
Membrane Chromatography and Fractionation of Proteins from Whey—A Review
by

Arijit Nath
, 
Moh Moh Zin
,
Máté András Molnár
,
Szilvia Bánvölgyi
,
Igor Gáspár
,
Gyula Vatai
* and
András Koris
Department of Food Process Engineering, Institute of Food Science and Technology, Hungarian University of Agriculture and Life Sciences, Ménesi st 44, H-1118 Budapest, Hungary
*
Author to whom correspondence should be addressed.
Processes 2022, 10(5), 1025; https://0-doi-org.brum.beds.ac.uk/10.3390/pr10051025
Submission received: 6 January 2022
/
Revised: 6 May 2022
/
Accepted: 18 May 2022
/
Published: 20 May 2022
(This article belongs to the Special Issue Functional Foods and Bioactive Compounds through Environmentally Benign Emerging Processes)
Abstract
:Membrane chromatography (MC) is an emerging bioseparation technology combining the principles of membrane filtration and chromatography. In this process, one type of molecule is adsorbed in the stationary phase, whereas the other type of molecule is passed through the membrane pores without affecting the adsorbed molecule. In subsequent the step, the adsorbed molecule is recovered by an elution buffer with a unique ionic strength and pH. Functionalized microfiltration membranes are usually used in radial flow, axial flow, and lateral flow membrane modules in MC systems. In the MC process, the transport of a solute to a stationary phase is mainly achieved through convection and minimum pore diffusion. Therefore, mass transfer resistance and pressure drop become insignificant. Other characteristics of MC systems are a minimum clogging tendency in the stationary phase, the capability of operating with a high mobile phase flow rate, and the disposable (short term) application of stationary phase. The development and application of MC systems for the fractionation of individual proteins from whey for investigation and industrial-scale production are promising. A significant income from individual whey proteins together with the marketing of dairy foods may provide a new commercial outlook in dairy industry. In this review, information about the development of a MC system and its applications for the fractionation of individual protein from whey are presented in comprehensive manner.
1. Introduction
Currently, scientists are encouraged to develop functional foods for the general wellbeing of consumers. A plethora of the beneficial aspects of whey proteins have come to the forefront through the International Dairy Federation (IDF), contributing to a boom in the functional food sector. Whey proteins with unique functional activities have been widely demanded by a wide range of consumers around the globe [1,2]. The major proteins in whey are β-lactoglobulin (β-lac), α-lactalbumin (α-lac), immunoglobulins (Igs), bovine serum albumin (BSA), lactoferrin (LF), and lactoperoxidase (LP) [3]. Whey proteins have distinctive molecular weights and a unique isoelectric point. They have an exclusive nutritional value with respect to the bioavailability of their essential amino acids and diverse functionalities [4]. Whey proteins offer anti-oxidant, anti-inflammatory, anti-angiotensin, anti-tumor/cancer, gut homeostasis, anti-obesity, anti-diabetic, immunostimulatory, muscle tissue biosynthesis, and osteoprotective properties [2,5]. Depending on the processing technology, acid whey (pH 4.3–4.6) and sweet whey (pH 5.9–6.6) are produced as a by-product of cheese processing in the dairy industry. The amount of whey generated is related to the yield of the cheese and the type of milk. Approximately 1–2 kg of cheese and 8–9 kg of whey are produced from 10 kg of milk. The global production of whey in 2016 has been estimated at 200 million tons [6], accounting for around 1,200,000 tons of protein. Due to stricter environmental legislations, the disposal of whey (which has a high biological oxygen demand (BOD) value of 35–60 g·L−1 and a chemical oxygen demand (COD) value of 80–100 g·L−1) into sewage is prohibited [7]. This legislative restriction encourages scientists to explore whey-based nutritional food formulations. In general, whey protein concentrate (WPC) (35–80% protein) and whey protein isolate (WPI) (80–95% protein) are used in confectionery products, processed cheese, yogurt, and muscle gain formulations [8]. WPC and WPI are mixtures of all whey proteins, obtained by membrane technology followed by a dehydration process [9]. The emerging applications of whey proteins offer a wide range of important qualities [10]. Whey proteins have been used to produce peptides with unique functional activities, for the fortification of foods, and as biopharmaceuticals [11,12,13]. In the past two decades, the attention of the dairy industry has been shifted. The significant income from individual proteins from whey has been taken into consideration along with the marketing of dairy foods [14,15]. Therefore, the fractionation of individual proteins from whey by different technologies, such as bio-selective precipitation, membrane filtration, selective adsorption by magnetic particles, and chromatographic separation have been investigated [16].
In the dairy and biopharmaceutical industries, membrane- [17,18] and chromatography- [19,20] based downstream processes have already been attempted for the separation and purification of proteins from whey. In the chromatographic process, different stationary phases, such as packed bed [21,22], monolith [23,24], and fluidized or expanded bed [25,26] have been adopted for the fractionation of individual proteins from whey. In the membrane-based bioseparation process, protein molecules are separated from each other depending on the molecular weight cut-off of the membrane [27,28]. Porous polymeric and ceramic membranes are insufficient to provide proteins with high purity due to the inhomogeneous distribution of their membrane pores. Furthermore, the yield of protein is reduced due to the formation of a concentration polarization on the vicinity of the membrane [17,28]. The separation of proteins by packed bed chromatography depends on the differences in the mass and binding affinity or charge [29]. The limitations of packed bed chromatography include a high pressure drop across the packed bed, slow film and pore diffusions, a difficulty in packing the column, and a complicated scale-up [30,31]. In contrast to the packed bed column, the characteristics of the monolith-based separation process are a laminar convective mass transfer, a higher dynamic binding capacity with a solute, an easy scale-up, and a high rate of solute recovery. The purification of protein by the monolith column is performed using a higher flow rate [32,33]. Disadvantages of monolith column have also been reported. The broad size distribution of the pore, the variable geometry, and the random spatial distribution of the pores of the monolith matrix reduce the reproducibility of the yield [34]. The monolith stationary phase is more suitable for the separation of large biomolecules rather than small molecules because it has a high porosity with a low surface area [35]. The separation of proteins by monoliths is done by both ion-exchange and hydrophobic interactions. Therefore, the elution of proteins from the monolith phase by the combination of strong oppositely-charged solvents may lead to protein denaturation [36]. Expanded or fluidized bed chromatography is a stable liquid–solid fluidized bed. Here, adsorbents are fluidized, and the flow of the mobile phase is directed upwards with minimum back-mixing [37,38]. The limitations of fluidized or expanded bed chromatography are biomass aggregations onto the adsorbent in the column during processing [39]. When acknowledging all of the limitations of the stated separation processes it seems that there is a demand to develop an efficient chromatographic technology, which can be used in both laboratory investigation and industrial production purposes.
The outcome of the intellectual revolution in the fields of membrane- and chromatography-based bioseparation techniques is innovation and the application of membrane chromatography (MC) to the food and biochemical industries [40,41]. Reviews have been published focusing on the application of MC to the purification of antibodies [42,43,44,45,46,47], different types of proteins [41,46,47,48,49], viruses [46], and plasmid DNA [46,50,51]. In this review, the development of the MC system and its applications for the fractionation of individual proteins from whey are described in a comprehensive way.
2. Membrane Chromatography
MC, also known as membrane adsorber, is a promising bioseparation technology [52]. The principles of both chromatography and membrane filtration are combined in this single separation system. Therefore, MC has generated interest for the processing of diluted solutions without reducing the yield. As a result, the development and application of MC systems are considered a hallmark in the platform of process intensification [53]. Generally, a microfiltration membrane is used in the membrane module of an MC system. The MC process is not volume dependent, rather, it is dependent on the functional groups of the adsorbent or ligand in the membrane, and their capacity to bind with a solute. Furthermore, the flow rates of the loading and elution buffer do not affect the performance of MC processes. In the MC process, one category of molecule is adsorbed on the membrane surface, whereas the transport of another category of molecule through the porous channel of the membrane is continued without affecting the adsorbed molecule. In the subsequent step, adsorbed molecules are eluted from the stationary phase by a buffer with a unique ionic strength and pH [54]. Therefore, it seems that the performance of MC process depends mainly on three factors, such as the chemistry of the membrane and ligand, the pH of the loading and elution buffer, and the membrane module [41,48]. In the MC process, solute transfer is predominated by convection (convective mass transfer) and minimum pore diffusion unlike the packed bed ion-exchange chromatography process [41]. Different types of solute diffusions into the porous matrix are presented in Figure 1.
Therefore, MC is preferable to column chromatography because of its minimum clogging tendency, lower mass transfer resistance, and pressure drop [55,56]. MC can be operated with a high fluid flow rate [41,57]. A disposable membrane is used in the MC system; therefore, the membrane is replaced once the function of membrane ceases. This flexibility eliminates the requirement of the membrane cleaning step after the deterioration of its function [58]. Comparative information of the different stationary phases in the chromatography system is presented in Table 1.
2.1. Membrane Module
The MC system can be developed by different types of membrane modules. Depending on the flow pattern, membrane modules are classified into four categories: radial, axial, laterally-fed, and z2laterally-fed membrane modules [60]. Radial flow occurs in the spiral wound, tubular hollow-fiber, pleated sheet, and the plate and frame membrane modules in MC systems. Axial flow occurs in the stacked-disc membrane modules in the MC system. It has been proven that the efficiency of the separation processes by MC systems is dependent on the architecture or design of the membrane module [61,62]. Variations of the Peclet number of different anionic membrane modules with different geometries have been published [61]. Furthermore, variations of the fluid flow within membrane modules with different geometries have been proven by computational fluid dynamics (CFD) [62]. In subsequent sections, different aspects of the membrane modules of MC systems are presented in a comprehensive fashion. Presently, laterally-fed and z2laterally-fed membrane modules for MC systems have been developed, however, their applications for the fractionation of proteins from whey have not been published. We did not consider laterally-fed membrane modules in this review.
2.1.1. Radial Flow Membrane Module
In radial flow devices, membranes are wound around a central porous collection channel. Initially, the liquid enters from the outside and moves to the inside of the membrane module and crosses inside the gap between the membrane and its house. Liquid flows parallel to the membrane surface and is eventually directed towards the pores due to the driving force of the trans-membrane pressure (hydrostatic pressure difference). The liquid is forced to the membrane pores in a radially inward direction, and finally unbonded solutes are collected in the central collection channel. The advantages of using these membrane modules in MC systems are a high membrane surface area compared to bed volume and a lower concentration polarization on the membrane surface. In these modules, fluid flows at a high cross-flow rate and a low back pressure [63]. Recently, the performance of sequential MC processes with radial flow membrane modules has been investigated. It has been reported that compared to a batch run, the sequential radial flow of the MC module provided a 71% higher capacity, ~48.5% higher productivity, 38% lower eluent consumption, and a shortened purification time [64]. However, the scale-up of radial flow MC systems is possible; several critical issues have been reported. A radial flow MC system has a complicated large variability in flow paths. The effective area of the membrane wrap decreases at a radially inward direction. Therefore, the superficial velocity is increased in a radially inward direction. In a radial flow MC system, balancing the pressure drop in the axial direction on both sides of the membrane is a considerably challenging issue. The radial flow membrane module of the MC system has a large dead volume in both feed and permeate sides. A large dead volume in the radial flow membrane module of MC systems could cause back-mixing. These are the reasons for the peak broadening and low quality of the resolution of radial flow MC systems [57,65].
Different radial flow membrane modules with various geometries have been considered to understand the effect of the geometry. Anion-exchange Sartobind Nano 1 mL (bed height 4 mm, membrane area 36.4 cm2), Sartobind Nano 3 mL (bed height 8 mm, membrane area 110 cm2), and Sartobind Mini (bed height 4 mm, membrane area 250 cm2) have been considered in an investigation. It has been noted that the pressure drop increased slightly with an increase of the bed height of the membrane module. As an example, pressure was higher for the Sartobind Nano 3 mL membrane module compared to the Nano 1 mL membrane module. The Sartobind Nano 3 mL and Nano 1 mL membrane modules showed almost identical superficial velocities due to their similar cross-section areas. On the other hand, the Peclet number was slightly increased with an increase in the bed height of the membrane module. Furthermore, the dynamic binding capacity decreased with an increase in the bed height. This has been justified by the non-ideal flow distribution in the radial flow membrane module [61].
2.1.2. Axial Flow Membrane Module
A single flat sheet functionalized membrane is rarely fitted in the membrane module of MC systems [66,67]. A stack of functionalized membranes with a lower surface area (~7.5–85 cm2) and bed volume (~240 µL−2.7 mL) as a stationary phase is used in spin-column MC systems. Centrifugal force as a driving force is applied in spin column MC systems [68]. In other types of axial flow stacked-disc MC systems, the driving force on the separation process is applied by a diaphragm pump or a triple piston pump. Feed enters the membrane module centrally in the axial flow stacked-disc membrane module of the MC system. Once the feed enters the vicinity of the membrane, it is distributed radially in an outward direction. Fluid flows through the porous channel of the membrane, which is usually considered to be aligned with respect to the surface of membrane. Finally, permeate is collected at a centrally located outlet [69]. Due to the tortuous nature of the porous channel in the membrane matrix, the localized flow is not homogeneous and provides a poor flow distribution. In this case, the liquid flow regime belongs to the laminar zone. The axial transport of the solute within the cylindrical pore channel is mainly convective. Here, solute transport is influenced by Taylor dispersion; however, its influence is expected to be insignificant [41]. The axial flow stacked-disc MC system provides protein fractionation with high-quality resolution compared to the radial flow membrane module. Some critical issues for its scale-up and application at the industrial-scale have been published. Increasing the number of membrane layers creates a high pressure drop, which may contribute to poor separation performance. A normal axial flow stacked-disc MC system has a very large void volume relative to its membrane volume, which creates significant back-mixing [42,57]. On the other hand, due to the increase of the diameter of the axial flow stacked-disc membrane module, the radial to axial dimension aspect ratio is affected. This leads to a large variability in the flow path lengths [57]. The flow paths closer to the axis of the membrane disc have a higher average velocity compared to those closer to the periphery. As a result, the solute residence time distribution in the axial flow stacked-disc MC system is very large. It seems that the central region of the stacked-disc membrane module of MC system gets saturated with solutes much faster than the peripheral region. This allows for a quick breakthrough for the adsorbed solutes, peak broadening, and poor peak resolution. To avoid the wide range of flow path lengths within this type of module, several design modifications have been performed. Most of the commercial axial flow stacked-disc membrane modules have tapered inlet and a porous mesh-like material adjacent to the membrane for the equal distribution of flow and the tapered outlet [60,70]. Some pioneering researchers have introduced a flow directing layer (FDL) within the axial flow stacked-disc membrane module either in the front or at the rear of the membrane disc to equalize flow path lengths and reduce the residence time distribution [71].
The effect of the geometry of the axial flow membrane module has been investigated. The anion-exchange Sartobind Q15 (bed height 0.8 mm, membrane area 15 cm2), Sartobind Q75 (bed height 4 mm, membrane area 75 cm2), and Sartobind Q100 (bed height 1.4 mm, membrane area 100 cm2) have been considered in the investigation. The axial flow MC system showed a nominal lower pressure drop than the radial flow MC system for similar flow rates. Furthermore, the pressure drop was slightly higher for the Sartobind Q75 compared to the Q15 membrane module. Lower Peclet number values have been determined for axial flow membrane modules compared to radial flow membrane modules, which is explained by the non-uniform distribution of flow to the inlet surface of the axial flow MC module. Furthermore, the Sartobind Q75 membrane module exhibited a lower dynamic binding capacity of BSA per volume of membrane than the Q15 membrane module [61].
2.2. Characteristics of Membrane/Modified Membrane
Both the physical and biochemical characteristics of the membranes play an important role in the performance of MC processes. The physical characteristics of the native membrane, such as the effective membrane surface area, pore size, pore volume, and distribution of pores in the membrane matrix influence the MC process. Furthermore, the functionality of the membrane, such as the charge of the ligand (cationic, anionic, or hydrophobic) and the degree of the ionization of the functional groups of the ligands (strong and weak exchangers) influences the loading and elution capacities of proteins with membrane in MC processes [72].
2.2.1. Physical Characteristics
In the membrane matrix, pore size is particularly important because in the MC process, one type of biomolecule binds with a ligand in the pore surface and another type of biomolecule passes through the membrane pore without disturbing bound molecule [73,74]. Furthermore, the number of pores in the membrane matrix affects the dynamic binding capacity of the molecule with the ligand. The high number of pores in the membrane matrix may decrease the total surface area for the grafting of the ligand [75]. Often, increasing the density of the ligand by increasing the grafting surface area is considered to improve the binding capacity of membrane/modified membranes. This may decrease the average pore size [48]. A large pore size distribution in the membrane also influences the performance of MC. Pores with larger diameters may cause a radial concentration gradient of the solutes within the pore, which leads to a faster breakthrough [75]. Generally, a polymeric membrane is used in the membrane module of MC systems. Polymeric membranes may provide more interference regarding the non-specific binding with the target molecules and their low cost [76,77]. Ion-exchange membranes are generally made of regenerated cellulose (RC); however, the limiting factors are their short lifetime and poor reusability [76]. It is necessary to mention, however, that polymeric membranes from nylon, polyethersulfone (PES), polysulfone (PS), polypropylene (PP), and polyvinylidene fluoride (PVDF) have better physical properties than natural polymers, but a slightly higher non-specific adsorption of protein takes place [76,78]. Some investigators mentioned inorganic alumina and glass membranes in the MC system. Unfortunately, their application is limited due to their high degree of uniformity, non-specific binding capacity to some extent, and unaffordable cost [79].
2.2.2. Biochemical Characteristics
Membrane functionalization is an important step in altering the surface potential and charge of a membrane in a significant way without changing too much of the membrane’s primary structure [80]. It is understandable that membrane/modified membranes are required to sustain function in potential harsh conditions, including a wide range of temperatures, pH levels, and ionic strengths during chromatographic processes [63,74,78,81]. To modify the membrane surface, common methods are physical coating [82], chemical treatment [83], plasma treatment [84], self-assembly [85], layer-by-layer assembly [86,87], and ligand-grafting [88,89]. Among these methods, the ligand-grafting method has many advantages. The stability of the ligand in the membrane surface developed by a grafting technique is much higher than that of physical coating or self-assembly techniques. It is a chemical modification method, which allows polymers to be attached to the membrane surface by a covalent bond. Therefore, instead of incorporating simple functional groups (hydroxyl- or amine- groups), ligands with complex structures can be incorporated onto the membrane surface to increase the effectiveness of the membrane. Furthermore, the leakage of the ligand may be prevented during bioseparation [90,91]. Generally, surface-initiated atom transfer radical polymerization (SI-ATRP) and UV-initiated polymerization (with and without a photo-initiator) have been adopted for the grafting of the ligand onto membrane surface [92]. In the beginning, several attempts were considered to increase the binding capacity of the membrane, such as increasing the density of the ligand via increasing the grafting surface area. In the second-generation MC system, attention had been paid to finding out the suitable flow rate of the mobile phase along with increasing the binding capacity of the membrane to achieve a better product yield with greater purity [49]. Similar to traditional packed bed chromatography, different types of interactions, such as cation-exchange, anion-exchange, hydrophobic interactions, and affinity interactions are noted in the MC process. Functionalized ligands are grafted onto the membrane surface via covalent bond. Sometimes, adsorbents/ligands are incorporated into the polymer solution of the membrane matrix before membrane casting. They are known as mixed matrix-based membranes. The selection of a ligand is a critical issue for the development of functionalized membranes because the binding of proteins with ligands depends on their charge [48]. Different types of interactions between protein molecules and membrane/modified membranes are presented in Figure 2.
Ion-Exchange Membrane
To develop an ion-exchange membrane, different cation and anion-exchange ligands are grafted onto a membrane matrix. Ion-exchange membrane separation takes place due to reversible interactions between the protein of interest and the functional groups of ligands on membrane surface. Ion-exchange membranes are categorized into anion-exchange and cation-exchange membranes. A cation-exchange membrane has negatively-charged ligands which bind with positively-charged molecules. An anion-exchange membrane has positively-charged ligands, which binds with negatively-charged molecules. When the isoelectric point of a protein is lower than the pH of the buffer, the net charge of the protein molecule becomes negative, and it binds with an anion-exchanger. On the other hand, when the isoelectric point of a protein is greater than the pH of the buffer, the net charge of the protein molecule becomes positive, and it binds with a cation-exchanger. Based on the degree of ionization for the functional groups of ligands, they are classified as strong and weak ion-exchange membranes. Different ion-exchange ligands, such as those sulfonated with the functional group -SO3− as a strong cation-exchanger (S), carboxymethyl with functional group -COO− as a weak cation-exchanger (CM), quaternary amine with functional group -N+(CH3)3 as strong anion-exchanger (Q), and diethylamine with functional group -N+(C2H5)2 as a weak anion-exchanger (D) are considered to develop ion-exchange membranes [46,93]. The number of charges of a strong ion-exchange ligand remains constant irrespective of the pH of the buffer. Therefore, their binding and elution capacities remain constant over a wide range of the levels of the buffer’s pH levels. Generally, the binding of a protein by ion-exchange ligands is done by electrostatic interaction. Buffers with a low concentration of salt (below 200 mM sodium chloride) are used for the elution of proteins in the ion-exchange membrane chromatography process because a high concentration of salt in the buffer reduces electrostatic interactions [46]. Commercially available anion-exchange membranes with strong Q ligands, such as Sartobind MA Q15, Sartobind MA Q100 [101], Sartobind Q 75 [102], and Sartobind Direct-Capture Q [103] from Sartorius AG have been adopted by investigators for the fractionation of proteins from whey. The function of weak ion-exchange ligands is limited within a small range of the pH of the buffer. The functionality and capacity of the ligand is significantly defeated when the pH of the buffer does not match with the acid dissociation constant (pKa) of the functional groups of the ligands. Weak cation-exchange ligands initiate to replace their ionization below pH 6, and the activity of weak anion-exchange ligands is reduced above pH 9. Strong ion-exchangers are often preferred for the bioseparation of proteins because their performance is unaffected by the pH of the buffer. Weak ion-exchangers can be effective where strong ion-exchangers fail due to the divergent selectivity of strong and weak exchangers [46]. Some examples are described herein. Primary amine poly(allylamine) has been grafted onto PE membranes and is commercially available as ChromaSorb™ (MilliporeSigma, Darmstadt, Germany) [104]. Secondary amine diethylethanolamine (DEAE) has been grafted on PE membranes and is commercially available as QYUSPEED D (Asahi Kasei Kuraray Medical Co. Ltd., Tokyo, Japan) [105]. Furthermore, DEAE has been grafted on RC membranes, and is commercially available as Sartobind® D (Sartorius AG, Göttingen, Germany) [106] and MemSep 1000 (MilliporeSigma, Darmstadt, Germany) [107]. They have been used for the fractionation of proteins from whey [106,107]. These weak anion-exchange membranes are considered salt tolerant ligands and they bind with proteins through both hydrogen bonding and electrostatic interaction [108]. Commercially available cation-exchange membranes, such as Sartobind MA S120 [109] and Sartobind S15 [110,111] (Sartorius AG, Göttingen, Germany), have been used for the fractionation of proteins from whey.
Membrane fouling is one of the critical issues for ion-exchange membranes. Proteins in whey have amphoteric properties and their electric charge depends on the pH of the medium and the protonation–deprotonation constants. Depending on the pH of the medium, membrane fouling may be caused by electrostatic, hydrophobic (stacking), ion–dipole (hydrogen bonds), and dipole–dipole (Van der Waals) interactions. For example: the adsorption of a protein onto the cation-exchange membrane surface most probably occurs in an acidic solution (pH 2) and creates a monolayer. Multilayer adsorption is accomplished with an increase of the pH of solution (pH 6). In that situation, primarily adsorbed proteins may bind with another protein molecule by hydrophobic integration [112].
Hydrophobic and Hydrophobic-Interaction Membranes
The targeted protein binds with the hydrophobic ligands in the presence of buffers with a high concentration of salt and is eluted by buffers with a low concentration of salt. The aqueous surface tension is increased by the high concentration of salt, which promotes hydrophobic interactions instead of electrostatic interactions [100]. Butyl, octyl (alkyl), and phenyl (aryl) groups are grafted on the hydrophilic membrane matrix and used for the separation of biomolecules via hydrophobic interaction in the MC system [95]. Often, amino acids with a hydrophobic side chain, such as glycine (Gly), alanine (Ala), valine (Val), leucine (Leu), isoleucine (Ile), proline (Pro), phenylalanine (Phe), methionine (Met), and tryptophan (Trp) in the protein structure are grafted onto the membrane matrix to develop a hydrophobic membrane [113]. Hydrophobic ligands are relatively low in hydrophobic activity compared to reverse-phase chromatographic media. This ensures the stability of proteins and their biological activity during elution [114]. Sartobind® Phenyl (Sartorius AG, Göttingen, Germany) was the first commercialized hydrophobic membrane [100]. Traditional strong hydrophobic ligands bind with proteins in a stronger way. Therefore, a stronger hydrophobic solvent is used to elute the protein from ligand, which may cause denaturation of the protein and a lower yield [115]. The limitation of conventional hydrophobic MC processes have been modified by hydrophobic interaction membrane chromatography (HIMC) or stimuli-responsive membrane chromatography [116]. In this type of membrane, the hydrophobic to hydrophilic transitions are controlled by reducing the temperature [115,117] and/or concentration of salt [118]. Changes in the membrane pore and dynamic modification of the structure, charge, and affinity during filtration could increase the high recovery of the target biomolecule with appreciable resolution via sequential elution [119]. Poly N-vinylcaprolactam (PVCL) has been grafted on commercial poly (vinylidene fluoride) (PVDF) membranes [118]. Furthermore, filter papers have been modified by polyethylene glycol [120,121] and poly-(N-isopropyl acrylamide) [117]. Furthermore, N-vinylcaprolactam (VCL) has been grafted on RC membrane surfaces by the SI-ATRP method to develop a PVCL layer. Adsorption and desorption of BSA and Ig have been carried out by the developed stimuli-responsive membranes [115,116].
Affinity Membrane
Specific interactions between ligands and the protein of interest are implemented in the affinity MC process. Ligands are immobilized or grafted onto the membrane surface and can bind with large amounts of specific biomolecules in a relatively short time. Affinity binding of ligands with the protein of interest is takes place via multiple interactions, including hydrogen bonding, electrostatic interaction, and cation–π interaction [92]. There are three steps for the preparation of affinity membranes. Those are: (a) preparation of the support/basic membrane, (b) activation of the support/basic membrane, and (c) coupling of the affinity ligand to the activated membrane [97]. Cellulose [122], chitin [123], chitosan [124], polyamide [125], nylon [126], polysulfone [127], polyethylene [128], polypropylene [129], and titanium dioxide [130] have been used as support membranes. Once the support membrane is prepared, it is activated to obtain a reactive group for the grafting of the ligand. Common affinity ligands are metal chelate [130], metal [131], protein A (concanavalin A) [132], protein G (IgG) [133], lectin [76], amino acids (tryptophan [134], lysine [135], histidine [125], phenylalanine [128], cibacron blue F3GA [136], procion blue MX-R [129], brilliant Red K2BP [137], iminodiacetic acid [138], antibody [139], antigen [140], enzyme [141], enzyme inhibitor [142], heparin [143], and gelatin [144]. Occasionally, when the immobilized ligand is a small molecule, a spacer arm or a spacer molecule is used during the immobilization of the ligand in the membrane matrix to avoid nonspecific interactions between the targeted molecule and the membrane matrix. This ensures that a ligand is placed at a suitable distance from the membrane matrix [98]. Compounds with diamine groups, such as ethylenediamine, propane diamine, and hexanediamine are most frequently used as spacer arms. Furthermore, bio-based spacer arms, such as polypeptides and amino acids, have attracted attention [97,98,145]. In some cases, customized affinity membranes can be developed through the coupling of ligands to epoxy- [146] or aldehyde- [147] functionalized membranes. Commercially available affinity chromatography membranes are Sartobind® iminodiacetic acid (IDA)-Ni2+ or Co2+ or Zn2+, Sartobind Epoxy, and Sartobind Aldehyde (Sartorius AG, Göttingen, Germany) [46,92]. Red HE-3B dye has been grafted onto the polymer (PS and glycidyl methacrylate (GMA)/dimethyl acrylamide (DMAA)) membrane, and the membrane has been used for the fractionation of LF [148].
Mixed Matrix Membrane
From the above discussion, it is evident that the modification of membranes with chemicals in an extensive way to prepare membranes for MC systems may involuntarily damage the membrane’s texture in irreversible ways. To overcome the aforementioned complication, the concept of a mixed matrix membrane has been introduced by several investigators [99,100]. A mixed matrix membrane is made by incorporating adsorptive resin and hydrophobic particles into a membrane polymer solution before membrane casting. According to specific applications, different types of cation-exchange resins, such as Lewatit CNP80WS [149,150,151,152], Amberlite IR120 [153], Lewatit SP112WS [99,151,154,155], and Lewatit K2629 [155], have been incorporated into polymer solutions to prepare mixed matrix membranes. Furthermore, anion-exchange resin Lewatit MP500 [99] and hydrophobic particles [100] have been used to develop mixed matrix membranes. Ethylene vinyl alcohol (EVAL) [99,150,152,154,155], PES [149,151] and PS [153] are commonly used to prepare polymeric matrix. Phenyl sepharose [100,156,157] and Lewatit ion-exchange resin MP500 [158] have been incorporated on EVAL polymer solution and used for the fractionation of proteins from whey.
As the stationary phase (functionalized membrane) plays a great role in the selective separation of proteins, different companies have developed stationary phases for MC systems. Some examples of commercialized stationary phases for MC systems along with their characteristics are mentioned in Table 2.
3. Fractionation of Proteins from Whey via Membrane Chromatography Process
MC has a significant role in the fractionation of individual proteins from whey with a high throughput and purity [48,159]. Different types of functionalized membranes have been adopted in MC systems according to the type of whey (sweet whey and acid whey). In sweet whey or rennet whey at pH ~5.5, most of the proteins (β-lac, α-lac, and BSA) carry a net negative charge and bind to anion-exchange membranes with positively-charged ligands, such as quaternary ammonium or diethylamine. In acid whey at a pH value lower than 4.6, most of the whey proteins carry a net positive charge and bind to cation-exchange membranes with negatively-charged ligands, such as carboxylic and sulfonic acid. Therefore, acidic and alkaline solvents are used for the desorption of proteins from anionic and cationic membranes, respectively [106]. Different types of membrane modules have been used for the fractionation of individual proteins from whey. MC has been performed by sequential loading, washing, and elution steps. In many cases, repeated loading/elution (cycles) steps have been adopted for the long term process. The loading step with the recirculation mode offered greater binding of the proteins with the membrane and decreased the consumption of the elution buffer. Similarly, the consumption of the elution buffer was decreased by the repeated elution steps [103]. Some examples are mentioned in the subsequent section.
3.1. Anion-Exchange MC
In several investigations, anion-exchange membrane chromatography systems have been used (Table 3). Two major whey proteins, such as α-lac and β-lac from a concentrate of 10 kDa ultrafiltration membrane, have been isolated by a basic anion-exchange membrane with quaternary ammonium ion as a ligand. A spin-column MC system (Vivascience AG, Hannover, Germany) with a working volume of 300 µL (50 µL of sample volume and 250 µL of loading buffer) has been used for this purpose. The effect of the pH of the loading buffer on the binding of α-lac and β-lac with the ligand has been investigated. At a loading buffer pH 5.0, α-lac remained strongly negatively-charged because the isoelectric point of α-lac is 4.2 and preferentially bonds with a strong basic anion-exchange membrane. On the other hand, most of the β-lac was passed through membrane pores. The negative charge of α-lac was less in loading buffers pH 4.6 and 4.8 than 5.0. Therefore, a lesser fraction of α-lac was bonded with membranes at pH 4.6 [160]. Synthetic microporous strong anion-exchange membranes with quaternary ammonium ions as a ligand and weak anion-exchange membranes with diethylamine as a ligand have been used for the selective separation of β-lac, BSA, and α-lac from rennet whey. Two membrane units, MA15 and MA75, were used. The first membrane unit (MA15) was made up of three stacked sheets with an effective adsorption area of 15 cm2 and a membrane volume of 0.41 mL. The second unit was made up of 15 layers with an effective adsorption area of 75 cm2 and a membrane volume of 2.1 mL (MA75). It has been reported that both weak and strong anion-exchange membranes had a similar selectivity for β-lac, BSA, and α-lac. The binding strength of the aforementioned proteins was β-lac > BSA > α-lac. Even though β-lac, BSA, and α-lac were negatively-charged at the pH of rennet whey, the unique isoelectric point of the individual proteins influenced their binding capacity. In rennet whey, β-lac had a chance to stay in dimer form and might have been adsorbed to the membrane at two times higher than its native form and other proteins. The weak anion-exchange membrane was saturated more quickly and its binding capacity was reduced. β-lac, α-lac, and BSA were adsorbed on both membranes at the initial moment and when the membrane was saturated, β-lac promoted the displacement of α-lac and BSA from the membrane. The competitive adsorption of the whey proteins mentioned above influenced the elution process in a similar way [106]. A weak anion-exchange membrane MemSep 1000-DEAE has been used in a stacked-disc MC system for the fractionation of IgG, α-lac, BSA, β-lac A, and β-lac B from whey. It was reported that IgG either did not or weakly retained the membrane elution order of the proteins was α-lac, β-lac B, β-lac A, and BSA. RC membranes are more hydrophilic and were not able to retain α-lac at a pH lower than 8.5. The retention times for β-lac B and β-lac A were decreased with an increasing linear gradient slope 10–20 mmol NaCl·L−1·min−1, except α-lac. α-lac adsorbed onto the membrane stronger when the linear gradient slope was increased from 10–20 mmol NaCl·L−1·min−1. Investigators justified the result by by complex behavior of α-lac with MemSep-DEAE in the presence of low concentration of salt (10–20 mmol NaCl·L−1·min−1). Due to the specific folding of α-lac in the presence of the low concentration of salt, α-lac was bonded with the DEAE ligand. A satisfactory separation of the mentioned proteins was achieved in <10 min with an elution buffer pH 8.5, a flow rate of 5.6 mL·min−1, and a linear elution gradient of 20 mmol·L−1 NaCl·min−1 for 10 min [107]. Furthermore, three different commercially available cellulose-based functionalized membranes, strong anion-exchanger: MA Q15 and MA Q100, and weak anion-exchanger: MA D15, were used in an axial flow stacked-disc membrane module for the fractionation of β-lac A, β-lac B, α-lac, BSA, and Ig from whey. Both MA Q15 and MA Q100 offered similar separation efficiencies. To avoid the denaturation of β-lac, the pH of the mobile phase was considered 8.5. The MA Q15 offered a better separation of the proteins than the MA D15 over the entire pH range. The fractionation of proteins from whey was increased with the volumetric flow-rate of 1 mL·min−1 to 9 mL·min−1. Higher values for the separation capacity were noted for the two-module approach compared to the single module. This effect was observed for both MA Q15 and MA Q100. The authors mentioned that the improvement of the separation efficiency was not due to the increase of the membrane layer or an increase of the total surface area. Two consecutive MA QI5 modules (a total of six membrane layers) provided a better resolution than a single MA Q100 (a total of five membrane layers) for a given loading. At the same time, four consecutive MA Q15 modules (60 cm2) provided better resolution for a given amount of the sample (volume 16 mL, total protein concentration 1.3 mg·mL−1) than a single MA QI00 one. With the cascade of the membrane, fine-tuned separation of α-lac, BSA, and the genetic variants of β-lac were achieved by sodium chloride eluent (pH 6.0) and a fine-tuned elution gradient [101].
The fractionation of glycosylated caseinomacropeptide (gCMP) and phosphorylated aglycosylated caseinomacropeptide (aCMP) from caseinomacropeptide (CMP) concentrate (gCMPP: aCMP was 1:1) was performed by an anion-exchange membrane adsorber Sartobind Q 75 (Sartorius, Hanover, Germany). 15 membrane layers with an overall membrane surface area of 75 cm2 in a flat sheet membrane module were adopted. After the sample loading, aCMP and residual impurities (whey proteins) were washed out from the functionalized membranes. gCMP was adsorbed on the membrane due to the presence of sialic acid residues, which offered a strong negative charge. Therefore, at a lower pH (close to the pI of aCMP), more gCMP was adsorbed and more aCMP was washed out. gCMP was eluted with an increase of the ionic strength of the sodium chloride gradient; however, separation was affected by the heterogeneous composition of the gCMP fraction. The best fractionation of aCMP and gCMP was achieved using a buffer with pH 4.0–4.1. Satisfactory separation of aCMP and gCMP was achieved using 0.02 M sodium acetate buffer (pH 4.1) with a flow rate of 4.0 mL·min−1. Results were compared with conventional column chromatography, packed with similar chromatographic media. It was shown that the fractionation of gCMP and aCMP by MC was four times faster than conventional column chromatography. MC was able to separate gCMP and aCMP, but its binding capacity and chromatographic resolution was lower compared to conventional column chromatography [102]. This was justified by the fact that beads in the packed column had a greater surface area than the functionalized membrane [48,106]. Furthermore, an attempt was undertaken to develop an anion-exchange MC process for the pilot plant scale production of gCMP and aCMP. The anion-exchange Sartobind Direct-Capture Q membrane in a spiral packed membrane module (Sartorius, Hanover, Germany) was used for the separation of gCMP and aCMP from commercial CMP isolate as well as fresh sweet whey from skim milk. The running method for the mentioned MC was in the preparative mode and other conditions were according to the previously mentioned investigation [102]. Maximum binding capacity was achieved after 10 min of recirculation with velocity 8 L·min−1. The binding capacities of the ligand with gCMP were 0.28 mg·gCMP−1·cm−2 membrane surface, 0.21 mg·gCMP−1·cm−2 membrane surface, and 0.11 mg·gCMP−1·cm−2 membrane surface for CMP isolate, skimmed milk sweet whey, and microfiltered skimmed milk sweet whey, respectively. The reduction of binding capacity was justified by two factors, such as presence of impurities (oligosaccharides or small peptides) and membrane fouling by the adsorption of fat, phospholipids, aggregated whey proteins, and remaining casein flocculates. Fouling on the membrane was decreased by increasing the temperature during the adsorption process. Initially, the elution was performed in a single step (step gradient) without recirculation. There were no changes in the efficiency of the elution due to an increase of the elution speed from 0.2–8.0 L·min−1. Similarly, loading performance was independent from flow rate [103].
3.2. Cation-Exchange MC
Cation-exchange MC systems have been used several times for the fractionation of proteins from whey. Some examples are mentioned in Table 4. Cation-exchange microporous membranes containing immobilized sulfonic acid moieties (S-100 and S-120) have been successfully used for the rapid fractionation of LF and LP from partially defatted cheddar cheese whey, pH 6.2–6.4. The total frontal surface area and bed volume of the S-100 module was 100 cm2 and 2 mL, respectively. On the other hand, total frontal surface area and bed volume of the S-120 module was 790 cm2 and 16 mL, respectively. Each membrane module, such as S-100 and S-120, consisted of a stack of 5 S-type of membranes. Both membrane modules with S-100 and S-120 membranes were operated for 12 repeated cycles, consisting of the loading of whey proteins, washing, stepwise elution by sodium chloride (0.3 M for 7 min, 0.9 M for 4 min, 2.0 M for 4 min and 0.3 M for 5 min), and washing. The flow rate was 50 mL·min−1 and a cleaning step was not considered between cycles. After 12 cycles, the recovery of LP activity in 0.3 M of sodium chloride was 72 ± 8%, and the recovery of LF in 0.9 M of sodium chloride was 40 ± 2% for the S-100 module. Similarly, the recovery of LP activity in the 0.3 M of sodium chloride was 74 ± 6%, and the recovery of LF in the 0.9 M of sodium chloride was 50 ± 5% for the S-120 module [109]. A cation-exchange membrane Sartobind S15 was used for the fractionation of bovine LF and LP from the membrane permeate of sweet cheese whey. A twin module setup (type S-10k-15–25), where membrane surface area was 2 m2 (1 m2 membrane in each module), was adopted for that purpose. The process was performed without any washing steps and the flow rates varied between 1–3 L·min−1. A step gradient elution was performed by 0.1–1 M of sodium chloride. 80% LP and 1% Lf by 0.1 M of sodium chloride, 10% LP and 15% Lf by 0.2 M of sodium chloride and 84% Lf and 10% LP by 0.1 M of sodium chloride were obtained. The purities of LP and LF were ~85% and ~95%, respectively [110]. Furthermore, a cation-exchange membrane Sartobind S15 was used for the separation of LF and lactoferricin, an enzymatic digest of LF. 5 flat sheet membranes with each membrane surface area 3 cm2 was placed in a laboratory-scale stacked-disc membrane module. The flow rates varied between 3–15 mL·min−1. The maximum dynamic binding capacities of LF and lactoferricin were 0.65 mg·cm−2 and 0.55 mg·cm−2, respectively, with a flow rate of 3 mL·min−1. Dynamic binding capacity decreased with an increase of flow rate. Up to 50 loadings and elution steps were performed without losing the sensitivity. LF and lactoferricin were eluted by a two-step salt gradient of 0.4 M sodium chloride and 2 M ammonium chloride [111].
3.3. Affinity MC
Limited information about the affinity MC system for the fractionation of proteins from whey has been published. Grafting of glycidyl methacrylate (GMA)/dimethyl acrylamide (DMAA) copolymer to PS membrane and subsequently, attaching the Red HE-3B dye was considered to prepare affinity chromatography membranes. The membrane was used in a hollow-fiber membrane module (GE Healthcare Bio-Sciences, Amersham, United Kingdom) to recover LF from colostrum in bovine whey. The hydrophilic character of the membrane was varied with increases due to the presence of DMAA in the polymer network. This allowed the adsorption of protein not only on the surface of membrane but also in the depth. More hydrophilic membranes had an improved adsorption and desorption capacities. The best desorption performance (99%) was achieved with 2 M sodium chloride in 25% ethylene glycol. 94% purity of LF was achieved with minor casein and Ig as contaminants by the single step purification process [148].
3.4. Mixed Matrix MC
Mixed matrix membranes have been adopted for the fractionation of proteins from whey several times (Table 5). A hydrophobic mixed matrix membrane was developed by incorporating phenyl sepharose resin to a polymer solution (15 wt% of ethylene vinyl alcohol base (EVAL) polymer and 15 wt% of 1-octanol in dimethysulfoxide (DMSO)). The membrane was used in an ÄKTAexplorer™ 100 liquid chromatography system (GE Healthcare Technologies, Stockholm, Sweden) for the fractionation of β-lac, α-lac, LF and BSA from whey. 2 M ammonium sulfate in 20 mM sodium phosphate, pH 6 as a binding buffer and 20 mM sodium phosphate, pH 6 as an elution buffer were used. The recoveries of α-lac, LF, BSA, and β-lac were 69.23 ± 3.52%, 77.02 ± 3.36%, 65.88 ± 2.54%, and 76.39 ± 13.39% by isocratic elution strategy [100]. Cation-exchange mixed matrix membrane with a surface area of 50 cm2 was developed by incorporating SP SepharoseTM cation-exchange resin in the above-mentioned polymer solution to recover LF from acid whey. A cross-flow experiment was performed using ÄKTA crossflowTM (GE Healthcare Technologies, Amersham, UK). Throughout the cross-flow experiments, the feed flow rate and permeate flux were 50 mL·min−1 and 100 L·m−2·h−1, respectively. The permeate flux was reduced to 50 L·m−2·h−1 during the loading of proteins. The effect of membrane layers on the separation process was studied and it was found that three pieces of membrane in the module provided an average recovery of LF 88% from 150 mL of feed whey [156]. Lewatit anion-exchange resin (MonoPlusTM MP500) was incorporated into a polymer solution (15 wt% EVAL and 15 wt% 1-octanol in DMSO) to prepare an anion-exchange mixed matrix membrane and fitted in dead-end membrane module (GE Osmonics Labstore, Minnetonka MN, USA) for the fractionation of α-lac and β-lac from whey. The dynamic binding capacity of β-lac in whey solution was not significantly affected by the flow rate due to the predominant convective flow and minimal diffusive adsorption. The dynamic binding capacity of β-lac in whey was higher than that of pure β-lac (concentration of protein 3 mg·mL−1). The investigators justified that this might have been due to the presence of salt in the whey. The presence of salt in the whey allowed for a greater surface mobility of the bonded proteins near the entrance of the pore and reduced the steric hindrance of the subsequent binding of the protein. The dynamic binding capacity increased with an increase in the concentration of protein. It was reported that the developed membrane had a greater binding capacity for β-lac compared to α-lac and BSA [158]. In another investigation, 42.5 wt% of MP500 anion-exchange resin and 7.5 wt% SP Sepharose cation-exchange resin were used in the already mentioned polymer solution to develop the mixed matrix membranes. The membrane was used for the fractionation of β-lac, α-lac, BSA, and IgG from skim milk whey through a single pass. The cross-flow filtration mode was conducted by ÄKTAcrossflowTM (GE Healthcare Technologies, Stockholm, Sweden) system. The membrane was placed in a plate-and-frame membrane module. In a later exercise, three layers of developed mixed matrix membranes were inserted into a dead-end filter holder, connected to an ÄKTAexplorer 100 (GE Healthcare Technologies, Stockholm, Sweden) liquid chromatography system. Sodium chloride was adopted for elution with different strategies, such as a linear salt gradient, a shallow gradient with two different buffers, and a combination of pH and salt concentration changes. A linear salt gradient provided a single elution peak, which consisted of the major whey proteins. A shallow gradient provided a peak of pure α-lac and another peak that consisted of β-lac, BSA, and LF. The elution profile was altered due to the combination of pH and salt concentration changes. At pH 4, most of the acidic proteins, such as α-lac, β-lac, and BSA were eluted in the first step and the remaining bonded proteins were eluted in the second step [157].
3.5. Combination of MC
For isolation of α-lac, β-lac, BSA, LF, LP, and IgG from bovine whey, Äkta Basic System (GE Healthcare, Munich, Germany) was adopted. To isolate the mentioned proteins from whey, a two-step protein fractionation process was adopted. The binding of whey proteins to anion and cation-exchange membranes was investigated under varied conditions in terms of buffer system and pH. The two buffer systems, 0.1 M sodium acetate, pH-range 4.0–5.7 and 0.03 M sodium phosphate, pH-range 6.4–7.4 were considered. A stepwise elution was carried out by the increasing of the ionic strength (0–1 M sodium chloride). The process was started with a pH adjustment of pre-treated acid whey (pH 7). The protein fractionation process was divided into two main steps, i.e., adsorption and desorption of proteins with low isoelectric points on the Sartobind Q nano (a strong anion-exchange membrane), and subsequently, the adsorption and desorption of proteins with high isoelectric points on the Sartobind S nano (a strong cation-exchange membrane). In the first step, β-lac and BSA were bonded with an anion-exchange membrane, and in the second step, LF, LP, and IgG were bonded with a cation-exchange membrane, while α-lac was not bonded with a stationary phase [161]. The concept of laboratory-based investigation was implied to prepare purified proteins for infant formula without β-lac. An industrial-scale operation was performed by a radial flow MC system. The MC was performed with five repeated cycles. In the first step, an anion-exchanger (quaternary ammonium ligand) was adopted for the depletion of β-lac and subsequently, a cation-exchanger (sulfonic acid ligand) was adopted for the isolation of LF, LP, α-lac, and IgG [162]. In another investigation, two membrane modules with anion-exchange membrane Sartobind MA Q15 and one module with cation-exchange membrane Sartobind MA S15 in a series were adopted to bind all the whey proteins at a near-neutral pH in a single pass. Protein loading was performed with the connected membrane adsorbers. Prior to elution, both anion- and cation-exchange membrane modules were disconnected and the elution of the proteins was performed separately by sodium chloride gradient. The Sartobind MA Q15 was able to resolve a single peak of α-lac, BSA, β-lac A, and β-lac B. The Sartobind MA S15 provided a single peak of IgG [163]. The information is provided in summarized way in Table 6.
4. Emerging Process for Valorization of Whey
Due to the presence of biodegradable organic matter, such as protein (6.1–6.6%) and lactose (4.4–5.2%) in whey, these molecules are created a high BOD and COD values. Therefore, the abundant disposal of whey to landfills and aquatic systems creates serious environmental threats [164]. Aside from preparing dried whey powder, whey has been used in several biochemical processes, such as anaerobic digestion, as a fermentation medium to produce bioethanol, and as bioactive compounds in the context of the valorization of whey [165,166]. The importance of whey has increased due to the explosion of several opportunities from whey proteins and lactose. Whey protein-derived peptides confer countless biological properties [11,12]. Furthermore, lactose has been utilized to produce prebiotics and organic acids [167]. To produce bioactive peptides via different types of proteolytic enzymes, direct whey or individual proteins from whey were used as feedstock. The proteolysis of individual whey proteins in contrast with using all whey proteins could be considered beneficial. Intermolecular interactions between peptides and proteins may interrupt the comprehensive characterization of peptides and explore their unique nutritional and therapeutic values [11,12,13]. In the dairy industry, membrane- and chromatography- based downstream processes are conventionally used for the separation and purification of proteins from whey; however, several drawbacks have been reported [17,28,29,30,31]. Presently, the MC process has come to the forefront for the fractionation of individual proteins from whey. In the context of the valorization of whey, the MC system is particularly attractive. Some major aspects are:
- (a)
- The principles of membrane separation and chromatography are embedded in the MC system, which is a laudable aspect in the platform of process intensification. MC processes can be operated at a high volumetric flow rate with a lower pressure drop [41,61,62,168]. The MC process is dependent on the functional groups of adsorbents or ligands in the membrane and their bind/elution capacity with solute. Transport of solutes to a stationary phase is governed by convection and minimum pore diffusion. Consequently, mass transfer resistance is reduced, and solute recovery is facilitated [41,56]. Therefore, the fractionation of individual proteins from whey by MC and the utilization of isolated proteins to produce bioactive peptides and functional foods are considerably attractive in the dairy industry. The marketing of isolated whey proteins and peptides along with dairy foods may boost the profits of the dairy industry [14,15].
- (b)
- The advancement of conventional MC systems may reduce their limitations regarding the fractionation of proteins from whey in the dairy industry. However, radial flow and axial flow membrane modules in the MC systems are used in food and biopharmaceutical industries, and several challenging issues have been reported. In this context, the development of LFMC and z2LFMC systems may be considered a great achievement [168]. Furthermore, the application of new generation membranes, such as functionalized ligands grafted with spacers onto membranes [145,146,147] and stimuli-responsive membranes [115,116,117,118] for MC systems may provide whey protein fractionation with a high throughput and resolution.
- (c)
- De-proteinated whey produced by MC systems can produce lactose-derived nutraceuticals, such as prebiotics through enzymatic transformation and organic acids through microbial fermentation processes. These mentioned biochemical methodologies have been recognized as “safe” by IDF [167].
- (d)
- After separation of protein from whey by MC system, the remaining part of whey is enriched with lactose. De-proteinated whey can be utilized to produce bioethanol and biogas, those are considered a renewable energy source [169]. Generation of renewable energy from byproduct of MC system plays an important role to maintain its market competitiveness.
- (e)
- After the separation of the proteins from the whey by conventional size-exclusion based polymeric or ceramic membranes, membrane cleaning is a major affordable issue to regenerate the membrane. Generally, acidic-, caustic-, surfactant-, and enzyme-based cleaners are used for the membrane cleaning process in the dairy industry. Membrane cleaning solution uses a considerably high volume of wastewater, which reduces membrane lifetime and plant productivity. Subsequently, considerable efforts are placed to reduce the COD of dairy wastewater prior to its disposal in the aquatic system [170]. Contradictorily, disposable membranes are used in the MC system. This flexibility reduces the generation of wastewater caused by membrane cleaning agents [58]. Without any contradictions, the lower consumption of fresh/decontaminated water in the MC system is an important aspect to maintaining its acceptance.
- (f)
5. Conclusions
Size-exclusion-based membrane separation, monolith column, fluidized bed, and packed bed chromatographic technologies have been adopted for many years for the fractionation of individual protein from whey. In the cutting-edge research area of biochemical engineering, MC is a considerably promising bioseparation technology. In the present review, information about the development of MC systems and their applications for the fractionation of individual proteins from whey are presented in a comprehensive manner. MC has noticeable advantages compared to packed bed chromatography; however, some limitations of MC technology are reported. The performance of MC systems depends on the functional groups of adsorbents or ligands in the membrane matrix, and their binding and elution capacities with the target biomolecule. Therefore, lowering the binding capacity of smaller molecules with ligands in their membrane matrix, faster break-throughs, and the denaturation of protein during hydrophobic interactions with ligands are considerable challenging issues in MC processes. Furthermore, a non-uniform flow distribution across the membrane and a non-uniform pore-size distribution in the membrane matrix affect the MC process. Therefore, the fractionation of proteins from whey with a high yield and resolution is a considerable challenging issue. Presently, LFMC and z2LFMC systems have come to the forefront. However, it is expected that several limitations of conventional axial- and radial- flow membrane chromatography modules can be minimized by these modules, but their industrial application for the fractionation of individual proteins from whey is not reported. Membranes in the MC system have a short lifetime and they are usually disposable. Therefore, their costs of procuring and maintenance are not appreciable for medium- and small-scale industries. The development of membranes with functionalized ligands grafted with spacers onto the membrane and stimuli-responsive membranes for MC systems is a unique approach. Until now, their applications for the fractionation of individual proteins from whey have not been reported. Therefore, further investigations with new generation membranes in the LFMC and z2LFMC system for the fractionation of proteins from whey are necessary to understand their efficiency and applicability at the industrial scale.
The legislative restrictions related to the disposal of whey in aquatic systems motivates scientists to develop whey-based nutritional food preparations. It is obvious that instead of direct disposal of whey into the aquatic system, the fractionation of individual proteins from whey and their utilization in the production of functional foods is a considerably unique approach for the valorization of whey in the dairy industry. It can be expected that a significant income from individual proteins from whey will be taken into consideration along with the marketing of dairy foods. Due to the high demand for bioactive peptides in the pharmaceutical sector, it is likely that marketing of whey protein-based bioactive peptides may bring an economic boom in the dairy industry. The byproduct of protein fraction from whey by MC process is lactose-enriched liquid (de-proteinated whey) without emission of any greenhouse gasses. The lactose-enriched liquid can be used to produce organic acids and prebiotics through biochemical routes. For many years they have played a great role in the economics of the dairy industry. Summarizing all the aspects so far, the fractionation of proteins from whey by the MC system may provide a three-fold solution to dairy waste management, the demand for functional food ingredients, and a sustainable economy in the dairy industry. Furthermore, it is likely that this review will receive great attention in research fields and the industrial sector. Comprehensive information about the MC process will stand as a ready reference for future investigators and may promote the development or scaling-up of MC systems from laboratory-scale setups to the industrial scale.
Author Contributions
A.N. and G.V. were involved in summarization of the information and the writing of the manuscript. M.M.Z. and S.B. were involved in the preparation of the tables and figures. M.A.M. was involved in the summarization of information. A.K. and I.G. were involved in the collection of information from scholarly databases. A.N. and G.V. were involved in the cross-checking of the information and the revision and correction of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Authors acknowledge the projects EFOP-3.6.3-VEKOP-16-2017-00005. First author acknowledges the Hungarian State Post-doctoral research Scholarship, 2021–2022.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hoffman, J.R.; Falvo, M.J. Protein—Which is best? J. Sport. Sci. Med. 2004, 3, 118–130. [Google Scholar]
- Patel, S. Functional food relevance of whey protein: A review of recent findings and scopes ahead. J. Funct. Foods 2015, 19, 308–319. [Google Scholar] [CrossRef]
- Madureira, A.R.; Pereira, C.I.; Gomes, A.M.P.; Pintado, M.E.; Xavier Malcata, F. Bovine whey proteins—Overview on their main biological properties. Food Res. Int. 2007, 40, 1197–1211. [Google Scholar] [CrossRef]
- Nath, A.; Mondal, S.; Kanjilal, T.; Chakraborty, S.; Curcio, S.; Bhattacharjee, C. Synthesis and functionality of proteinacious nutraceuticals from casein whey—A clean and safe route of valorization of dairy waste. Chem. Eng. Res. Des. 2015, 97, 192–207. [Google Scholar] [CrossRef]
- Ryan, M.P.; Walsh, G. The biotechnological potential of whey. Rev. Environ. Sci. Biotechnol. 2016, 15, 479–498. [Google Scholar] [CrossRef] [Green Version]
- Baldasso, C.; Barros, T.C.; Tessaro, I.C. Concentration and purification of whey proteins by ultrafiltration. Desalination 2011, 278, 381–386. [Google Scholar] [CrossRef]
- Carvalho, F.; Prazeres, A.R.; Rivas, J. Cheese whey wastewater: Characterization and treatment. Sci. Total Environ. 2013, 445–446, 385–396. [Google Scholar] [CrossRef]
- Pires, A.F.; Marnotes, N.G.; Rubio, O.D.; Garcia, A.C.; Pereira, C.D. Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey. Foods 2021, 10, 1067. [Google Scholar] [CrossRef]
- Morr, C.V.; Ha, E.Y.W. Whey protein concentrates and isolates: Processing and functional properties Whey Protein Concentrates and Isolates: Processing and Functional Properties. Crit. Rev. Food Sci. Nutr. 1993, 33, 431–476. [Google Scholar] [CrossRef]
- Patel, S. Emerging trends in nutraceutical applications of whey protein and its derivatives. J. Food Sci. Technol. 2015, 52, 6847–6858. [Google Scholar] [CrossRef] [Green Version]
- Minj, S.; Anand, S. Whey Proteins and Its Derivatives: Bioactivity, Functionality, and Current Applications. Dairy 2020, 1, 233–258. [Google Scholar] [CrossRef]
- Dullius, A.; Goettert, M.I.; De Souza, C.F.V. Whey protein hydrolysates as a source of bioactive peptides for functional foods—Biotechnological facilitation of industrial scale-up. J. Funct. Foods 2018, 42, 58–74. [Google Scholar] [CrossRef]
- Brandelli, A.; Daroit, D.J.; Corrêa, A.P.F. Whey as a source of peptides with remarkable biological activities. Food Res. Int. 2015, 73, 149–161. [Google Scholar] [CrossRef] [Green Version]
- Horton, B.S. Commercial Utilization of Minor Milk Components in the Health and Food Industries. J. Dairy Sci. 1995, 78, 2584–2589. [Google Scholar] [CrossRef]
- Huffman, L.M.; Harper, W.J. Maximizing the value of milk through separation technologies. J. Dairy Sci. 1999, 82, 2238–2244. [Google Scholar] [CrossRef]
- Etzel, M.R. Manufacture and Use of Dairy Protein Fractions. J. Nutr. 2004, 134, 996S–1002S. [Google Scholar] [CrossRef]
- Aguero, R.; Bringas, E.; Román, M.F.S.; Ortiz, I.; Ibañez, R. Membrane Processes for Whey Proteins Separation and Purification. A Review. Curr. Org. Chem. 2017, 21, 1740–1752. [Google Scholar] [CrossRef]
- Reig, M.; Vecino, X.; Cortina, J.L. Use of membrane technologies in dairy industry: An overview. Foods 2021, 10, 2768. [Google Scholar] [CrossRef]
- Bordin, G.; Cordeiro Raposo, F.; De la Calle, B.; Rodriguez, A.R. Identification and quantification of major bovine milk proteins by liquid chromatography. J. Chromatogr. A 2001, 928, 63–76. [Google Scholar] [CrossRef]
- Yaguchi, M.; Rose, D. Chromatographic Separation of Milk Proteins: A Review. J. Dairy Sci. 1971, 54, 1725–1743. [Google Scholar] [CrossRef]
- Lindqvist, L.O.; Wallin, M.; Förening, E. Fractionation of Some Bovine Whey Proteins by Recycling Gel Filtration on a Large Scale. Prep. Biochem. 1975, 5, 131–146. [Google Scholar] [CrossRef]
- Morr, C.V.; Coulter, S.T.; Jenness, R. Comparison of Column and Centrifugal Sephadex Methods for Fractionating Whey and Skimmilk Systems. J. Dairy Sci. 1968, 51, 1155–1160. [Google Scholar] [CrossRef]
- Teepakorn, C.; Fiaty, K.; Charcosset, C. Comparison of membrane chromatography and monolith chromatography for lactoferrin and bovine serum albumin separation. Processes 2016, 4, 31. [Google Scholar] [CrossRef] [Green Version]
- Albreht, A.; Vovk, I. Applicability of analytical and preparative monolithic columns to the separation and isolation of major whey proteins. J. Chromatogr. A 2012, 1227, 210–218. [Google Scholar] [CrossRef]
- Lan, Q.; Bassi, A.; Zhu, J.X.; Margaritis, A. Continuous protein recovery from whey using liquid-solid circulating fluidized bed ion-exchange extraction. Biotechnol. Bioeng. 2002, 78, 157–163. [Google Scholar] [CrossRef] [PubMed]
- Conrado, L.S.; Veredas, V.; Nóbrega, E.S.; Santana, C.C. Concentration of α-lactalbumin from cow milk whey through expanded bed adsorption using a hydrophobic resin. Brazilian J. Chem. Eng. 2005, 22, 501–509. [Google Scholar] [CrossRef]
- Baldasso, C.; Lazzari, L.K.; Scopel, B.S.; Marczak, L.D.F.; Tessaro, I.C. Whey fractionation through the membrane separation process. Sep. Sci. Technol. 2016, 51, 1862–1871. [Google Scholar] [CrossRef]
- Zydney, A.L. Protein separations using membrane filtration: New opportunities for whey fractionation. Int. Dairy J. 1998, 8, 243–250. [Google Scholar] [CrossRef]
- Koh, J.H.; Wankat, P.C.; Wang, N.H.L. Pore and Surface Diffusion and Bulk-Phase Mass Transfer in Packed and Fluidized Beds. Ind. Eng. Chem. Res. 1998, 37, 228–239. [Google Scholar] [CrossRef]
- Beck, J.; Von Lieres, E.; Zaghi, N.; Leweke, S.; Carta, G.; Hahn, R. Patterns of protein adsorption in ion-exchange particles and columns: Evolution of protein concentration profiles during load, hold, and wash steps predicted for pore and solid diffusion mechanisms. J. Chromatogr. A 2021, 1653, 462412. [Google Scholar] [CrossRef]
- Gerontas, S.; Asplund, M.; Hjorth, R.; Bracewell, D.G. Integration of scale-down experimentation and general rate modelling to predict manufacturing scale chromatographic separations. J. Chromatogr. A 2010, 1217, 6917–6926. [Google Scholar] [CrossRef]
- Díaz-Bao, M.; Barreiro, R.; Miranda, J.M.; Cepeda, A.; Regal, P. Recent Advances and Uses of Monolithic Columns for the Analysis of Residues and Contaminants in Food. Chromatography 2015, 2, 79–95. [Google Scholar] [CrossRef] [Green Version]
- Núñez, O.; Nakanishi, K.; Tanaka, N. Preparation of monolithic silica columns for high-performance liquid chromatography. J. Chromatogr. A 2008, 1191, 231–252. [Google Scholar] [CrossRef]
- Kele, M.; Guiochon, G. Repeatability and reproducibility of retention data and band profiles on six batches of monolithic columns. J. Chromatogr. A 2002, 960, 19–49. [Google Scholar] [CrossRef]
- Lalli, E.; Silva, J.S.; Boi, C.; Sarti, G.C. Affinity Membranes and Monoliths for Protein Purification. Membranes 2020, 10, 1. [Google Scholar] [CrossRef] [Green Version]
- Jozwik, M.; Kaczmarski, K.; Freitag, R. Investigation of the steric mass action formalism in the simulation of breakthrough curves on a monolithic and a packed bed column. J. Chromatogr. A 2005, 1073, 111–121. [Google Scholar] [CrossRef]
- Anspach, F.B.; Curbelo, D.; Hartmann, R.; Garke, G.; Deckwer, W.D. Expanded-bed chromatography in primary protein purification. J. Chromatogr. A 1999, 865, 129–144. [Google Scholar] [CrossRef]
- Hubbuch, J.; Thömmes, J.; Kula, M.R. Biochemical engineering aspects of expanded bed adsorption. Adv. Biochem. Eng. Biotechnol. 2005, 92, 101–123. [Google Scholar] [CrossRef]
- Vennapusa, R.R.; Hunegnaw, S.M.; Cabrera, R.B.; Fernández-Lahore, M. Assessing adsorbent-biomass interactions during expanded bed adsorption onto ion exchangers utilizing surface energetics. J. Chromatogr. A 2008, 1181, 9–20. [Google Scholar] [CrossRef]
- Hanke, A.T.; Ottens, M. Purifying biopharmaceuticals: Knowledge-based chromatographic process development. Trends Biotechnol. 2014, 32, 210–220. [Google Scholar] [CrossRef]
- Ghosh, R. Protein separation using membrane chromatography: Opportunities and challenges. J. Chromatogr. A 2002, 952, 13–27. [Google Scholar] [CrossRef]
- Boi, C. Membrane adsorbers as purification tools for monoclonal antibody purification. J. Chromatogr. B 2007, 848, 19–27. [Google Scholar] [CrossRef]
- Zhou, J.X.; Tressel, T. Basic concepts in Q membrane chromatography for large-scale antibody production. Biotechnol. Prog. 2006, 22, 341–349. [Google Scholar] [CrossRef]
- Knudsen, H.L.; Fahrner, R.L.; Xu, Y.; Norling, L.A.; Blank, G.S. Membrane ion-exchange chromatography for process-scale antibody purification. J. Chromatogr. A 2001, 907, 145–154. [Google Scholar] [CrossRef]
- Brown, A.; Bill, J.; Tully, T.; Radhamohan, A.; Dowd, C. Overloading ion-exchange membranes as a purification step for monoclonal antibodies. Biotechnol. Appl. Biochem. 2010, 56, 59–70. [Google Scholar] [CrossRef]
- Orr, V.; Zhong, L.; Moo-Young, M.; Chou, C.P. Recent advances in bioprocessing application of membrane chromatography. Biotechnol. Adv. 2013, 31, 450–465. [Google Scholar] [CrossRef]
- Boi, C.; Dimartino, S. Advances in Membrane Chromatography for the Capture Step of Monoclonal Antibodies. Curr. Org. Chem. 2017, 21, 1753–1759. [Google Scholar] [CrossRef]
- Charcosset, C. Purification of proteins by membrane chromatography. J. Chem. Technol. Biotechnol. 1998, 71, 95–110. [Google Scholar] [CrossRef]
- Zeng, X.; Ruckenstein, E. Membrane chromatography: Preparation and applications to protein separation. Biotechnol. Prog. 1999, 15, 6–9. [Google Scholar] [CrossRef]
- Sousa, A.; Sousa, F.; Queiroz, J.A. Advances in chromatographic supports for pharmaceutical-grade plasmid DNA purification. J. Sep. Sci. 2012, 35, 3046–3058. [Google Scholar] [CrossRef]
- Sousa, F.; Prazeres, D.M.F.; Queiroz, J.A. Affinity chromatography approaches to overcome the challenges of purifying plasmid DNA. Trends Biotechnol. 2008, 26, 518–525. [Google Scholar] [CrossRef]
- Tennikova, T.B.; Bleha, M.; Švec, F.; Almazova, T.V.; Belenkii, B.G. High-performance membrane chromatography of proteins, a novel method of protein separation. J. Chromatogr. A 1991, 555, 97–107. [Google Scholar] [CrossRef]
- Thömmes, J.; Kula, M.-R. Membrane Chromatography—An Integrative Concept in the Downstream Processing of Proteins. Biotechnol. Prog. 1995, 11, 357–367. [Google Scholar] [CrossRef]
- Adisaputro, I.A.; Wu, Y.-J.; Etzel, M.R. Strong Cation and Anion Exchange Membranes and Beads for Protein Isolation from Whey. J. Liq. Chromatogr. Relat. Technol. 1996, 19, 1437–1450. [Google Scholar] [CrossRef]
- Kubota, N.; Miura, S.; Saito, K.; Sugita, K.; Watanabe, K.; Sugo, T. Comparison of protein adsorption by anion-exchange interaction onto porous hol-low-fiber membrane and gel bead-packed bed. J. Membr. Sci. 1996, 117, 135–142. [Google Scholar] [CrossRef]
- Boi, C.; Malavasi, A.; Carbonell, R.; Gilleskie, G. A direct comparison between membrane adsorber and packed column chromatography performance. J. Chromatogr. A 2020, 1612, 460629. [Google Scholar] [CrossRef]
- Ghosh, R.; Wong, T. Effect of module design on the efficiency of membrane chromatographic separation processes. J. Membr. Sci. 2006, 281, 532–540. [Google Scholar] [CrossRef]
- Gottschalk, U. Disposables in downstream processing. Adv. Biochem. Eng. Biotechnol. 2009, 115, 171–183. [Google Scholar] [CrossRef]
- Ghosh, R.; Chen, G.; Roshankhah, R.; Umatheva, U.; Gatt, P. A z2laterally-fed membrane chromatography device for fast high-resolution purification of biopharmaceuticals. J. Chromatogr. A 2020, 1629, 461453. [Google Scholar] [CrossRef]
- Madadkar, P.; Wu, Q.; Ghosh, R. A laterally-fed membrane chromatography module. J. Membr. Sci. 2015, 487, 173–179. [Google Scholar] [CrossRef]
- Teepakorn, C.; Fiaty, K.; Charcosset, C. Effect of geometry and scale for axial and radial flow membrane chromatography—Experimental study of bovin serum albumin adsorption. J. Chromatogr. A 2015, 1403, 45–53. [Google Scholar] [CrossRef] [PubMed]
- Hagemann, F.; Wypysek, D.; Baitalow, K.; Adametz, P.; Thom, V.; Wessling, M. Why device design is crucial for membrane adsorbers. J. Chromatogr. Open 2022, 2, 100029. [Google Scholar] [CrossRef]
- Kökpinar, O.; Harkensee, D.; Kasper, C.; Scheper, T.; Zeidler, R.; Reif, O.-W.; Ulber, R. Innovative modular membrane adsorber system for high-throughput downstream screening for protein purification. Biotechnol. Prog. 2006, 22, 1215–1219. [Google Scholar] [CrossRef] [PubMed]
- Zobel-Roos, S.; Stein, D.; Strube, J. Evaluation of Continuous Membrane Chromatography Concepts with an Enhanced Process Simulation Approach. Antibodies 2018, 7, 13. [Google Scholar] [CrossRef] [Green Version]
- Madadkar, P.; Ghosh, R. High-resolution protein separation using a laterally-fed membrane chromatography device. J. Membr. Sci. 2016, 499, 126–133. [Google Scholar] [CrossRef]
- Mukherjee, S.; Roy, D.; Bhattacharya, P. Affinity Separation of Trypsin from Goat Pancreatic Extract Using a Polyethersulfone Ultrafiltration Membrane. Sep. Sci. Technol. 2008, 43, 3333–3350. [Google Scholar] [CrossRef]
- Mukherjee, S.; Roy, D.; Bhattacharya, P. Comparative performance study of polyethersulfone and polysulfone membranes for trypsin isolation from goat pancreas using affinity ultrafiltration. Sep. Purif. Technol. 2008, 60, 345–351. [Google Scholar] [CrossRef]
- Shi, R.; Lewis, R.S.; Panthee, D.R. Filter paper-based spin column method for cost-efficient DNA or RNA purification. PLoS ONE 2018, 13, e0203011. [Google Scholar] [CrossRef] [Green Version]
- Harkensee, D.; Kökpinar, Ö.; Walter, J.; Kasper, C.; Beutel, S.; Reif, O.-W.; Scheper, T.; Ulber, R. Fast Screening for the Purification of Proteins Using Membrane Adsorber Technology. Eng. Life Sci. 2007, 7, 388–394. [Google Scholar] [CrossRef]
- Ghosh, R.; Madadkar, P.; Wu, Q. On the workings of laterally-fed membrane chromatography. J. Membr. Sci. 2016, 516, 26–32. [Google Scholar] [CrossRef]
- Madadkar, P.; Mahansaria, R.; Mukherjee, J.; Ghosh, R. Enhancing the efficiency of disc membrane chromatography modules by using a flow directing layer. J. Membr. Sci. 2019, 580, 154–160. [Google Scholar] [CrossRef]
- Wang, J.; Fáber, R.; Ulbricht, M. Influence of pore structure and architecture of photo-grafted functional layers on separation performance of cellulose-based macroporous membrane adsorbers. J. Chromatogr. A 2009, 1216, 6490–6501. [Google Scholar] [CrossRef]
- Li, Y.; Chung, T.-S. Exploration of highly sulfonated polyethersulfone (SPES) as a membrane material with the aid of dual-layer hollow fiber fabrication technology for protein separation. J. Membr. Sci. 2008, 309, 45–55. [Google Scholar] [CrossRef]
- Yusof, H.; Ulbricht, M. Polypropylene-based membrane adsorbers via photo-initiated graft copolymerization: Optimizing separation performance by preparation conditions. J. Membr. Sci. 2008, 311, 294–305. [Google Scholar] [CrossRef]
- Wickramasinghe, S.R.; Carlson, J.O.; Teske, C.; Hubbuch, J.; Ulbricht, M. Characterizing solute binding to macroporous ion exchange membrane adsorbers using confocal laser scanning microscopy. J. Membr. Sci. 2006, 281, 609–618. [Google Scholar] [CrossRef]
- Che, A.-F.; Huang, X.; Xu, Z.-K. Polyacrylonitrile-based nanofibrous membrane with glycosylated surface for lectin affinity adsorption. J. Membr. Sci. 2011, 366, 272–277. [Google Scholar] [CrossRef]
- Chao, A.-C. Preparation of porous chitosan/GPTMS hybrid membrane and its application in affinity sorption for tyrosinase purification with Agaricus bisporus. J. Membr. Sci. 2008, 311, 306–318. [Google Scholar] [CrossRef]
- Chen, T.-X.; Nie, H.-L.; Li, S.-B.; Branford-White, C.; Su, S.-N.; Zhu, L.-M. Comparison: Adsorption of papain using immobilized dye ligands on affinity membranes. Colloids Surf. B. Biointerfaces 2009, 72, 25–31. [Google Scholar] [CrossRef]
- Chang, C.S.; Suen, S.Y. Modification of porous alumina membranes with n-alkanoic acids and their application in protein adsorption. J. Membr. Sci. 2006, 275, 70–81. [Google Scholar] [CrossRef]
- Ulbricht, M. Advanced functional polymer membranes. Polymer 2006, 47, 2217–2262. [Google Scholar] [CrossRef] [Green Version]
- Hu, M.-X.; Wan, L.-S.; Xu, Z.-K. Multilayer adsorption of lectins on glycosylated microporous polypropylene membranes. J. Membr. Sci. 2009, 335, 111–117. [Google Scholar] [CrossRef]
- Mackerle, J. Coatings and surface modification technologies: A finite element bibliography (1995–2005). Model. Simul. Mater. Sci. Eng. 2005, 13, 935–979. [Google Scholar] [CrossRef]
- Lu, A.-H.; Li, W.-C.; Muratova, N.; Spliethoff, B.; Schüth, F. Evidence for C–C bond cleavage by H2O2 in a mesoporous CMK-5 type carbon at room temperature. Chem. Commun. 2005, 41, 5184–5186. [Google Scholar] [CrossRef]
- Förch, R.; Zhang, Z.; Knoll, W. Soft Plasma Treated Surfaces: Tailoring of Structure and Properties for Biomaterial Applications. Plasma Process. Polym. 2005, 2, 351–372. [Google Scholar] [CrossRef]
- Ruckenstein, E.; Li, Z.F. Surface modification and functionalization through the self-assembled monolayer and graft polymerization. Adv. Colloid Interface Sci. 2005, 113, 43–63. [Google Scholar] [CrossRef] [PubMed]
- Joseph, N.; Ahmadiannamini, P.; Hoogenboom, R.; Vankelecom, I.F.J. Layer-by-layer preparation of polyelectrolyte multilayer membranes for separation. Polym. Chem. 2014, 5, 1817–1831. [Google Scholar] [CrossRef]
- Vaterrodt, A.; Thallinger, B.; Daumann, K.; Koch, D.; Guebitz, G.M.; Ulbricht, M. Antifouling and Antibacterial Multifunctional Polyzwitterion/Enzyme Coating on Silicone Catheter Material Prepared by Electrostatic Layer-by-Layer Assembly. Langmuir 2016, 32, 1347–1359. [Google Scholar] [CrossRef] [PubMed]
- Yang, Q.; Ulbricht, M. Cylindrical Membrane Pores with Well-Defined Grafted Linear and Comblike Glycopolymer Layers for Lectin Binding. Macromolecules 2011, 44, 1303–1310. [Google Scholar] [CrossRef]
- Singh, N.; Wang, J.; Ulbricht, M.; Wickramasinghe, S.R.; Husson, S.M. Surface-initiated atom transfer radical polymerization: A new method for preparation of polymeric membrane adsorbers. J. Membr. Sci. 2008, 309, 64–72. [Google Scholar] [CrossRef]
- Liu, Z.; Du, H.; Wickramasinghe, S.R.; Qian, X. Membrane Surface Engineering for Protein Separations: Experiments and Simulations. Langmuir 2014, 30, 10651–10660. [Google Scholar] [CrossRef]
- Bora, U.; Kannan, K.; Nahar, P. A simple method for functionalization of cellulose membrane for covalent immobilization of biomolecules. J. Membr. Sci. 2005, 250, 215–222. [Google Scholar] [CrossRef]
- Liu, Z.; Wickramasinghe, S.R.; Qian, X. Membrane chromatography for protein purifications from ligand design to functionalization. Sep. Sci. Technol. 2017, 52, 299–319. [Google Scholar] [CrossRef]
- Sun, Y.; Shi, Q.-H.; Zhang, L.; Zhao, G.-F.; Liu, F.-F. 2.50—Adsorption and Chromatography. In Comprehensive Biotechnology, 3rd ed.; Moo-Young, M., Ed.; Pergamon: Oxford, UK, 2011; pp. 739–753. ISBN 978-0-444-64047-5. [Google Scholar]
- Reif, O.-W.; Freitag, R. Characterization and application of strong ion-exchange membrane adsorbers as stationary phases in high-performance liquid chromatography of proteins. J. Chromatogr. A 1993, 654, 29–41. [Google Scholar] [CrossRef]
- Chen, J.; Peng, R.; Chen, X. Hydrophobic interaction membrane chromatography for bioseparation and responsive polymer ligands involved. Front. Mater. Sci. 2017, 11, 197–214. [Google Scholar] [CrossRef]
- Tennikova, T.B.; Svec, F. High-performance membrane chromatography: Highly efficient separation method for proteins in ion-exchange, hydrophobic interaction and reversed-phase modes. J. Chromatogr. A 1993, 646, 279–288. [Google Scholar] [CrossRef]
- Zou, H.; Luo, Q.; Zhou, D. Affinity membrane chromatography for the analysis and purification of proteins. J. Biochem. Biophys. Methods 2001, 49, 199–240. [Google Scholar] [CrossRef]
- Lalli, E.; Sarti, G.C.; Boi, C. Effect of the spacer arm on non-specific binding in membrane affinity chromatography. MRS Commun. 2018, 8, 65–70. [Google Scholar] [CrossRef]
- Avramescu, M.E.; Borneman, Z.; Wessling, M. Mixed-matrix membrane adsorbers for protein separation. J. Chromatogr. A 2003, 1006, 171–183. [Google Scholar] [CrossRef]
- Saufi, S.M.; Fee, C.J. Mixed matrix membrane chromatography based on hydrophobic interaction for whey protein fractionation. J. Membr. Sci. 2013, 444, 157–163. [Google Scholar] [CrossRef]
- Splitt, H.; Mackenstedt, I.; Freitag, R. Preparative membrane adsorber chromatography for the isolation of cow milk components. J. Chromatogr. A 1996, 729, 87–97. [Google Scholar] [CrossRef]
- Kreuß, M.; Krause, I.; Kulozik, U. Separation of a glycosylated and non-glycosylated fraction of caseinomacropeptide using different anion-exchange stationary phases. J. Chromatogr. A 2008, 1208, 126–132. [Google Scholar] [CrossRef]
- Kreuß, M.; Kulozik, U. Separation of glycosylated caseinomacropeptide at pilot scale using membrane adsorption in direct-capture mode. J. Chromatogr. A 2009, 1216, 8771–8777. [Google Scholar] [CrossRef]
- Woo, M.; Khan, N.Z.; Royce, J.; Mehta, U.; Gagnon, B.; Ramaswamy, S.; Soice, N.; Morelli, M.; Cheng, K.-S. A novel primary amine-based anion exchange membrane adsorber. J. Chromatogr. A 2011, 1218, 5386–5392. [Google Scholar] [CrossRef]
- Shirataki, H.; Sudoh, C.; Eshima, T.; Yokoyama, Y.; Okuyama, K. Evaluation of an anion-exchange hollow-fiber membrane adsorber containing γ-ray grafted glycidyl methacrylate chains. J. Chromatogr. A 2011, 1218, 2381–2388. [Google Scholar] [CrossRef]
- Goodall, S.; Grandison, A.S.; Jauregi, P.J.; Price, J. Selective separation of the major whey proteins using ion exchange membranes. J. Dairy Sci. 2008, 91, 1–10. [Google Scholar] [CrossRef]
- Girardet, J.M.; Saulnier, F.; Linden, G.; Humbert, G. Rapid separation of bovine whey proteins by membrane convective liquid chromatography, perfusion chromatography, continuous bed chromatography, and capillary electrophoresis. Lait 1998, 78, 391–400. [Google Scholar] [CrossRef] [Green Version]
- Champagne, J.; Balluet, G.; Gantier, R.; Toueille, M. “Salt tolerant” anion exchange chromatography for direct capture of an acidic protein from CHO cell culture. Protein Expr. Purif. 2013, 89, 117–123. [Google Scholar] [CrossRef]
- Pismenskaya, N.; Bdiri, M.; Sarapulova, V.; Kozmai, A.; Fouilloux, J.; Baklouti, L.; Larchet, C.; Renard, E.; Dammak, L. A Review on Ion-Exchange Membranes Fouling during Electrodialysis Process in Food Industry, Part 2: Influence on Transport Properties and Electrochemical Characteristics, Cleaning and Its Consequences. Membranes 2021, 11, 811. [Google Scholar] [CrossRef]
- Chiu, C.K.; Etzel, M.R. Fractionation of lactoperoxidase and lactoferrin from bovine whey using a cation exchange membrane. J. Food Sci. 1997, 62, 996–1000. [Google Scholar] [CrossRef]
- Ulber, R.; Plate, K.; Weiss, T.; Demmer, W.; Buchholz, H.; Scheper, T. Downstream processing of bovine lactoferrin from sweet whey. Acta Biotechnol. 2001, 21, 27–34. [Google Scholar] [CrossRef]
- Plate, K.; Beutel, S.; Buchholz, H.; Demmer, W.; Fischer-Frühholz, S.; Reif, O.; Ulber, R.; Scheper, T. Isolation of bovine lactoferrin, lactoperoxidase and enzymatically prepared lactoferricin from proteolytic digestion of bovine lactoferrin using adsorptive membrane chromatography. J. Chromatogr. A 2006, 1117, 81–86. [Google Scholar] [CrossRef] [PubMed]
- Roper, D.K.; Lightfoot, E.N. Separation of biomolecules using adsorptive membrane. J. Chromatogr. A 1995, 702, 3–26. [Google Scholar] [CrossRef]
- Chen, J.; Luo, Q.; Breneman, C.M.; Cramer, S.M. Classification of protein adsorption and recovery at low salt conditions in hydrophobic interaction chromatographic systems. J. Chromatogr. A 2007, 1139, 236–246. [Google Scholar] [CrossRef] [PubMed]
- Vu, A.; Qian, X.; Wickramasinghe, S.R. Membrane-based hydrophobic interaction chromatography. Sep. Sci. Technol. 2017, 52, 287–298. [Google Scholar] [CrossRef]
- Himstedt, H.H.; Qian, X.; Weaver, J.R.; Wickramasinghe, S.R. Responsive membranes for hydrophobic interaction chromatography. J. Membr. Sci. 2013, 447, 335–344. [Google Scholar] [CrossRef]
- Wu, Q.; Wang, R.; Chen, X.; Ghosh, R. Temperature-responsive membrane for hydrophobic interaction based chromatographic separation of proteins in bind-and-elute mode. J. Membr. Sci. 2014, 471, 56–64. [Google Scholar] [CrossRef]
- Huang, R.; Mah, K.Z.; Malta, M.; Kostanski, L.K.; Filipe, C.D.M.; Ghosh, R. Chromatographic separation of proteins using hydrophobic membrane shielded with an environment-responsive hydrogel. J. Membr. Sci. 2009, 345, 177–182. [Google Scholar] [CrossRef]
- Darvishmanesh, S.; Qian, W.; Wickramasinghe, S.R. Responsive membranes for advanced separations. Curr. Opin. Chem. Eng. 2015, 8, 98–104. [Google Scholar] [CrossRef]
- Mah, K.Z.; Ghosh, R. Paper-based composite lytropic salt-responsive membranes for chromatographic separations of protein. J. Membr. Sci. 2010, 360, 149–154. [Google Scholar] [CrossRef]
- Yu, D.; Chen, X.; Pelton, R.; Ghosh, R. Paper-PEG-based membranes for hydrophobic interaction chromatography: Purification of monoclonal antibody. Biotechnol. Bioeng. 2008, 99, 1434–1442. [Google Scholar] [CrossRef]
- Kubota, N.; Nakagawa, Y.; Eguchi, Y. Recovery of serum proteins using cellulosic affinity membrane modified by immobilization of Cu2+ ion. J. Appl. Polym. Sci. 1996, 62, 1153–1160. [Google Scholar] [CrossRef]
- Zeng, X.; Ruckenstein, E. Macroporous chitin affinity membranes for wheat germ agglutinin purification from wheat germ. J. Membr. Sci. 1999, 156, 97–107. [Google Scholar] [CrossRef]
- Ruckenstein, E.; Zeng, X. Albumin separation with Cibacron Blue carrying macroporous chitosan and chitin affinity membranes. J. Membr. Sci. 1998, 142, 13–26. [Google Scholar] [CrossRef]
- Shang, Z.; Zhou, D.; Guo, W.; Yu, Y.; Zhou, L.; Pan, M. Study on affinity membrane of polyamide used for endotoxin removal: I. Preparation and characterization of affinity membrane. Chin. J. Instrum. Anal. 1998, 17, 1–4. [Google Scholar]
- Briefs, K.G.; Kula, M.R. Fast protein chromatography on analytical and preparative scale using modified microporous membranes. Chem. Eng. Sci. 1992, 47, 141–149. [Google Scholar] [CrossRef]
- Klein, E.; Eichholz, E.; Yeager, D.H. Affinity membranes prepared from hydrophobic coatings on microporous polysulfone hollow fibers. J. Membr. Sci. 1994, 90, 69–80. [Google Scholar] [CrossRef]
- Kim, M.; Saito, K.; Furusaki, S.; Sugo, T.; Ishigaki, I. Protein adsorption capacity of a porous phenylalanine-containing membrane based on a polyethylene matrix. J. Chromatogr. A 1991, 586, 27–33. [Google Scholar] [CrossRef]
- Schisla, D.K.; Carr, P.W.; Cussler, E.L. Hollow fiber array affinity chromatography. Biotechnol. Prog. 1995, 11, 651–658. [Google Scholar] [CrossRef]
- Serafica, G.C.; Belfort, G.; Pimbley, J. Protein fractionation using fast flow immobilized metal chelate membranes. Biotechnol. Bioeng. 1994, 43, 21–36. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Jia, L.; Zou, H.; Zhou, D.; Zhang, Y. Immobilized metal affinity composite membrane based on cellulose for separation of biopolymers. Sci. China Ser. B Chem. 1998, 41, 596–605. [Google Scholar] [CrossRef]
- Unarska, M.; Davies, P.A.; Esnouf, M.P.; Bellhouse, B.J. Comparative study of reaction kinetics in membrane and agarose bead affinity systems. J. Chromatogr. A 1990, 519, 53–67. [Google Scholar] [CrossRef]
- Kochan, J.E.; Wu, Y.-J.; Etzel, M.R. Purification of bovine immunoglobulin G via protein G affinity membranes. Ind. Eng. Chem. Res. 1996, 35, 1150–1155. [Google Scholar] [CrossRef]
- Yong, J.K.; Xiao, Y.; Chung, T.-S. The facile synthesis of an aldehyde-containing graft copolymer membrane for covalent protein capture with retention of protein functionality. J. Chromatogr. A 2010, 1217, 1904–1911. [Google Scholar] [CrossRef]
- Ma, X.; Mohammad, S.F.; Kim, S.W. Heparin removal from blood using poly(L-lysine) immobilized hollow fiber. Biotechnol. Bioeng. 1992, 40, 530–536. [Google Scholar] [CrossRef]
- Guo, W.; Shang, Z.; Yu, Y.; Zhou, L. Membrane affinity chromatography of alkaline phosphatase. J. Chromatogr. A 1994, 685, 344–348. [Google Scholar] [CrossRef]
- Guo, W.; Shang, Z.; Yu, Y.; Zhou, L. Cellulose membrane used as stationary phase of membrane affinity chromatography. Chin. Chem. Lett. 1994, 5, 869–872. [Google Scholar]
- Yang, L.; Jia, L.; Zou, H.; Zhang, Y. Immobilized iminodiacetic acid (IDA)-type Cu2+ chelating membrane affinity chromatography for purification of bovine liver catalase. Biomed. Chromatogr. 1999, 13, 229–234. [Google Scholar] [CrossRef]
- Zhou, D.; Zou, H.; Ni, J.; Yang, L.; Jia, L.; Zhang, Q.; Zhang, Y. Membrane support as stationary phase in high-performance chromatography. Anal. Chem. 1999, 71, 115–118. [Google Scholar] [CrossRef]
- Kugel, K.; Moseley, A.; Harding, G.B.; Klein, E. Microporous poly(caprolactam) hollow fibers for therapeutic affinity adsorption. J. Membr. Sci. 1992, 74, 115–129. [Google Scholar] [CrossRef]
- Guo, W.; Shang, Z.; Yu, Y.; Guan, Y.; Zhou, L. Membrane affinity chromatography used for the separation of trypsin inhibitor. Biomed. Chromatogr. 1992, 6, 95–98. [Google Scholar] [CrossRef]
- Huang, S.H.; Roy, S.; Hou, K.C.; Tsao, G.T. Scaling-up of affinity chromatography by radial-flow cartridges. Biotechnol. Prog. 1988, 4, 159–165. [Google Scholar] [CrossRef]
- Lütkemeyer, D.; Bretschneider, M.; Büntemeyer, H.; Lehmann, J. Membrane chromatography for rapid purification of recombinant antithrobin III and monoclonal antibodies from cell culture supernatant. J. Chromatogr. A 1993, 639, 57–66. [Google Scholar] [CrossRef] [Green Version]
- Brandt, S.; Goffe, R.A.; Kessler, S.B.; O’Connor, J.L.; Zale, S.E. Membrane-based affinity technology for commercial scale purification. Nat. Biotechnol. 1988, 6, 779–782. [Google Scholar] [CrossRef]
- Boi, C.; Dimartino, S.; Hofer, S.; Horak, J.; Williams, S.; Sarti, G.C.; Lindner, W. Influence of different spacer arms on Mimetic LigandTM A2P and B14 membranes for human IgG purification. J. Chromatogr. B 2011, 879, 1633–1640. [Google Scholar] [CrossRef]
- Kiyohara, S.; Kim, M.; Toida, Y.; Saito, K.; Sugita, K.; Sugo, T. Selection of a precursor monomer for the introduction of affinity ligands onto a porous membrane by radiation-induced graft polymerization. J. Chromatogr. A 1997, 758, 209–215. [Google Scholar] [CrossRef]
- Nath, A.; Bhattacharjee, C.; Chowdhury, R. Synthesis and separation of galacto-oligosaccharides using membrane bioreactor. Desalination 2013, 316, 31–41. [Google Scholar] [CrossRef]
- Wolman, F.J.; Maglio, D.G.; Grasselli, M.; Cascone, O. One-step lactoferrin purification from bovine whey and colostrum by affinity membrane chromatography. J. Membr. Sci. 2007, 288, 132–138. [Google Scholar] [CrossRef]
- Avramescu, M.-E.; Borneman, Z.; Wessling, M. Particle-loaded hollow-fiber membrane adsorbers for lysozyme separation. J. Membr. Sci. 2008, 322, 306–313. [Google Scholar] [CrossRef]
- Saiful, S.; Borneman, Z.; Wessling, M. Enzyme capturing and concentration with mixed matrix membrane adsorbers. J. Membr. Sci. 2006, 280, 406–417. [Google Scholar] [CrossRef]
- Zhang, Y.; Borneman, Z.; Koops, G.H.; Wessling, M. Studies of adsorption of bovine serum albumin on resin mixed PES fibrous adsorbents. Acta Polym. Sin. 2006, 2, 350–355. [Google Scholar] [CrossRef] [Green Version]
- Avramescu, M.E.; Gironès, M.; Borneman, Z.; Wessling, M. Preparation of mixed matrix adsorber membranes for protein recovery. J. Membr. Sci. 2003, 218, 219–233. [Google Scholar] [CrossRef]
- Kiyono, R.; Koops, G.H.; Wessling, M.; Strathmann, H. Mixed matrix microporous hollow fibers with ion-exchange functionality. J. Membr. Sci. 2004, 231, 109–115. [Google Scholar] [CrossRef]
- Avramescu, M.E.; Sager, W.F.C.; Borneman, Z.; Wessling, M. Adsorptive membranes for bilirubin removal. J. Chromatogr. B 2004, 803, 215–223. [Google Scholar] [CrossRef]
- Avramescu, M.-E.; Borneman, Z.; Wessling, M. Dynamic behavior of adsorber membranes for protein recovery. Biotechnol. Bioeng. 2003, 84, 564–572. [Google Scholar] [CrossRef]
- Saufi, S.M.; Fee, C.J. Recovery of lactoferrin from whey using cross-flow cation exchange mixed matrix membrane chromatography. Sep. Purif. Technol. 2011, 77, 68–75. [Google Scholar] [CrossRef]
- Saufi, S.M.; Fee, C.J. Simultaneous anion and cation exchange chromatography of whey proteins using a customizable mixed matrix membrane. J. Chromatogr. A 2011, 1218, 9003–9009. [Google Scholar] [CrossRef]
- Saufi, S.M.; Fee, C.J. Fractionation of β-Lactoglobulin from whey by mixed matrix membrane ion exchange chromatography. Biotechnol. Bioeng. 2009, 103, 138–147. [Google Scholar] [CrossRef]
- Pouliot, Y. Membrane processes in dairy technology-From a simple idea to worldwide panacea. Int. Dairy J. 2008, 18, 735–740. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Bhattacharjee, C.; Datta, S. Studies on the fractionation of β-lactoglobulin from casein whey using ultrafiltration and ion-exchange membrane chromatography. J. Membr. Sci. 2006, 275, 141–150. [Google Scholar] [CrossRef]
- Voswinkel, L.; Kulozik, U. Fractionation of whey proteins by means of membrane adsorption chromatography. Procedia Food Sci. 2011, 1, 900–907. [Google Scholar] [CrossRef] [Green Version]
- Voswinkel, L.; Kulozik, U. Fractionation of all major and minor whey proteins with radial flow membrane adsorption chromatography at lab and pilot scale. Int. Dairy J. 2014, 39, 209–214. [Google Scholar] [CrossRef]
- Freitag, R.; Splitt, H.; Reif, O.W. Controlled mixed-mode interaction chromatography on membrane adsorbers. J. Chromatogr. A 1996, 728, 129–137. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Carvalho, F.; Rivas, J. Cheese whey management: A review. J. Environ. Manag. 2012, 110, 48–68. [Google Scholar] [CrossRef]
- Siso, M.I.G. The biotechnological utilization of cheese whey: A review. Bioresour. Technol. 1996, 57, 1–11. [Google Scholar] [CrossRef]
- Moulin, G.; Galzy, P. Whey, a Potential Substrate for Biotechnology. Biotechnol. Genet. Eng. Rev. 1984, 1, 347–374. [Google Scholar] [CrossRef]
- Nath, A.; Verasztó, B.; Basak, S.; Koris, A.; Kovács, Z.; Vatai, G. Synthesis of Lactose-Derived Nutraceuticals from Dairy Waste Whey—A Review. Food Bioprocess Technol. 2016, 9, 16–48. [Google Scholar] [CrossRef]
- Ghosh, R.; Chen, G.; Umatheva, U.; Gatt, P. A flow distribution and collection feature for ensuring scalable uniform flow in a chromatography device. J. Chromatogr. A 2020, 1618, 460892. [Google Scholar] [CrossRef]
- Sebastián-Nicolás, J.L.; González-Olivares, L.G.; Vázquez-Rodríguez, G.A.; Lucho-Constatino, C.A.; Castañeda-Ovando, A.; Cruz-Guerrero, A.E. Valorization of whey using a biorefinery. Biofuels Bioprod. Biorefining 2020, 14, 1010–1027. [Google Scholar] [CrossRef]
- D’Souza, N.M.; Mawson, A.J. Membrane Cleaning in the Dairy Industry: A Review. Crit. Rev. Food Sci. Nutr. 2005, 45, 125–134. [Google Scholar] [CrossRef]
Figure 1.
Mechanism of solute diffusion to porous matrix (the self-developed concept was adopted from Ghosh, 2002 [41], Charcosset, 1998 [48]).

Figure 2.
Different types of interactions between protein molecules and membrane/modified membrane: (A) ion-exchange (Self-developed, concept was adopted from Sun et al., 2011 [93], Reif and Freitag, 1993 [94]), (B) hydrophobic interaction (Self-developed, concept was adopted from Chen et al., 2017 [95], Tennikova and Svec, 1993 [96]), (C) affinity (Self-developed, concept was adopted from Zou et al., 2001 [97], Lalli et al., 2018 [98]), and (D) mixed matrix (Self-developed, concept was adopted from Avramescu et al., 2003 [99], Saufi and Fee, 2013 [100]).
Figure 2.
Different types of interactions between protein molecules and membrane/modified membrane: (A) ion-exchange (Self-developed, concept was adopted from Sun et al., 2011 [93], Reif and Freitag, 1993 [94]), (B) hydrophobic interaction (Self-developed, concept was adopted from Chen et al., 2017 [95], Tennikova and Svec, 1993 [96]), (C) affinity (Self-developed, concept was adopted from Zou et al., 2001 [97], Lalli et al., 2018 [98]), and (D) mixed matrix (Self-developed, concept was adopted from Avramescu et al., 2003 [99], Saufi and Fee, 2013 [100]).


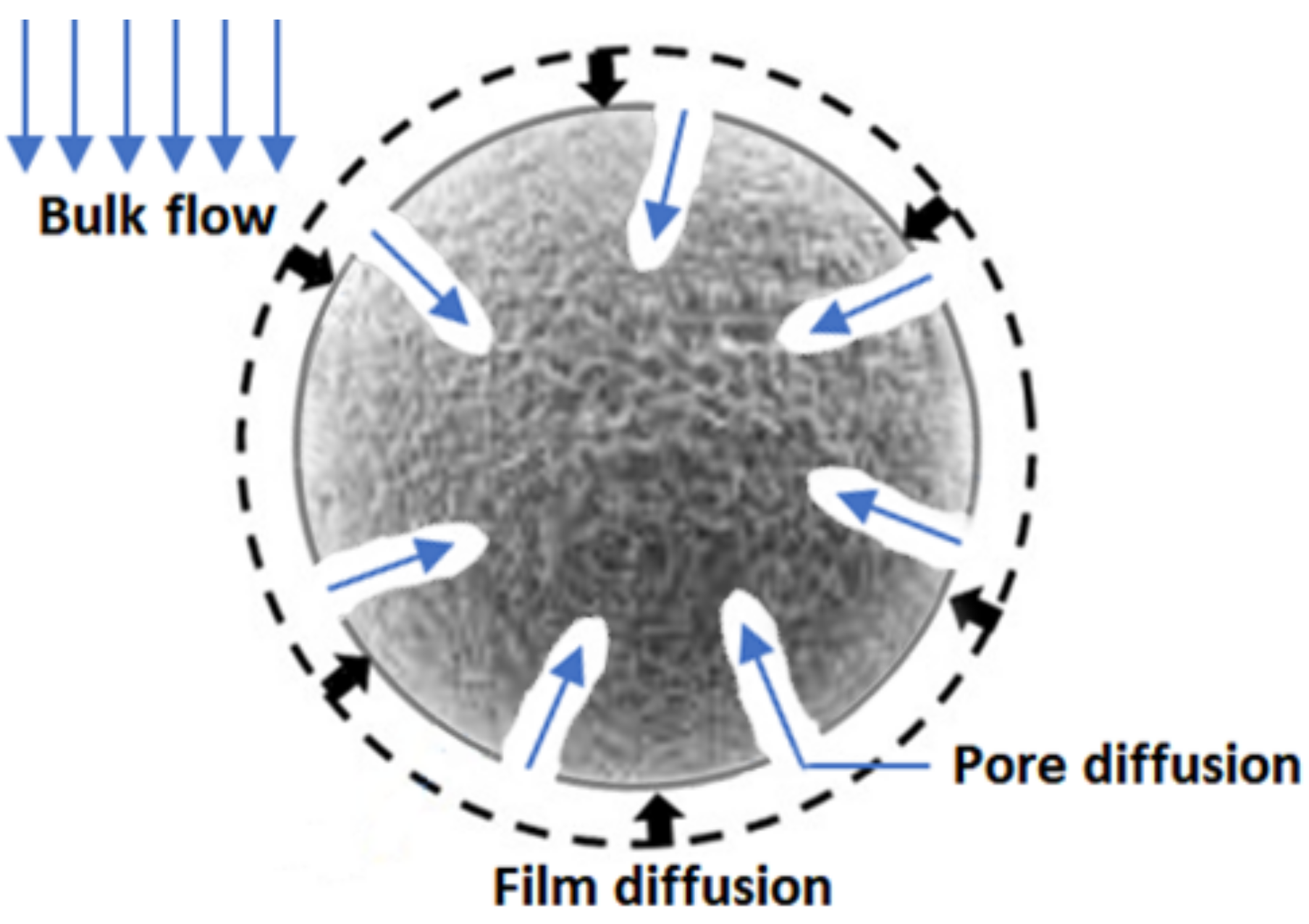{kind=link}
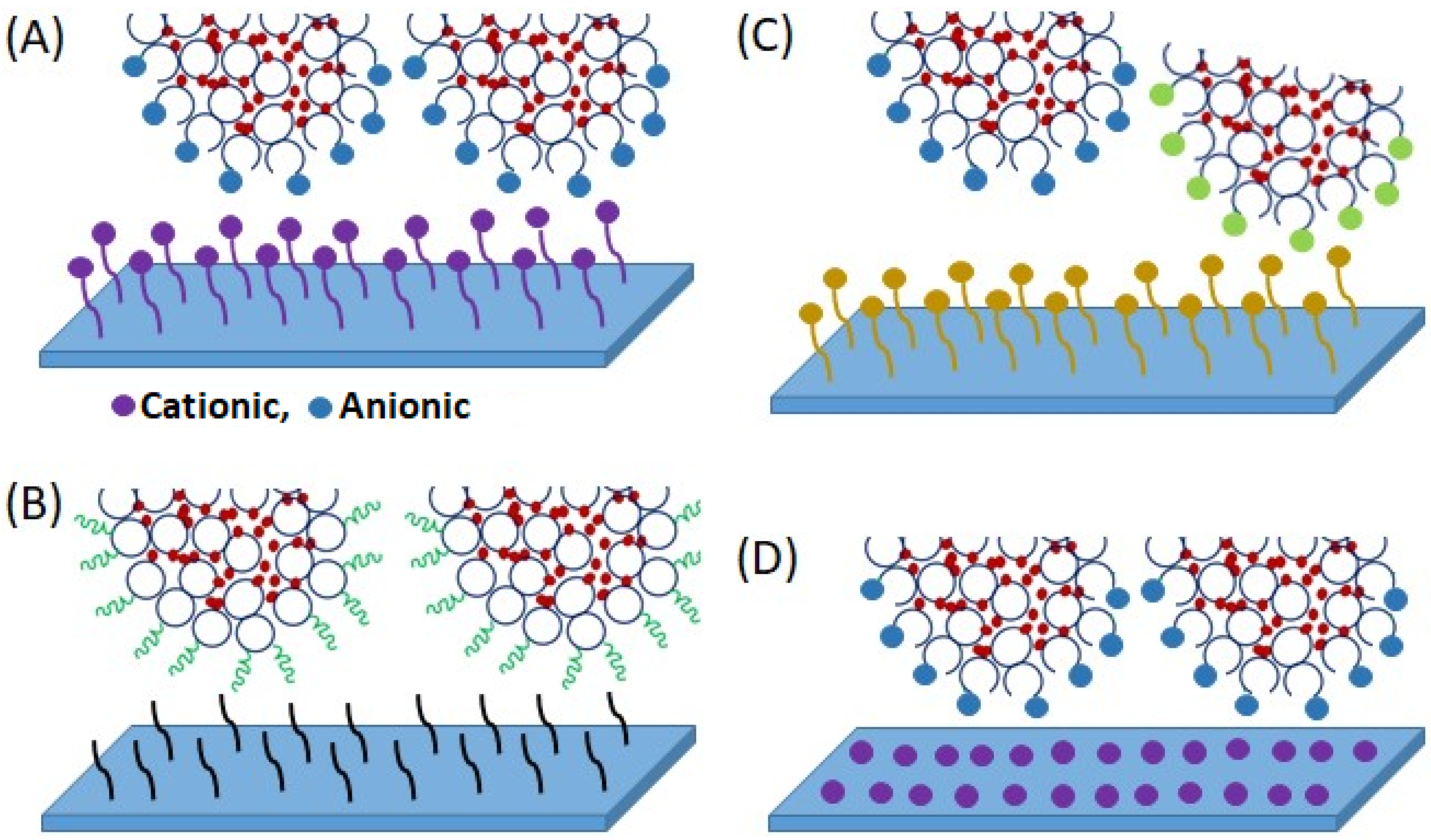{kind=link}
Table 1.
Comparison of different stationary phases in chromatographic system (Self-developed, concept was adopted from Ghosh, 2002 [41], Ghosh and Wong, 2006 [57], Ghosh et al., 2020 [59]).
| Characteristics | Packed Bed | Fluidized Bed | Monolith | Membrane |
|---|---|---|---|---|
| Flow rate | Low | Moderate | High | High |
| Pressure drop | High | Low | Moderate | Low |
| Solute transport | Pore diffusion | Convection (predominant) and pore diffusion | Convection | Convection (predominant) and low pore diffusion |
| Dynamic binding capacities | High | Moderate | Moderate | Moderate |
| Resolution | High | Moderate | Moderate | Low *, Moderate **, High *** |
| Equipment footprint | High | High | High | Low |
| Regeneration of stationary phase/Reuse | High | High | High | Low |
* radial flow membrane module, ** axial flow membrane module, *** laterally-fed membrane module, z2laterally-fed membrane module.
Table 2.
Stationary phase (functionalized membrane) of commercialized MC system along with their characteristics (Self-developed, concept was adopted from Orr et al., 2013 [46], Liu et al., 2017 [92]).
| Company | Stationary Phase | Type | Membrane and Ligand | Pore Size (µm) |
|---|---|---|---|---|
| Asahi Kasei Kuraray Medical Co. Ltd., Tokyo, Japan | QYUSPEED D | Anion-exchange | PE membrane with diethylamine | 0.2–0.3 |
| MilliporeSigma, Darmstadt, Germany | ChromaSorb™ | Anion-exchange | PE membrane with poly(allylamine) | 0.65 |
| MemSep 1000 DEAE | Anion-exchange | RC membrane with diethylaminoethyl (DEAE) | 1.2 | |
| MemSep 1000 CM | Cation-exchange | RC membrane with carboxymethyl (CM) | 1.2 | |
| MemSep 1000 Protein A | Affinity | RC membrane with protein A | 1.2 | |
| Pall Corporation, Washington NY, USA | Mustang® E | Anion-exchange | PES membrane with quaternary amine | 0.2 |
| Mustang® Q | Anion-exchange | PES membrane with quaternary amine | 0.8 | |
| Mustang® S | Cation-exchange | PES membrane with sulfonic acid | 0.65 | |
| Sartorius AG, Göttingen, Germany | Sartobind® S | Cation-exchange | RC membrane with sulfonic acid | >3 |
| Sartobind® C | Cation-exchange | RC membrane with carboxylic acid | >3 | |
| Sartobind® D | Anion-exchange | RC membrane with diethylamine | >3 | |
| Sartobind® Q | Anion-exchange | RC membrane with quaternary amine | >3 | |
| Protein A | Affinity | RC membrane with protein A | 0.45 | |
| Sartobind® Phenyl | Hydrophobic interaction | RC membrane with phenyl | >3 | |
| Sartobind® STIC (salt tolerant interaction chromatography) | Anion-exchange | Macroporous cellulose membrane with primary amine | >3 | |
| Sartobind® IDA-Ni2+ or Co2+ or Zn2+ (IDA: iminodiacetic acid) | Affinity | Cellulose and RC membrane with Ni2+ or Co2+ or Zn2+ | >3 | |
| Sartobind Epoxy | Affinity-coupling | Reinforced cellulose membrane activated with epoxy | 0.45 | |
| Sartobind Aldehyde | Affinity-coupling | Reinforced cellulose membrane activated with aldehyde | 0.45 | |
| Natrix Separations Inc., Burlington, ON, Canada | Natrix® HD-Q | Anion-exchange | Porous polyacrylamide hydrogel with quaternary amine | 0.45 |
| Natrix® HD-C | Cation-exchange | Porous polyacrylate hydrogel with carboxylate | 0.45 | |
| Natrix HD-Sb | Cation-exchange | Porous hydrogel with sulfonic acid and t-butyl | 0.45 | |
| Natrix A | Affinity | Porous hydrogel with protein A | 0.45 | |
| Natrix IMAC-Ni2+ (IMAC: immobilized-metal affinity chromatography) | Affinity | Porous hydrogel with Ni2+ | 0.45 |
Table 3.
Fractionation of proteins from whey by anion-exchange MC.
| Source of Protein | Protein of Interest | Membrane Specification | Membrane Module | Reference |
|---|---|---|---|---|
| Permeate from two stage ultrafiltration | β-lac, α-lac | Vivapure Q Mini-H Ligand: Quaternary ammonium (Vivasciences) | Spin column | [160] |
| Whey, Single α-lactalbumin, β-lactoglobulin and bovine serum albumin, Mixture of β-lactoglobulin and bovine serum albumin | β-lac, α-lac, BSA | Sartobind MA D-type Ligand: Diethylethanolamine (Sartorius) Sartobind Q-type Ligand: Quaternary ammonium (Sartorius) | Stacked-disc | [106] |
| Whey | β-lac, α-lac, BSA | MemSep 1000 Ligand: Diethylethanolamine (Millipore) | Stacked-disc | [107] |
| Whey | β-lac, α-lac, BSA | Sartobind MA Q15 Ligand: Quaternary ammonium (Sartorius) Sartobind MA Q100 Ligand: Quaternary ammonium (Sartorius) Sartobind MA D15 Ligand: Diethylethanolamine (Sartorius) | Stacked-disc | [101] |
| Caseinomacropeptide (CMP) powder | Glycosylated and non-glycosylated fraction of caseinomacropeptide | Sartobind Q 75 Ligand: Quaternary amine (Sartorius) | Stacked-disc | [102] |
| Pasteurized skim milk sweet whey | Glycosylated (gCMP) fraction of caseinomacropeptide (CMP) | Sartobind Direct-Capture Q Ligand: Quaternary amine (Sartorius) | Spiral wound (Sartorius) | [103] |
Table 4.
Fractionation of proteins from whey by cation-exchange MC.
| Source of Protein | Protein of Interest | Membrane Specification | Membrane Module | Reference |
|---|---|---|---|---|
| Whey | LF, LP | Sartobind MA S120 Ligand: Sulfopropyl (Sartorius) | Stacked-disc (Sartorius) | [109] |
| Membrane permeate of sweet whey | LF, LP | Sartobind S15 Ligand: Sulphonic acid (Sartorius) | Stacked-disc twin column (type S-10k-15–25) | [110] |
| Whey | LF, Lactoferricin | Sartobind S15 Ligand: Sulphonic acid (Sartorius) | Stacked-disc | [111] |
Table 5.
Fractionation of proteins from whey by mixed matrix MC.
| Source of Protein | Protein of Interest | Membrane Specification | Membrane Module | Reference |
|---|---|---|---|---|
| Skim milk whey | β-lac, α-lac, LF, BSA | Ingenious membrane made by polymer solution (15 wt% EVAL and 15 wt% 1-octanol in DMSO) Ligand: Phenyl sepharoseTM | Stacked-disc (GE Healthcare Technologies, Sweden) | [100] |
| Skim milk whey | LF | Mixed membrane matrix by polymer solution (15 wt% EVAL polymer and 15 wt% 1-octanol in DMSO) Ligand: SP SepharoseTM | ÄKTAcrossflow™ (GE Healthcare Technologies, UK) tangential flow filtration system | [156] |
| Skim milk whey | α-lac, β-lac | Ingenious membrane made by polymer solution (15 wt% EVAL and 15 wt% 1-octanol in DMSO) Ligand: MP500 | Dead-end (GE Osmonics Labstore, USA) | [158] |
| Skim milk whey | β-lac, α-lac, BSA, IgG | Mixed membrane matrix by polymer solution (15 wt% EVAL and 15 wt% 1-octanol in DMSO) Ligands: Lewatit MP500, SP Sepharose | Plate and Frame | [157] |
Table 6.
Fractionation of proteins from whey by combination of MC.
| Source of Protein | Protein of Interest | Membrane Specification | Membrane Module | Reference |
|---|---|---|---|---|
| Pasteurized skim milk whey | α-lac, β-lac, BSA, LP, LF, IgG | Sartobind Q nano Ligand: Quaternary ammonium (Sartorius) Sartobind S nano Ligand: Sulfonic acid (Sartorius) | Äkta Basic System (GE Healthcare, Germany) | [161] |
| Pasteurized skim milk whey | α-lac, β-lac, BSA, LP, LF, IgG | Sartobind Q nano Ligand: Quaternary ammonium (Sartorius) Sartobind S nano Ligand: Sulfonic acid (Sartorius) | Äkta Basic System (GE Healthcare, Germany), Industrial-scale radial flow membrane module | [162] |
| Whey | β-lac, α-lac, BSA, IgG | Sartobind MA Q15 Ligand: Quaternary ammonium (Sartorius) Sartobind MA S15 Ligand: Sulfopropyl (Sartorius) | Stacked-disc | [163] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nath, A.; Zin, M.M.; Molnár, M.A.; Bánvölgyi, S.; Gáspár, I.; Vatai, G.; Koris, A. Membrane Chromatography and Fractionation of Proteins from Whey—A Review. Processes 2022, 10, 1025. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10051025
AMA Style
Nath A, Zin MM, Molnár MA, Bánvölgyi S, Gáspár I, Vatai G, Koris A. Membrane Chromatography and Fractionation of Proteins from Whey—A Review. Processes. 2022; 10(5):1025. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10051025
Chicago/Turabian StyleNath, Arijit, Moh Moh Zin, Máté András Molnár, Szilvia Bánvölgyi, Igor Gáspár, Gyula Vatai, and András Koris. 2022. "Membrane Chromatography and Fractionation of Proteins from Whey—A Review" Processes 10, no. 5: 1025. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10051025
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.