
Thickness, Adhesion and Microscopic Analysis of the Surface Structure of Single-Layer and Multi-Layer Metakaolin-Based Geopolymer Coatings



Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the Suspensions and Underlying Substrate
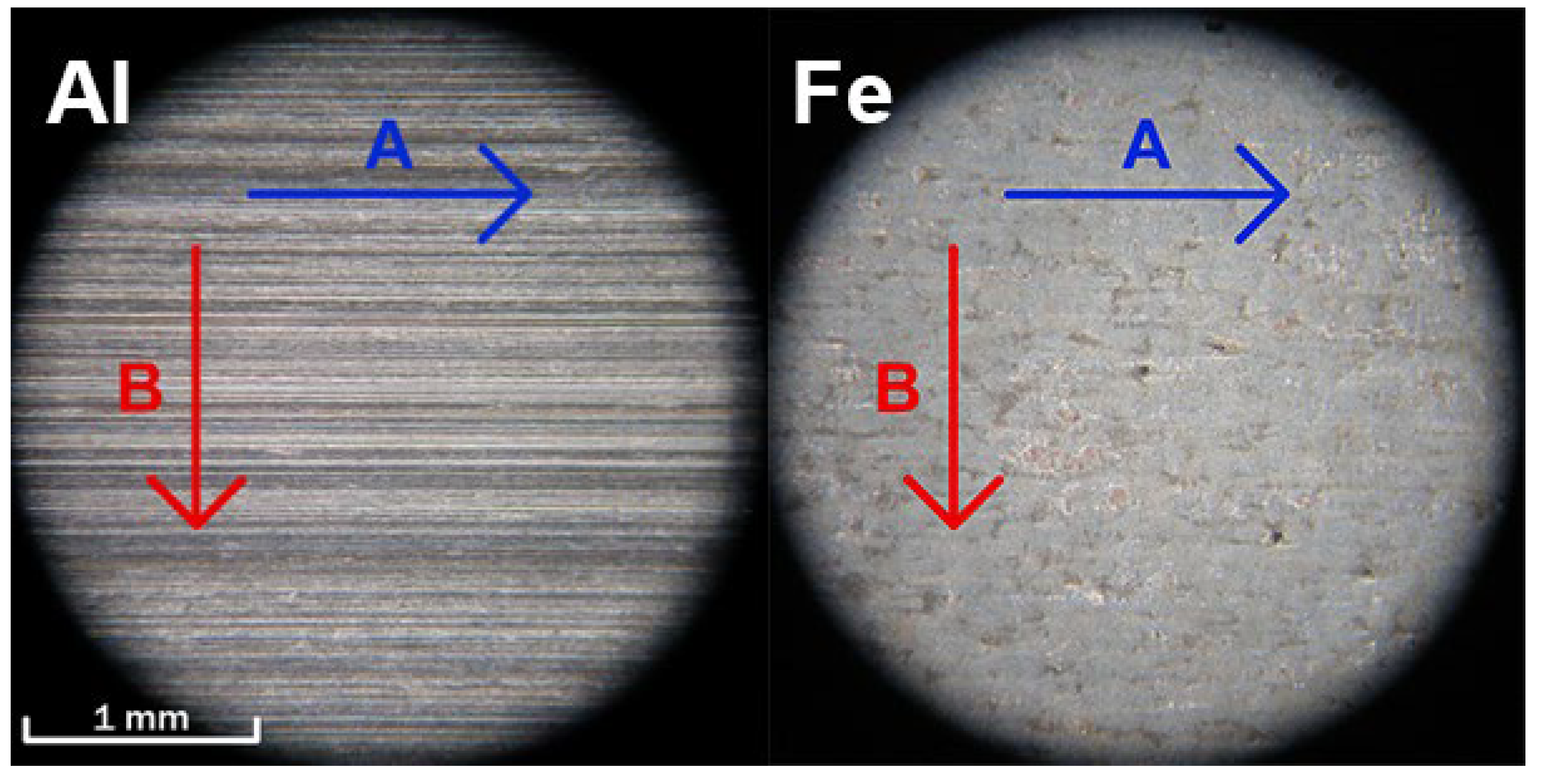
2.2. Roughness of Al Substrate EN AW-6060 and Fe Substrate 1.0038
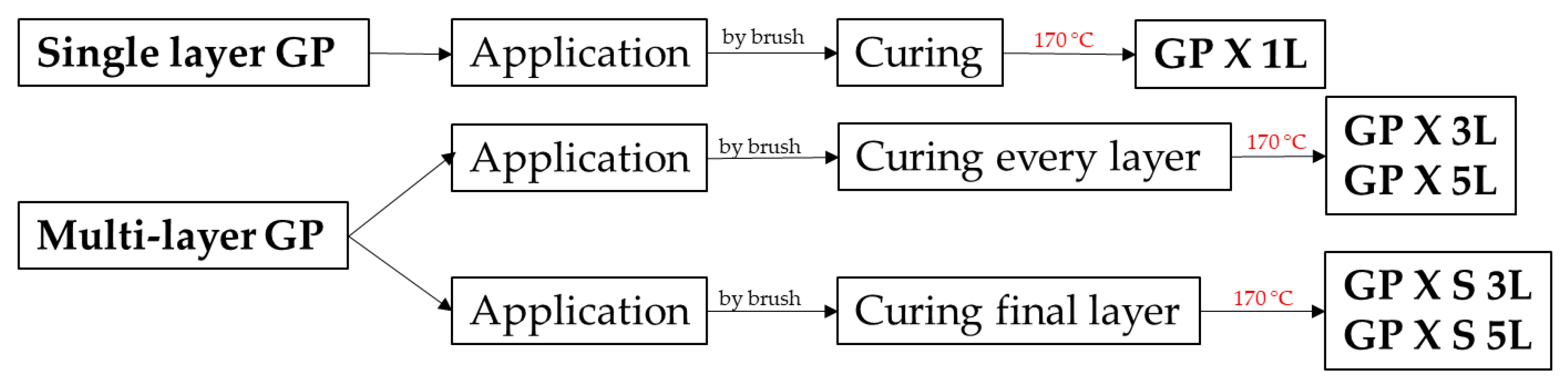
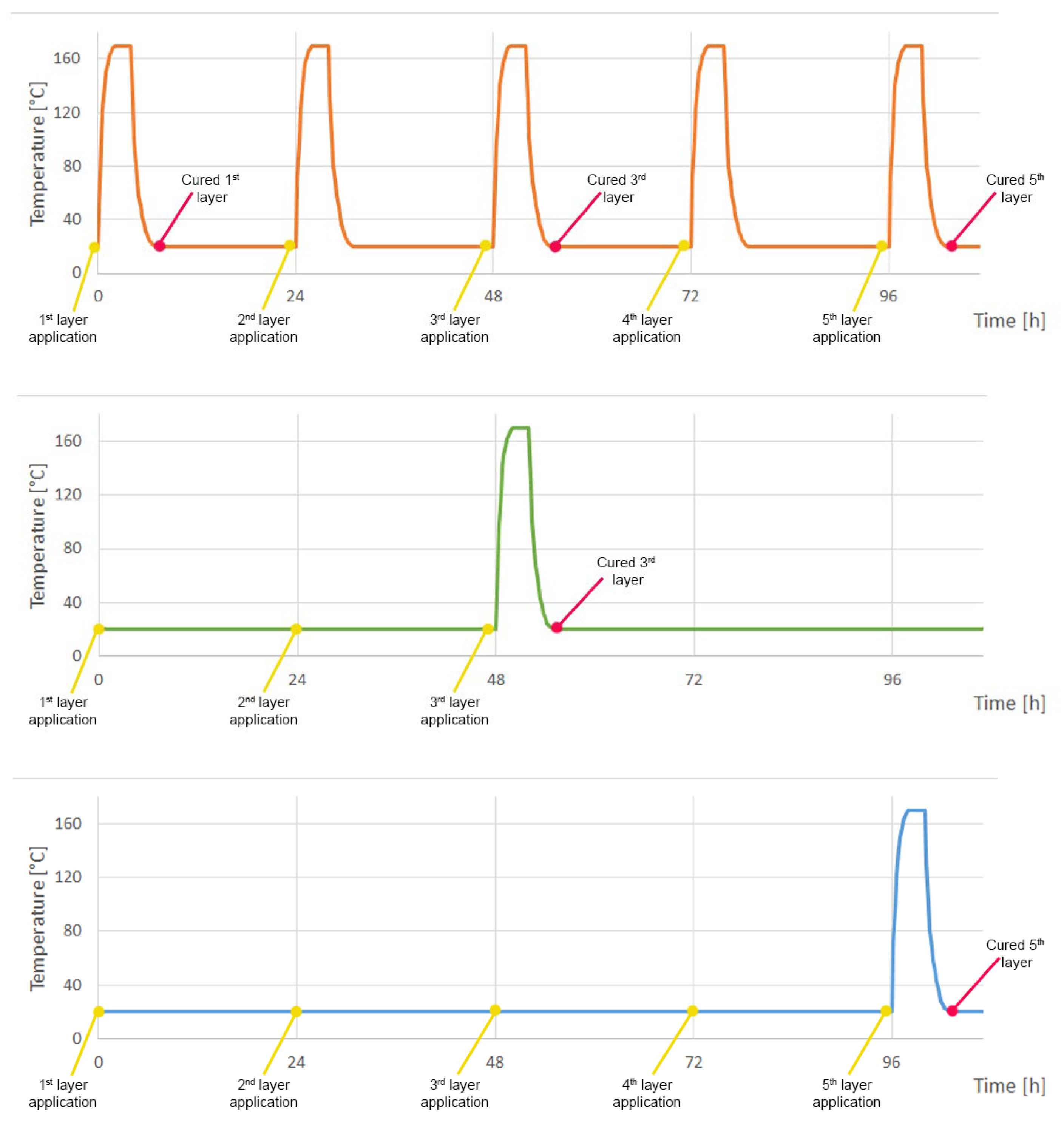
2.3. Application of GP Suspensions

2.4. Experimental Methods
3. Results and Discussion
3.1. Microstructure Analysis of Geopolymer Coatings Using SEM and CLSM
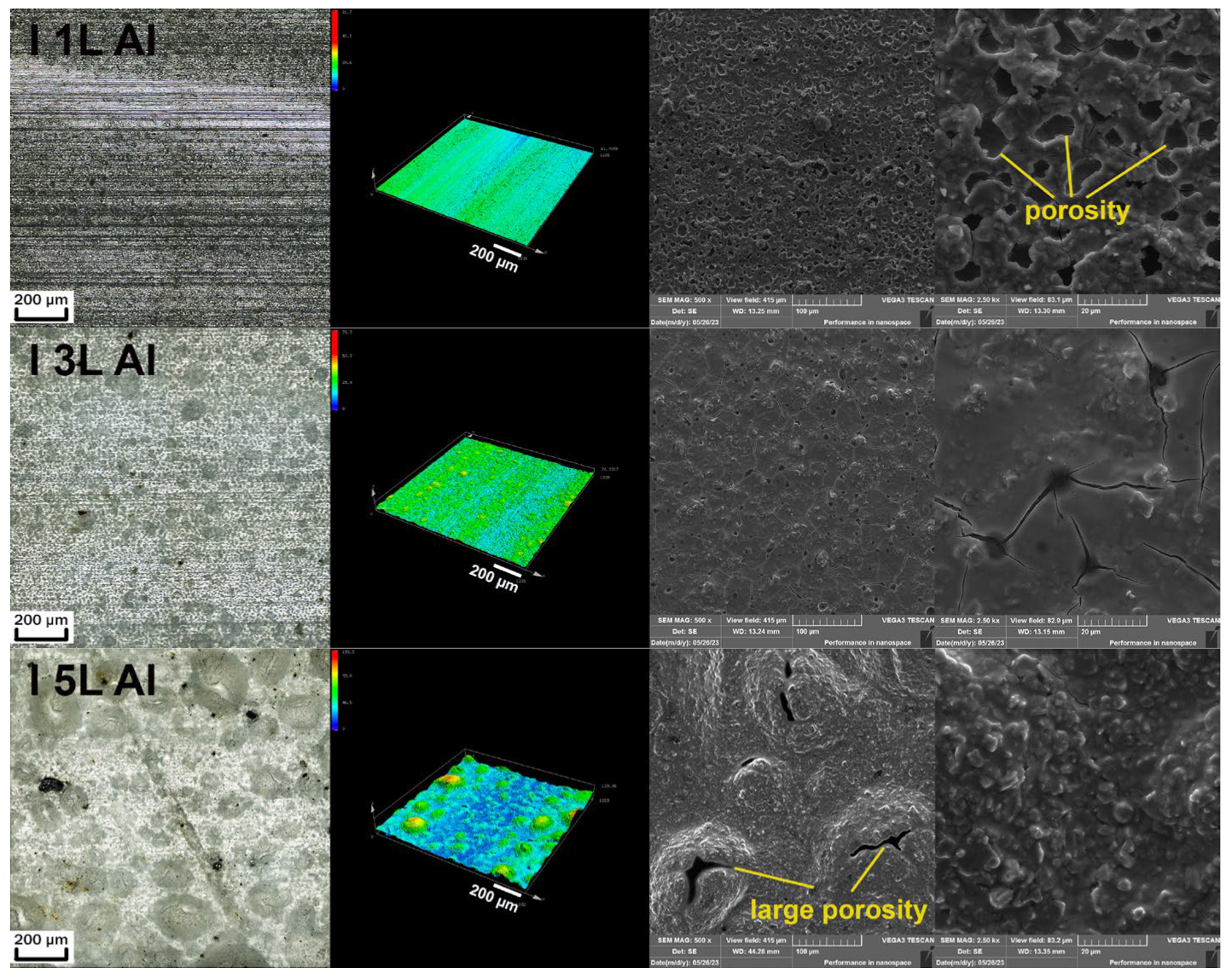
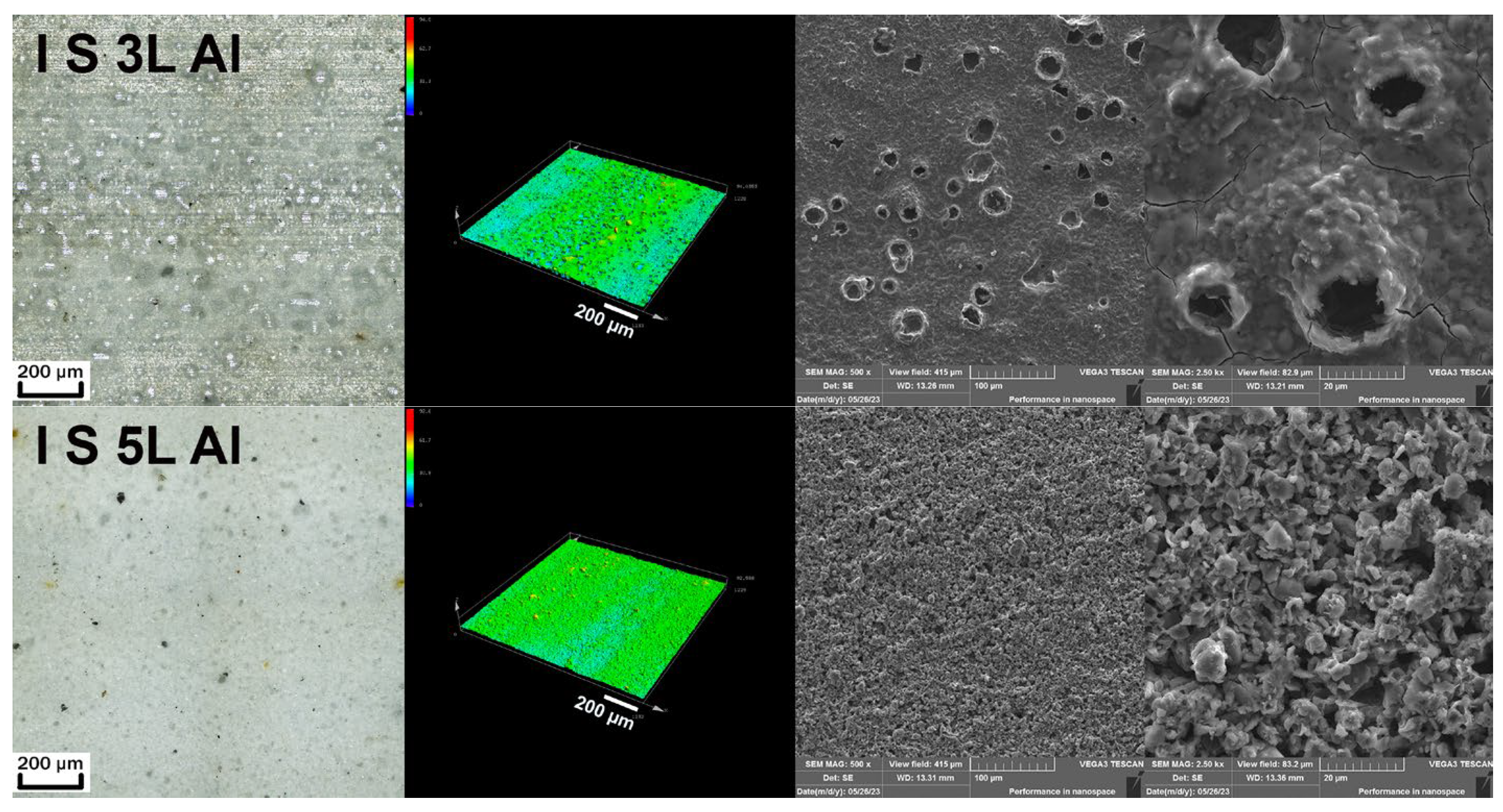
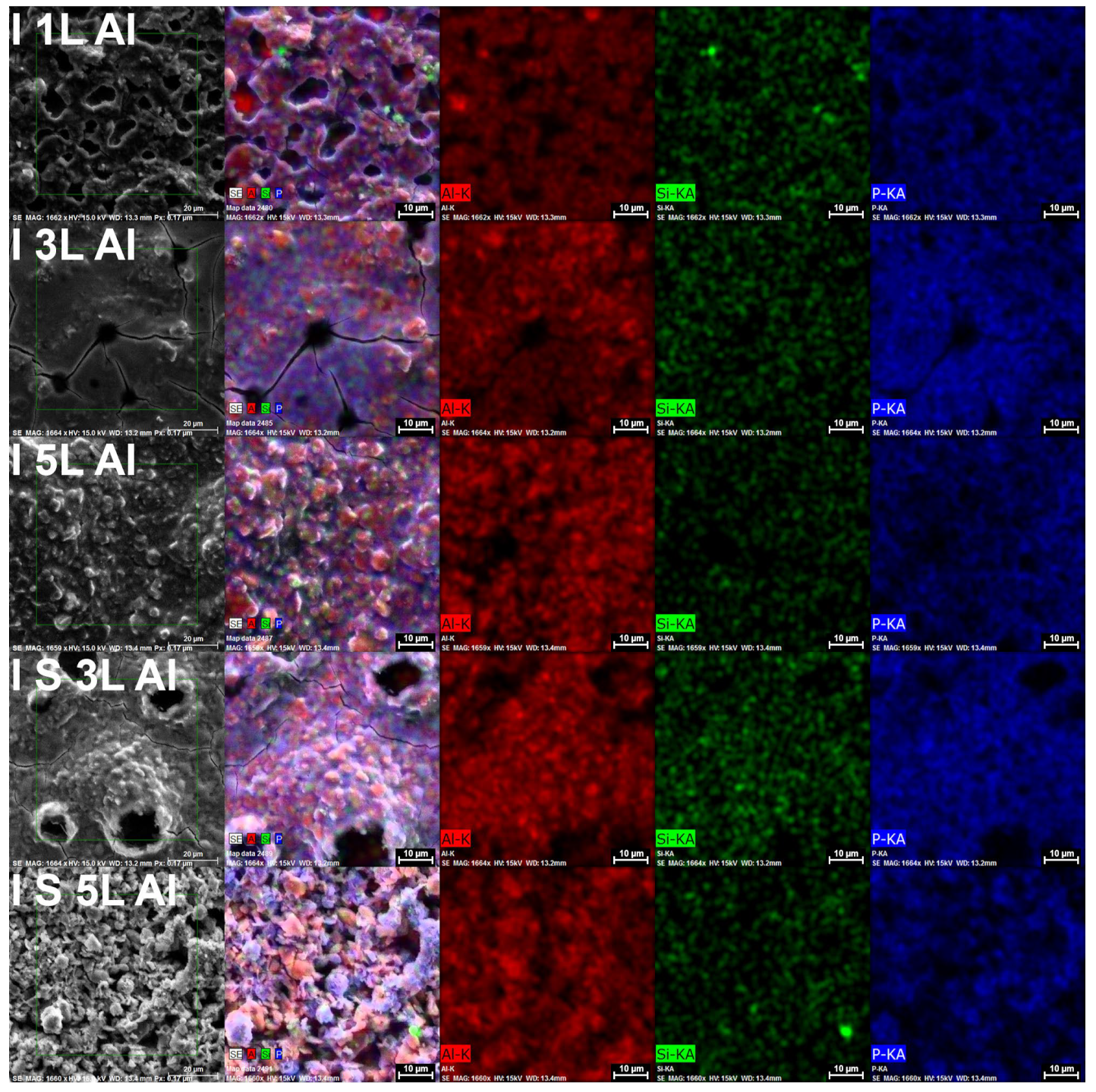
3.1.1. Geopolymer I Al
- Sample I 1L Al: The surface was slightly rough and showed microporosity. A small number of cracks are visible.
- Sample I 3L Al: The surface was also slightly rough. On this surface, there is also visible microporosity, but in a smaller amount compared to the previous sample, and cracks emerge from the porosity, which are larger than those in the sample I 1L Al. However, there were visible cracks that were stable, and no flaking was present.
- Sample I 5L Al: The surface was very rough and contained large porosity that looked like bubbles.
- Sample I S 5L Al: The surface was slightly rough. It contained porosity that looked like bubbles, like the previous sample, but in a small amount. The cracks were smaller compared to those of sample I 3L Al and stable.
- Sample I S 5L Al: The surface was slightly rough, and it was different compared to that of the other sample coatings of this series. The surface was granular, without any porosity or cracks. We assume that this structure is not ideal, and from previous research, we can predict weak adhesion behavior.

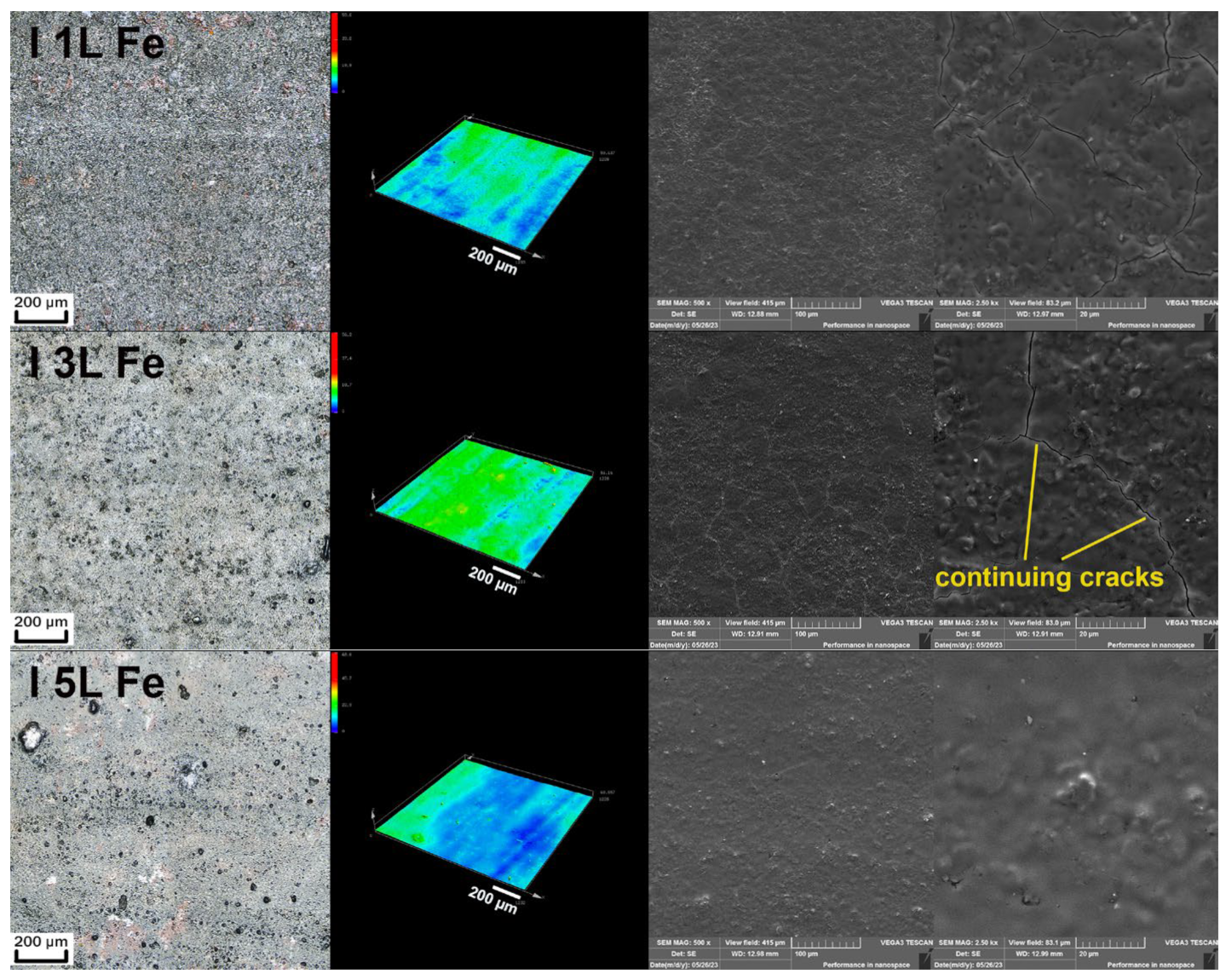
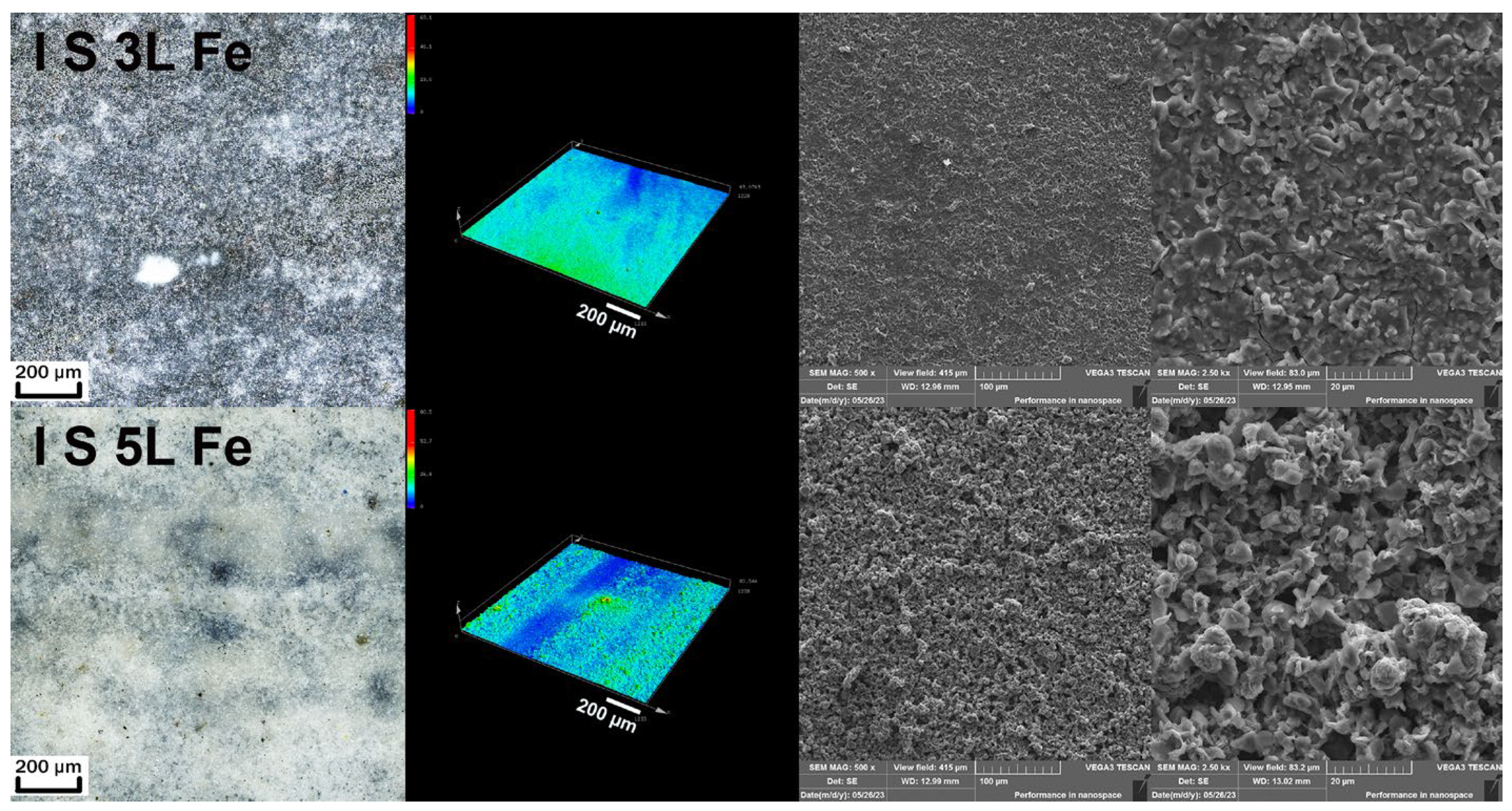
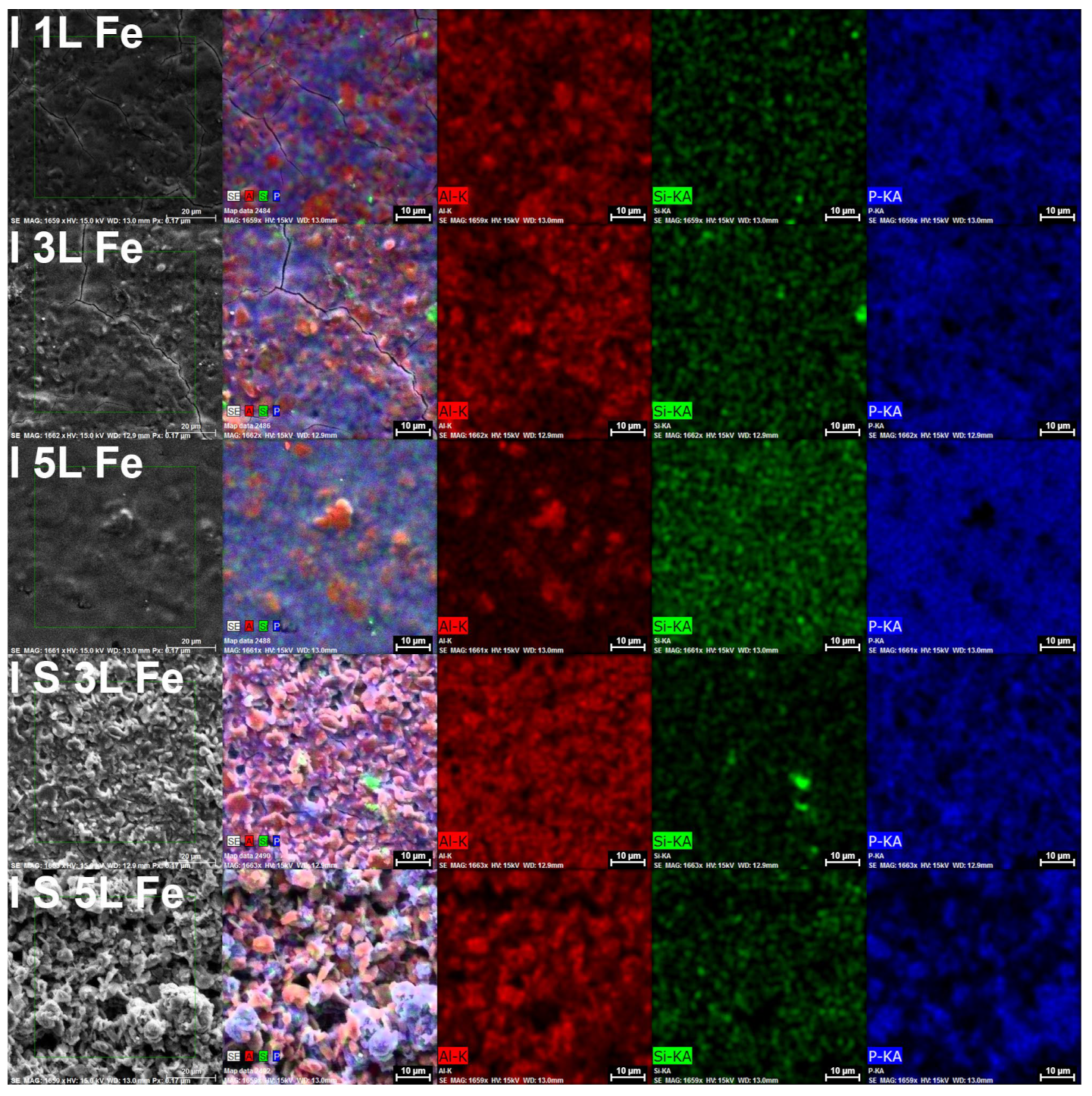
3.1.2. Geopolymer I Fe
- Sample I 1L Fe: The coating surface of this sample is uniform, with a couple of small cracks. There is no visible porosity.
- Sample I 3L Fe: This surface is similar to sample I 1L Fe. It is evident that there is not much difference between a single-layer and multi-layer system, but we can observe that the cracks tend to coalesce to form long cracks.
- Sample I 5L Fe: This coating surface is the same as previous coatings on a steel substrate. However, it is completely without cracks.
- Sample I S 5L Fe: This sample is very different compared to the sample I 3L Fe. The surface is granular, with fine cracks.
- Sample I S 5L Fe: Even with this sample, the surface is different compared to that of the sample I 5L Fe, and a continuing trend can be seen with the layers applied in a different way (Figure 3). The layer is very fragmented and completely granular.

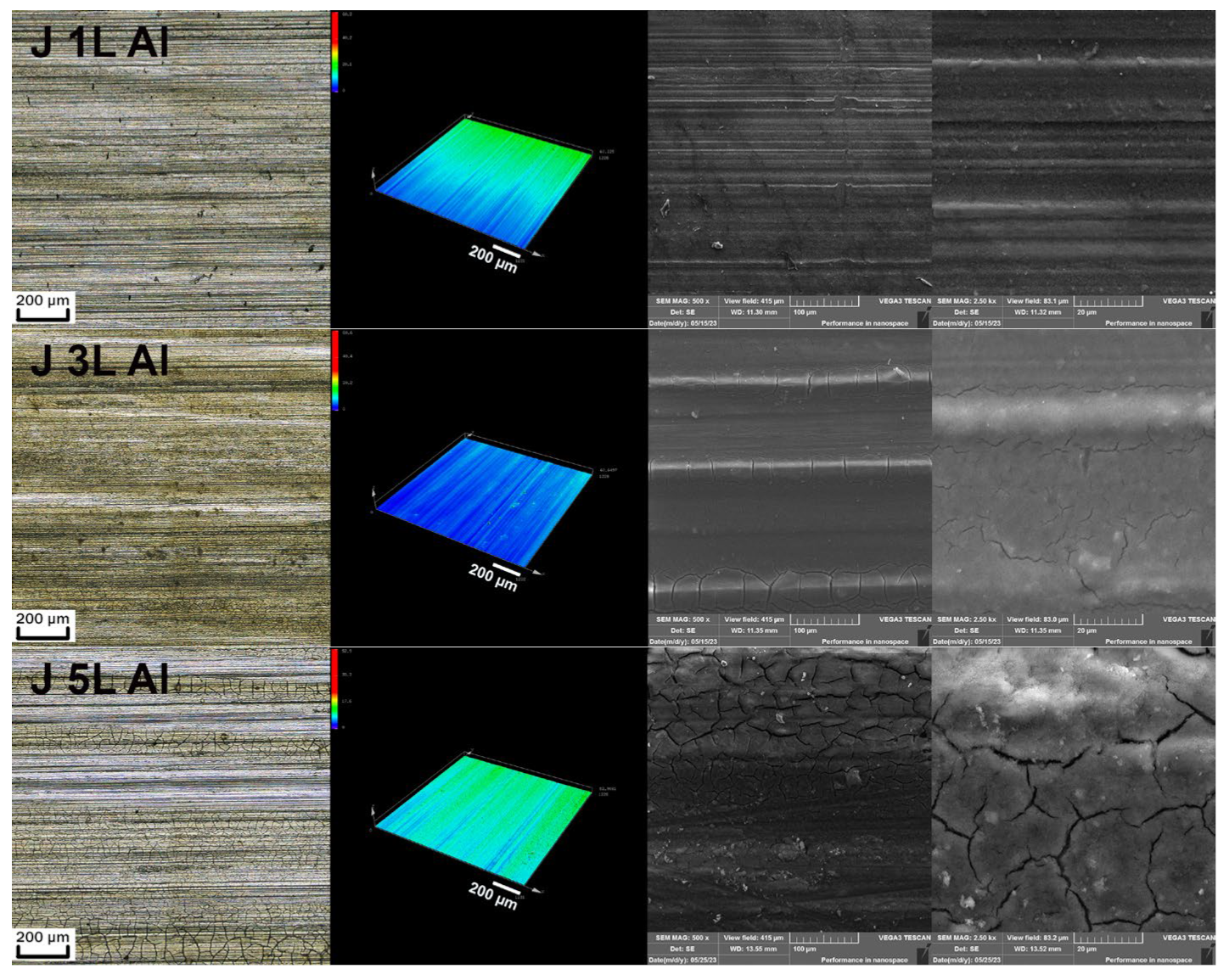
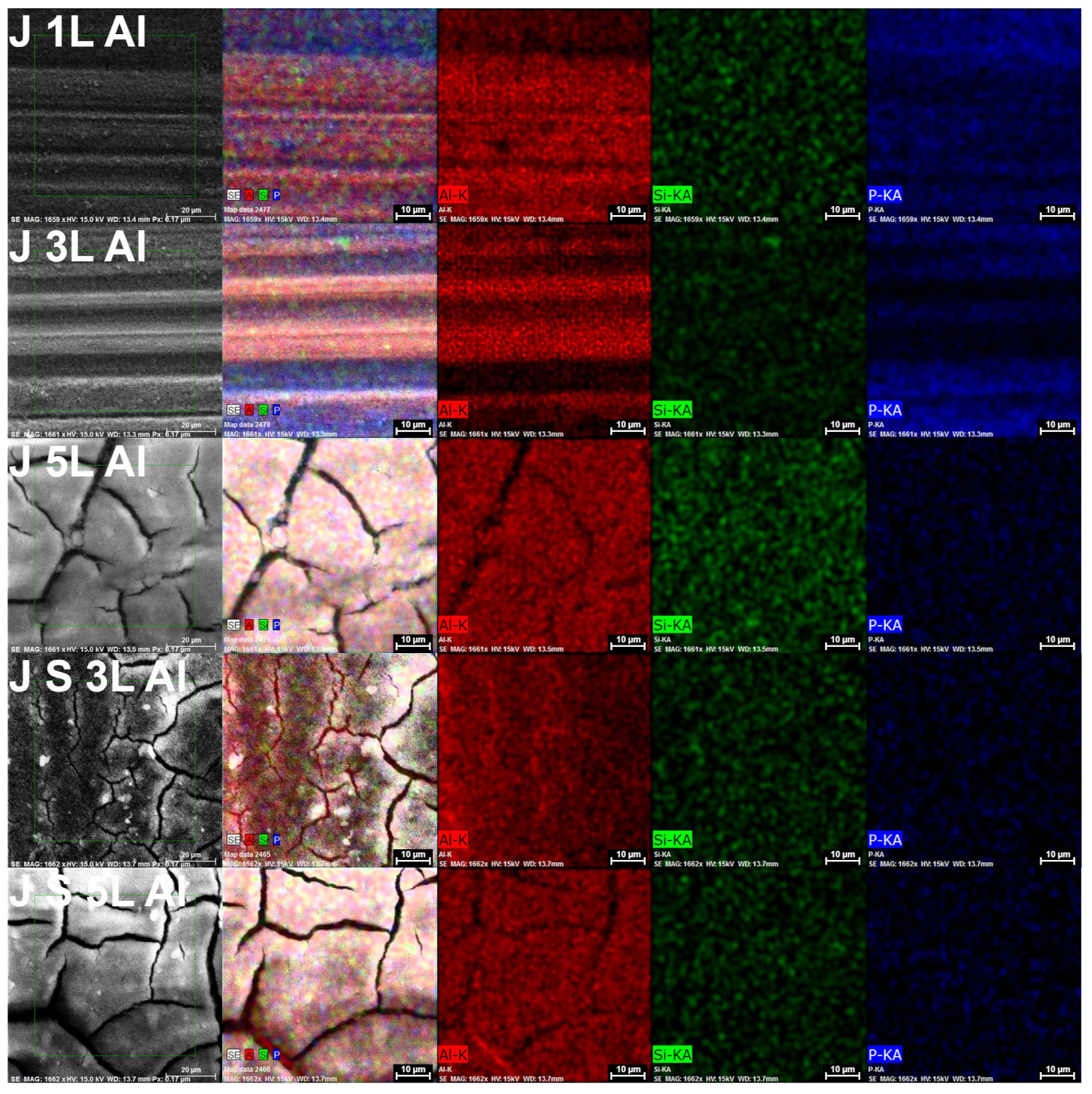
3.1.3. Geopolymer J Al
- Sample J 1L Al: The surface had a very fine and smooth surface structure. It was stable, without visible cracks or flaking. There were visible lines after painting with a brush.
- Sample J 3L Al: There were also visible lines after painting with a brush; however, there were cracks on places with the thickest coating, which represents brighter places on the SEM picture.
- Sample J 5L Al: This surface was not as smooth as previous surfaces. There were visibly larger cracks than in the previous sample, which were visible mainly in places with a thicker layer of coating, but no flaking.
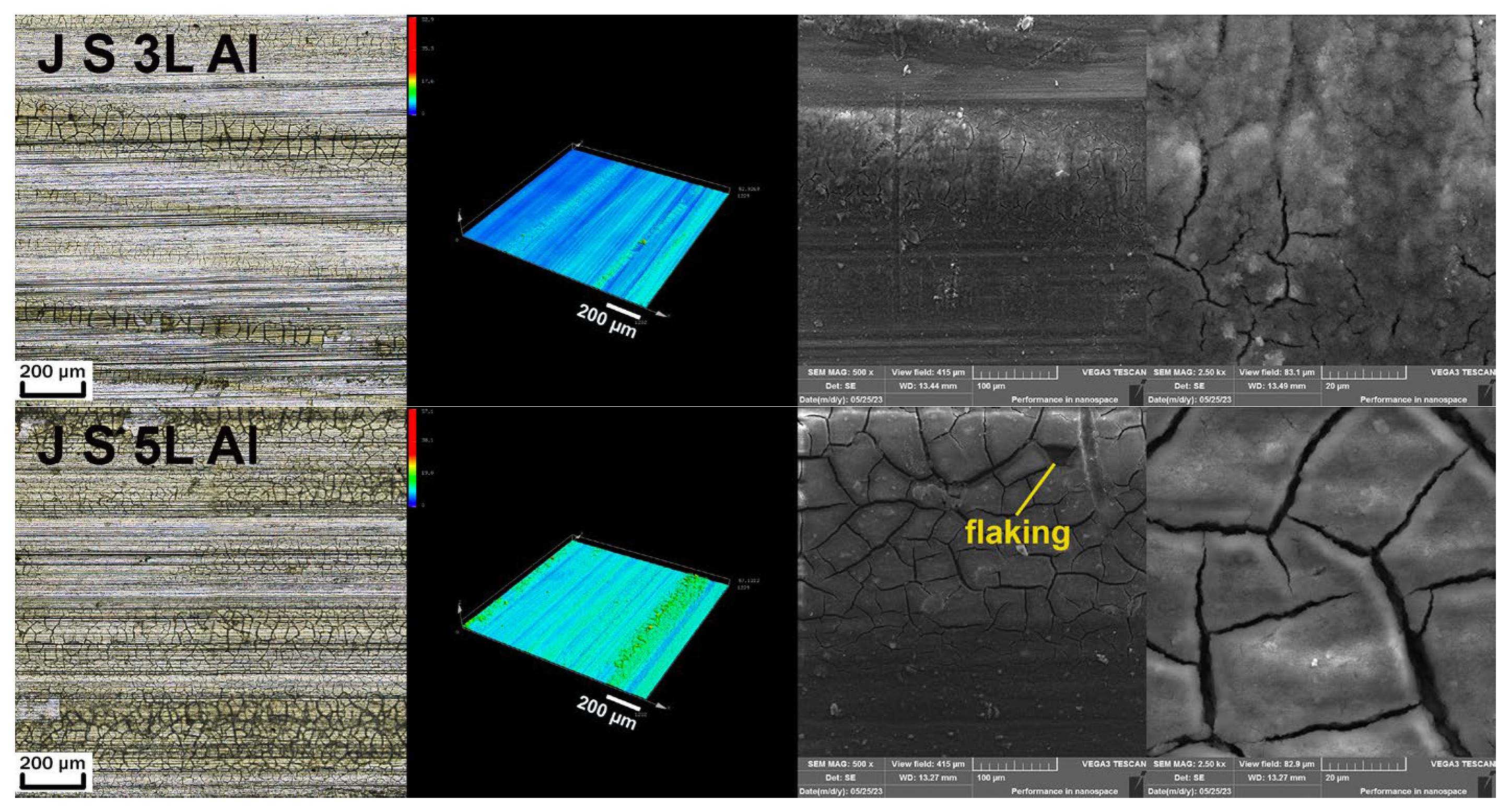
- Sample J S 3L Al: This surface was also not smooth. Cracks were visible.
- Sample J S 5L Al: The surface was slightly rough. On this surface, there were visible, large cracks. Here, there was also visible flaking for the first time.

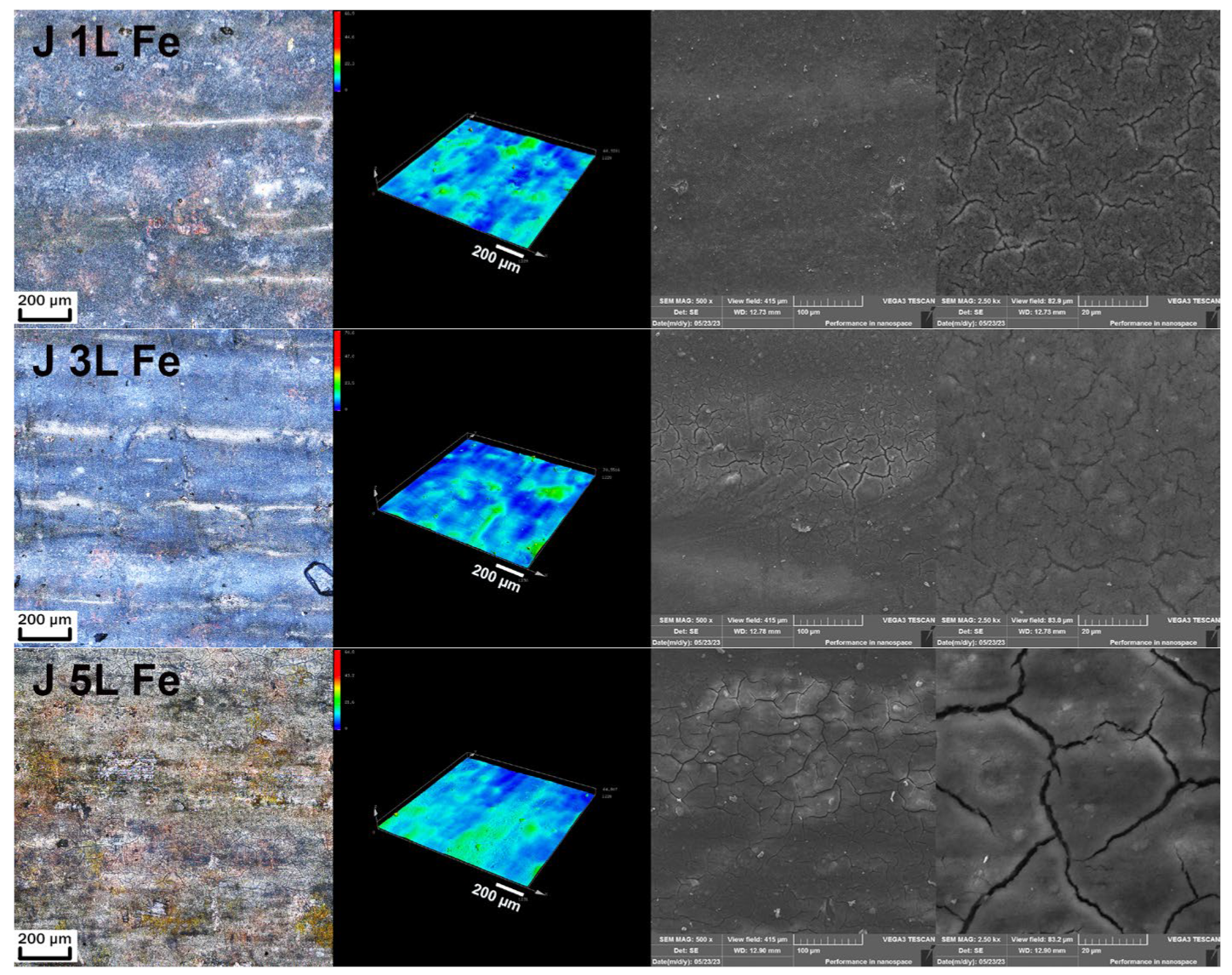
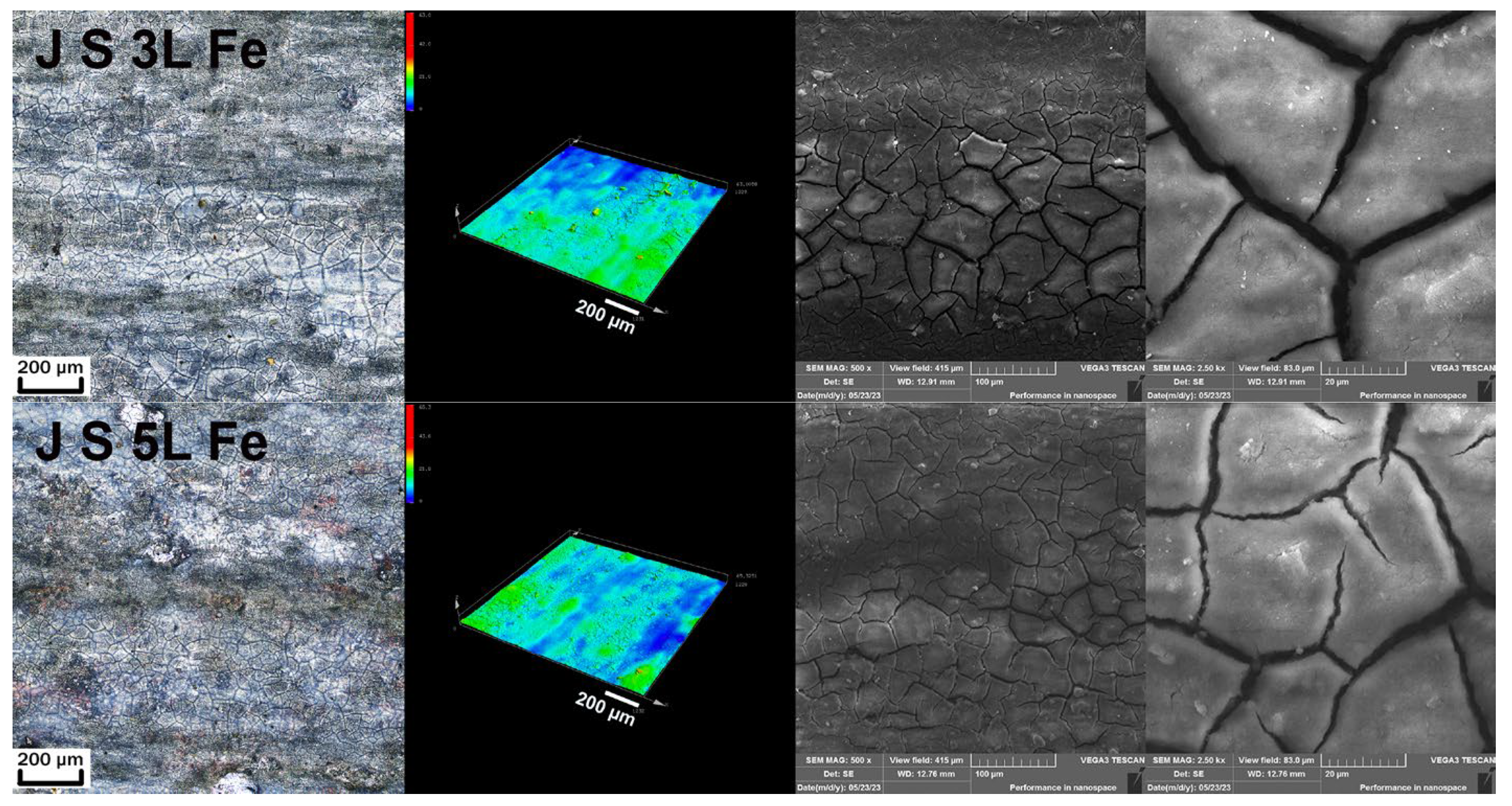
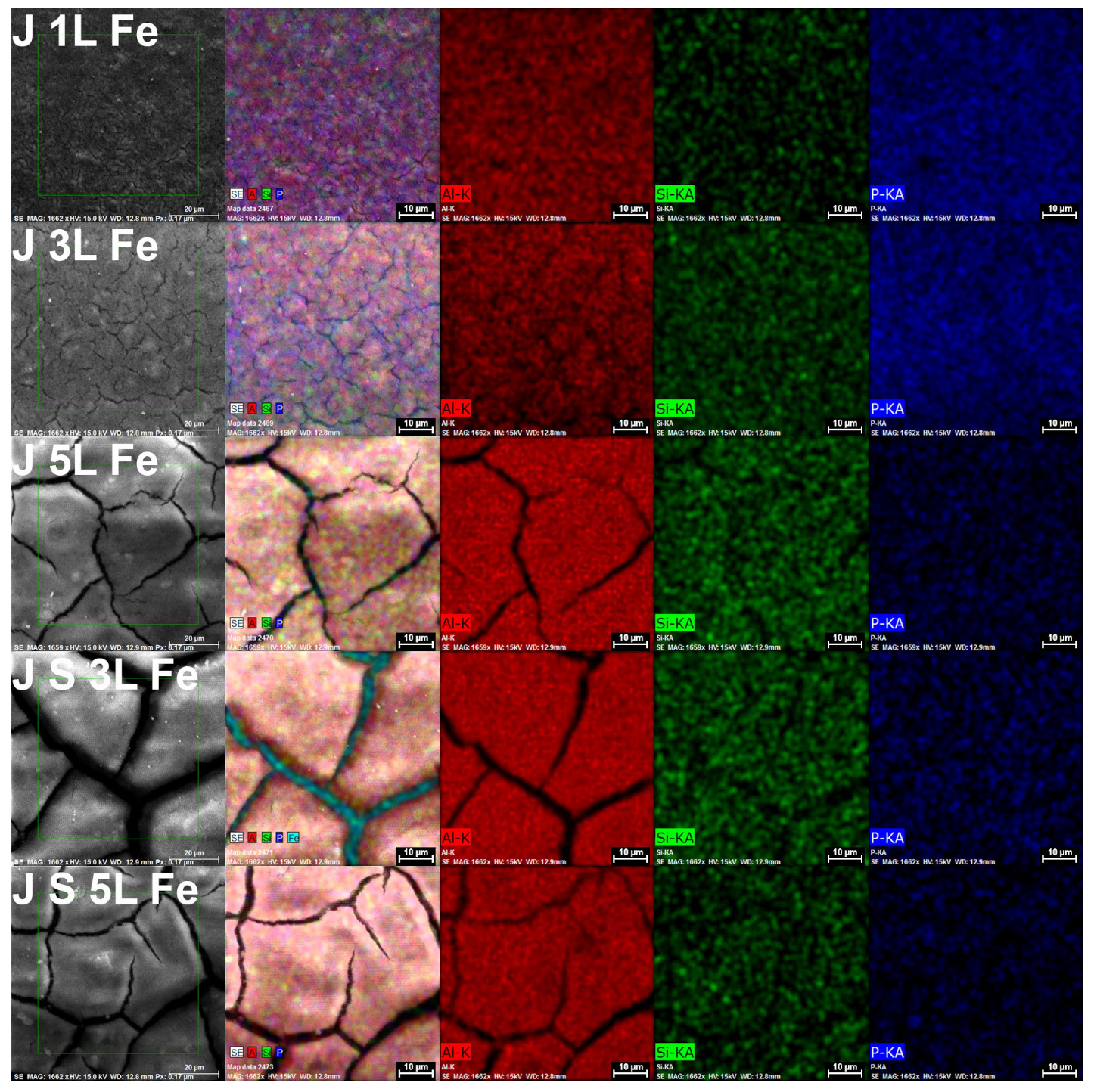
3.1.4. Geopolymer J Fe
- Sample J 1L Fe: The surface had a very fine and smooth surface structure. Cracks were regular and visible only in the detail.
- Sample J 3L Fe: The surface was also very fine, with a smooth structure. Cracks were larger but without flaking.
- Sample J 5L Fe: The cracks of this multi-layer system were larger, without flaking.
- Sample J S 3L Fe: The cracks were extensive. No flaking was observed, but the space of the cracks was large and seemed unstable. More cracks were situated in the places with a thicker coating (after the brush application).
- Sample J S 5L Fe: The surface was rough. The cracks were extensive and homogeneously distributed over the surface, not only in places with a thicker coating.

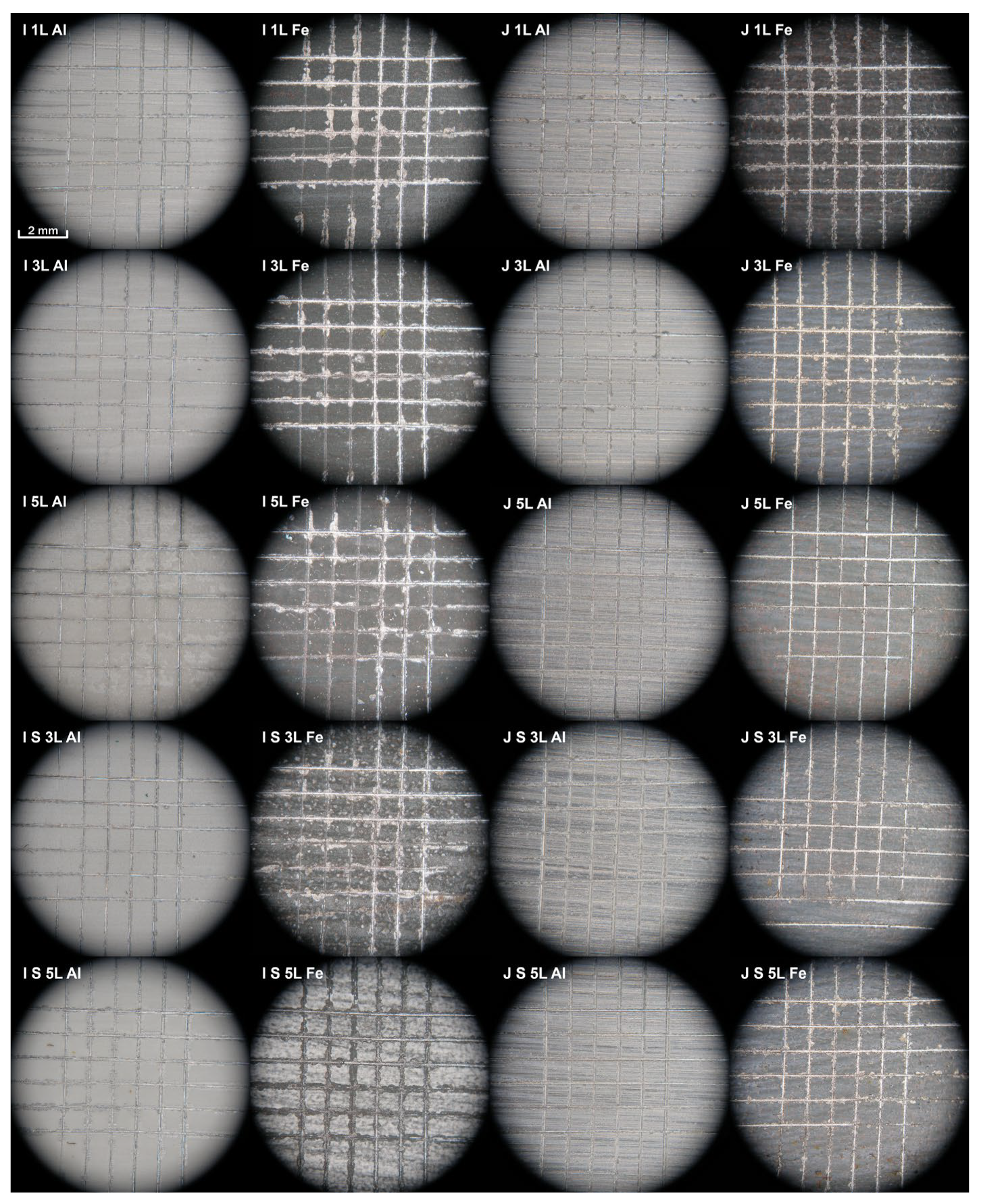
3.2. Analysis of the Adhesion of the Geopolymer Layer by the Grid Test
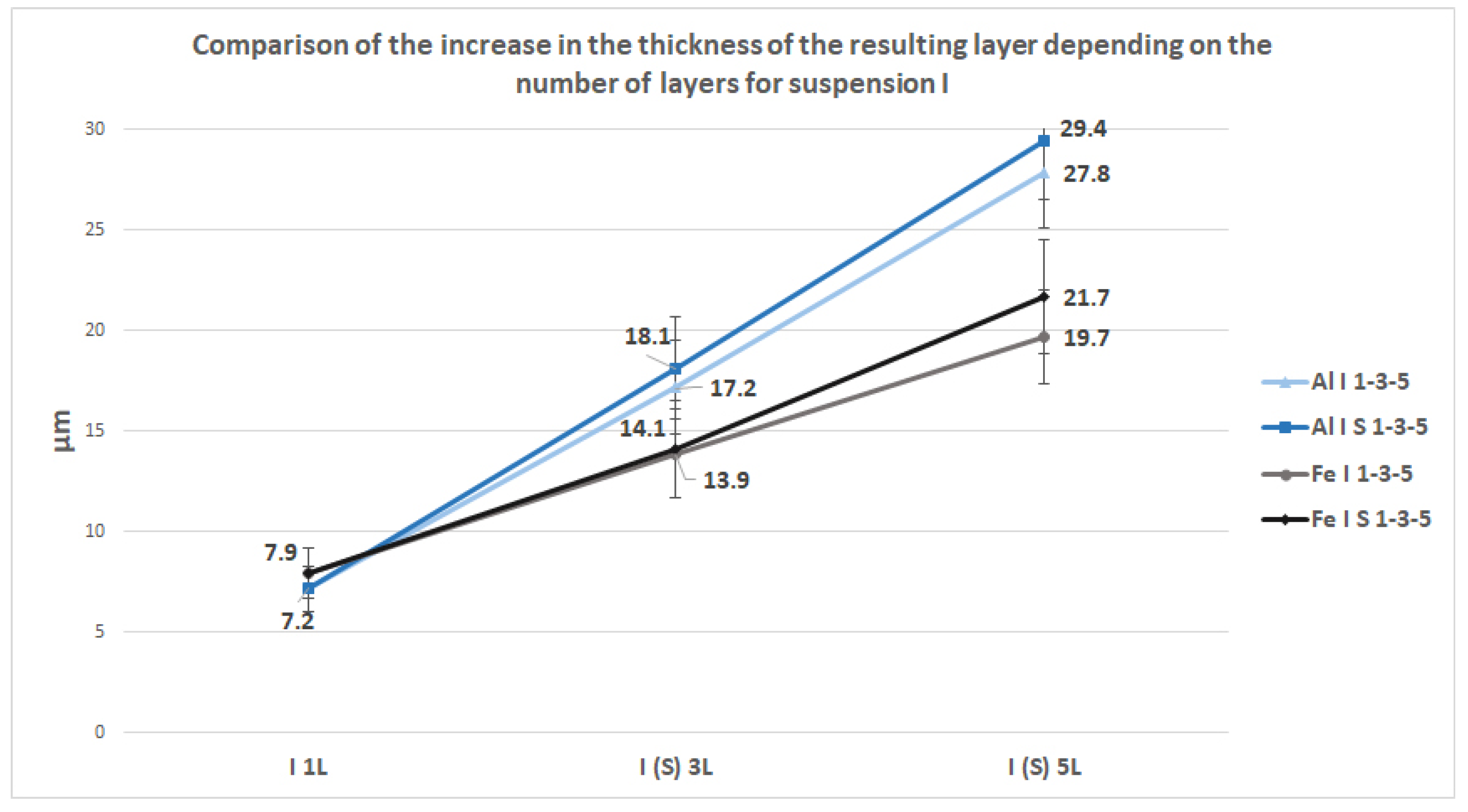
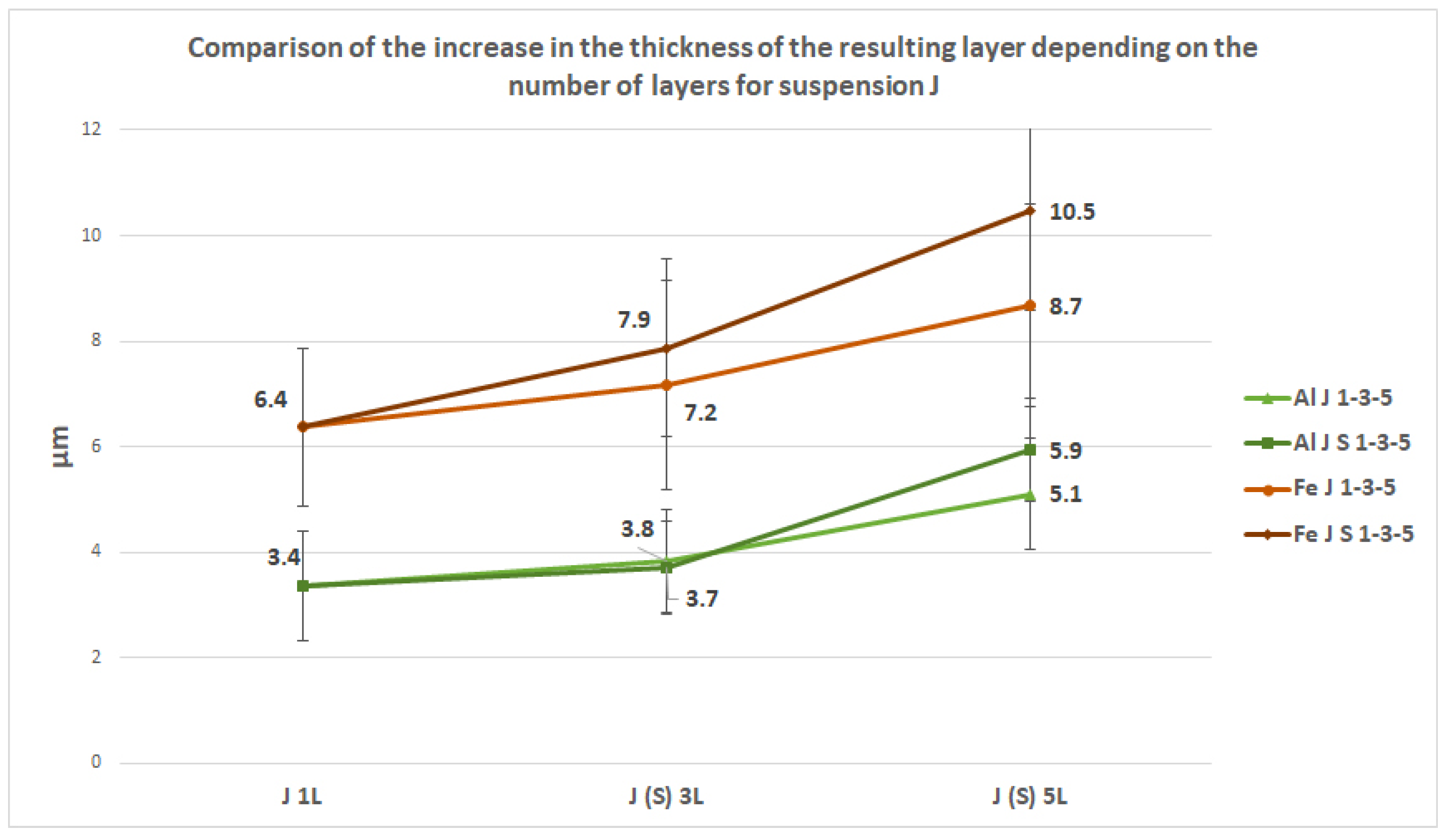
3.3. Analysis of the Thickness of the Geopolymer Layer
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Matsimbe, J.; Dinka, M.; Olukanni, D.; Musonda, I. Geopolymer: A systematic review of methodologies. Materials 2022, 15, 6852. [Google Scholar] [CrossRef] [PubMed]
- Rong, X.; Wang, Z.; Xing, X.; Zhao, L. Review on the Adhesion of Geopolymer Coatings. ACS Omega 2021, 8, 5108–5112. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.B.; Middendorf, B. Geopolymers as an alternative to Portland cement: An overview. Constr. Build. Mater. 2020, 237, 117455. [Google Scholar] [CrossRef]
- Amritphale, S.S.; Bhardwaj, P.; Gupta, R. Advanced Geopolymerization Technology. In Geopolymers and Other Geosynthetics; IntechOpen: London, UK, 2020. [Google Scholar]
- He, R.; Dai, N.; Wang, Z. Thermal and Mechanical Properties of Geopplymers Exposed to High Temperature: A Literature Review. Adv. Civ. Eng. 2020, 2020, 1–17. [Google Scholar]
- Duxson, P.; Mallicoat, S.W.; Lukey, G.C.; Kriven, W.M.; Deventer, J.S.J.V. The effect of alkali and Si/Al ratio on the development of mechanical properties of me-takaolin-based geopolymers. Colloids Surf. A Physicochem. Eng. Asp. 2007, 292, 8–20. [Google Scholar] [CrossRef]
- Duxson, P.; Lukey, G.C.; van Deventer, J.S.J. Thermal evolution of metakaolin geopolymers: Part 1—Physical evolution. J. Non-Cryst. Solids 2006, 352, 2186–2200. [Google Scholar] [CrossRef]
- Ramasamy, S.; Abdullah, M.M.B.; Kamarudin, H.; Yue, H.; Jin, W. Improvement of Kaolin Based Geopolymer Coated Wood Substrates for Use in NaOH Molarity. Mater. Sci. Forum 2019, 967, 241–249. [Google Scholar]
- Temuujin, J.; Minjigmaa, A.; Rickard, W.; Lee, M.; Williams, I.; Riessen, A. Fly ash based geopolymer thin coatings on metal substrates and its thermal evaluation. J. Hazard. Mater. 2010, 180, 748–752. [Google Scholar] [CrossRef]
- Vickers, L.; Riessen, A.; Rickard, W.D.A. Fire-Resistant Geopolymers: Role of Fibres and Fillers to Enhance Thermal Properties; Briefs in Materials; Springer: New York, NY, USA, 2015; ISBN 978-981-287-310-1. [Google Scholar]
- Zhang, Y.; Li, Z.; Sun, W.; Li, W. Setting and Hardening of Geopolymeric Cement Pastes In-corporated with Fly Ash. ACI Mater. J. 2009, 106, 405–412. [Google Scholar]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.; Lukey, G.C.; Palomo, A.; Deventer, J.S.J.V. Geopolymer Technology: The Current State of the Art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Nergis, D.B.; Vizureanu, P.; Ardelean, I.; Sandu, A.; Corbu, O.; Matei, E. Revealing the Influence of Microparticles on Geopolymers’ Synthesis and Porosity. Materials 2020, 13, 3211. [Google Scholar] [CrossRef]
- Shuai, Q.; Xu, Z.; Yao, Z.; Chen, X.; Jiang, Z.; Peng, X.; An, R.; Li, Y.; Jiang, X.; Li, H. Fire resistance of phosphoric acid-based geopolymer foams fabricated from metakaolin and hydrogen peroxide. Mater. Lett. 2019, 263, 127228. [Google Scholar] [CrossRef]
- Kouamo, H.T.; Rüscher, C.H. Mechanical and microstructural properties of metakaolin-based geopolymer cements from sodium waterglass and phosphoric acid solution as hardeners: A comparative study. Appl. Clay Sci. 2017, 140, 81–87. [Google Scholar]
- Celerier, H.; Jouin, J.; Gharzouni, A.; Mathivet, V.; Sobrados, I.; Tessier-Doyen, N.; Rossignol, S. Relation between working properties and structural properties from 27Al, 29Si and 31P NMR and XRD of acid-based geopolymers from 25 to 1000 °C. Mater. Chem. Phys. 2019, 228, 293–302. [Google Scholar] [CrossRef]
- Wang, H.; Li, H.; Yan, F. Synthesis and tribological behavior of etakaolinite-based geopolymer composites. Mater. Lett. 2005, 59, 3976–3981. [Google Scholar] [CrossRef]
- Troconis, B.C.R.; Frankel, G.S. Effect of Roughness and Surface Topography on Adhesion of PVB to AA2024-T3 using the Blister Test. Surf. Coat. Technol. 2013, 236, 531–539. [Google Scholar] [CrossRef]
- Hogmark, S.; Hedenqvist, P.; Jacobson, S. Tribological properties of thin hard coatings—Demands and evaluation. Surf. Coat. Technol. 1997, 90, 247–257. [Google Scholar] [CrossRef]
- Jadon, V.K.; Kumar, S. Effect of substrate surface conditions on tribological behaviour of machine element coating. Aust. J. Mech. Eng. 2020, 20, 1000–1007. [Google Scholar]
- Hogmark, S.; Jacobson, S.; Larsson, M. Design and evaluation of tribological coatings. Wear 2000, 246, 20–33. [Google Scholar] [CrossRef]
- Mao, Y.; Biasetto, L.; Colombo, P. Metakaolin-based geopolymer coatings on metals by airbrush spray deposition. J. Coat. Technol. Res. 2020, 17, 991–1002. [Google Scholar] [CrossRef]
- Novotny, J.; Jaskevic, M.; Mamon, F.; Mares, J.; Houska, P. Manufacture and Characterization of Geopolymer Coatings Deposited from Suspensions on Aluminium Substrates. Coatings 2022, 12, 1695. [Google Scholar] [CrossRef]
- Mares, J.; Mamon, F.; Jaskevic, M.; Novotny, J. Adhesion of Various Geopolymers Coatings on Metal Substrates. Manuf. Technol. 2023, 23, 81–87. [Google Scholar] [CrossRef]
- AW, E.N. 6060; AlMgSi. AlMgSi. Vydavatelství Úřadu pro Normalizaci a Měření: Prague, Czech Republic, 1978.
- ALLOY DATA SHEET EN-AW 6060. Available online: N.A.2019/07/NEDAL_Datasheet-6060.pdf (accessed on 25 October 2022).
- Kanaboyana, N.; Hanchate, S.R.; Ghorpade, V.G. Durability properties of geopolymer concrete produced with recycled coarse aggregates and quarry stone dust. Nat. Volatiles Essent 2021, 8, 10450–10459. [Google Scholar]
- Ruzaidi, C.; Al Bakri, A.; Binhusain, M.; Salwa, M.; Alida, A.; Faheem, M.; Azlin, S. Study on Properties and Morphology of Kaolin Based Geopolymer Coating on Clay Substrates. Key Eng. Mater. 2013, 594, 540–545. [Google Scholar] [CrossRef]
- Zainal, F.; Fazill, M.; Hussin, K.; Rahmat, A.M.; Al Bakri, A.; Wazien, W. Effect of Geopolymer Coating on Mild. Solid State Phenom. 2018, 273, 175–180. [Google Scholar] [CrossRef]
- Zhang, X.; Yao, A.; Chen, L. A Review on the Immobilization of Heavy Metals with Geopolymers. Adv. Mater. Res. 2013, 634, 173–177. [Google Scholar] [CrossRef]
- Lingyu, T.; Dongpo, H.; Jianing, Z.; Hongguang, W. Durability of geopolymers and geopolymers concretes: A review. Rev. Adv. Mater. Sci. 2021, 60, 1–14. [Google Scholar] [CrossRef]
- Bhardwaj, P.; Gupta, R.; Deshmukh, K.; Mishra, D. Optimization studies and characterization of advanced geopolymer coatings for the fabrication of mild steel substrate by spin coating technique. Indian J. Chem. Technol. 2021, 28, 59–67. [Google Scholar]
- Jiang, C.; Wang, A.; Bao, X.; Chen, Z.; Ni, T.; Wang, Z. Protective Geopolymer Coatings Containing Multi-Componential Precursors: Preparation and Basic Properties Characterization. Materials 2020, 13, 3448. [Google Scholar] [CrossRef]
- Zhu, C.; Guo, Y.; Wen, Z.; Zhou, Y.; Zhang, L.; Wang, Z.; Fang, Y.; Long, W. Hydrophobic Modification of a Slag-based Geopolymer Coating. IOP Conf. Ser. Earth Environ. Sci. 2021, 783, 012015. [Google Scholar] [CrossRef]
- Gupta, R.; Tomar, A.S.; Mishra, D.; Sanghi, S.K. Multifaceted geopolymer coating: Material development, characterization and study of long term anti-corrosive properties. Microporous Mesoporous Mater. 2021, 317, 110995. [Google Scholar] [CrossRef]
- ISO 2409:2020(en); Paints and Varnishes-Pull of Test for Adhesion. ISO: Geneva, Switzerland, 2020.
- Rieutord, F.; Moriceau, H.; Beneyton, R.; Capello, L.; Morales, C.; Charvet, A.-M. Rough Surface Adhesion Mechanisms for Wafer Bonding. Electrochem. Soc. 2006, 3, 205. [Google Scholar]
- Beketov, A.; Khalimova, S. Impact of Roughness and Friction Properties of Road Surface of Urban Streets on the Traffic Safety. Commun. Sci. Lett. Univ. Zilina 2023, 25, 51–63. [Google Scholar] [CrossRef]
- Kohli, J.T.; Nguyen, K.; Zhang, L. Anti-Glare Surface and Method of Making. US8992786B2,09.04.2015.
- Kumar, A.; Kumar, M.; Tailor, S. Self-lubricating composite coatings: A review of deposition techniques and material advancement. Mater. Today Proc. 2023, 11, 302. [Google Scholar] [CrossRef]
- Zhang, G.; Cai, W.; Wei, X.; Yin, Y. Percolation and Supply Behavior of Lubricant on Porous Self-Lubricating Material. Adv. Eng. Mater. 2023, 25, 12. [Google Scholar] [CrossRef]
- Wang, X.L.; Yang, L.Y.; Wang, S. Research and Development of Self-Lubricating Bearing Materials. Adv. Mater. Res. 2013, 651, 198–203. [Google Scholar] [CrossRef]
- Omer, L.; Gomaa, M.; Sufe, W.H.; Elsayed, A.A.; Elghazaly, H.A. Enhancing corrosion resistance of RC pipes using geopolymer mixes when subjected to aggressive environment. J. Eng. Appl. Sci. 2022, 69, 3. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Al | Fe | ||
|---|---|---|---|---|
| Measurement Direction | Measurement Direction | |||
| A | B | A | B | |
| Ra [μm] | 0.206 | 0.841 | 1.091 | 0.874 |
| Rz [μm] | 1.117 | 5.410 | 6.225 | 5.098 |
| Rmax [μm] | 1.488 | 6.710 | 6.850 | 6.613 |
| Rt [μm] | 1.603 | 6.958 | 8.448 | 7.538 |
| Substrate | I 1L | I 3L | I 5L | I S 5L | I S 5L | J 1L | J 3L | J 5L | J S 3L | J S 5L |
|---|---|---|---|---|---|---|---|---|---|---|
| Al | 1 | 1 | 1 | 1 | 2 | 1 | 1 | 1 | 1 | 1 |
| Fe | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 1 | 2 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaskevic, M.; Novotny, J.; Mamon, F.; Mares, J.; Markopoulos, A. Thickness, Adhesion and Microscopic Analysis of the Surface Structure of Single-Layer and Multi-Layer Metakaolin-Based Geopolymer Coatings. Coatings 2023, 13, 1731. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13101731
Jaskevic M, Novotny J, Mamon F, Mares J, Markopoulos A. Thickness, Adhesion and Microscopic Analysis of the Surface Structure of Single-Layer and Multi-Layer Metakaolin-Based Geopolymer Coatings. Coatings. 2023; 13(10):1731. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13101731
Chicago/Turabian StyleJaskevic, Martin, Jan Novotny, Filip Mamon, Jakub Mares, and Angelos Markopoulos. 2023. "Thickness, Adhesion and Microscopic Analysis of the Surface Structure of Single-Layer and Multi-Layer Metakaolin-Based Geopolymer Coatings" Coatings 13, no. 10: 1731. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13101731