The Potential Use of Oyster Shell Waste in New Value-Added By-Product
by
 ,
,
Thamyres H. Silva
1, 
Joana Mesquita-Guimarães
1,2,*,
Bruno Henriques
1,2,
Filipe S. Silva
2 and
Márcio C. Fredel
1 1
Ceramic and Composite Materials Research Group (CERMAT), Department of Mechanical Engineering, Federal University of Santa Catarina (UFSC), Florianopolis 88040-900, SC, Brazil
2
Center for MicroElectroMechanical Systems (CMEMS), Department of Mechanical Engineering, University of Minho (UMinho), 4800-058 Guimarães, Portugal
*
Author to whom correspondence should be addressed.
Resources 2019, 8(1), 13; https://0-doi-org.brum.beds.ac.uk/10.3390/resources8010013
Submission received: 21 November 2018
/
Revised: 12 December 2018
/
Accepted: 20 December 2018
/
Published: 5 January 2019
Abstract
:Calcium carbonate is one of the most used raw materials in various industries, such as construction materials, food supplement, pharmaceutics, animal feed, plastic production, and others. Calcium carbonate can derive from marine wastes, like crustaceans and bivalve’s shells. The worldwide demand for new sources of food has increased exponentially, and following that tendency, the mariculture—especially the oyster culture—has been increasingly resorting to farming techniques. In 2016, 438 billion tons of oysters were produced. The majority of the shells were unduly discarded, presenting a public health problem. This article offers a solution based on the reuse and recycling of oyster shell residues in the production region of Florianópolis, SC, Brazil. The presented solution is an oyster shell by-product developed by a local company which produces artificial stone. The main component of the artificial stone is a composite material made of oyster shells incorporated in a polymeric resin. The mechanical properties, such as its flexural strength, hardness, Weibull modulus, and fracture analysis, were held in the artificial stone. The mechanical results of the new artificial stone were compared with other natural stones, such as granite and marble, and other commercial artificial stones. This material owns suitable mechanical properties for table tops and workbenches. Using this product as an artificial stone represents an innovation in the development of a new product and adds commercial value to local waste. This product is an excellent example of a circular economy for local producers who care about the environment, and it encourages the reduction of extraction of natural stone, such as granite and marble.
1. Introduction
With the exponential population growth in the 20th century and the demand for increased food production, the previous typical handcraft-based sectors began to focus their investment in the industrialisation of food production. Aquaculture has experienced considerable growth on the global scale, and mariculture is one of the most significant industries [1,2,3]. Mariculture is related to the production of aquatic organisms in marine waters, which involves the cultivation (via farming techniques) of sea fish, crustaceans, and molluscs [4]. Seafood production sustains a part of the global economy, where the commercialisation of molluscs is in second place on a worldwide level, e.g., “with 16.1 million tons of molluscs (19 billion USD) produced annually”. According to the Food and Agriculture Organization of the United Nations (FAO), the value of the global production of this species for the year 2016 was 3.69 billion USD [5,6].
In the oyster market, the most produced species is Crassostrea gigas, widely known as the Pacific oyster. The Pacific oyster has become the cultivated oyster of choice in many regions of the world, due to its speedy growth and its resilience to many diverse environmental conditions. In 2003, the world production of C. gigas reached about 4.4 million tons; their shells represent more than 70% of their weight, resulting in 3.08 million tons of shell waste. These numbers indicate the need to dispose of these residues properly, and to assess the chances of reuse and their introduction to new manufacturing processes [5,7,8].
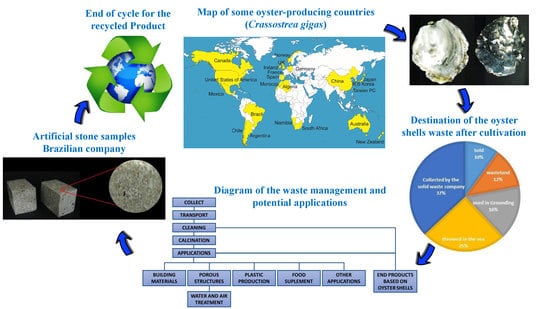
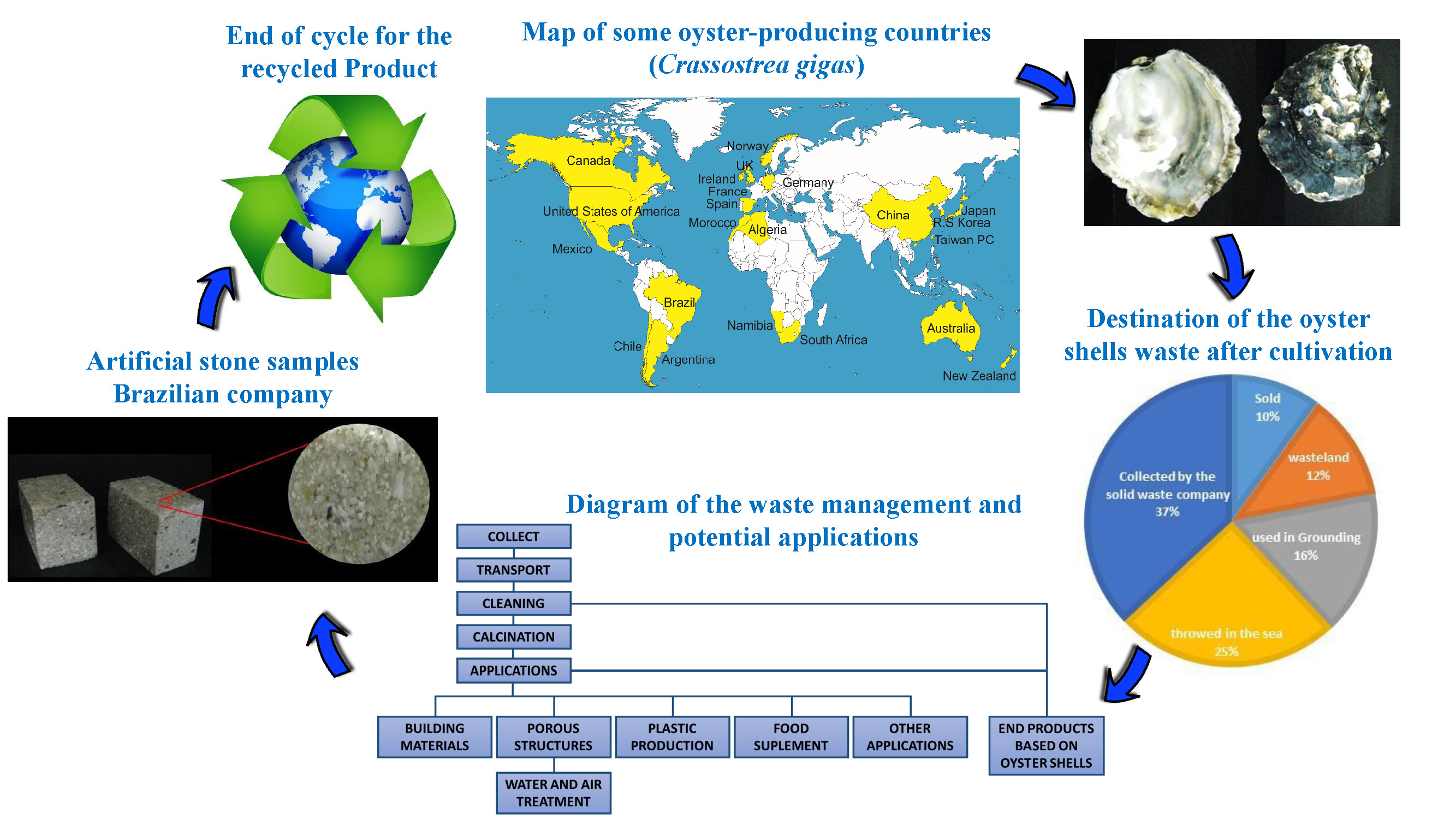
Based on a geographic overview of the oyster production and environmental impacts, the following map (Figure 1a) presents the regions of the highest production of the C. gigas (referring to the year of 2016) [9]. Since the 1950s, the world panorama of the production of C. gigas exhibited a remarkable tendency with a steady increase. There were, however, some decreases in production, sometimes related to environmental conditions, such as water temperature, or even ocean currents carrying micro-organisms that contaminated (or were also caused by the excessive death of) the marine animals in a given region. Finally, in 2014, the market reached 625.925 tons, as illustrated in Figure 1b. According to the FAO, Asia has become the most important producer of molluscs, followed by Europe and the Americas [5], as illustrated in Figure 1c. Chile is the leading producer in the Americas and ranks ninth in the world, and Brazil is the second largest producer in the Americas and is in 14th place in the world ranking; their markets weigh 1227.4 and 934.8 million tons, respectively [5]. In this production sector, one of the most worrying factors is the amount of residue generated, and this is directly related to the volume of oyster shells produced. Most of the waste is deposited in landfills, abandoned on land, or returned to the sea, thus causing incalculable environmental impacts. These waste products, when deposited in the soil, contaminate and attract animals due to the strong odour. When the oyster shell waste is deposited in the sea, it causes grounding and infects the marine population. The lack of regulation and inspection in several oyster-producing countries reflect a significant environmental impact generated by this sector [10,11].
The first reported case of a public health problem related to careless disposal of oyster residues was made known by the begging of the oyster farming process in the early 1980s in South Korea. The statistical data shows that 300,000 tons of oyster shells were annually disposed, and over time microbial decomposition occurred and developed very toxic gases such as NH3 and H2S [12,13]. The South Korean government, alarmed with the state of public health, financed a project to define new strategies for recycling these wastes. Within these programs were created factories for calcium and fertilisers production with the purpose of increasing the number of recycled oyster shells. However, only 30% of the discarded shells were reused by the companies [13,14].
The Brazilian production of oysters has shown exponential growth, so there is a strong incentive to conduct research in this area [15]. The southern region of Brazil, in Santa Catarina, Florianopolis, is the area with the highest mollusc production in the country. In 2014, according to EPAGRI (Agricultural research company and rural extension of Santa Catarina), 21,554 tonnes of oysters were produced [16]. Based on studies developed in this area, the graph of Figure 1c shows that only 10% oyster shell residues are reintroduced into the industry. Most of this waste is collected by the company that treats the city’s solid waste and destined for landfills. Other amounts are thrown into the sea, or disposed of in a wasteland [15].
The cleaned oysters can be reused in several applications. The principal component (approximately 96%) of oyster shells is calcium carbonate (CaCO3), which can be used in various sectors; for example, the construction industry, as an aggregate of limestone for cement, and even the pharmaceutical industry, as a calcium-enriched supplement [4,13].
In this work, the authors present a specific commercial product that reuses the oyster shells to manufacture an artificial stone to use in tabletops and workbenches. In collaboration with the local company, the CERMAT/UFSC research group made a complete mechanical characterisation of the product using 4-point bending flexural tests, determining the Weibull modulus, performing a fracture analysis by observing the fracture lines in a scanning electron microscope, and measuring the hardness of the different materials of the composite. Based on the extreme potential of the oyster shell residue as a raw material, it was analysed in order to encourage the local companies of the producer countries to use this inexpensive source of material.
2. Materials and Methods
A local company (Florianopolis, SC, Brazil) provided samples of artificial stone. Regarding the information on the technical data, reinforcement material of the artificial stone is the region’s oyster shells after being properly clean, milled, and mixed with unsaturated polyester resin. It was also reported that a step of vibration precedes the compression procedure. These are the typical information presented in catalogues of identical artificial stones reinforced with marble [17] or glass [18].
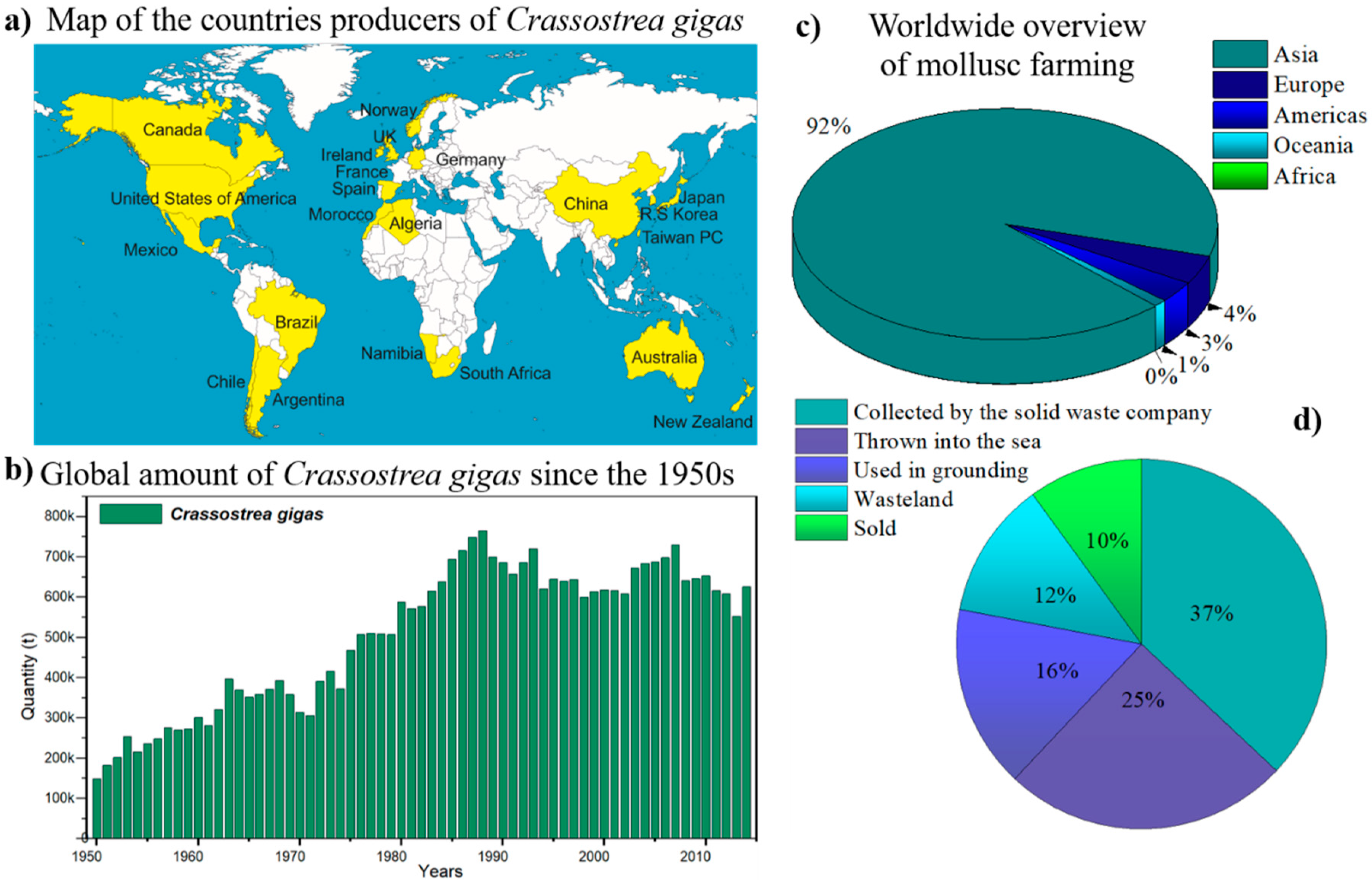
The CERMAT/UFSC lab performed the compositional, mechanical, and thermal analysis characterisation. The typical oyster shells of the region and the artificial stone samples provided by the company are shown in Figure 2.
Technical Analysis
The samples were characterised by using several technical analyses. A low-vacuum scanning electronic microscope (TM3030, Hitachi, Japan) was used to inspect the oyster shell parts, microstructure, and fracture. A microanalysis system of energy dispersive X-ray spectroscopy (EDX) (Swift ED3000, Oxford Instruments, High Wycombe, UK) that allows for the semi-quantification of the existent elements on the samples was attached to the microscope.
The mechanical tests were performed taking in account the typical tests done for this variety of commercial materials. Mechanical properties analysis was done by accessing the flexural strength and hardness of the artificial stone. The flexural strength was assessed using the 4-point bending tests, which simulates the load of a flexural force in an area of the sample. More than 15 samples with the size of 70 × 30 × 20 mm3 were tested. A universal testing machine (DL 2000, EMIC, Brazil) was employed using a cell load of 20 kN and the following test conditions: a loading rate of 1 mm/min, a distance between support pins of 42 mm, and the distance between loader pins of 21 mm.
The statistic tool of Weibull modulus was applied to the flexural strength results. This modulus indicates that 63.2% of the fractures will occur at a critical strength, σ0. The critical strength indicates with higher certainty that the material will withstand this strength without fracturing.
Hardness was determined on different points of the artificial stone by using a microhardness HMV-2 (Shimadzu, Kyoto, Japan). The applied load was 100 g for 10 s.
With the aim of identifying future applications for this oyster powder as a form of calcium oxide, a differential thermal analysis was done in order to determine the temperature of calcination and the quantity of calcium oxide that is obtained after calcination. For this purpose, we used an SDT 2860 simultaneous DSC-TGA (TA Instruments, New Castle/DE, USA), using a heating rate of 10 °C/min until 1000 °C.
A list of the tested method realised to explain the sequential procedure of analysis in this study is presented in Table 1.
This sequential procedure of analysis was done to evaluate the quality of the samples, analyse possible contaminations, and define the mechanical tests. The microstructural and chemical analysis revealed a good quality of the samples product. The flexural tests were done, and the flexural strength was determined and compared with commercial stones. As a consequence, the Weibull modulus was obtained. This parameter indicates the critical strength and the reproducibility of the fracture, which is a quality parameter. Afterwards, the hardness of different parts of the component was determined and compared with the commercial ones. Finally, the differential thermal analysis and thermogravimetry were done to compare the calcium transformation of the residues with the commercial calcium carbonate in order to analyse the potential of the residues as raw material.
3. Results and Discussion
3.1. Characterisation of the Oyster Shells and Artificial Stone Samples
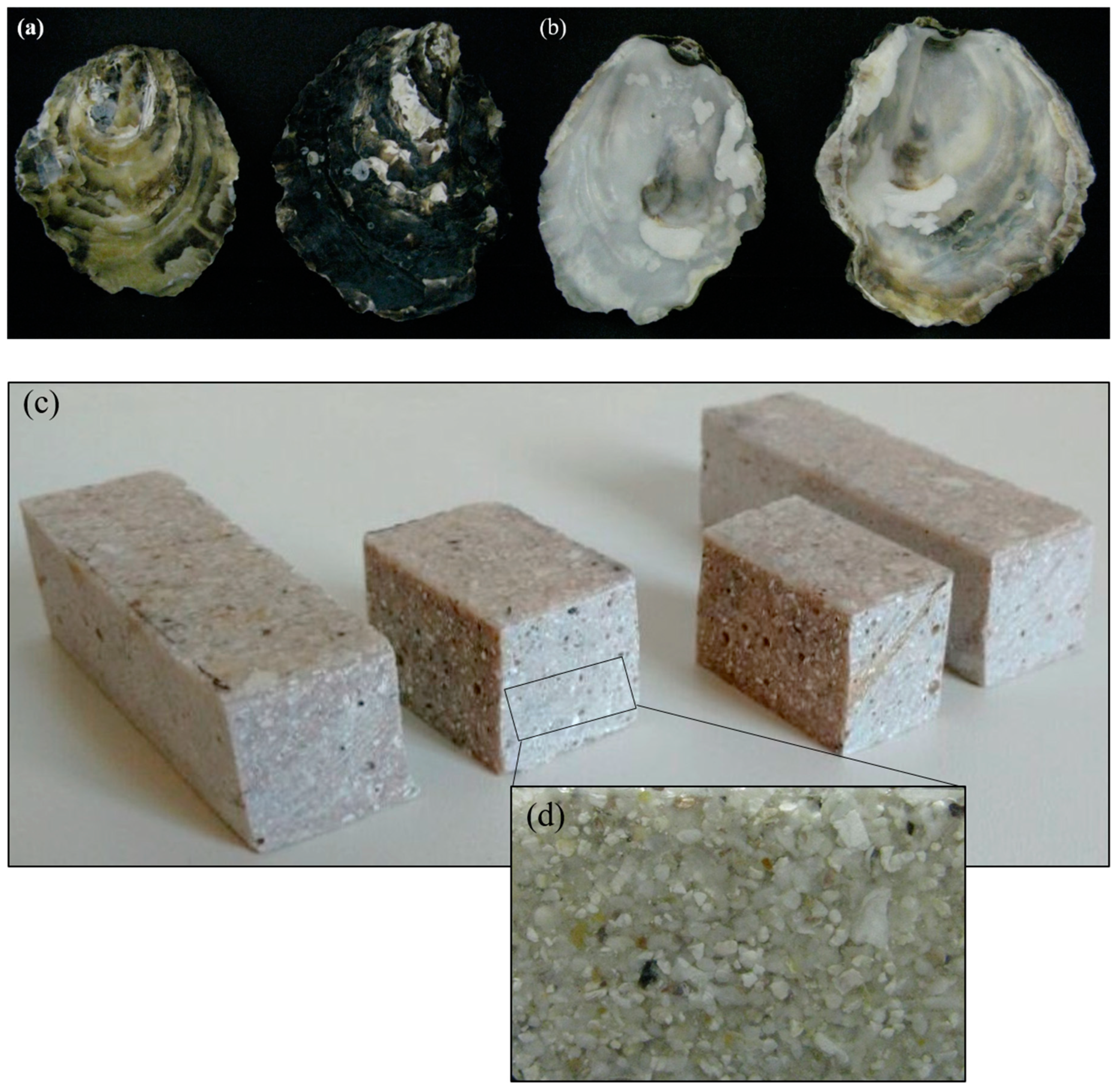
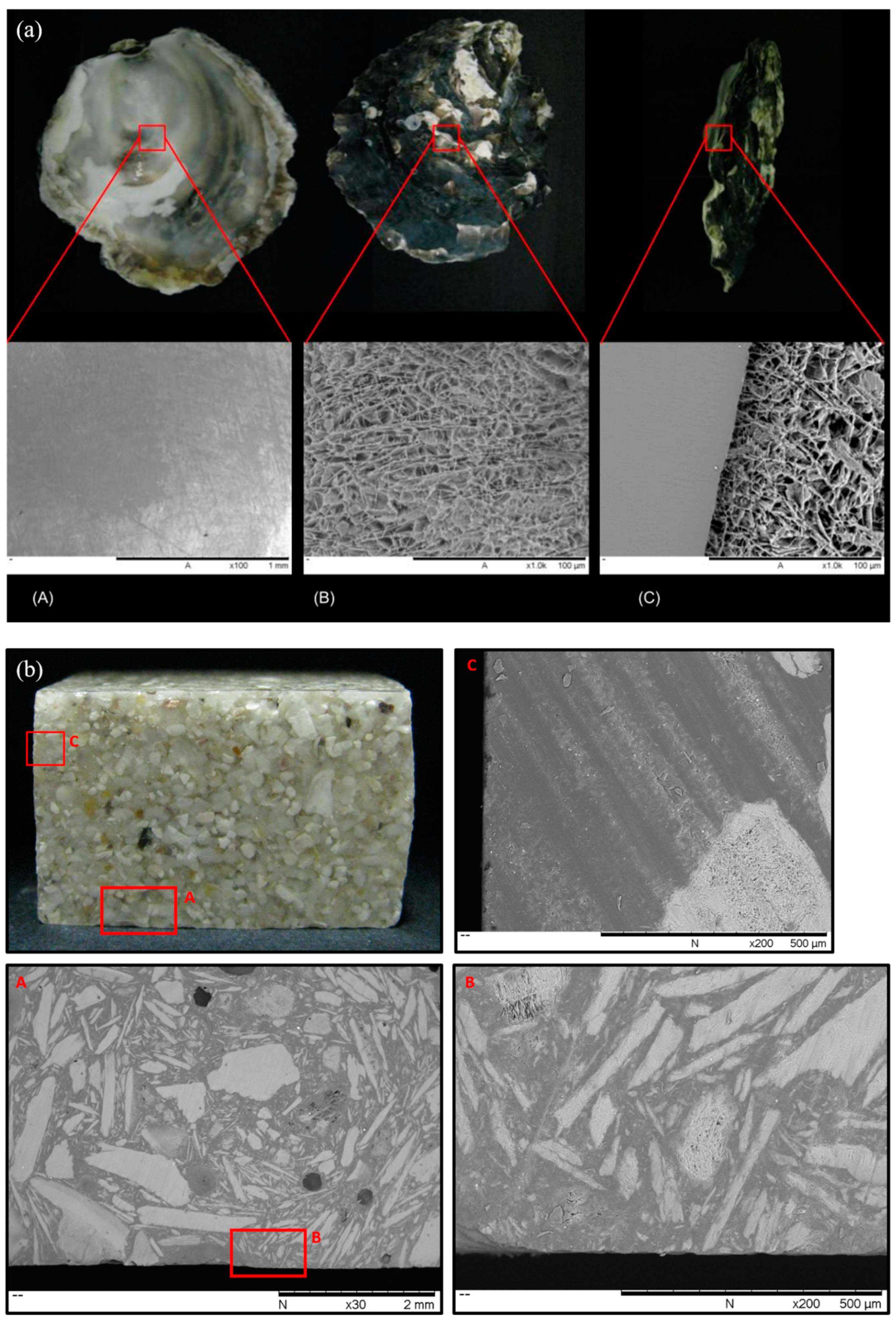
The observation of the oyster’s valves revealed that the shells are composed of an internal leaf-shaped laminated part, and the external part has a porous lattice-shaped structure. Both parts have as chemical composition calcium carbonate (CaCO3), with calcite as a crystalline phase. The outside of the shell is the last part to be formed, and the calcium carbonate suffers a process of calcination in order to strengthen the outside part of the shell [14]. Figure 3a illustrates each part of the oyster shell: (A) is the inner part of the shell which corresponds to the lamellar part; (B) is the outer part of the shell which corresponds to the porous layer; and (C) shows the lateral section of the shell, as well as the lamellar layer along with the porous layer.
After the oyster shells were cleaned and powdered by grinding, they were mixed with unsaturated polyester resin for the processing of the body part of the countertop, named as artificial stone. In Figure 3b, it is possible to visualise that the mixture of resin oyster powder is well homogenised and dispersed, taking into account the different sizes and aspect ratio of the powder. Occasionally, some pores are visible.
3.2. Mechanical Properties of the Commercial Artificial Stone Samples
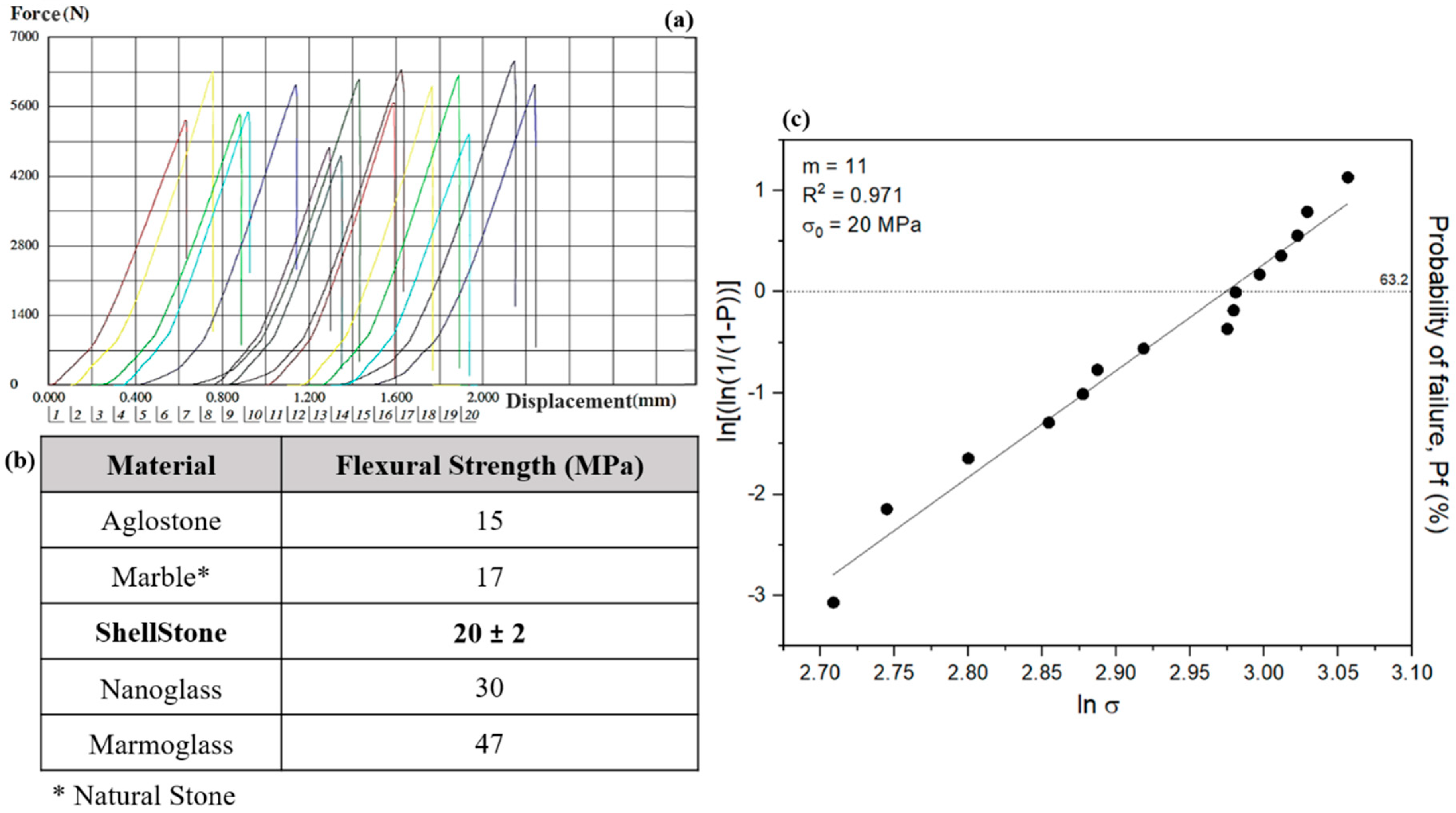
The mechanical characterisation was performed and indicates the potential of using the oyster shell residues in the conception of a new value-added by-product, mainly when a strength-related property is needed, as in the case of artificial stone. In this sense, the flexural strength and hardness results can be compared with other natural and artificial commercial stones. The 4-point bending flexural test results of the artificial stone samples are shown in Figure 4. The force-displacement curves are shown in Figure 4a. The flexural strength results of the artificial stone and other commercial artificial and natural stones are shown in Figure 4b in order to allow for a comparison of their values. The Weibull plot obtained from the statistical processing of the 4-point bending flexural tests results of the artificial stone is shown in Figure 4c.
The force-displacement curves (Figure 4a) show a brittle behaviour of the fractured material, indicating that the contribution of the oyster shell residues influences the fracture behaviour more than the polyester resin [19,20]. The flexural strength result is 20 ± 2 MPa, which is a median value when compared with other commercial stones (Figure 4b). The artificial stone presents higher flexural strength than the artificial stone called Aglostone, and then the marble, natural stone. Aglostone [17,18] is a composite material made of marble powder and polyester resin. Nonetheless, in our daily life marble is known for its high resistance, showing that the same property can be replicated in an efficient and sustainable way by an artificial stone. On the other hand, artificial stone presents lower flexural strength when compared to Nanoglass [21], which is a composite material made of glass powder and polymeric resin, and Marmoglass [22,23], which is a composite material made of glass microcrystals and marble powder with a polymeric resin. Taking as reference the increase of resistance between Aglostone to Marmoglass of more than 32 MPa (equivalent to Nanoglass, 30 MPa), the introduction of glass microcrystals on the artificial stone formulation can probably increase the flexural strength up to 50 MPa.
The Weibull analysis was performed using the bending test results to determine the Weibull modulus and the critical strength of the product (Figure 4c). The Weibull theory is a continuous probability distribution of failure, where σ0, m, and σ are correlated with the density of defects presented in the samples [24]. Density defects can be indicated by the dispersion of the fitting line, where the weakest samples determine the slope of the line [24,25]. The linear fitting was done on the plotted data, and the considered R2 was superior to 0.97. The characteristic strength means that, with a probability of failure of 63.2%, the samples will fail for that stress value [26]. In this case, the characteristic strength is similar to the average value of the flexural strength (20 MPa), however, this is not a rule. Regarding the Weibull modulus, the value obtained (m = 11) is similar to ceramic materials (approx. m = 10) [27]. It is assumed that ceramic components present defects due to fabrication or usage. Implicitly, the samples present a first defect population, mainly in the volume of the sample, and a second defect population, resulting from the surface, which leads to lower failure stresses [25]. The scatter results for lower failure stresses indicate that bending stresses are more sensitive to surface defects [25].
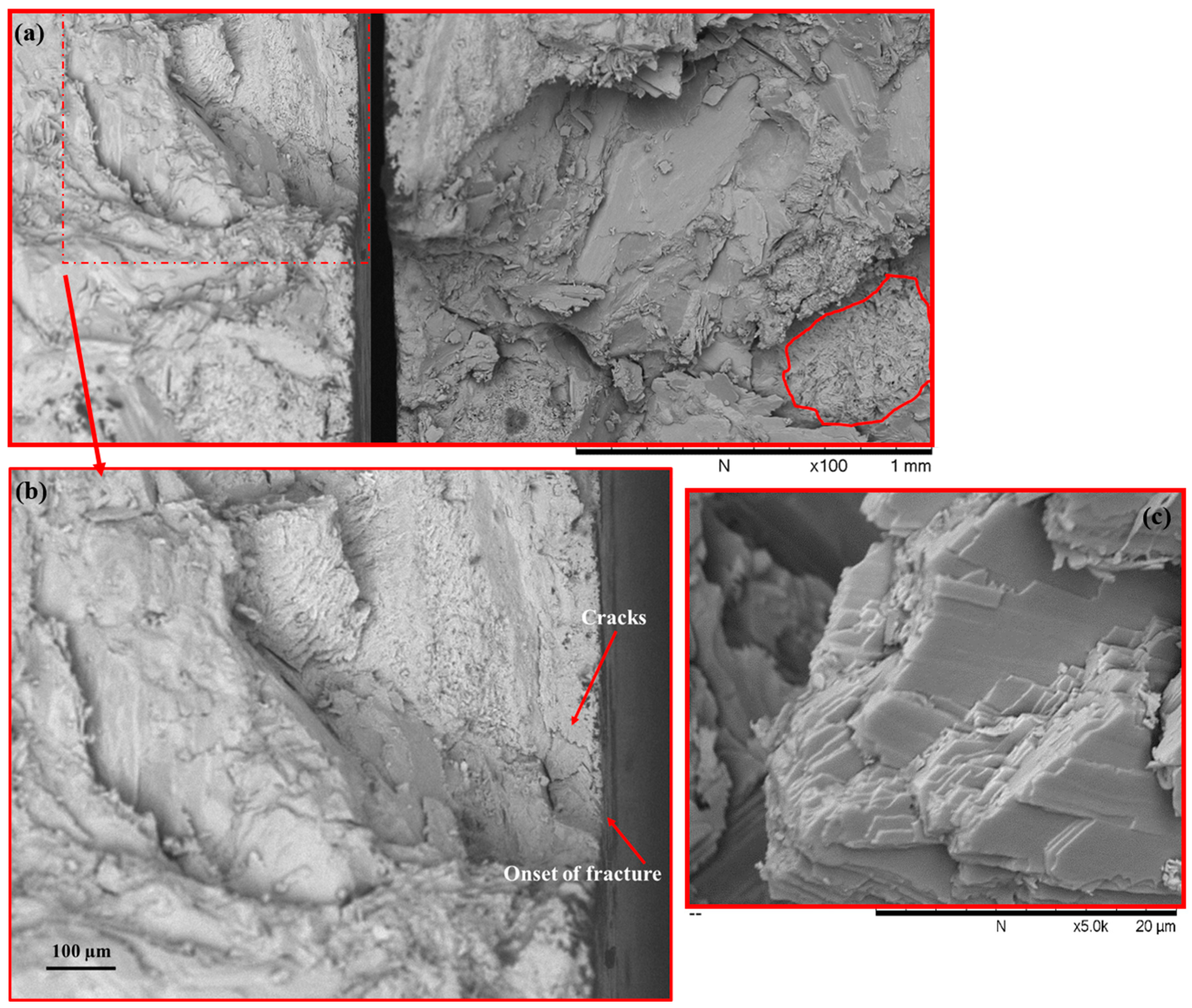
In the following micrographs (Figure 5) it is possible to detect the onset of fracture of a random sample and also identify some details about the orientation of the oyster shell in the composite material.
Figure 5a shows a typical view of the initial fracture region. By accessing both sides of the fracture it is possible to identify the place where the material began to fracture. The left side has a sharper relief, showing the material that was pulled out from the right side, where it has a depression. This type of fracture indicates that the material has a typically brittle fracture by cleavage. On the fracture surface two types of zones are visible: (i) the smoothest zones, which have higher amounts of resin, and (ii) the roughness zones, which correspond to the oyster shell material. An example of this zone is shown in detail in Figure 5b. It is also relevant to illustrate the lamellar region of the oyster shell fracture (Figure 5c). The lamellar oyster shell parts correspond to the nacre typology. Depending on the fracture orientation, this material can present a cleavage fracture, parallel to lamellas, and perpendicular to lamellas, the toughness fracture is higher due crack deflection [28].
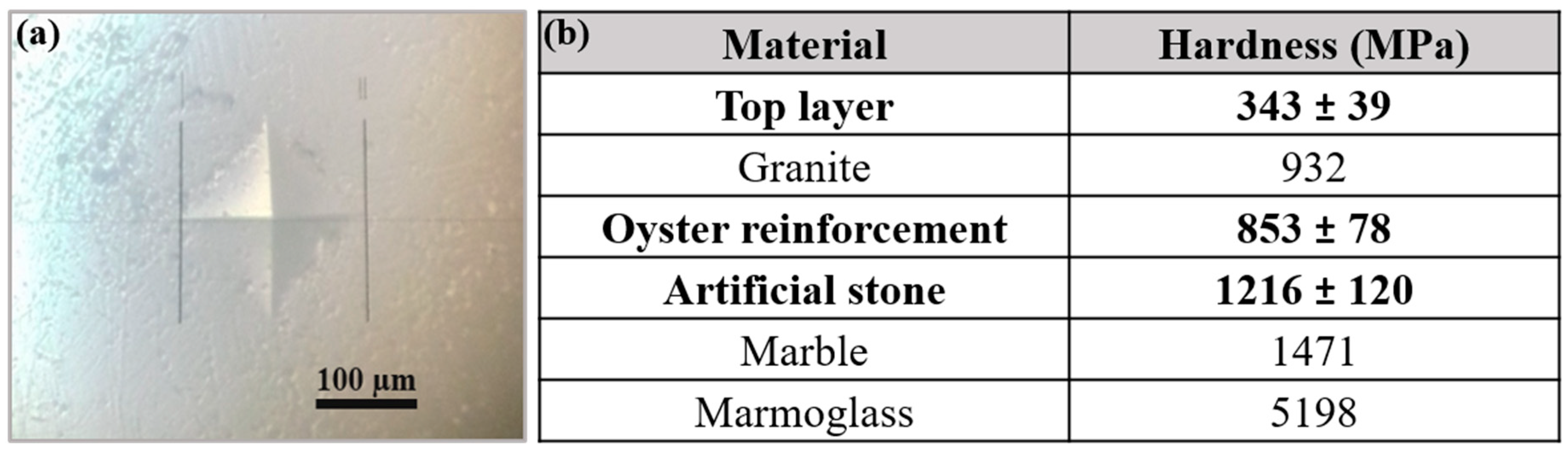
Additionally, the hardness of the artificial stone was determined using the microhardness technique. The samples received by the manufacturer consisted of two layers: the body part of the artificial stone composed of two materials, the oyster shells and the unsaturated polyester resin, and a thin top coating layer of the same resin used on the main body. The indentations were made in the top layer and on the shell/resin composite zones and the embedded shells. The indentation and hardness values of the component parts of the final product of this new artificial stone, is illustrated in Figure 6.
The obtained results of hardness for the top layer resin (unsaturated polyester resin) (343 ± 39 MPa) and for oyster reinforcement (853 ± 78 MPa) are both in accordance to the literature [29,30,31,32]. For the composite material (main body of the artificial stone) a hardness of 1216 ± 120 MPa was obtained. When hardness values are compared to similar materials (i.e., natural and artificial stones), it is observed that the artificial stone hardness is equivalent to the granite and similar to the marble, which places this product in a remarkable position between these two options, however, it is still low when compared to Marmoglass artificial stone.
3.3. Transformation of Oyster Powder into Calcium Oxide
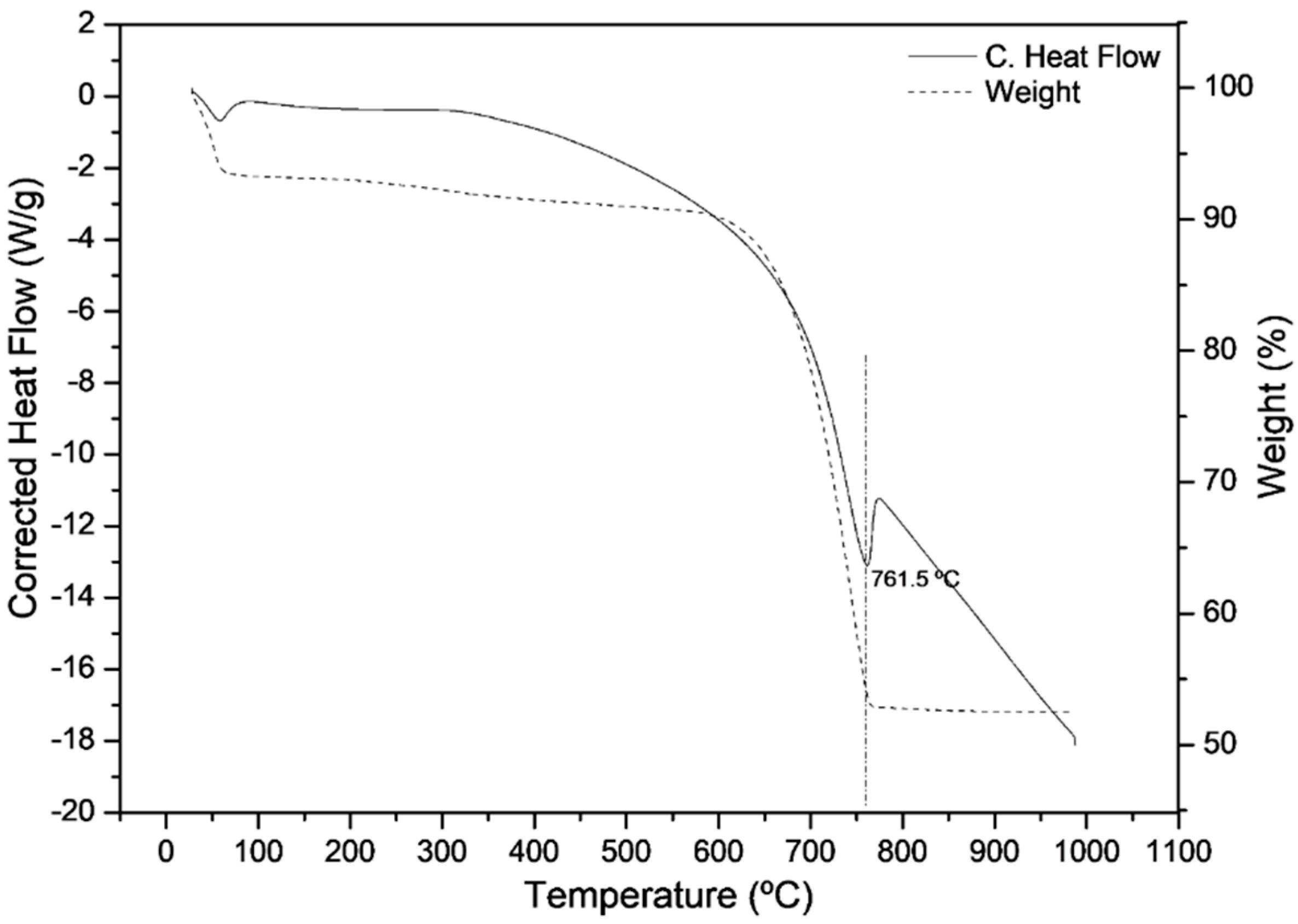
There are a vast number of industries that use calcium oxide as a raw material in their processes. Knowing that oyster shells have CaCO3 as a main component of their chemical composition (approximately 95–99%) and other minerals in insignificant quantities, it is possible to obtain pure calcium oxide by using a calcination process [1,13]. The differential thermal analysis allows the temperature reaction of calcium carbonate calcination and calcium oxide formation to be determined, as illustrated in Figure 7.
In the calorimetric and thermogravimetric curve, it is possible to see two periods of weight losses—the first occurred under 100 °C due to the humidity loss and degradation of the organic matter that can remain in the sample. The second thermal event was at 761.5 °C, in relation to the dissociation reaction peak of CaCO3 into CaO and CO2, which is a very typical temperature for this material [1,13]. Typically, the transformation of the shells as a source of calcium carbonate (CaCO3) is followed by a significant loss of carbon dioxide that is related to the chemical decomposition of the calcium carbonate of the shells. This phenomenon is known as calcination, which results in the formation of two products, calcium oxide (CaO) and carbon dioxide (CO2).
Also, this calcination step was followed by a lost weight of ~47.5%, which means that for 100 g of CaCO3 after calcination ~52.5% of pure CaO will be obtained. This result is similar to the result of a previous research study that found 51% of pure CaO was obtained from the calcination process [13].
4. Current and Potential Applications for Oyster Shell Wastes
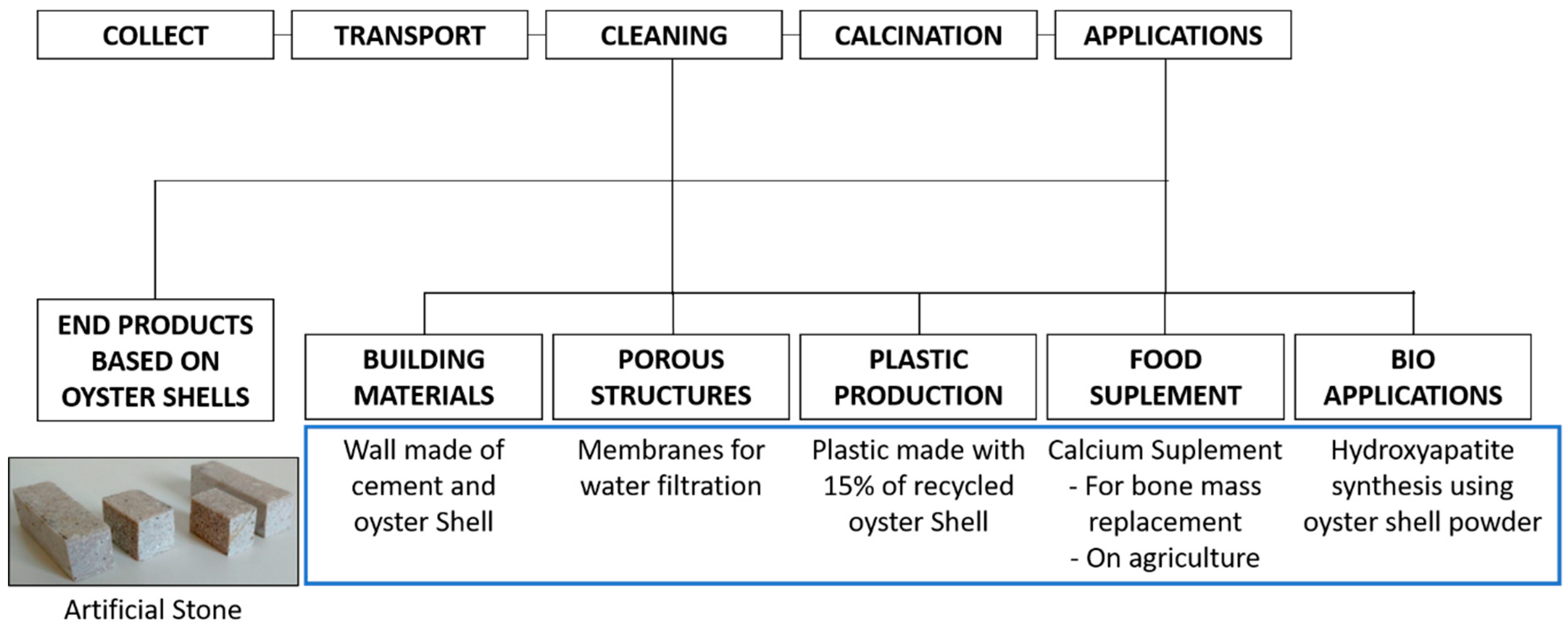
In this section, the waste management process and possible uses for oyster shell residues will be analysed. Oyster shells are an abundant source of calcium carbonate that may be used for several applications in different areas. The reuse of the shells inhibits the contamination of the environment and represents an ecologically sustainable solution by adding commercial value to the residues of the mariculture sector. The reuse and recycling of oyster shells for by-products production have become a very relevant topic around the world [33,34,35,36,37,38]. Some studies have shown recycling and reuse solutions for oyster shells residues, as a rich source of calcium, in several sectors, for example, in the building materials industry as aggregate of limestone for cement and even in the pharmaceutical industry as a calcium-rich supplement [10,39]. A diagram of the waste management and potential applications for oyster shell waste is shown in Figure 8.
Based on the prospect of the reuse of clean oyster shells for finished products, the authors present a decorative and functional market solution based on artificial stones. In this case, the oyster shells are reused for the production of tabletops and workbenches for potential use in home decoration, laboratory benches, and industrial kitchens, amongst other possibilities. We hope that companies and other researchers will be encouraged to similarly find new solutions for end products based on the oyster shell. Their re-use and recycling are the first options associated with a profitable business.
4.1. Calcium Carbonate and Calcium Oxide Source
Since the beginning of 2000, the interest in the recycling of oyster shells to obtain calcium carbonate and calcium oxide has increased. Nowadays, several programs and companies collect the oyster shell waste together with the producers and restaurants. In Spain, a factory recycles up to 80,000 tons of oyster shells. The industrial process consists of grinding the residue, followed by heating at 500 °C for eliminating the organic matter, and obtaining calcium carbonate with 90% purity [1]. The use of calcium carbonate as a raw material is present in several industries: (i) in the cement industry, for example, in the fill-in for the infrastructural basis of highway construction; (ii) in the agricultural industry, as soil broker and a component for poultry rations; (iii) for industries where it is mandatory for the calcium carbonate to be more purified, such as paint, paper, and plastic production industries; or (iv) the pharmacological industry, as a component of toothpaste and makeup [39,44,45,46,47].
4.1.1. Building Materials
Oyster shell waste has been investigated as an alternative material for construction-related applications, such as a substitute for aggregates in building materials or cement clinker [6,13,48,49,50,51]. Some authors studied the replacement of aggregates in the cement manufacture by grinding down the oyster shells and mixing with sand. The potential use of oyster shells instead of limestone as a replacement of Portland cement provides the added benefit of a lower the carbon footprint, as it does not require the use of equipment associated with mining limestone [6,13].
Another alternative for mariculture residues was found by Brazilian researchers from the Federal University of Santa Catarina (UFSC). They showed the feasibility of the use of oyster and mussel shells in the manufacture of concrete blocks and blocks for paving. The shells of the molluscs were washed, sun-dried, and ground by milling. After, the shells were mixed with components of concrete blocks and pavements. The water absorption and compressive strength results showed that these products are highly viable and fit the standards of ABNT (Brazilian Association of Technical Standards) [52,53].
Another interesting construction application was demonstrated by Taiwanese researchers who produced oyster-shell foamed bricks (OSFBs) to neutralise the acidity of recycled rainwater. In Taiwan, the average annual rainfall is 2.6 times more than the global average. The calcium carbonate in calcined oyster shells mostly transforms into calcium oxide, which can be used as an anti-acid agent. Based on that, the oyster shells were calcined, hydrated, and foamed by adding cement and a foaming agent to produce the oyster-shell foamed bricks [48].
4.1.2. Water and Air Treatment
Additionally, oyster shells are also being used as new recycling material for removing phosphorus from water and air [41]. The idea is to use the material to act as filters to absorb the phosphorus or NOX from water or air. For that, the materials need to have a high surface area, which implies high pore volume. Jung et al. showed that the SO2 removal activity and reaction rate of the calcined/hydrated waste oyster shells were higher than those of calcined/hydrated limestone. This finding indicates that absorbents prepared from waste oyster shells are substitutes for commercial limestone and can be applied directly to industries attempting to reduce their emissions of SO2 and NOX [37,38,54]. Relevant studies from South Korean researchers showed that after the pyrolysis of oyster shells at a temperature of 750 °C for 1 hour in a nitrogen atmosphere they become a product that is able to remove phosphates in wastewater, with an efficiency higher than 98%, thus demonstrating a potentially effective strategy for the control of the eutrophication of waters [55].
4.1.3. Plastic Production
Polyvinyl chloride (PVC) compounds contain stabilisers, lubricants, fillers, and pigments. Calcium carbonate (CaCO3), with a small particle size (~20 μm), is used as an additive to transform the PVC from plastic resin to the final product. The use of this additive can reduce the cost of production and improve PVC properties, depending on its application [46]. Decathlon sells a Tribord brand of products, which produces sports and water sports equipment. They have developed a surf bootie made of thermoplastic elastomer mixed with 15% recycled oyster shells [42].
4.1.4. Food Supplement
Calcium carbonate extracted from oyster shells has been widely used as a food supplement for calcium replacement in the body. Studies done with the elderly population in Japan confirm that the carbonate extracted from the shells is efficiently absorbed by the intestine and increases bone mineral density, especially in the lumbar region in people with deficiency in calcium [56].
4.1.5. Other Applications
The authors have selected other potential applications based on research works found in the literature where oyster shell sub-products have been studied—for example, recycled oyster shell powder and polyethene as a plastic material for fire flame control. The use of the oyster shells proved to be efficient in the transformation of calcium carbonate into calcium oxide and carbon dioxide at temperatures above 800 °C, which decreases the access of fire to oxygen; this mechanism reduces the generation of toxic compounds during incineration [57].
There are also several forms of potential medical applications, for example, the oyster shells can be used for hydroxyapatite production via precipitation synthesis with oyster shells that have previously been calcined at 1200 °C for two hours in order to obtain pure calcium oxide [58]. Additionally, oyster shells have antifungal activities and can be used as agriculture fungicide, by affecting the membrane permeability of the fungus. Furthermore, non-treated oyster shell powder exhibited significant antifungal activity against Physalospora piricola Nose (P. piricola) and Rhizoctonia solani Kühn (R. solani) [59]. Finally, the South Korean government implement a recycling program, based on the creation of fertilizer factories for the recycling of oyster shells [1,14] and to solve problems of water eutrophication by transforming this material into a sustainable reagent for the efficient removal of phosphates from wastewaters [37,55,60].
5. Conclusions
In this study, it was possible to analyse the quality of a product produced with oyster shell waste. This product was created as a reuse solution for the oyster shell waste disposal issue and as a potential business and economic strategy.
First, with the aims of revealing the potentialities of the reuse solution of oyster shell waste, an overview of the production and business-related dimensions of the oyster industry was conducted, and from this analysis, it can be stated that:
- The production of molluscs, particularly the Pacific oyster (Crassostrea gigas), generates thousands of tons of waste each year.
- The careless disposal of this massive amount of waste impacts the soil, water, and air quality and represents an environmental and public health problem.
- Governments should focus their attention and resources on general efforts to reduce environmental damage and special programs for waste treatment.
The authors presented a business solution for the reuse and recycling of oyster shells collected from the local producers of Florianopolis, in Santa Catarina, Brazil. A local company has developed a new product, in the form of an artificial stone, where oyster shells waste is mixed into an unsaturated polyester resin. Based on the experimental component of this study, it can be concluded that:
- This product can be used for tabletops and workbenches, for home decoration, for laboratory benches, for industrial kitchens, amongst other potential uses.
- In comparing the mechanical results of the new artificial stone with the other natural and artificial stones, like granite, marble, and Aglostone, it is concluded that the new artificial stone exhibits higher mechanical properties. However, other strengthening solutions must be tested in order to position the new artificial stone at the same level of mechanical resistance as Nanoglass and Marmoglass.
The authors indicated some examples of reusing and recycling actions to create oyster shell by-products as well as their use as a source of calcium carbonate and calcium oxide, demonstrating that it is possible to design a wide range of applications around the use of oyster shell wastes. There is an excellent opportunity to invest and find solutions for the use of oyster shells in the production of new products or as partial/total substitutes for raw materials of sub-products and end-products.
Author Contributions
Conceptualization, J.M.-G. and M.C.F.; Methodology, J.M.-G. and B.H.; Investigation, J.M.-G. and T.H.S.; Data Curation, T.H.S.; Writing-Original Draft Preparation, T.H.S.; Writing-Review & Editing, J.M.-G. and B.H.; Funding Acquisition, F.S.S. and M.C.F.
Acknowledgements
This research was funded by National Council for Scientific and Technological Development—PVE/CAPES/CNPq 407035/2013-3 UFSC/UMinho (Portugal) “Development of High-Performance Bioinspired Functionally Graded Materials for Oral Rehabilitation” and NORTE-01-0145-FEDER-000018-HAMaBICo “Hybrid Additive Manufacturing for Bio-Inspired Components”.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Barros, M.C.; Bello, P.M.; Bao, M.; Torrado, J.J. From waste to commodity: Transforming shells into high purity calcium carbonate. J. Clean. Prod. 2009, 17, 400–407. [Google Scholar] [CrossRef]
- Ruviaro, C.F.; Gianezini, M.; Brandão, F.S.; Winck, C.A.; Dewes, H. Life cycle assessment in Brazilian agriculture facing worldwide trends. J. Clean. Prod. 2012, 28, 9–24. [Google Scholar] [CrossRef]
- Montibeller Filho, G. Maricultura e meio ambiente: A experiência da Escócia como alerta para o Brasil. In Textos de Economia—Maricultura e meio-ambiente; UFSC: Florianopolis, Brazil, 2008; Volume 8, pp. 193–206. (In Portuguese) [Google Scholar]
- De Alvarenga, R.A.F.; Galindro, B.M.; Helpa, C.F.; Soares, S.R. The recycling of oyster shells: An environmental analysis using Life Cycle Assessment. J. Environ. Manag. 2012, 106, 102–109. [Google Scholar] [CrossRef] [PubMed]
- FAO. The State of World Fisheries and Aquaculture 2016. Contributing to Food Security and Nutrition for All; FAO: Rome, Italy, 2016; ISBN 9789251091852. [Google Scholar]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; DeFord, H.D.; Townsend, T.G. A review of waste products utilized as supplements to Portland cement in concrete. J. Clean. Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- Samuel-Fitwi, B.; Wuertz, S.; Schroeder, J.P.; Schulz, C. Sustainability assessment tools to support aquaculture development. J. Clean. Prod. 2012, 32, 183–192. [Google Scholar] [CrossRef]
- FAO. The State of World Fisheries and Aquaculture; FAO: Rome, Italy, 2010. [Google Scholar]
- FAO Food and Agriculture Organization of the United Nations, for a World Without Hunger. Available online: http://www.fao.org/fishery/culturedspecies/Crassostrea_gigas/en (accessed on 26 December 2018).
- Petrielli, F.A.S. Viabilidade técnica e econômica da utilização comercial das conchas de ostras descartadas na localidade do Ribeirão da Ilha, Florianópolis, Santa Catarina. 2008. Available online: https://repositorio.ufsc.br/handle/123456789/91343 (accessed on 26 December 2018). (In Portuguese).
- Sandra, E. Shumway Shellfish Aquaculture and the Environment; Shumway, S.E., Ed.; John Wiley & Sons, Inc., Publication: Hoboken, NJ, USA, 2011; ISBN 9780813814131. [Google Scholar]
- Hamester, M.R.R.; Becker, D. Obtenção de carbonato de cálcio a partir de conchas de mariscos. In Proceedings of the 19th Congresso Brasileiro de Engenharia e Ciência dos Materiais—CBECiMat, Campos do Jordão, SP, Brazil, 21–25 November 2010. (In Portuguese). [Google Scholar]
- Yang, E.-I.; Yi, S.-T.; Leem, Y.-M. Effect of oyster shell substituted for fine aggregate on concrete characteristics: Part I. Fundamental properties. Cem. Concr. Res. 2005, 35, 2175–2182. [Google Scholar] [CrossRef]
- Yoon, G.-L.; Kim, B.-T.; Kim, B.-O.; Han, S.-H. Chemical-mechanical characteristics of crushed oyster-shell. Waste Manag. 2003, 23, 825–834. [Google Scholar] [CrossRef]
- Silva, D. Resíduo sólido da malacocultura: Caracterização e potencialidade de utilização de conchas de ostras (Crassostrea gigas) e mexilhão (Perna perna). Available online: https://repositorio.ufsc.br/handle/123456789/90191 (accessed on 26 December 2018). (In Portuguese).
- Santos, A.; Costa, S. Síntese Informativa da Maricultura 2014. Empres. Pesqui. Agropecuária e Extensão Rural St. Catarina (Epagri) 2015, 48, 1–8. (In Portuguese) [Google Scholar]
- Anglostone a. 2018. Available online: http://www.dimagran.com.br/produtos/aglostone.html (accessed on 12 November 2018).
- Anglostone b. 2018. Available online: http://www.alicante.com.br/aglostone-2/especificacoes-tecnicas/ (accessed on 12 November 2018).
- Gomes Ribeiro, C.E.; Sanchez Rodriguez, R.J.; de Carvalho, E.A. Microstructure and mechanical properties of artificial marble. Constr. Build. Mater. 2017, 149, 149–155. [Google Scholar] [CrossRef]
- Adi Kristiawan, S.; Bekti Prakoso, A. Flexural Behaviour of Patch-Repair Material Made from Unsaturated Polyester Resin (UPR)-Mortar. Mater. Sci. Forum 2016, 857, 426–430. [Google Scholar] [CrossRef]
- Nanoglass. 2018. Available online: http://www.countertopresource.com/nano-crystallized-glass-for-countertops/ (accessed on 12 November 2018).
- Marmoglass a. 2018. Available online: https://casaeconstrucao.org/pedras/marmoglass/ (accessed on 12 November 2018).
- Marmoglass b. 2018. Available online: http://www.alicante.com.br/marmoglass-3/sobre-o-marmoglass/ (accessed on 12 November 2018).
- Quinn, J.B.; Quinn, G.D. A practical and systematic review of Weibull statistics for reporting strengths of dental materials. Dent. Mater. 2011, 26, 135–147. [Google Scholar] [CrossRef] [PubMed]
- Lüthy, H.; Filser, F.; Loeffel, O.; Schumacher, M.; Gauckler, L.J.; Hammerle, C.H.F. Strength and reliability of four-unit all-ceramic posterior bridges. Dent. Mater. 2005, 21, 930–937. [Google Scholar] [CrossRef] [PubMed]
- Ozkol, E.; Watjen, A.M.; Bermejo, R.; Deluca, M.; Ebert, J.; Danzer, R.; Telle, R. Mechanical characterisation of miniaturised direct inkjet printed 3Y-TZP specimens for microelectronic applications. J. Eur. Ceram. Soc. 2010, 30, 3145–3152. [Google Scholar] [CrossRef]
- Danzer, R.; Harrer, W.; Supancic, P.; Lube, T.; Wang, Z.; Börger, A. The ball on three balls test—Strength and failure analysis of different materials. J. Eur. Ceram. Soc. 2007, 27, 1481–1485. [Google Scholar] [CrossRef]
- Kakisawa, H.; Sumitomo, T. The toughening mechanism of nacre and structural materials inspired by nacre. Sci. Technol. Adv. Mater. 2011, 12. [Google Scholar] [CrossRef]
- Mahshuri, Y.; Amalina, M.A. Hardness and compressive properties of calcium carbonate derived from clam shell filled unsaturated polyester composites. Mater. Res. Innov. 2014, 18, 291–294. [Google Scholar] [CrossRef]
- Sultana, R.; Akter, R.; Alam, Z. Preparation and characterization of sand reinforced polyester composites. Int. J. Eng. Technol. 2013, 13, 111–118. [Google Scholar]
- Liang, Y.; Zhao, Q.; Li, X.; Zhang, Z.; Ren, L. Study of the microstructure and mechanical properties of white clam shell. Micron 2016, 87, 10–17. [Google Scholar] [CrossRef] [PubMed]
- Beniash, E.; Ivanina, A.; Lieb, N.S.; Kurochkin, I.; Sokolova, I.M. Elevated level of carbon dioxide affects metabolism and shell formation in oysters Crassostrea virginica. Mar. Ecol. Prog. Ser. 2010, 419, 95–108. [Google Scholar] [CrossRef]
- Hou, Y.; Shavandi, A.; Carne, A.; Bekhit, A.A.; Ng, T.B.; Cheung, R.C.F.; Bekhit, A.E.A. Marine shells: Potential opportunities for extraction of functional and health-promoting materials. Crit. Rev. Environ. Sci. Technol. 2016, 46, 1047–1116. [Google Scholar] [CrossRef]
- Morris, J.P.; Wang, Y.; Backeljau, T.; Chapelle, G. Biomimetic and bio-inspired uses of mollusc shells. Mar. Genom. 2016, 27, 85–90. [Google Scholar] [CrossRef] [PubMed]
- Teixeira, L.B.; Fernandes, V.K.; Maia, B.G.O.; Arcaro, S.; de Oliveira, A.P.N. Vitrocrystalline foams produced from glass and oyster shell wastes. Ceram. Int. 2017, 43, 6730–6737. [Google Scholar] [CrossRef]
- Nguyen, D.H.; Boutouil, M.; Sebaibi, N.; Leleyter, L.; Baraud, F. Valorization of seashell by-products in pervious concrete pavers. Constr. Build. Mater. 2013, 49, 151–160. [Google Scholar] [CrossRef]
- Lee, C.W.; Kwon, H.B.; Jeon, H.P.; Koopman, B. A new recycling material for removing phosphorus from water. J. Clean. Prod. 2009, 17, 683–687. [Google Scholar] [CrossRef]
- Jung, J.; Lee, J.-J.; Lee, G.; Yoo, K.; Sho, B.-H. Reuse of waste shells as a SO2/NOx removal sorbent. In Material Recycling—Trends and Perspectives; InTech: Rijeka, Croatia, 2012; Volume 13, pp. 301–322. ISBN 978-953-51-0327-1. [Google Scholar]
- Souza, R.G.; SantAnna, F.S.P.; Fredel, M.C.; Alarcon, O.E. Emprego das Conchas Residuais da Maricultura na Fabricação de Revestimento Cerâmico Autoclavado. Cerâmica Ind. 2014, 19, 27–30. (In Portuguese) [Google Scholar] [CrossRef]
- Shell Stucco. 2018. Available online: https://carrollsbuildingmaterials.com/landscape-products/florida-shell/how-to-create-tabby-shell-stucco/ (accessed on 12 November 2018).
- Jung, S.; Heo, N.S.; Kim, E.J.; Oh, S.Y.; Lee, H.U.; Kim, I.T.; Hur, J.; Lee, G.-W.; Lee, Y.-C.; Huh, Y.S. Feasibility test of waste oyster shell powder for water treatment. Process Saf. Environ. Prot. 2016, 102, 129–139. [Google Scholar] [CrossRef]
- Tribord. 2018. Available online: https://www.livingcircular.veolia.com/en/industry/decathlon-surfing-recycled-oyster-shells (accessed on 12 November 2018).
- Wu, S.C.; Hsu, H.C.; Hsu, S.K.; Tseng, C.P.; Ho, W.F. Preparation and characterization of hydroxyapatite synthesized from oyster shell powders. Adv. Powder Technol. 2017, 28, 1154–1158. [Google Scholar] [CrossRef]
- Teixeira, L.B.; de Oliveira, A.P.N. Desenvolvimento de Espumas Vítreas Obtidas a Partir de Resíduos; Universidade Federal de Santa Catarina, UFSC: Florianópolis, Brazil, 2016. (In Portuguese) [Google Scholar]
- Bocchese, D. Eliminação da Matéria Orgânica de Conchas de Ostras por Processo Biológico. Master’s Thesis, UFSC, Florianopolis, Brazil, June 2008. (In Portuguese). [Google Scholar]
- Boicko, A.L.; Hotza, D.; Sant’anna, F.S.P. In Utilização de conchas da ostra Crasosotrea Gigas como carga para produtos de policloreto de vinila (PVC). In Proceedings of the Congresso Brasileiro de Ciência e Tecnologia em Resíduos e Desenvolvimento Sustentável, ICTR, Florianópolis, Brazil, 2004; Available online: https://www.ipen.br/biblioteca/cd/ictr/2004/ARQUIVOS%20PDF/14/14-081.pdf (accessed on 26 December 2018). (In Portuguese).
- Souza, R.G.; Alarcon, O.E. Estudo de pozolana autoclavada baseada em óxido de cálcio derivado da concha da ostra Crassostrea gigas; Universidade Federal de Santa Catarina, UFSC: Florianópolis, Brazil, 2008. (In Portuguese) [Google Scholar]
- Chiou, I.J.; Chen, C.H.; Li, Y.H. Using oyster-shell foamed bricks to neutralize the acidity of recycled rainwater. Constr. Build. Mater. 2014, 64, 480–487. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Kuo, W.-T.; Lin, C.-C.; Po-Yo, C. Study of the material properties of fly ash added to oyster cement mortar. Constr. Build. Mater. 2013, 41, 532–537. [Google Scholar] [CrossRef]
- Binag, N.D. Powdered shell wastes as partial substitute for masonry cement mortar in binder, tiles and bricks production. Int. J. Eng. Res. Technol. 2016, 5, 70–77. [Google Scholar]
- Elliott Richardson, A.; Fuller, T. Sea shells used as partial aggregate replacement in concrete. Struct. Surv. 2013, 31, 347–354. [Google Scholar] [CrossRef]
- Chierighini, D.; Bridi, R.; Rocha, A.A.; Lapa, K.R. Possibilidades do Uso das Conchas de Moluscos. In Proceedings of the 3rd International Workshop Advances in Cleaner Production, São Paulo, Brazil, 18–20 May 2011; p. 5. (In Portuguese). [Google Scholar]
- Rodrigues, A. Viabilidade do uso de conchas de mariscos como corretivo de solos. In Proceedings of the III Congresso Brasileiro de Gestão Ambiental, Goiânia, Brazil, 19–22 November 2012; pp. 1–7. (In Portuguese). [Google Scholar]
- Asaoka, S.; Yamamoto, T.; Kondo, S.; Hayakawa, S. Removal of hydrogen sulfide using crushed oyster shell from pore water to remediate organically enriched coastal marine sediments. Bioresour. Technol. 2009, 100, 4127–4132. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kwon, H.-B.; Lee, C.-W.; Jun, B.-S.; Yun, J.; Weon, S.-Y.; Koopman, B. Recycling waste oyster shells for eutrophication control. Resour. Conserv. Recycl. 2004, 41, 75–82. [Google Scholar] [CrossRef]
- Fujita, T.; Fukase, M.; Miyamoto, H.; Matsumoto, T.; Ohue, T. Increase of bone mineral density by calcium supplement with oyster shell electrolysate. Bone Miner. 1990, 11, 85–91. [Google Scholar] [CrossRef]
- Chong, M.H.; Chun, B.C.; Chung, Y.-C.; Cho, B.G. Fire-retardant plastic material from oyster-shell powder and recycled polyethylene. J. Appl. Polym. Sci. 2006, 99, 1583–1589. [Google Scholar] [CrossRef]
- Rujitanapanich, S.; Kumpapan, P.; Wanjanoi, P. Synthesis of Hydroxyapatite from Oyster Shell via Precipitation. Energy Procedia 2014, 56, 112–117. [Google Scholar] [CrossRef] [Green Version]
- Xing, R.; Qin, Y.; Guan, X.; Liu, S.; Yu, H.; Li, P. Comparison of antifungal activities of scallop shell, oyster shell and their pyrolyzed products. Egypt. J. Aquat. Res. 2013, 39, 83–90. [Google Scholar] [CrossRef] [Green Version]
- Kwon, Y.T.; Lee, C.W.; Yun, J.H. Development of vermicast from sludge and powdered oyster shell. J. Clean. Prod. 2009, 17, 708–711. [Google Scholar] [CrossRef]
Figure 1.
General panorama of countries, increasing market and the principal producers of Crassostrea gigas since the 1950s: (a) Worldwide map of the panorama of the producing countries; (b) Global amount of C. gigas produced since the 1950s; (c) Worldwide overview of mollusc farming; (d) Destination of the waste of oyster shells after cultivation. Adapted from [5,10].
Figure 1.
General panorama of countries, increasing market and the principal producers of Crassostrea gigas since the 1950s: (a) Worldwide map of the panorama of the producing countries; (b) Global amount of C. gigas produced since the 1950s; (c) Worldwide overview of mollusc farming; (d) Destination of the waste of oyster shells after cultivation. Adapted from [5,10].

Figure 2.
Images of both sides of shells from Crassostrea gigas oysters (a,b); samples of the artificial stone made from oyster shells residues (c) and detail of the homogenous dispersion of the crushed oyster shells in the resin matrix (d).
Figure 2.
Images of both sides of shells from Crassostrea gigas oysters (a,b); samples of the artificial stone made from oyster shells residues (c) and detail of the homogenous dispersion of the crushed oyster shells in the resin matrix (d).

Figure 3.
Schematic representation using photographs and SEM micrographs of: (a) different parts of the oyster shell: (A) lamellar part, (B) porous side and (C) cross-section and porous-lamellar interface; and (b) artificial stone, (A–C) details of the dispersion of oyster powder component in the resin matrix.
Figure 3.
Schematic representation using photographs and SEM micrographs of: (a) different parts of the oyster shell: (A) lamellar part, (B) porous side and (C) cross-section and porous-lamellar interface; and (b) artificial stone, (A–C) details of the dispersion of oyster powder component in the resin matrix.

Figure 4.
Flexural results of the artificial stone samples: (a) Force-displacement curves, (b) flexural strength results for artificial and natural commercial stones. On bold is the marked the flexural strength of the new artificial stone, named ShellStone, and (c) Weibull plots obtained from the 4-point 4P bending flexural tests results for artificial stone.
Figure 4.
Flexural results of the artificial stone samples: (a) Force-displacement curves, (b) flexural strength results for artificial and natural commercial stones. On bold is the marked the flexural strength of the new artificial stone, named ShellStone, and (c) Weibull plots obtained from the 4-point 4P bending flexural tests results for artificial stone.

Figure 5.
SEM micrographs of the fracture surface of the artificial stone (a). Detail of the region of the onset fracture (b). Detail image of fractured lamellae surface (c).
Figure 5.
SEM micrographs of the fracture surface of the artificial stone (a). Detail of the region of the onset fracture (b). Detail image of fractured lamellae surface (c).

Figure 6.
Indentation in the main body of the artificial stone (a) and a comparative table of hardness values of natural and artificial stones (b). On bold are marked the measured values on the component parts of the finished artificial stone.
Figure 6.
Indentation in the main body of the artificial stone (a) and a comparative table of hardness values of natural and artificial stones (b). On bold are marked the measured values on the component parts of the finished artificial stone.

Figure 7.
Calorimetric and the rmogravimetric curves (DSC/TG) of the of oyster shells until 1000 °C.
Figure 7.
Calorimetric and the rmogravimetric curves (DSC/TG) of the of oyster shells until 1000 °C.

Figure 8.
Diagram of the waste management and potential applications for calcium carbonate and calcium oxide as raw materials, found on the following references [40,41,42,43].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
List of the tested method realised in this study.
| Technical Analysis | Objectives |
|---|---|
| Scanning Electronic Microscope | Inspection of the oyster shell parts, microstructure of the composite material, and the type of fracture of the artificial stone. |
| Energy dispersive X-ray spectroscopy | Confirm the chemical elements of the sample, as Ca, C, and O, without contaminations. |
| 4-point bending flexural test | Determine the flexural strength of the product samples. Use of the statistical analysis of Weibull modulus on the flexural results. |
| Microhardness test | Determine the hardness of the composite, as well as the hardness of each component. |
| Differential thermal analysis and thermogravimetry | Determine the calcination temperature of the residues and the amount of CaO generated in this process. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
H. Silva, T.; Mesquita-Guimarães, J.; Henriques, B.; Silva, F.S.; Fredel, M.C. The Potential Use of Oyster Shell Waste in New Value-Added By-Product. Resources 2019, 8, 13. https://0-doi-org.brum.beds.ac.uk/10.3390/resources8010013
AMA Style
H. Silva T, Mesquita-Guimarães J, Henriques B, Silva FS, Fredel MC. The Potential Use of Oyster Shell Waste in New Value-Added By-Product. Resources. 2019; 8(1):13. https://0-doi-org.brum.beds.ac.uk/10.3390/resources8010013
Chicago/Turabian StyleH. Silva, Thamyres, Joana Mesquita-Guimarães, Bruno Henriques, Filipe S. Silva, and Márcio C. Fredel. 2019. "The Potential Use of Oyster Shell Waste in New Value-Added By-Product" Resources 8, no. 1: 13. https://0-doi-org.brum.beds.ac.uk/10.3390/resources8010013
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.