 4.021 | 23.198 |
| 10 | 9.604 | 4.763 | 4.583 | 5.388 | 75.662 |
| 11 | 12.301 | 54.728 | 5.175 | 8.842 | 19.224 |
| 12 | 6.906 | 3.084 | 5.864 | 15.929 | 68.216 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, X.; Liu, C.; Zhang, H.; Chen, C.; Lian, G.; Jiang, J.; Feng, M.; Zhou, M. Microstructure Control and Friction Behavior Prediction of Laser Cladding Ni35A+TiC Composite Coatings. Coatings 2020, 10, 774. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10080774
Huang X, Liu C, Zhang H, Chen C, Lian G, Jiang J, Feng M, Zhou M. Microstructure Control and Friction Behavior Prediction of Laser Cladding Ni35A+TiC Composite Coatings. Coatings. 2020; 10(8):774. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10080774
Chicago/Turabian StyleHuang, Xu, Chang Liu, Hao Zhang, Changrong Chen, Guofu Lian, Jibin Jiang, Meiyan Feng, and Mengning Zhou. 2020. "Microstructure Control and Friction Behavior Prediction of Laser Cladding Ni35A+TiC Composite Coatings" Coatings 10, no. 8: 774. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10080774