
Research on the End-Face Distribution of Rotational Molding Heating Gun Based on Numerical Simulation Method


Abstract
:1. Introduction
2. Heating Process Simulation
2.1. FDS Simulation of a Heating Gun
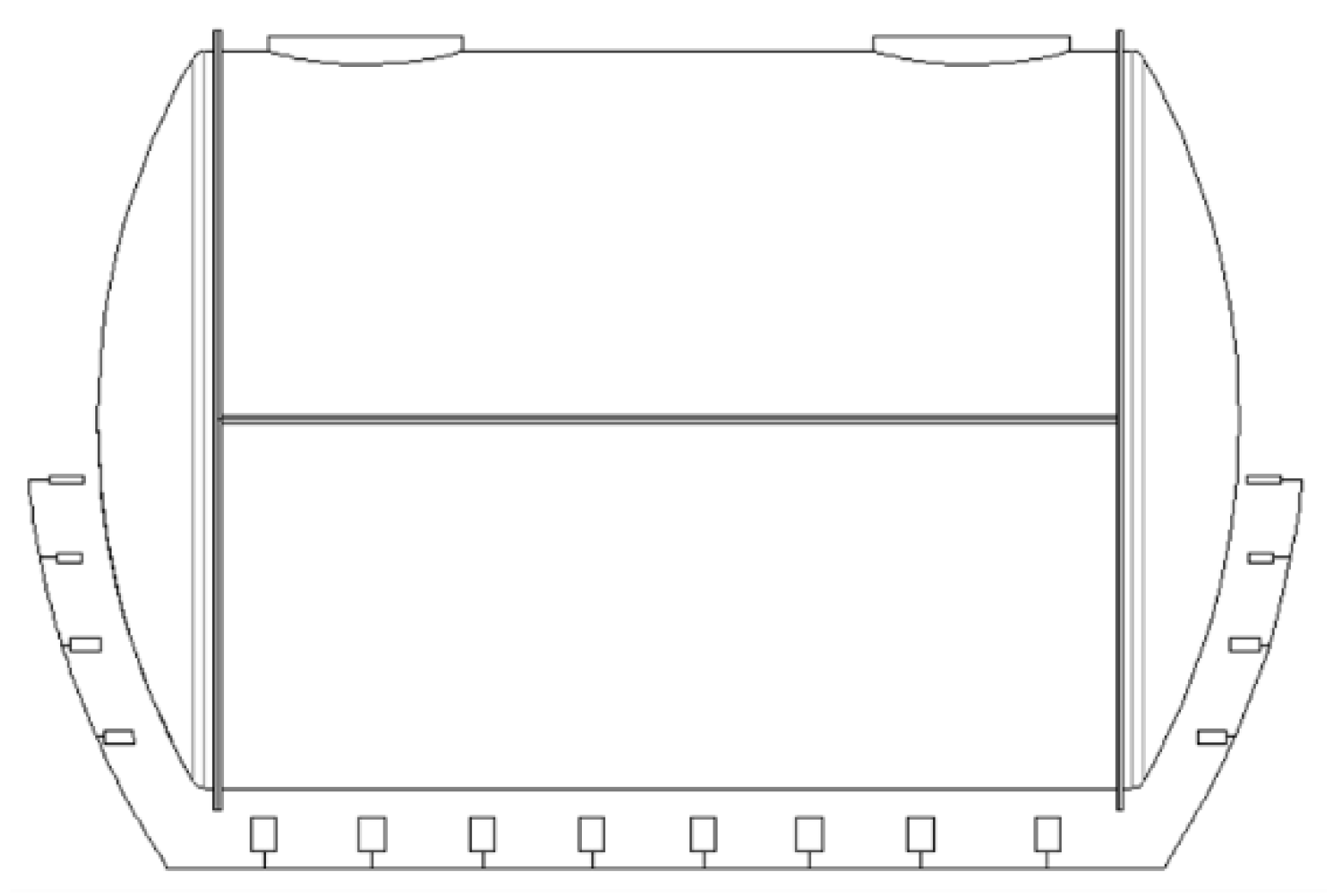
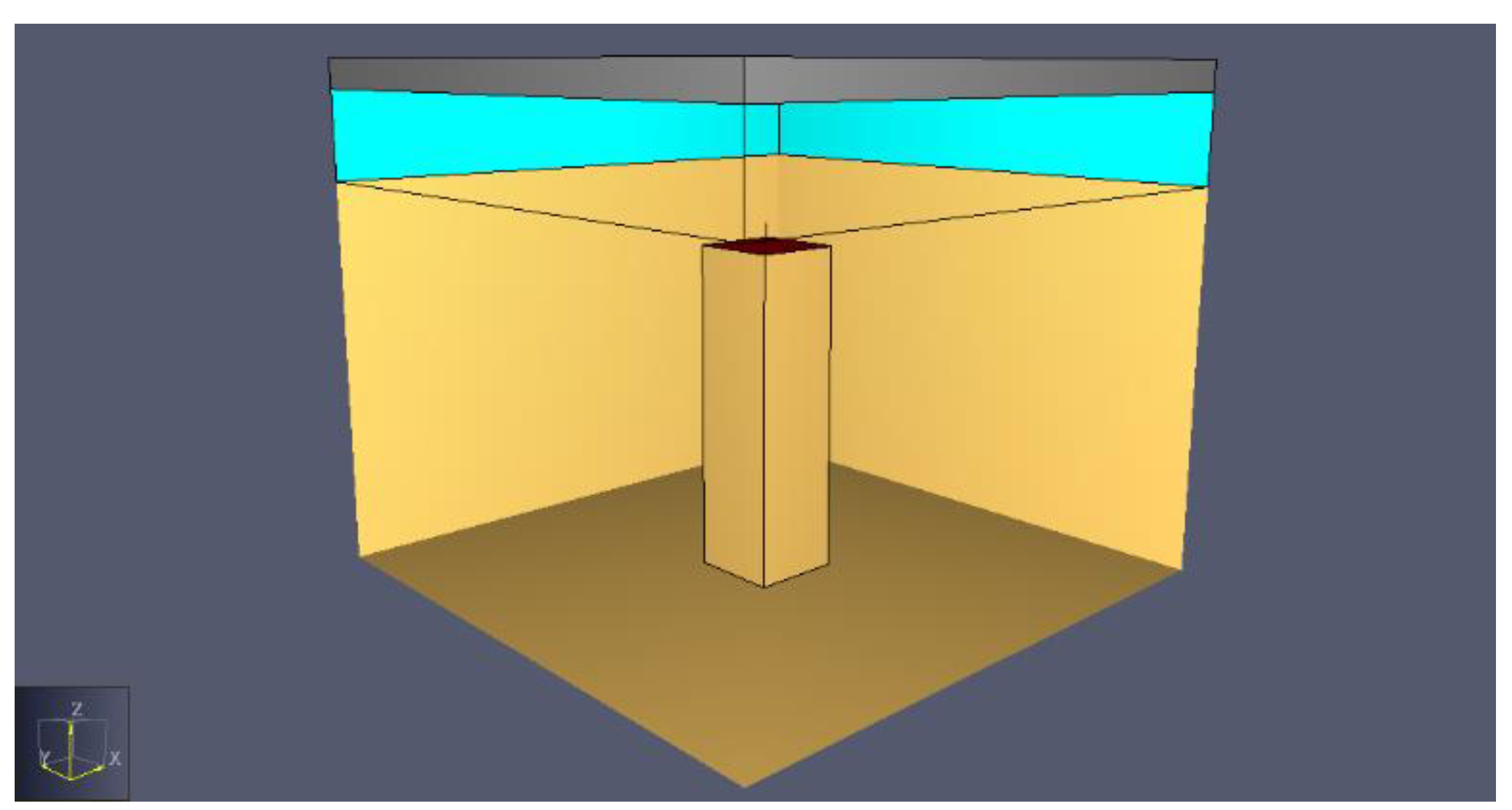
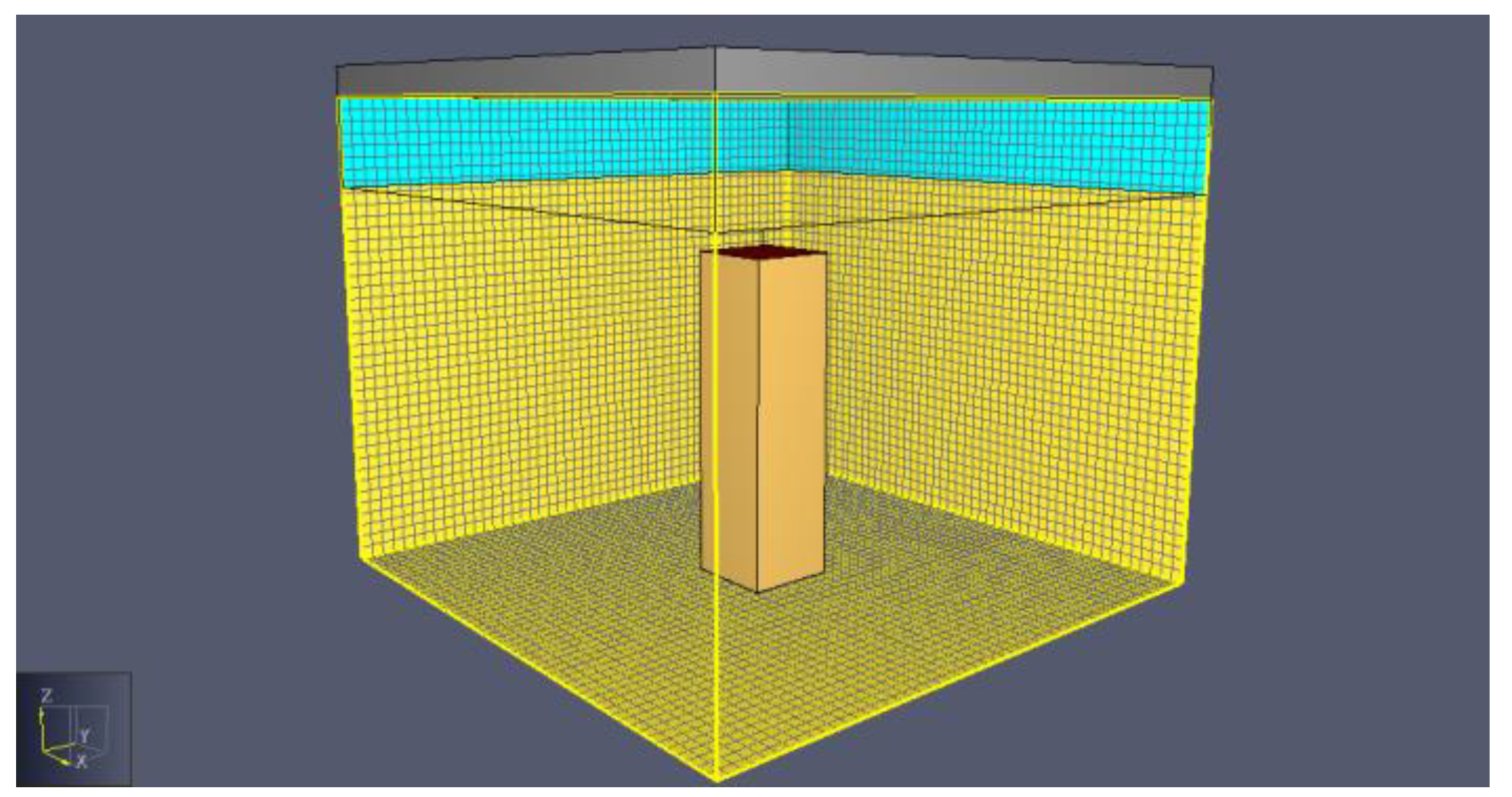
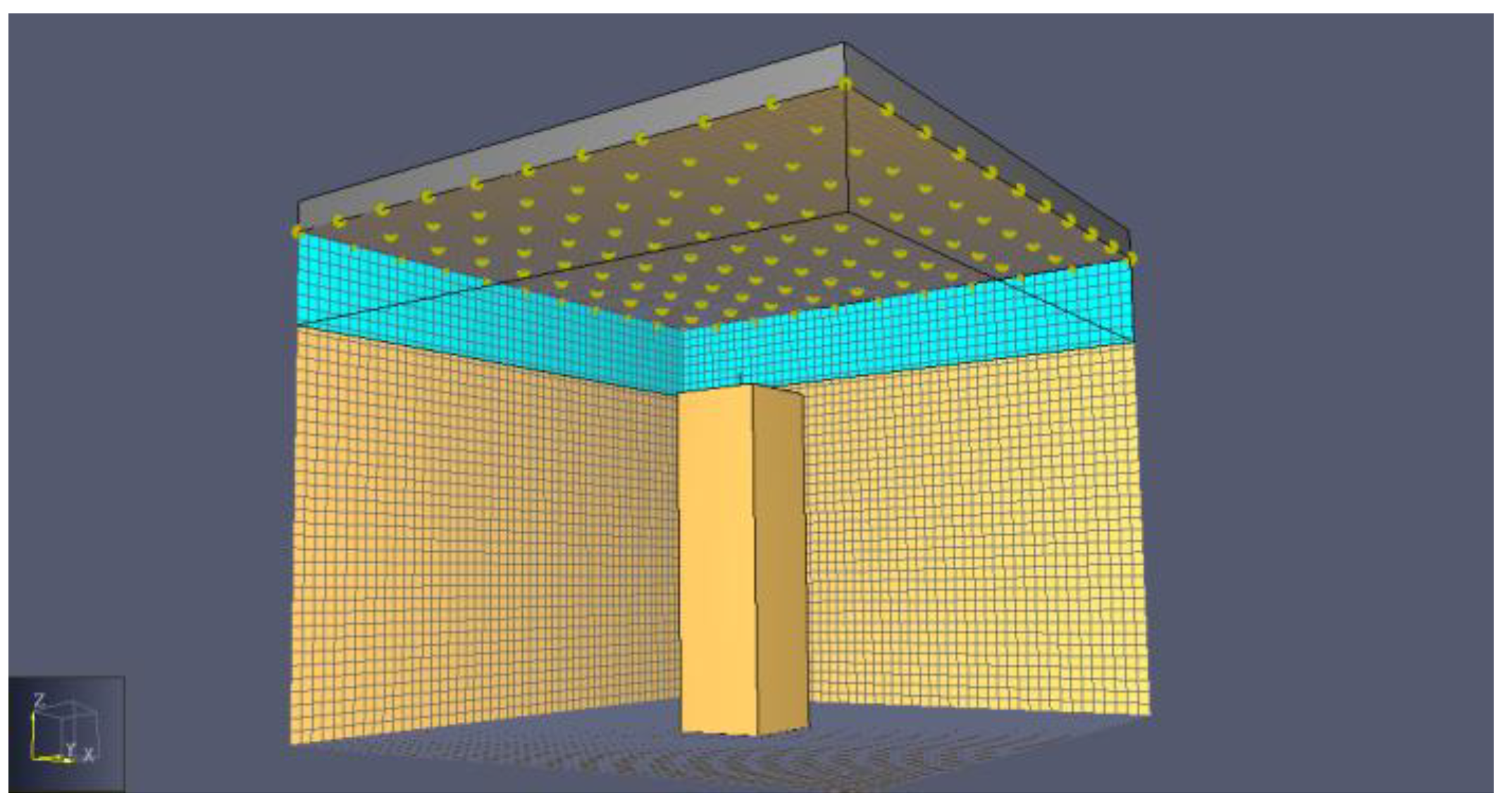
2.1.1. Model Construction and Meshing
2.1.2. Fuel and Fire Source Setting
- (1).
- Thermophysical Properties of Natural Gas
- (2).
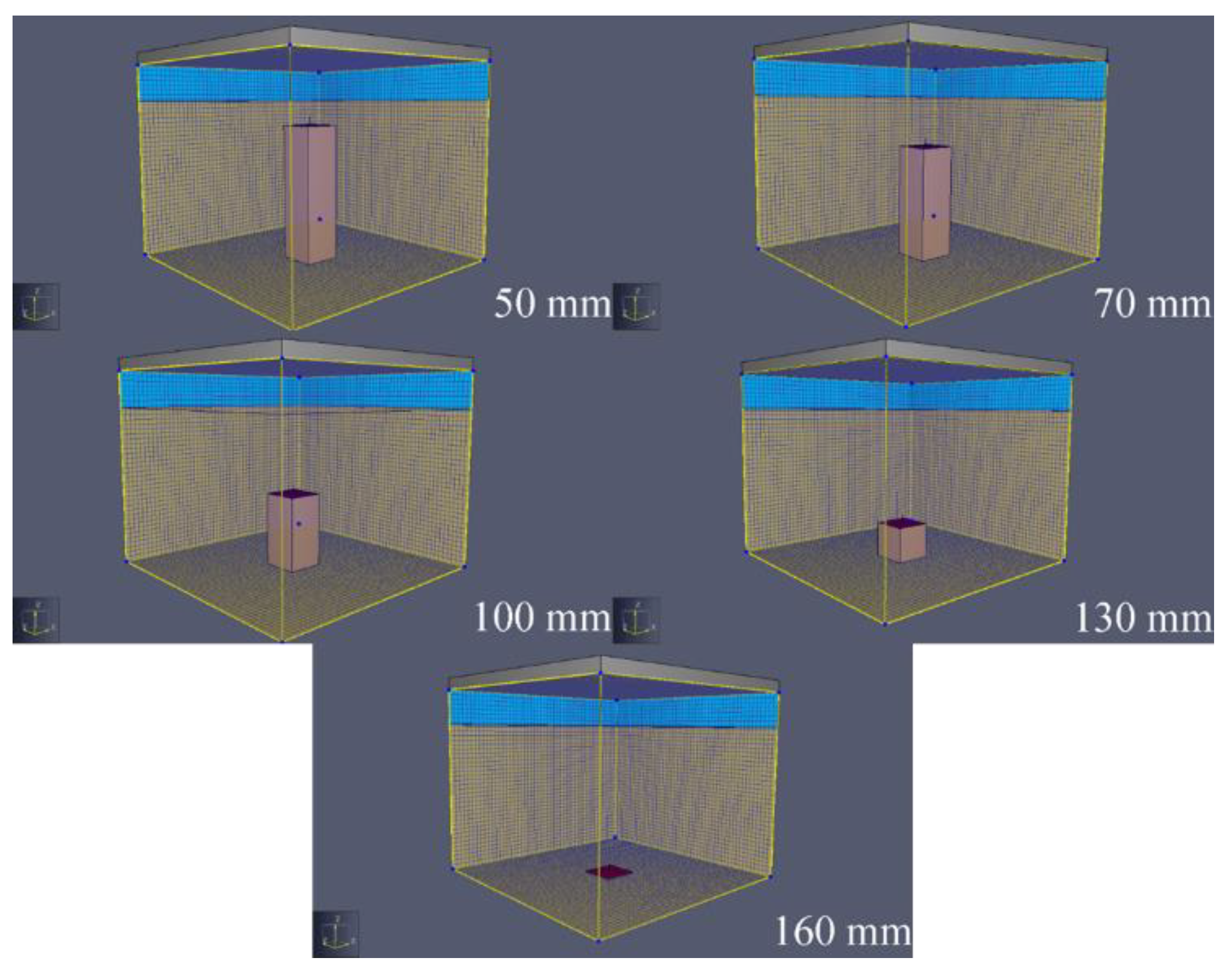
- Heating Gun Position Simulation
2.1.3. Temperature Detector Settings
2.2. FDS Simulates the Heating Process of Heating Gun
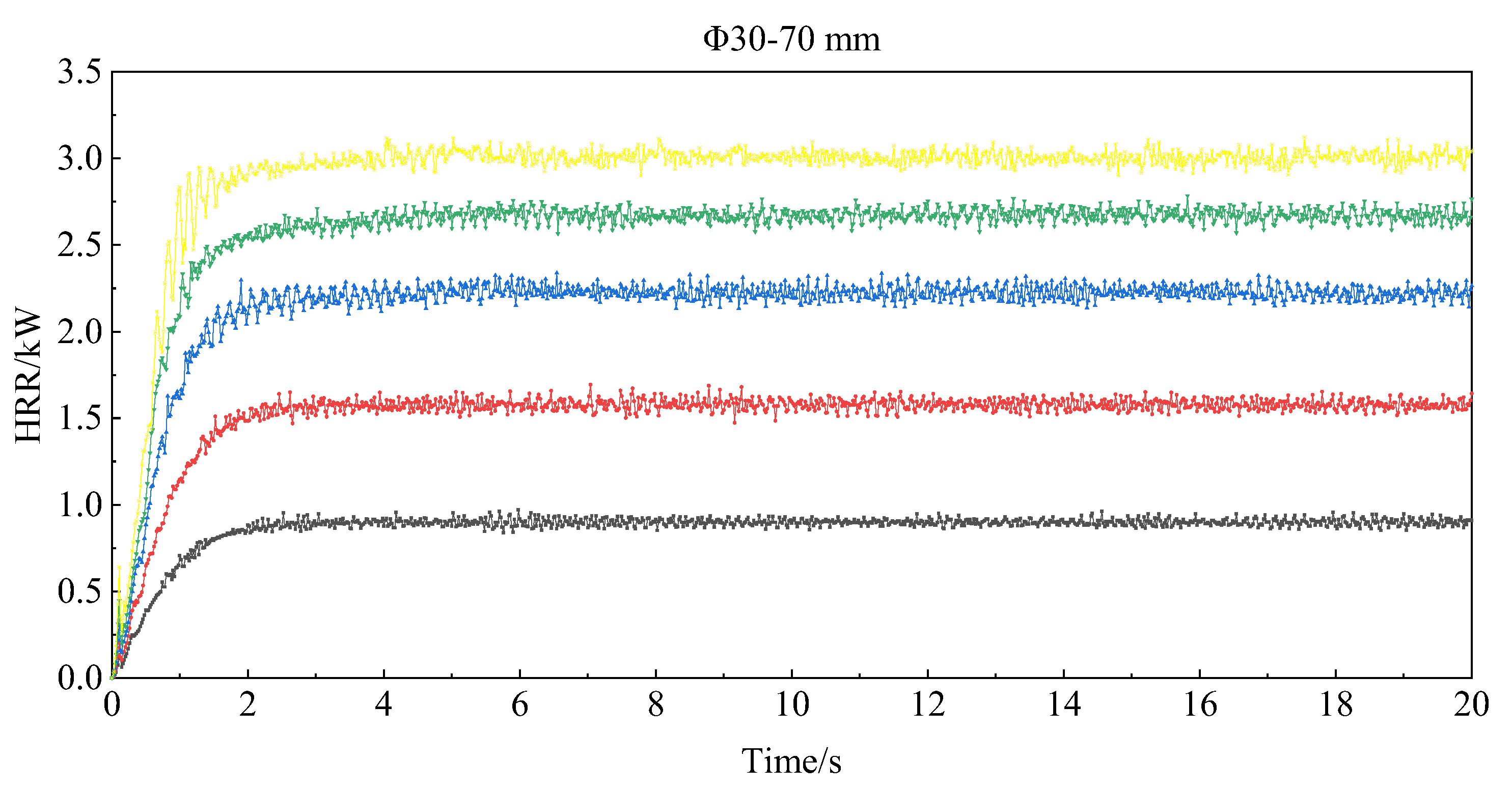
2.2.1. Heat Release Rate
2.2.2. Temperature Distribution on the Outer Surface of the Mold
3. Thermal Response of Heat-Affected Mold
3.1. Mathematical Model
3.1.1. Thermal Conductivity Equation
3.1.2. Initial and Boundary Conditions
3.2. ANSYS Model of Heat-Affected Mold
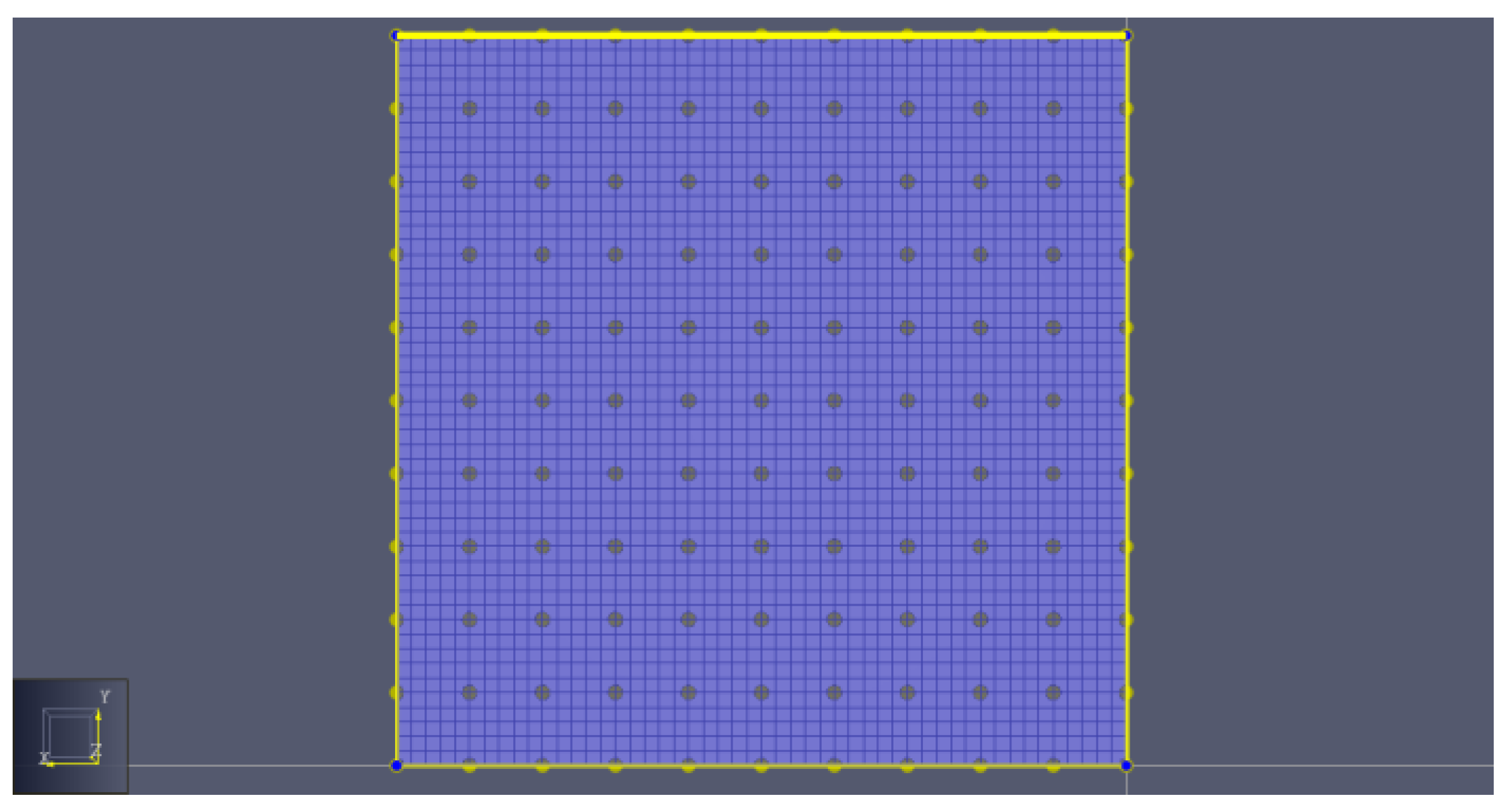
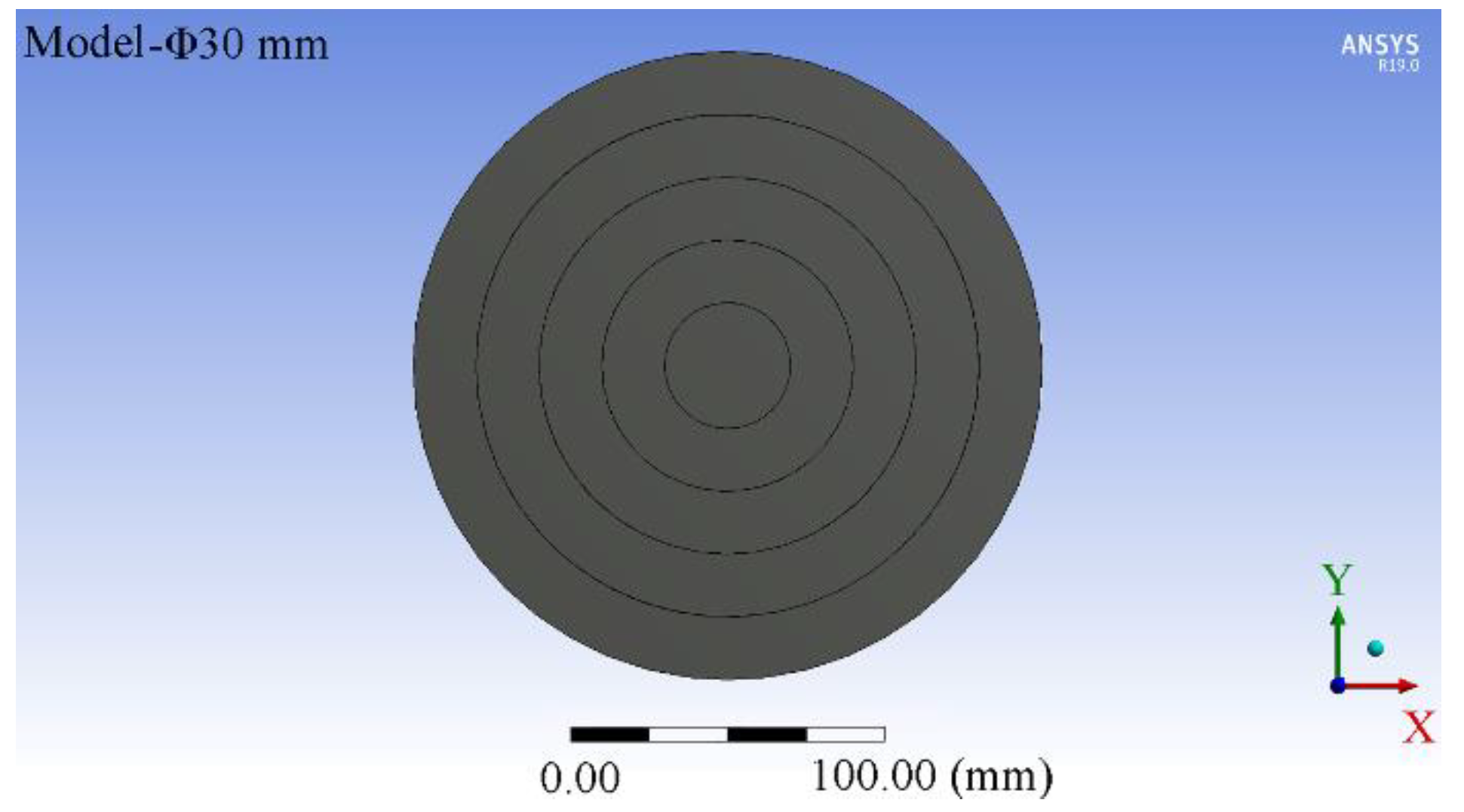
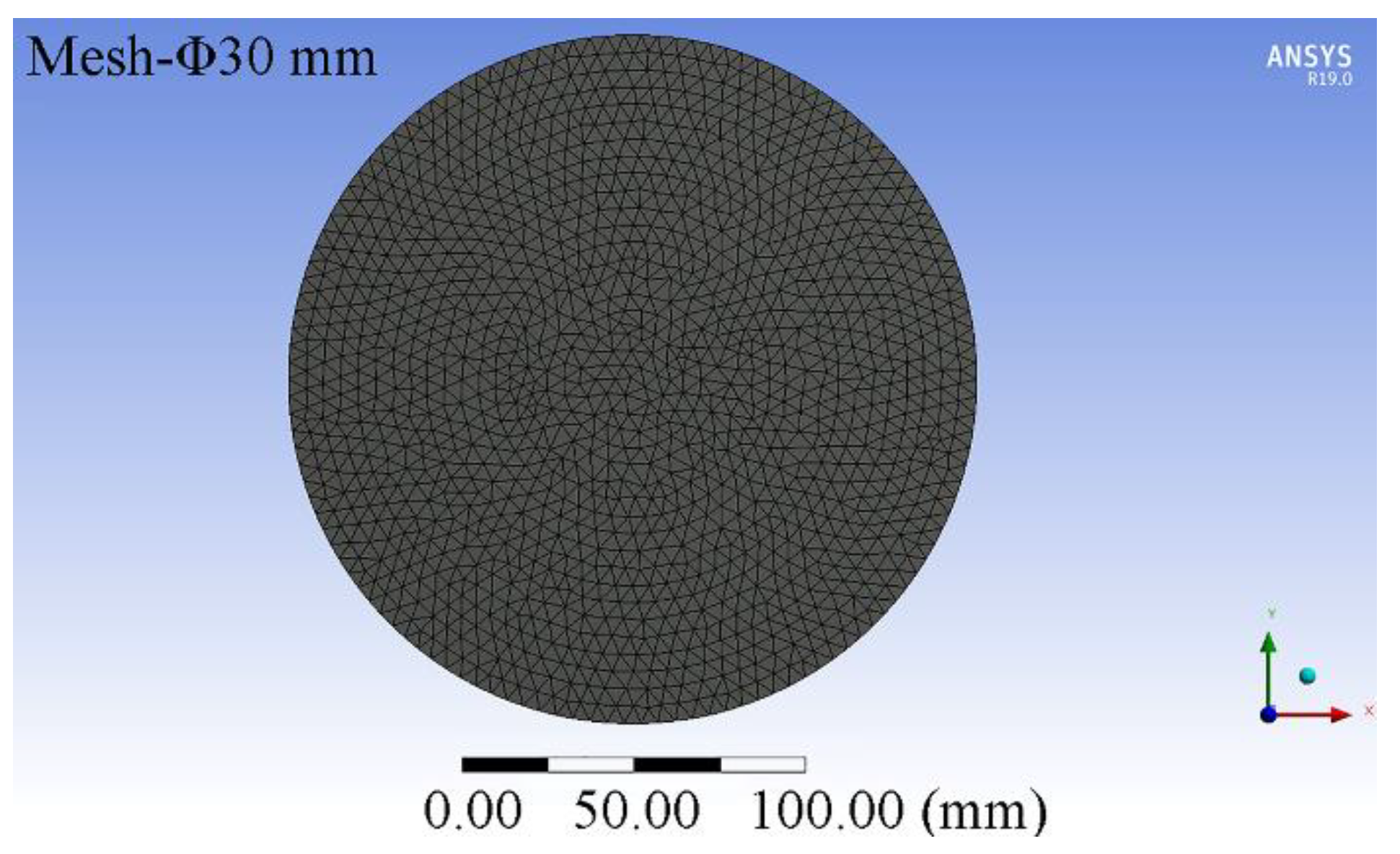
3.2.1. Model Construction and Meshing
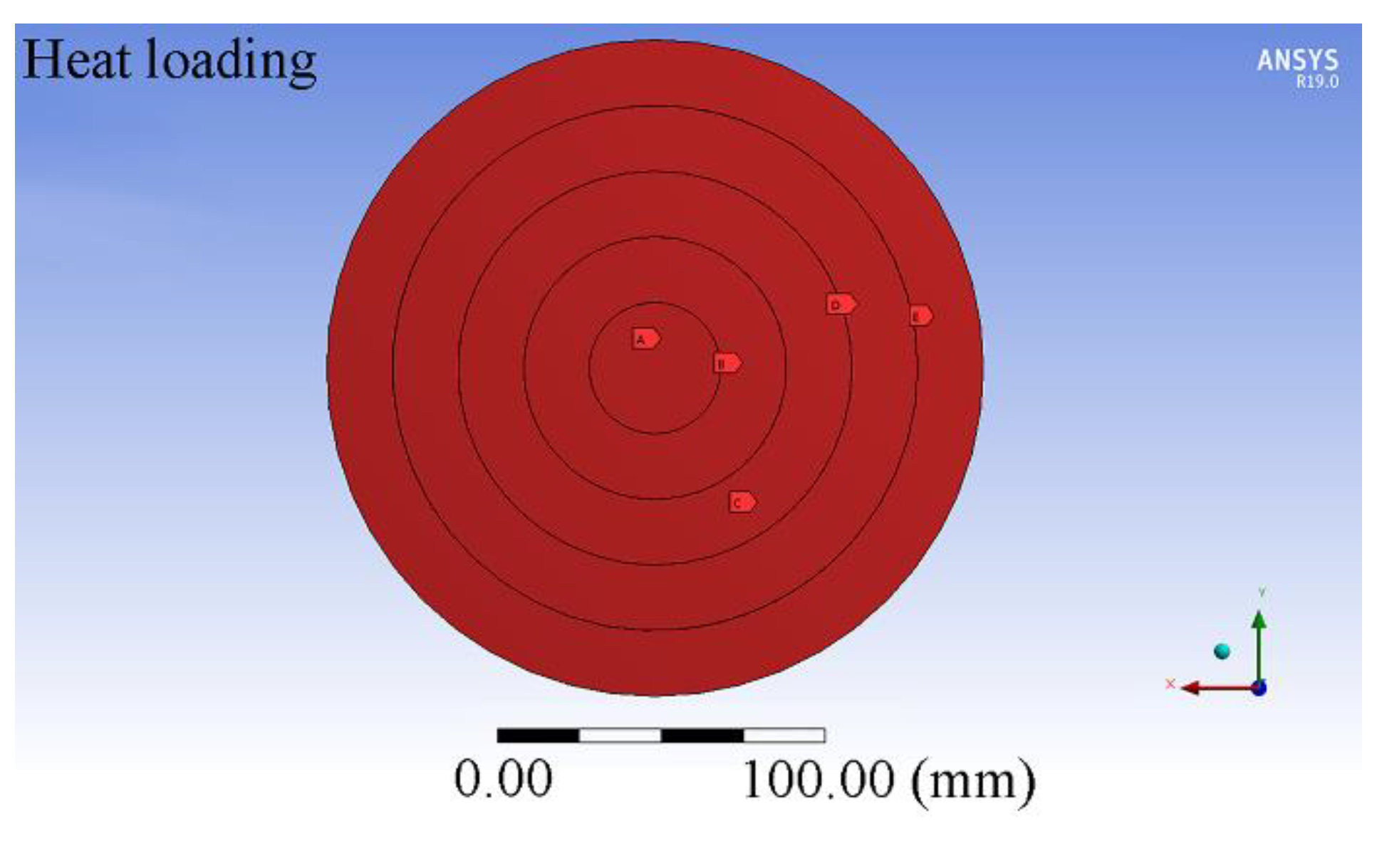
3.2.2. Heating Gun Heating Settings
3.3. Heat-Affected Mold Thermal Response Temperature Field Distribution
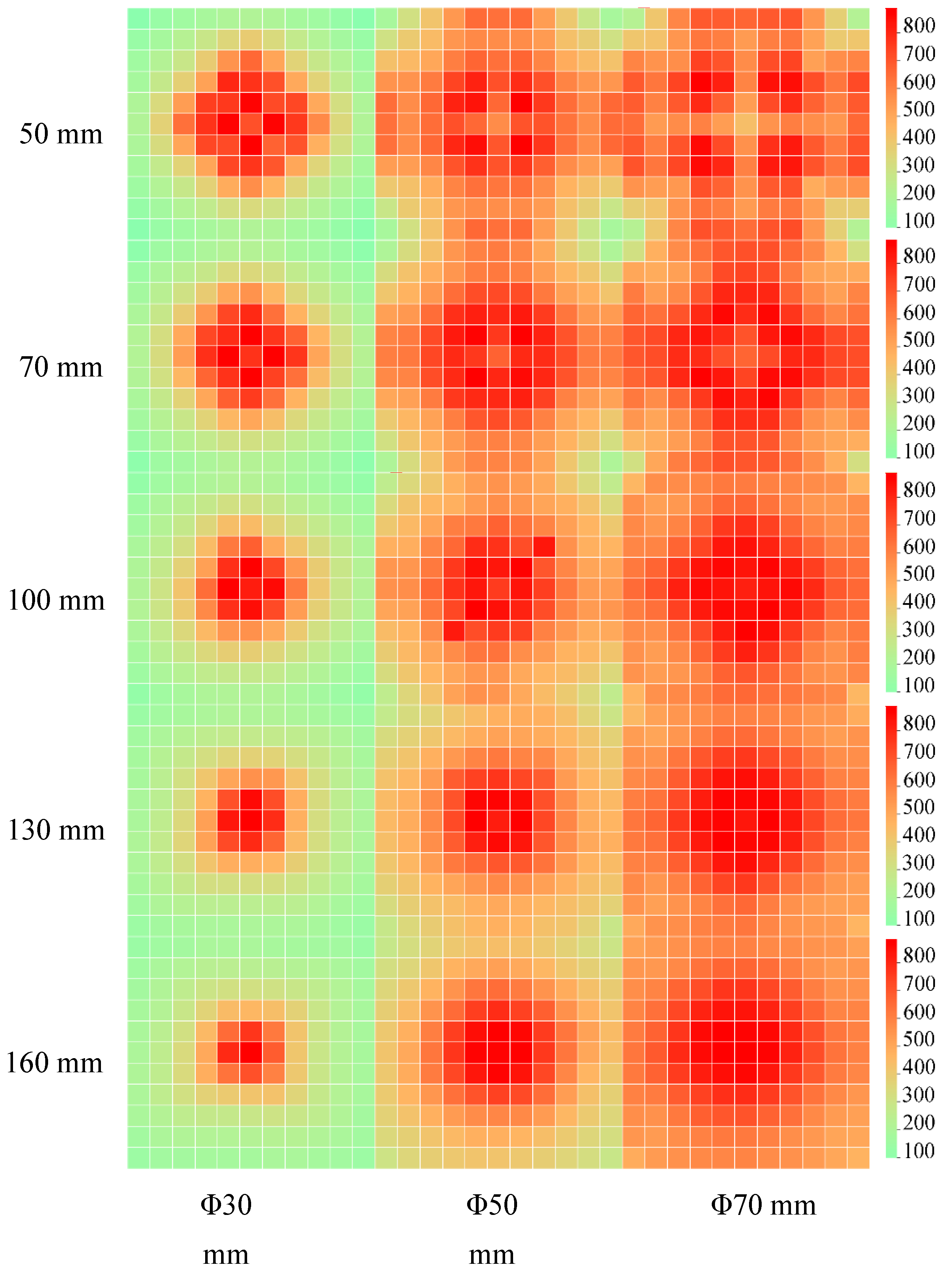
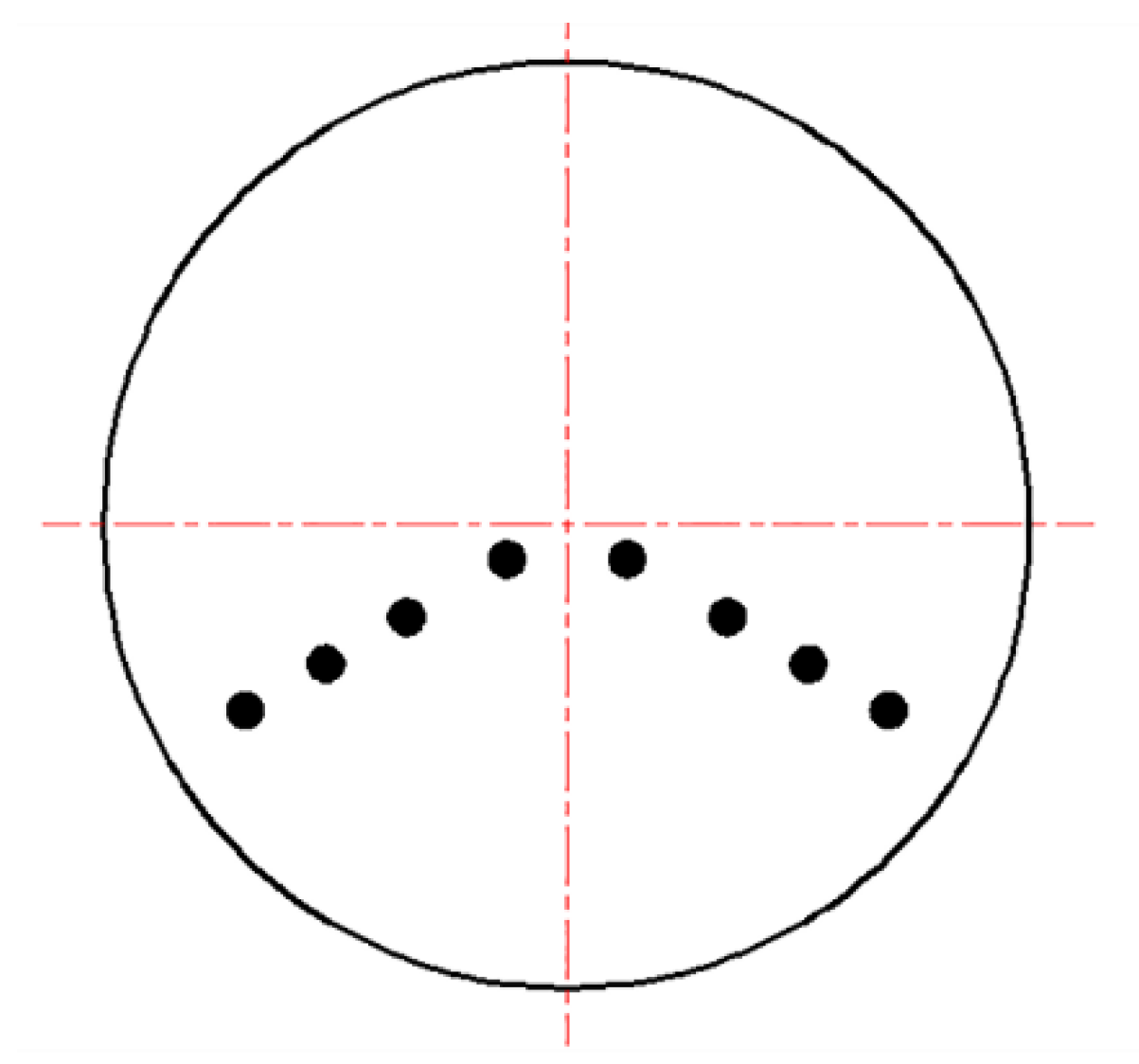
3.3.1. End-Face Distribution of the Heating Gun
3.3.2. Heat-Affected Mold Temperature Field Distribution
4. ANSYS Model of the End-Face Mold
4.1. ANSYS Model of the End-Face Mold
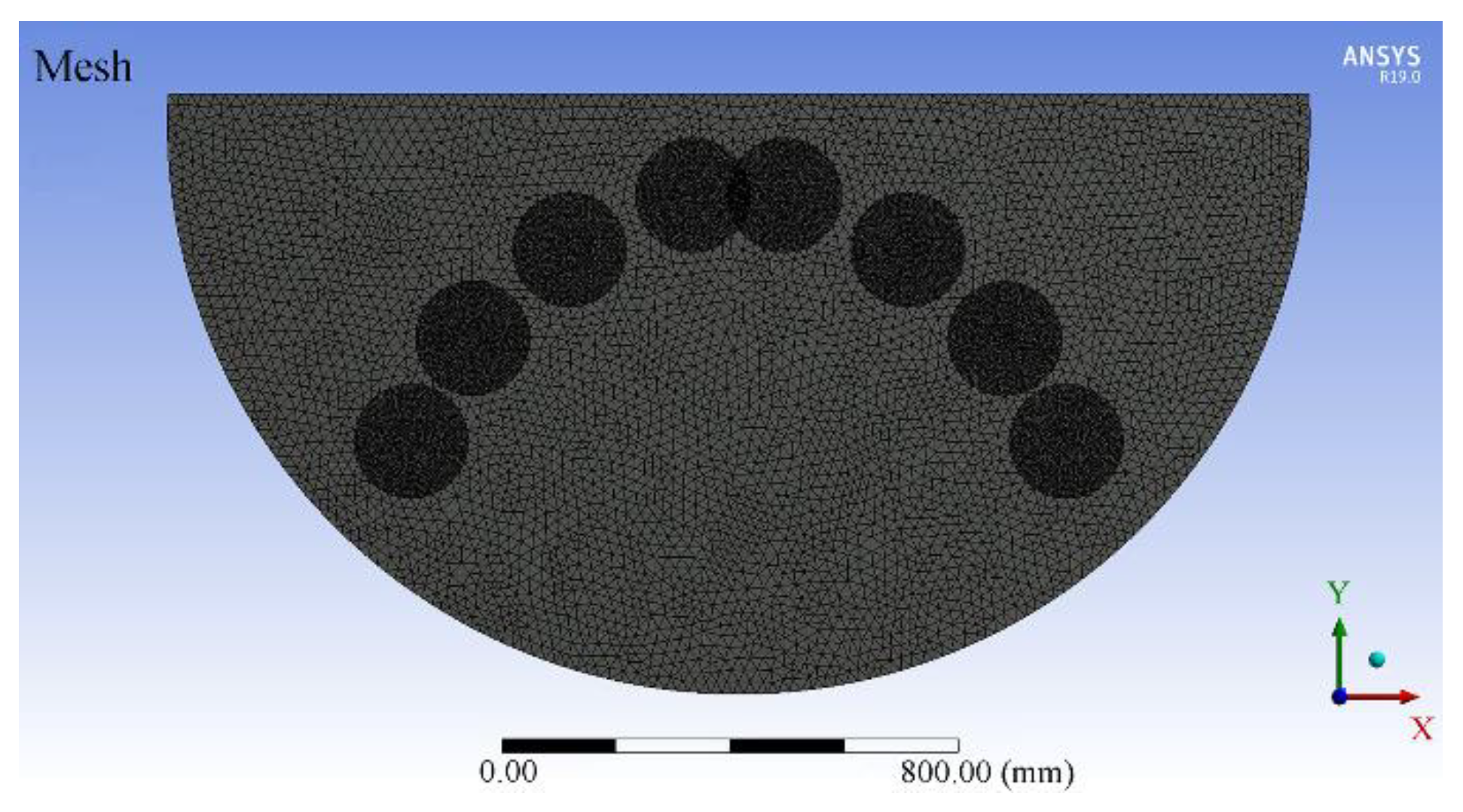
4.1.1. Model Construction and Meshing
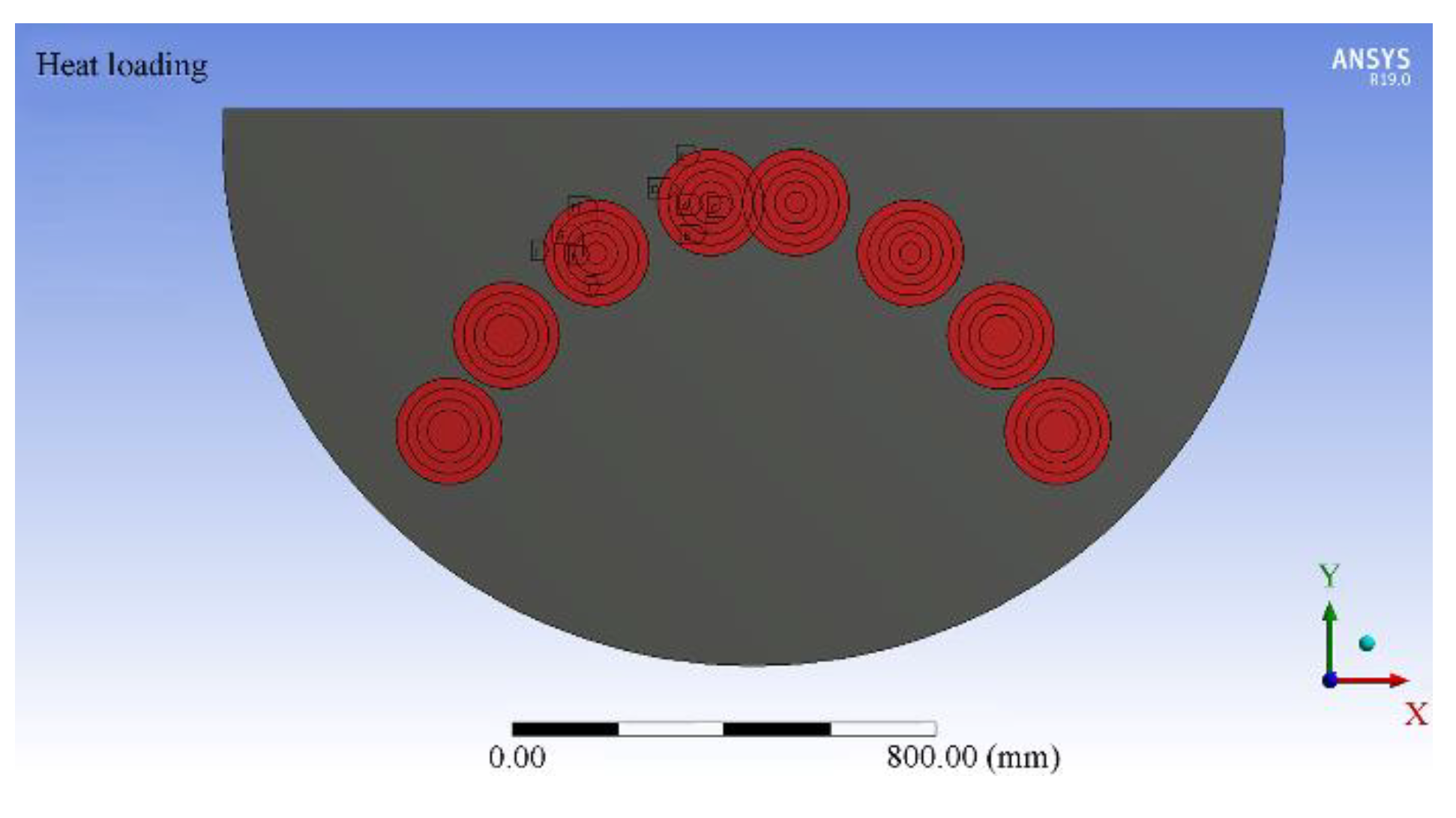
4.1.2. End-Face Mold Heating Setting
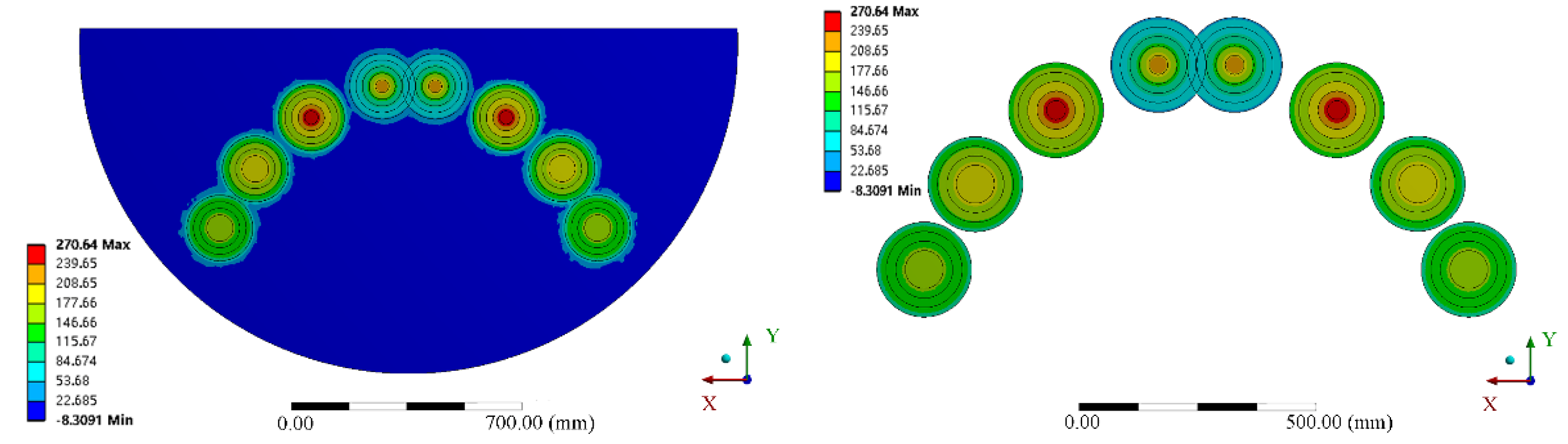
4.1.3. Temperature Field Distribution of the Thermal Response of the End-Face Mold
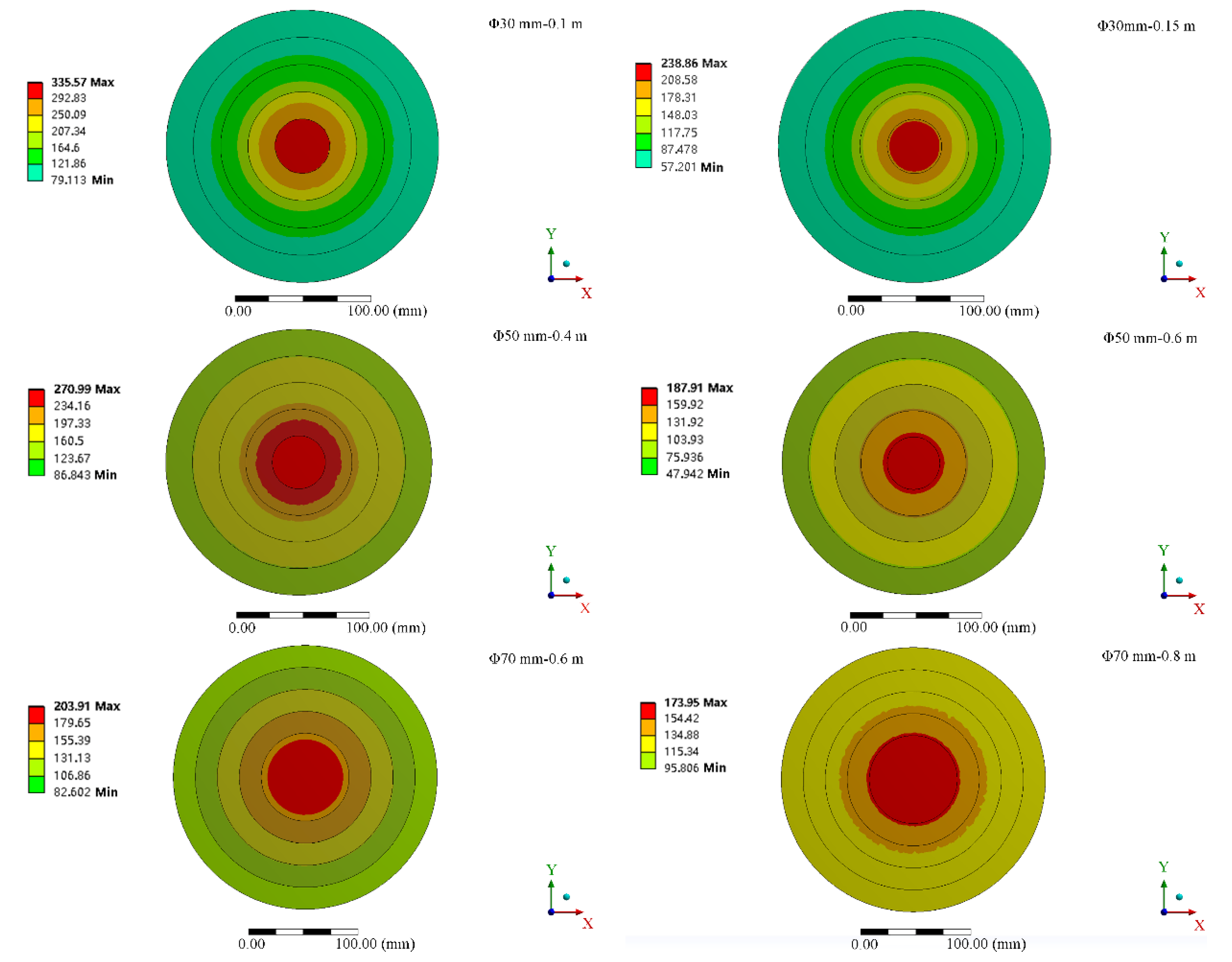
- (1)
- (2)
- The 50 mm–0.4 m model heat-affected area size: Φ200 mm.
- (3)
- The size of the heat-affected area for 70 mm–0.6 m and 70 mm–0.8 m molds was Φ200 mm.
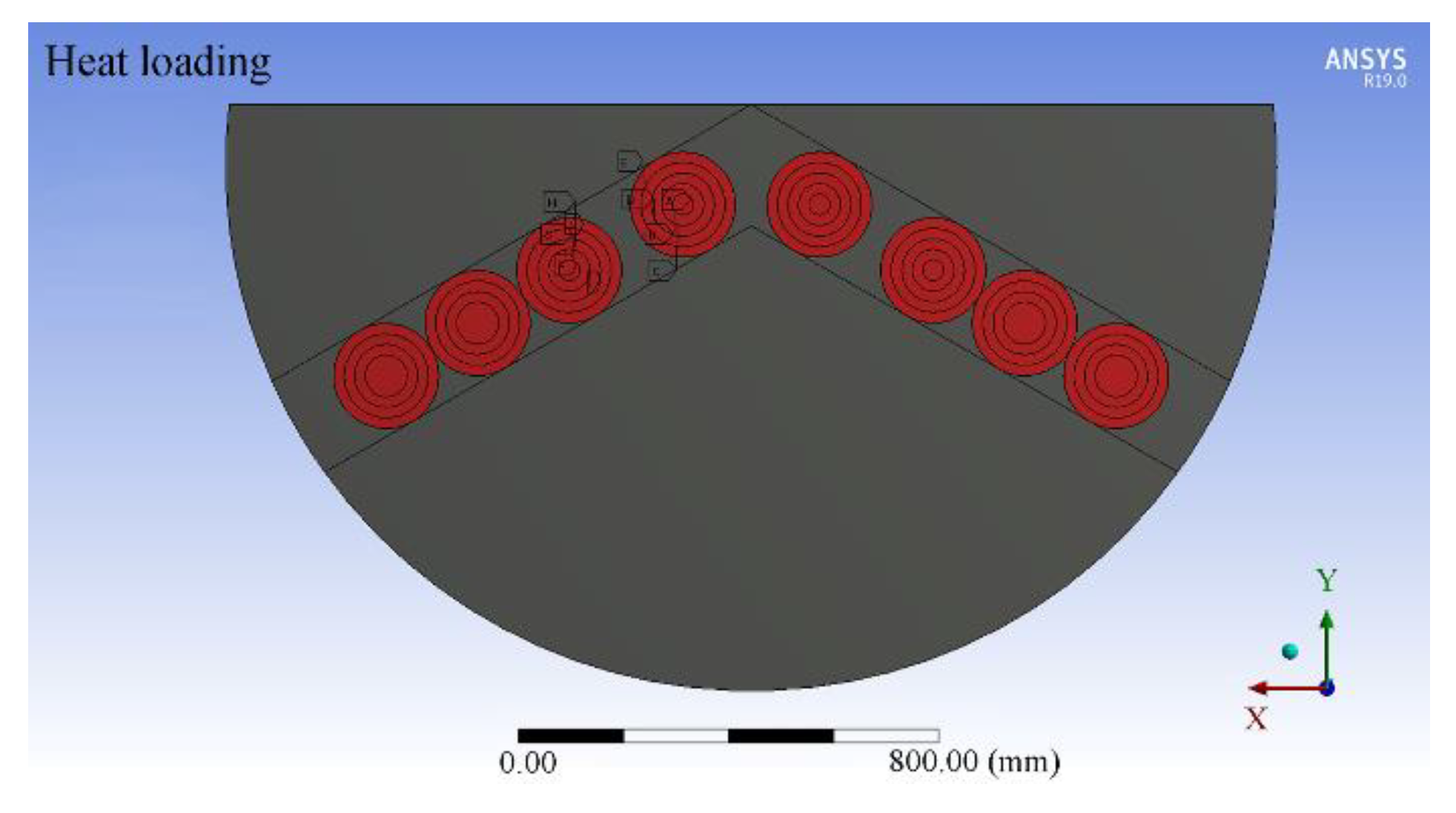
4.2. End-Face Distribution of the Heating Gun
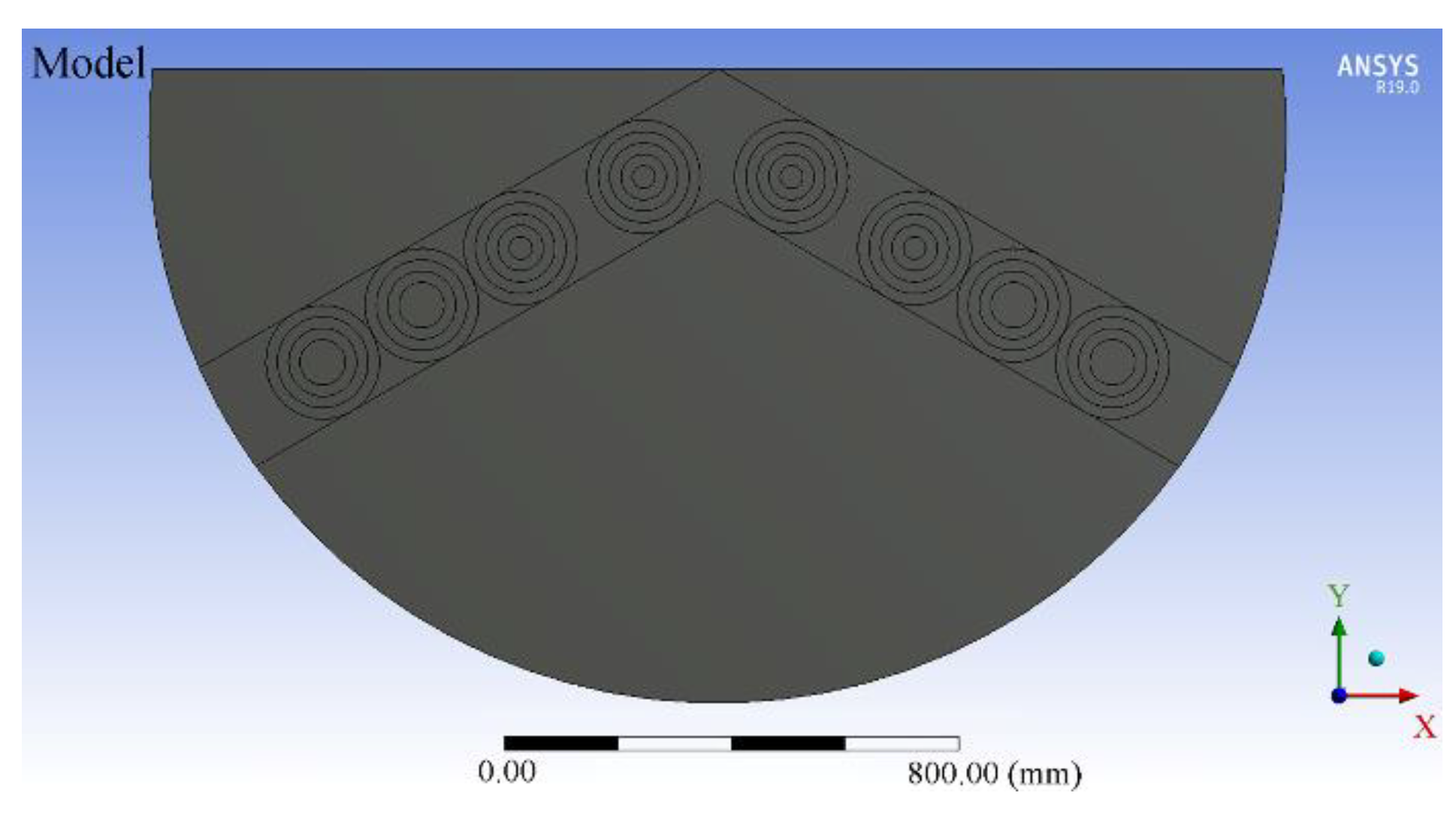
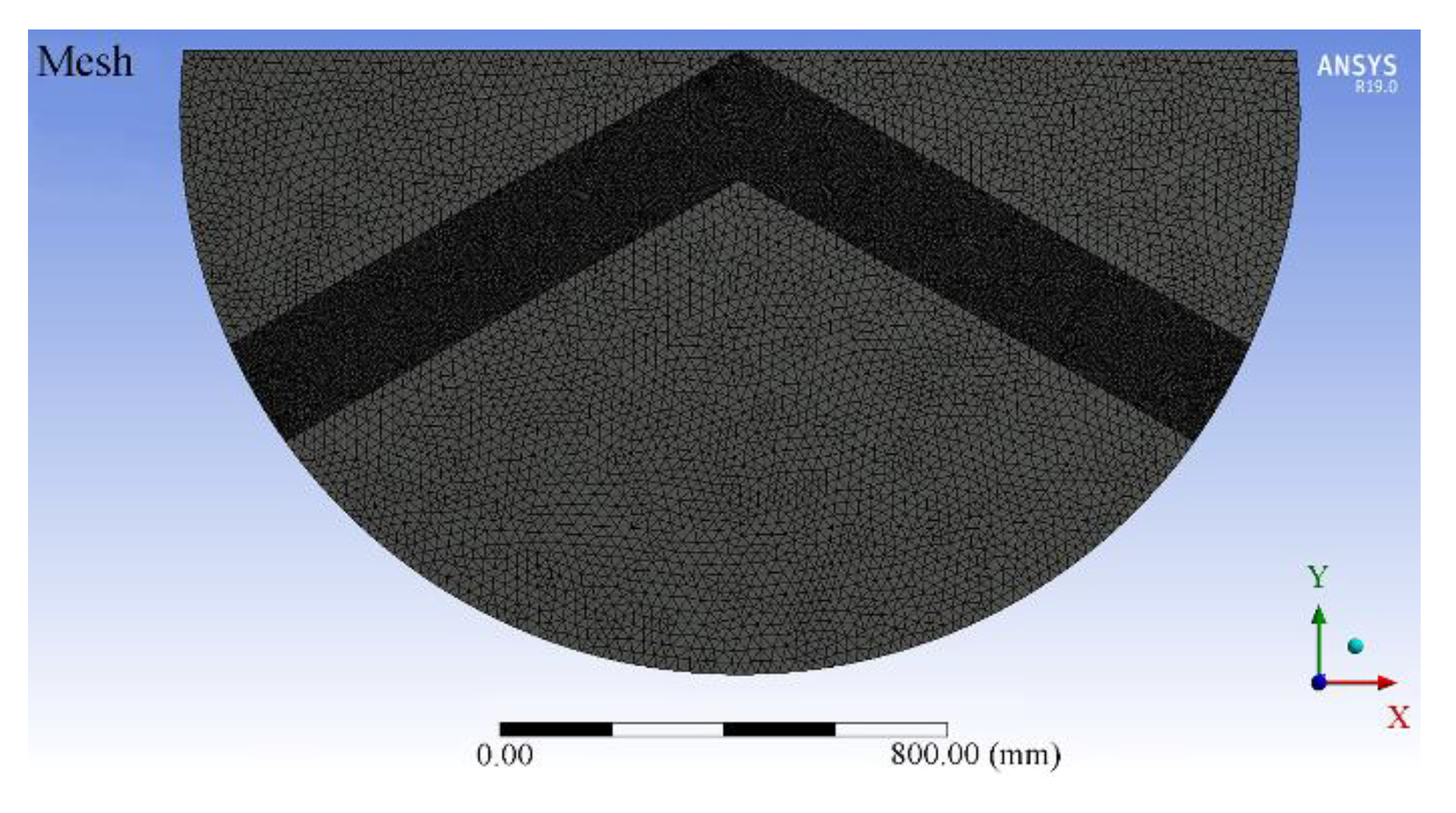
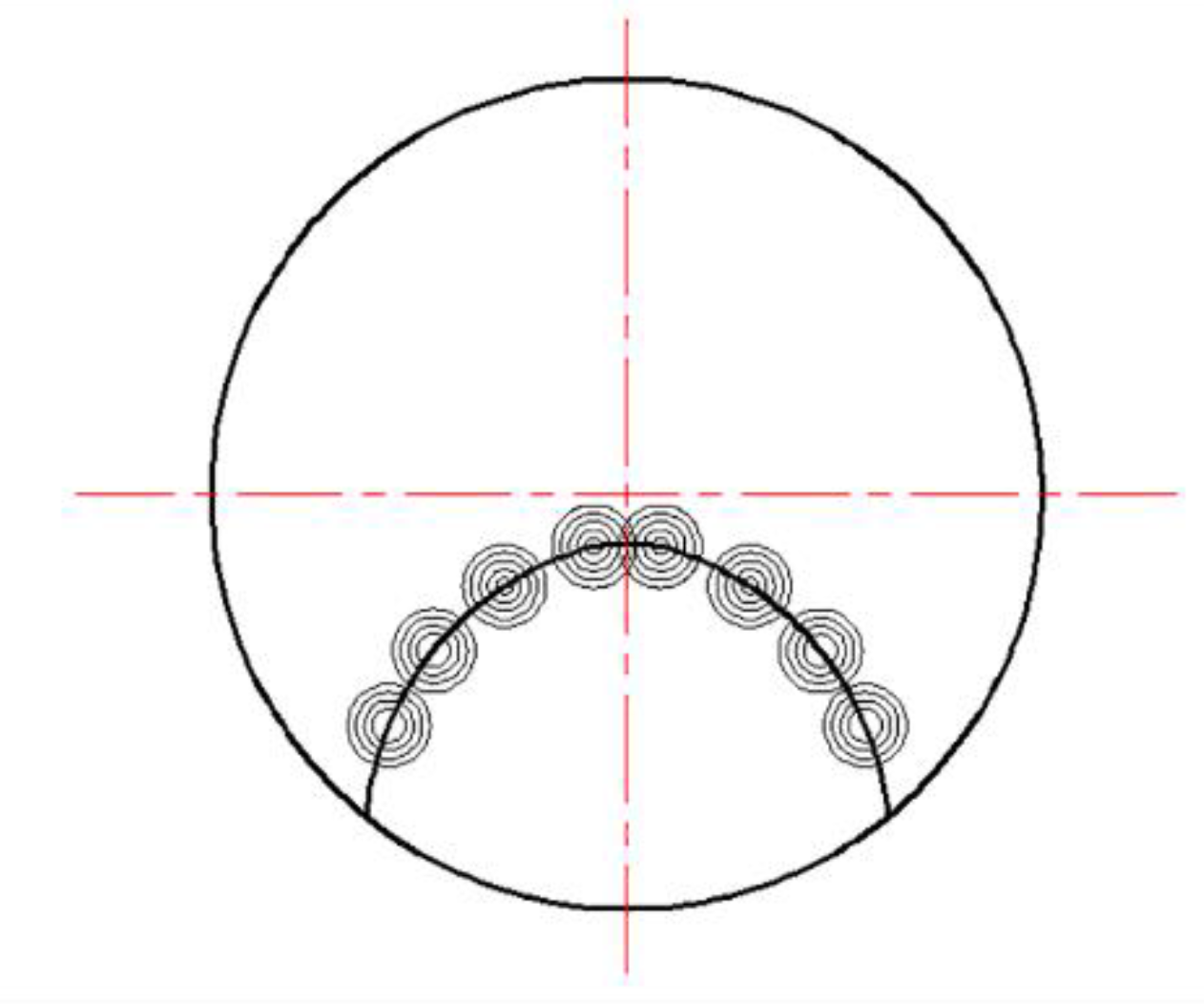
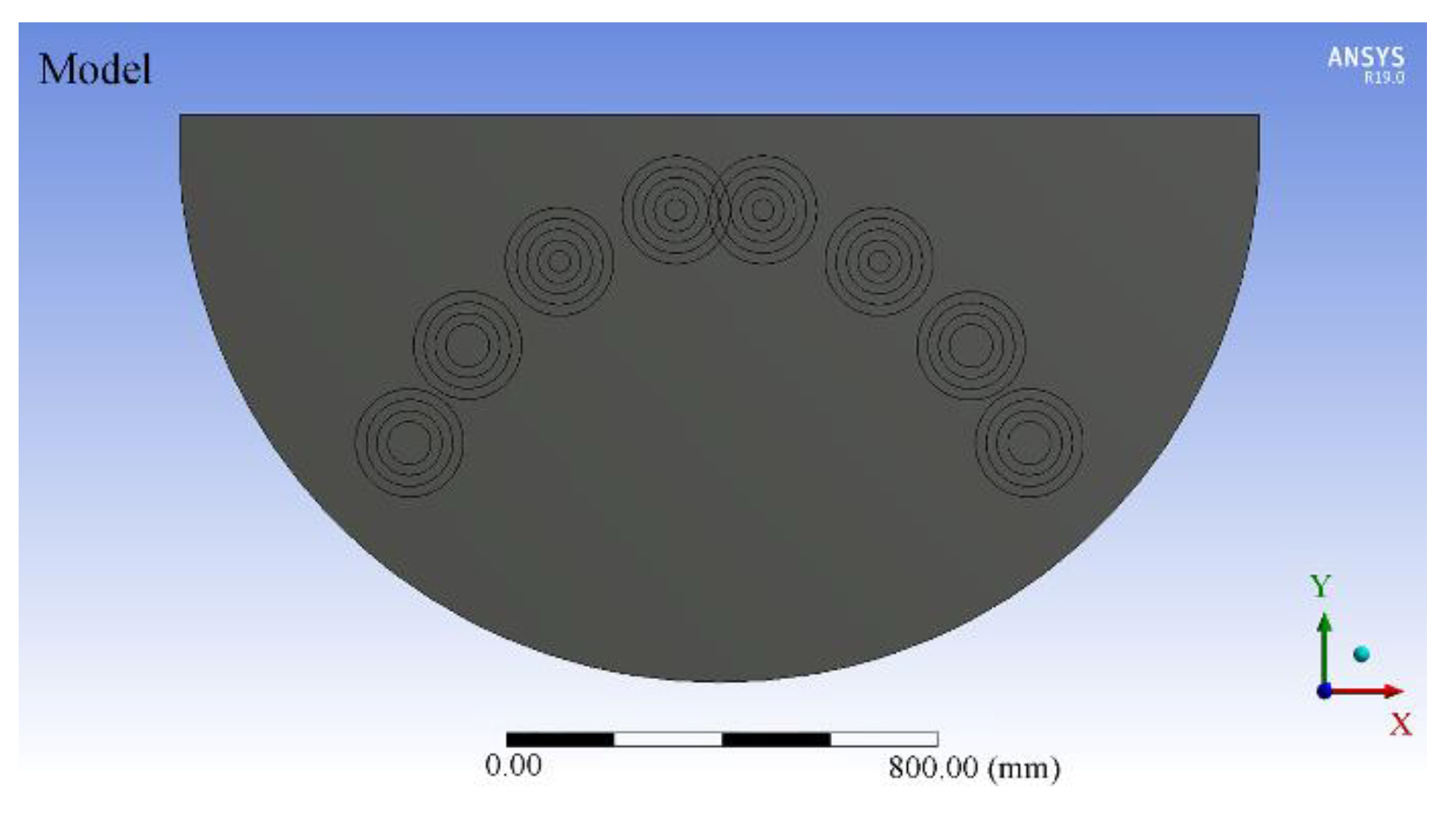
4.2.1. Model Construction and Meshing
4.2.2. End-Face Mold Heating Setting
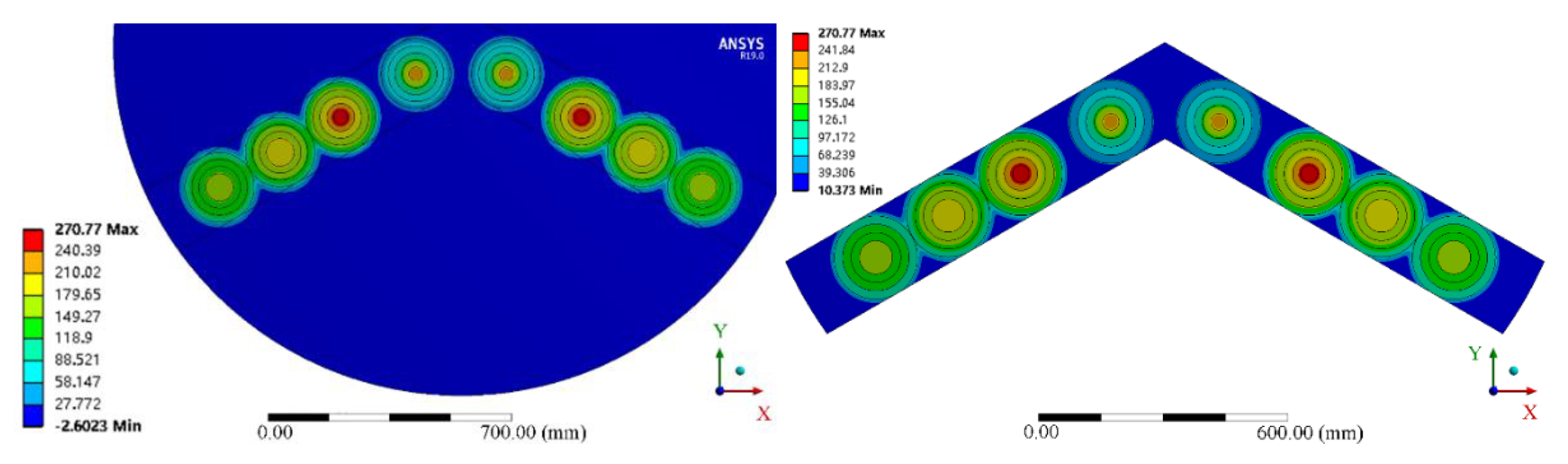
4.2.3. Temperature Field Distribution of the Thermal Response of the End-Face Mold
5. Experiments
5.1. Experimental Design
5.2. Experimental Results and Analysis
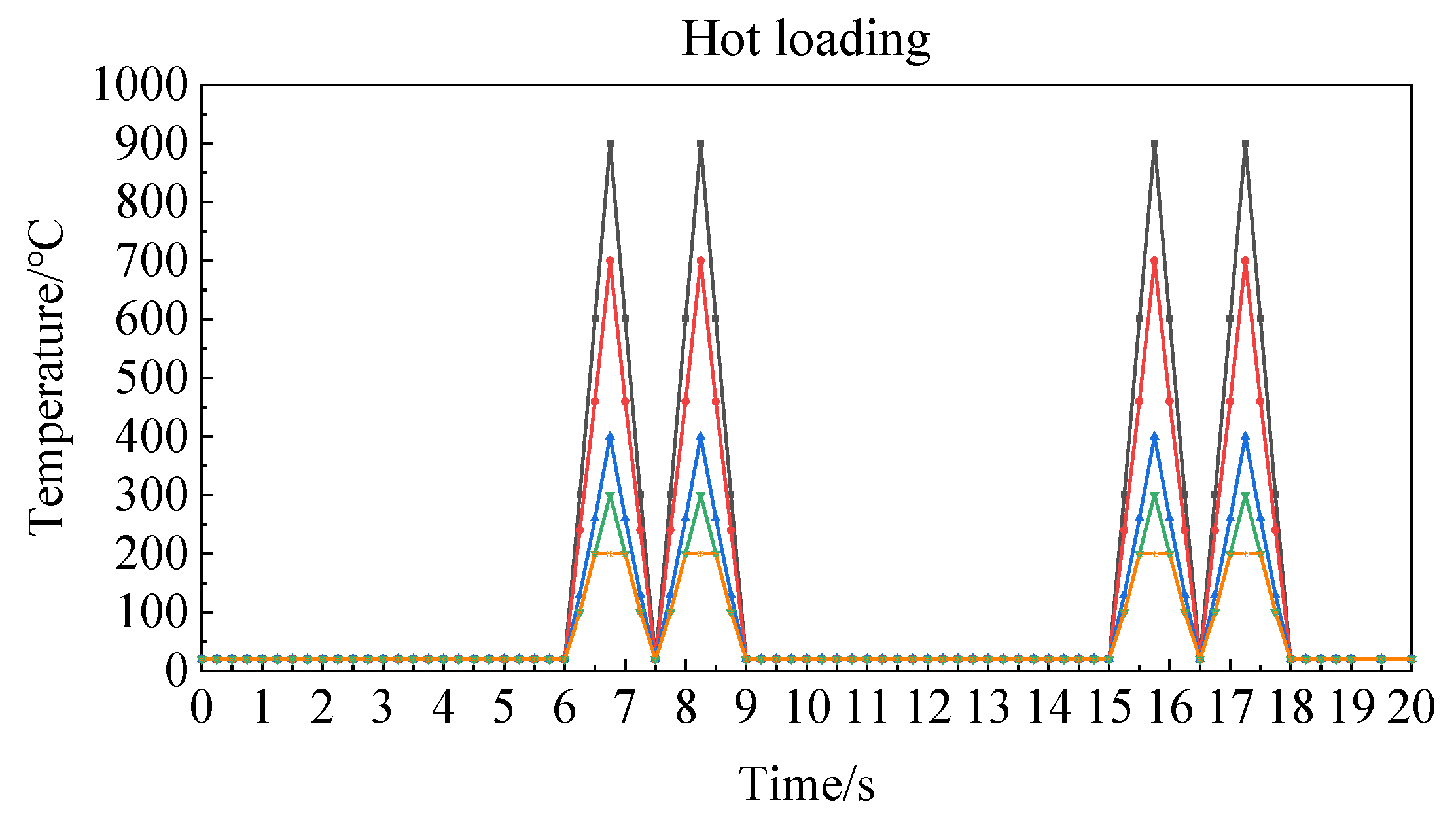
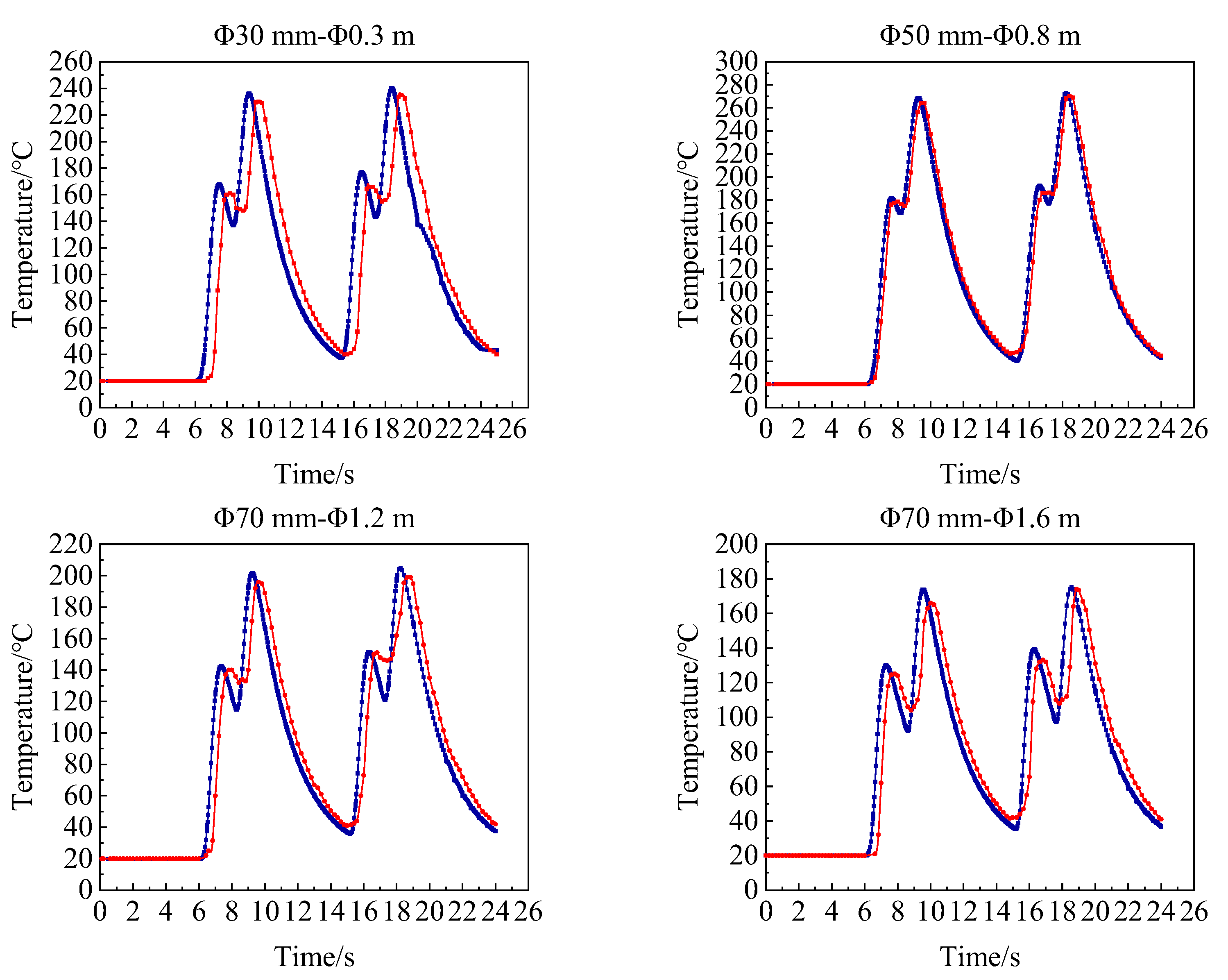
- The experimental data had a certain time delay compared to the theoretical data, with delays of 0.6 s for 30 mm–Φ0.3 m, 0.2 s for 50 mm–Φ0.8 m and 70 mm–Φ1.2 m, and 0.4 s for 70 mm–Φ1.6 m.
- The experimental data had higher peak temperatures and more drastic temperature changes than the theoretical data. In the first wave peak and first trough position (8–10 s), the experimental data curve changed more gently. Higher experimental data were obtained at the second trough and fourth trough positions compared to the theoretical data.
- The comparison and analysis of the data show that the theoretical heat-affected areas of 30 mm–Φ0.3 m and 70 mm–Φ1.6 m were consistent with the actual heat-affected area, and the actual thermal impact areas of 50 mm–Φ0.8 m and 70 mm–Φ1.2 m were larger than the theoretical thermal impact area.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Crawford, R.J. Rotational Molding of Plastics, 2nd ed.; Research Studies Press: Taunton, UK, 1996. [Google Scholar]
- Wen, Y.; Zheng, Y.; Shi, C. Research on the Status quo of Rotomoulding Industry Standards. China Stand. 2018, 7, 125–130. [Google Scholar]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Nóbrega, J.M.; Gaspar-Cunha, A. Modeling of Plasticating Injection Molding–Experimental Assessment. Int. Polym. Processing 2014, 29, 558–569. [Google Scholar] [CrossRef]
- Habla, F.; Fernandes, C.; Maier, M.; Densky, L.; Ferrás, L.L.; Rajkumar, A.; Carneiro, O.S.; Hinrichsen, O.; Nóbrega, J.M. Development and validation of a model for the temperature distribution in the extrusion calibration stage. Appl. Therm. Eng. 2016, 100, 538–552. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A.; Vlachopoulos, J. Simulation of Heat Transfer During Rotational Molding. Adv. Polym. Technol. 2003, 22, 271–279. [Google Scholar] [CrossRef]
- Sarrabi, S.; Colin, X.; Tcharkhtchi, A. Kinetic Modeling of Polypropylene Thermal Oxidation During Its Processing by Rotational Molding. J. Appl. Polym. Sci. 2010, 118, 980–996. [Google Scholar] [CrossRef] [Green Version]
- Liu, X. Numerical Study on Heating Phase of Rotational Molding Process. China Plast. 2012, 26, 88–92. [Google Scholar]
- Wen, Y.; Mao, X.; Wang, Y. Influence of Heating Time on Properties of Rotational Molding Product. Plast. Sci. Technol. 2017, 45, 55–58. [Google Scholar]
- Liu, X. Analytical Solution of Heat Transfer Model for Heating Phase in Rotational Molding Process. China Plast. 2020, 34, 76–82. [Google Scholar]
- FDS Networks Group Ltd. Annual Report–December 31, 2008; Reportal: Hong Kong, China, 2009. [Google Scholar]
- McGrattan, K.B.; Baum, H.R.; Rehm, R.G.; Hamins, A.; Forney, G.P.; Floyd, J.E.; Hostikka, S.; Prasad, K. Fire Dynamic Simulator Technical Reference Guide; National Institute of Standards and Technology Special Publication: Gaithersburg, MD, USA, 2013; pp. 1–3.
- Zhao, J.; Huang, H.; Qu, K.; Su, B. Research on thermal radiation response of large crude oil tank based on numerical simulation method. J. Cent. South Univ. (Sci. Technol.) 2017, 48, 1651–1658. [Google Scholar]
- Zhang, L.; Xie, P.; Ding, Y.; Jiao, Z.; Qin, L.; Yang, W.; College of Mechanical and Electronic Engineering, Beijing University of Chemical Technology. Research and Application of Wireless Temperature Measurement Equipment for Rotational Molding Machine. Eng. Plast. Appl. 2013, 41, 70–72. [Google Scholar]
- Shao, S.; Qi, S.; An, Q. Thermal Conductivity of PE-LLD/CF Composite. China Plast. 2009, 23, 46–49. [Google Scholar]
- Zhou, Y.X.; Lu, Z.L.; Zhang, M.; Zhao, X.C.; Fan, Z. Study on the tribological behavior of Monel alloy. Ordnance Mater. Sci. Eng. 2004, 5. [Google Scholar] [CrossRef]
- Zhang, G.; Hu, R.; Chen, J. ANSYS 10.0 Thermal Finite Element Analysis Guide Window Stutorial; China Machine Press: Beijing, China, 2007; pp. 2–3. (In Chinese) [Google Scholar]
- Wu, G.X.; Ma, Q.W.; Taylor, R.E. Numerical simulation of sloshing waves in a 3D tank based on a finite element method. Appl. Ocean. Res. 1998, 20, 337–355. [Google Scholar] [CrossRef]
- Yang, Y. Simulation and Optimization of Gas Phase Polymerization Process for LLDPE. Chem. Enterp. Manag. 2020, 1, 175–177. [Google Scholar]
- Yang, Y.F.; Zheng, J.; Jia, C.Z.; Liu, C.C. Analysis on Gun Barrel Heat Conduction Finite Element Simulation. J. Gun Launch Control 2011, 1, 45–48. [Google Scholar]
- Zhang, L. Studies of Equipment and Processes of Large Plastics Rotational Molding; Beijing University of Chemical Technology: Beijing, China, 2014. [Google Scholar]
- Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. [Google Scholar] [CrossRef] [PubMed]
- Lucas, A.; Danlos, A.; Shirinbayan, M.; Motaharinejad, V.; Paridaens, R.; Benfriha, K.; Bakir, F.; Tcharkhtchi, A. Conventional rotational molding process and aerodynamic characteristics of an axial-flow hollow blades rotor. Int. J. Adv. Manuf. Technol. 2019, 104, 1183–1194. [Google Scholar] [CrossRef]
- Jiang, X.; Lin, Y.; Huang, S. Rotational Moulding Process and Die Deign of Fuel Tanks. Plastics 2017, 46, 49–51. [Google Scholar]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mold | Material | Diameter/m | Thickness/mm | Density /(Kg·m−3) | Thermal Conductivity /(W·m−1·K−1) | Specific Heat Capacity /(J·Kg−1·°C−1) |
|---|---|---|---|---|---|---|
| Heat-affected mold | Q235A | 0.2 | 10 | 7850 | 52.34 | 434 |
| Mold | Material | Diameter/m | Thickness/mm | Density /(Kg·m−3) | Thermal Conductivity /(W·m−1·K−1) | Specific Heat Capacity /(J·Kg−1·°C−1) |
|---|---|---|---|---|---|---|
| Heat-affected mold | Q235A | 0.2 | 10 | 7850 | 52.34 | 434 |
| End-face mold | Q235A | 2 | 10 | 7850 | 52.34 | 434 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Zhang, L.; Ma, X.; Wang, H.; Wang, W.; Zhang, Y. Research on the End-Face Distribution of Rotational Molding Heating Gun Based on Numerical Simulation Method. Processes 2022, 10, 97. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10010097
Yan Y, Zhang L, Ma X, Wang H, Wang W, Zhang Y. Research on the End-Face Distribution of Rotational Molding Heating Gun Based on Numerical Simulation Method. Processes. 2022; 10(1):97. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10010097
Chicago/Turabian StyleYan, Yongchun, Lixin Zhang, Xiao Ma, Huan Wang, Wendong Wang, and Yan Zhang. 2022. "Research on the End-Face Distribution of Rotational Molding Heating Gun Based on Numerical Simulation Method" Processes 10, no. 1: 97. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10010097