
Optimizing Uniaxial Oil Extraction of Bulk Rapeseeds: Spectrophotometric and Chemical Analyses of the Extracted Oil under Pretreatment Temperatures and Heating Intervals


 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
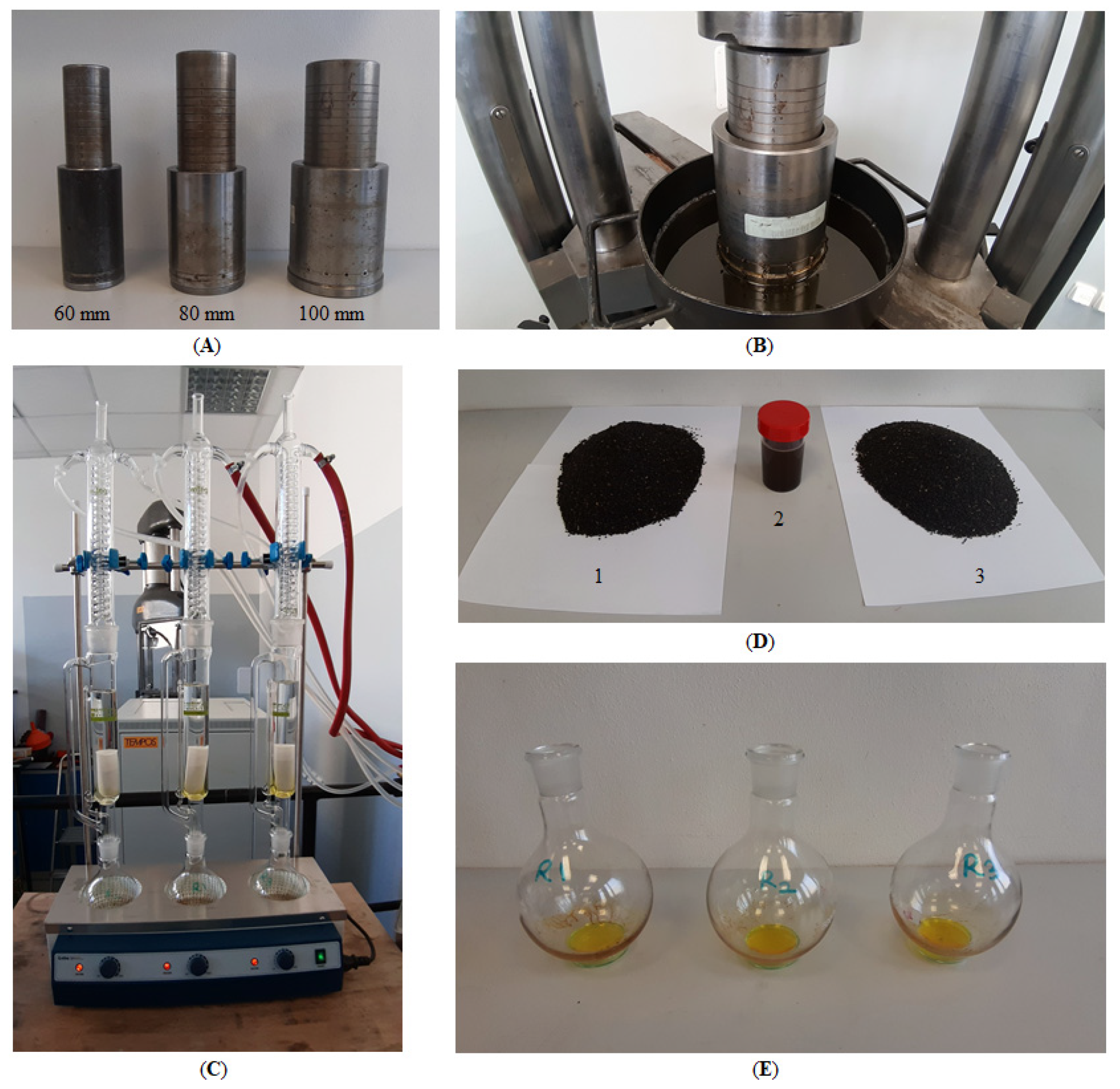
2.1. Materials
2.2. Reagents
2.3. Determination of Moisture and Oil Content
2.4. Box–Behnken Experimental Design of Compression Factors
2.5. Pretreatment of Rapeseeds Sample
2.6. Compression Tests of Bulk Rapeseeds Sample
2.7. Spectrophotometric Analysis of Extracted Oil
2.8. Chemical Analysis of Extracted Oil under Pretreatment Temperatures
2.9. Statistical Analysis of Calculated Responses
3. Results
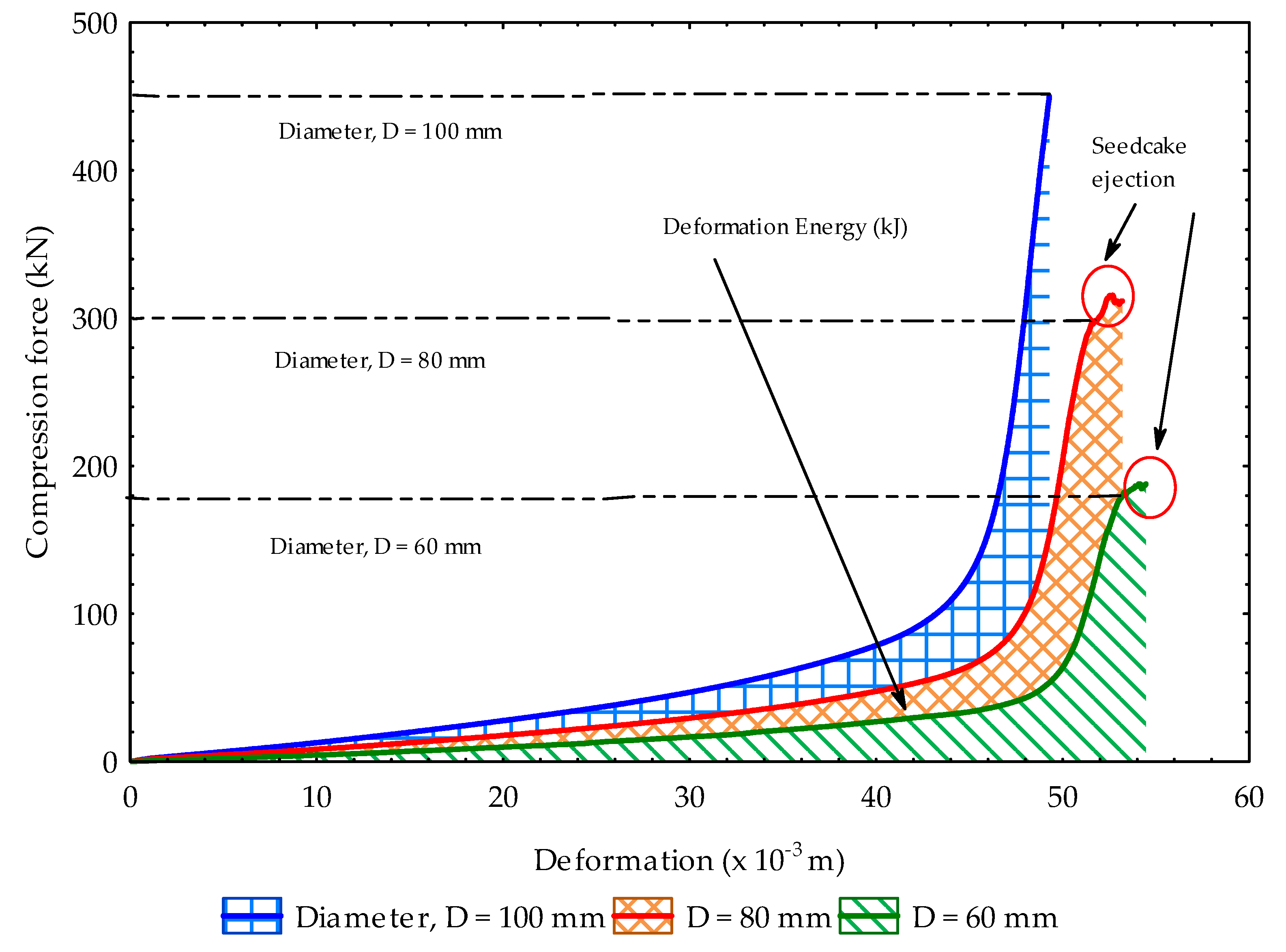
3.1. Determination of Maximum Compression Force
3.2. Oil Yield, Oil Extraction Efficiency, and Deformation Energy
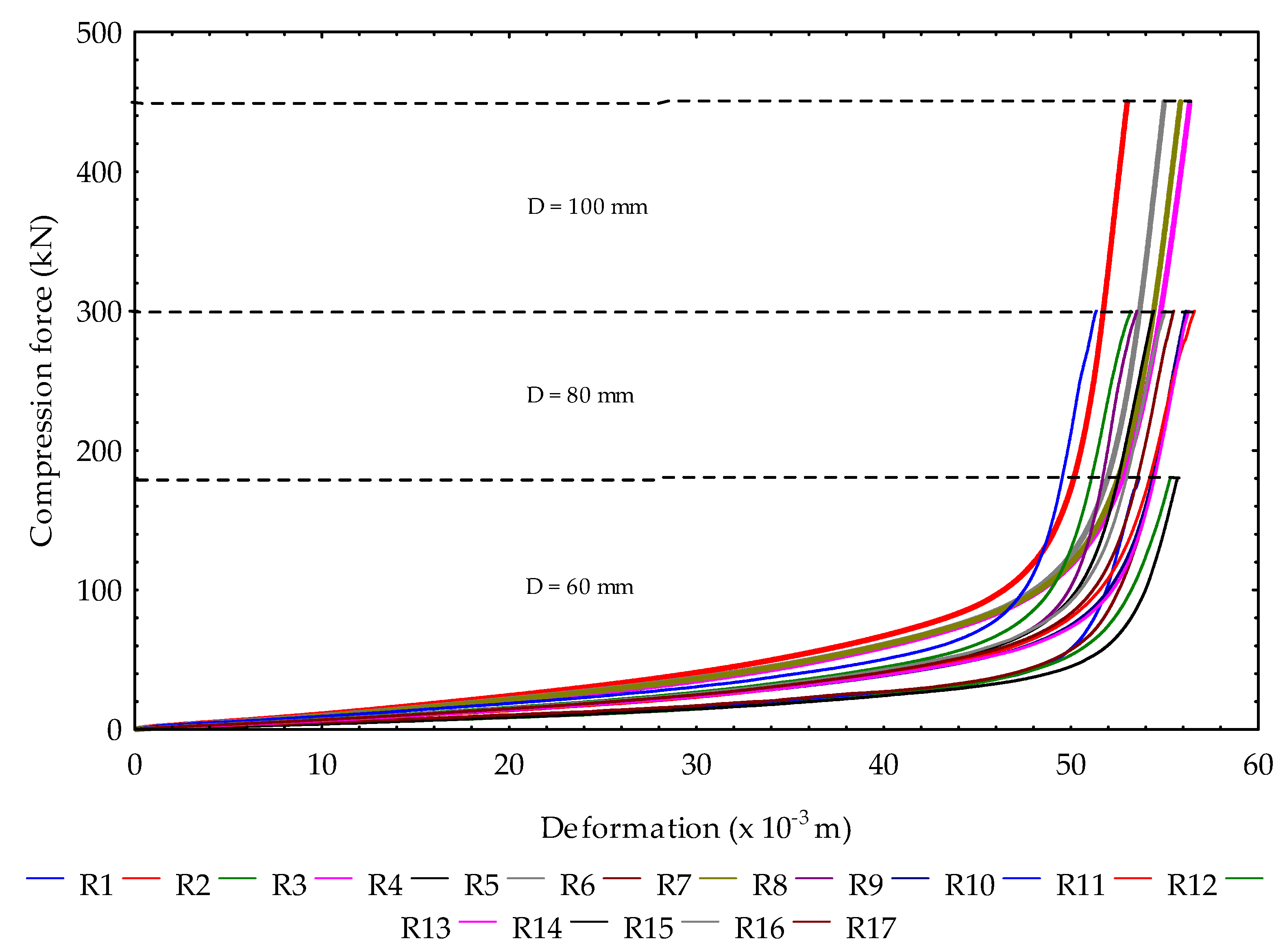
3.3. Force–Deformation Curves of Experimental Runs (BBD)
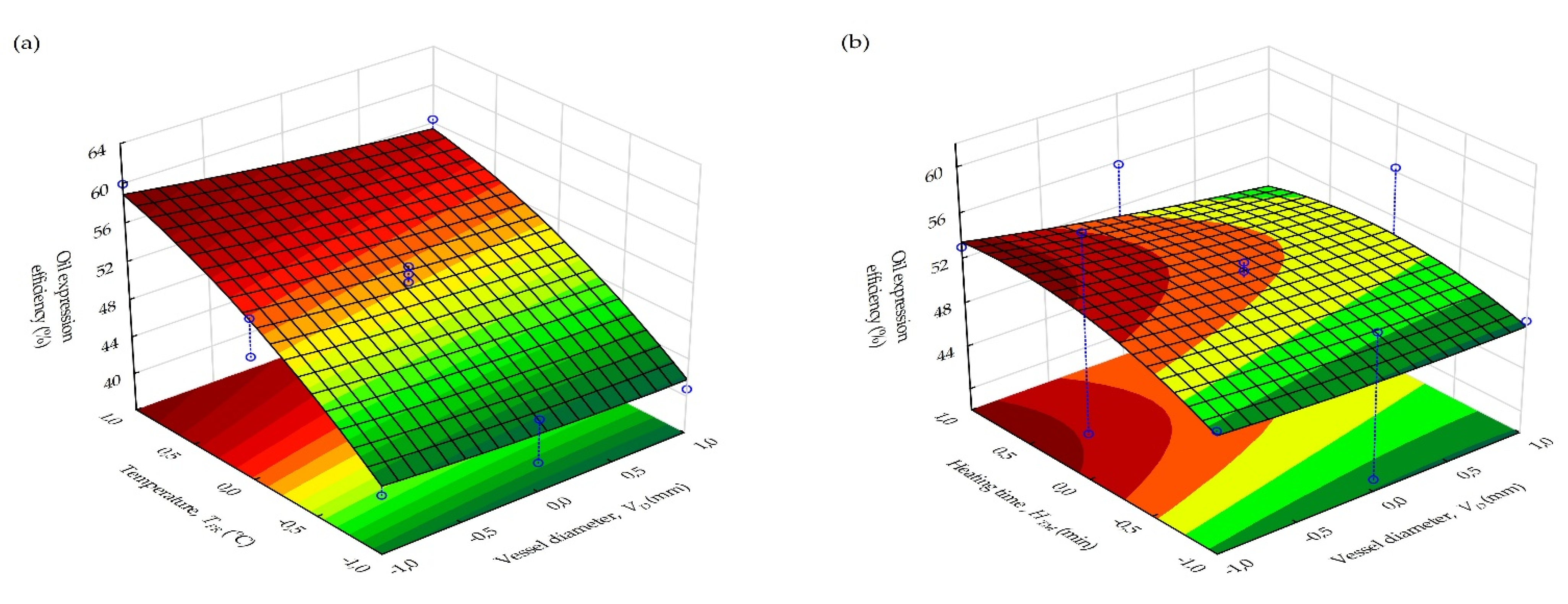
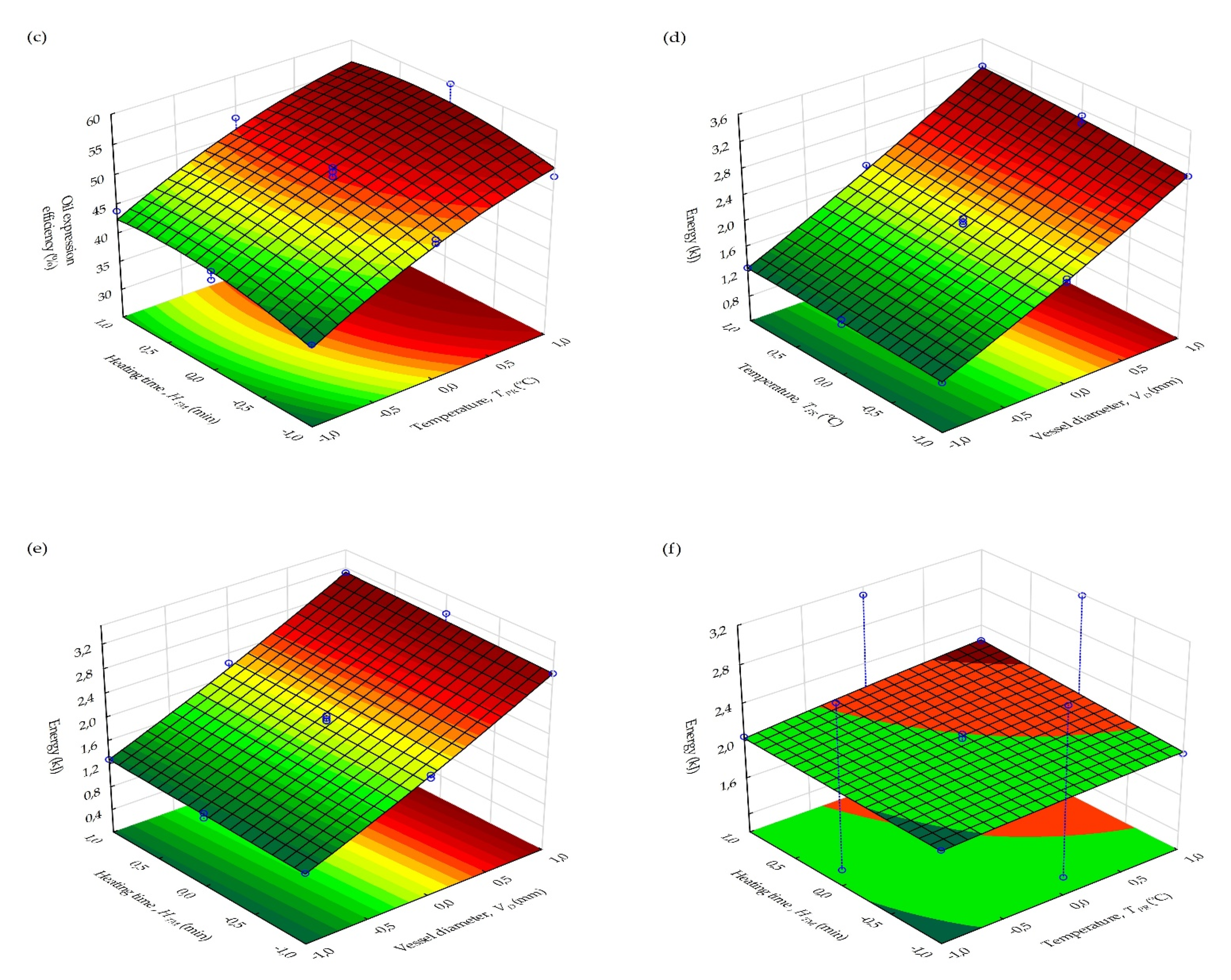
3.4. Response Surface Regression Analysis of Factor Combinations
3.5. Determined Regression Models for Predicting the Responses
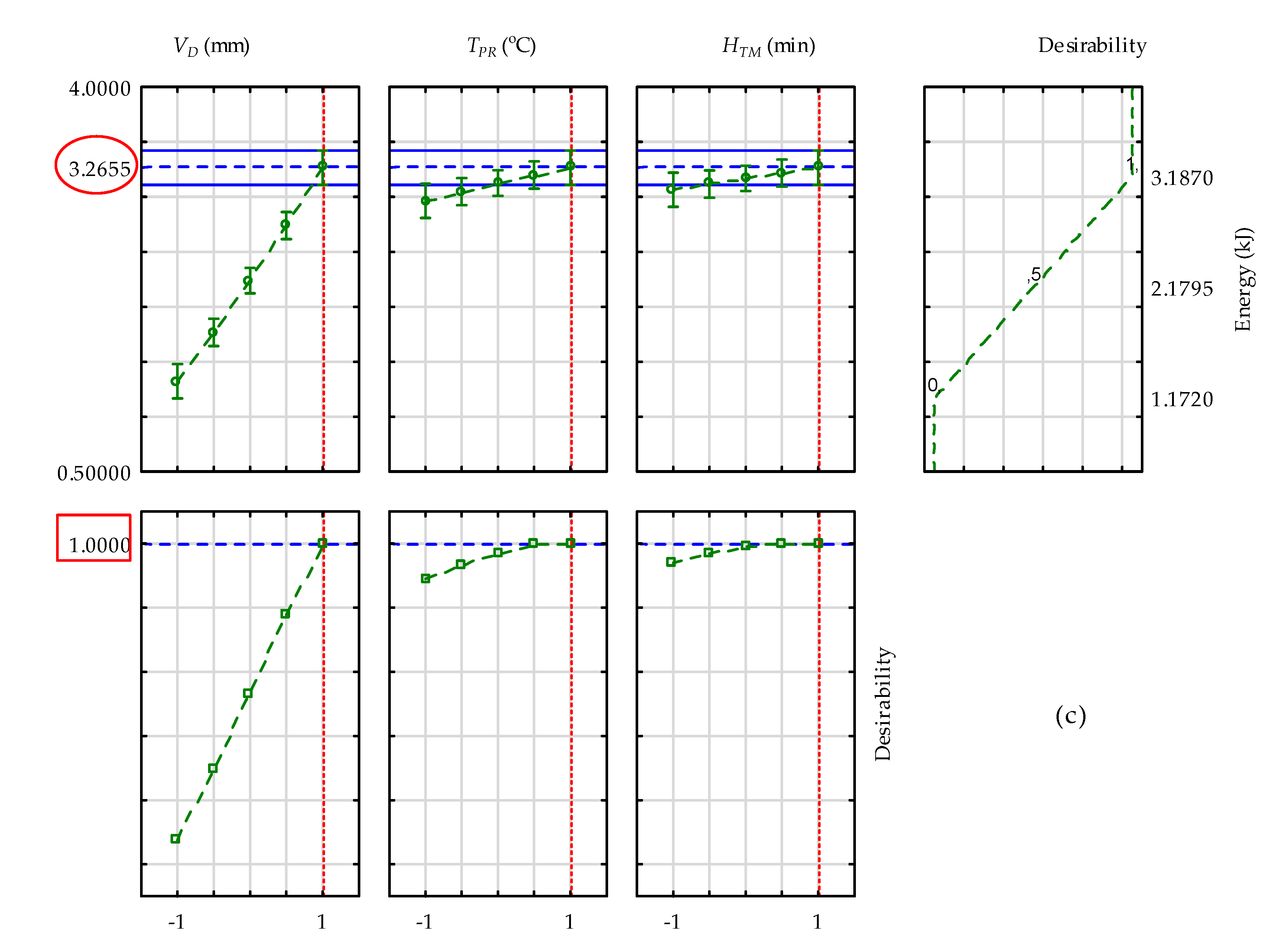
3.6. Determined Optimum, Predicted, and Validated Values of the Responses
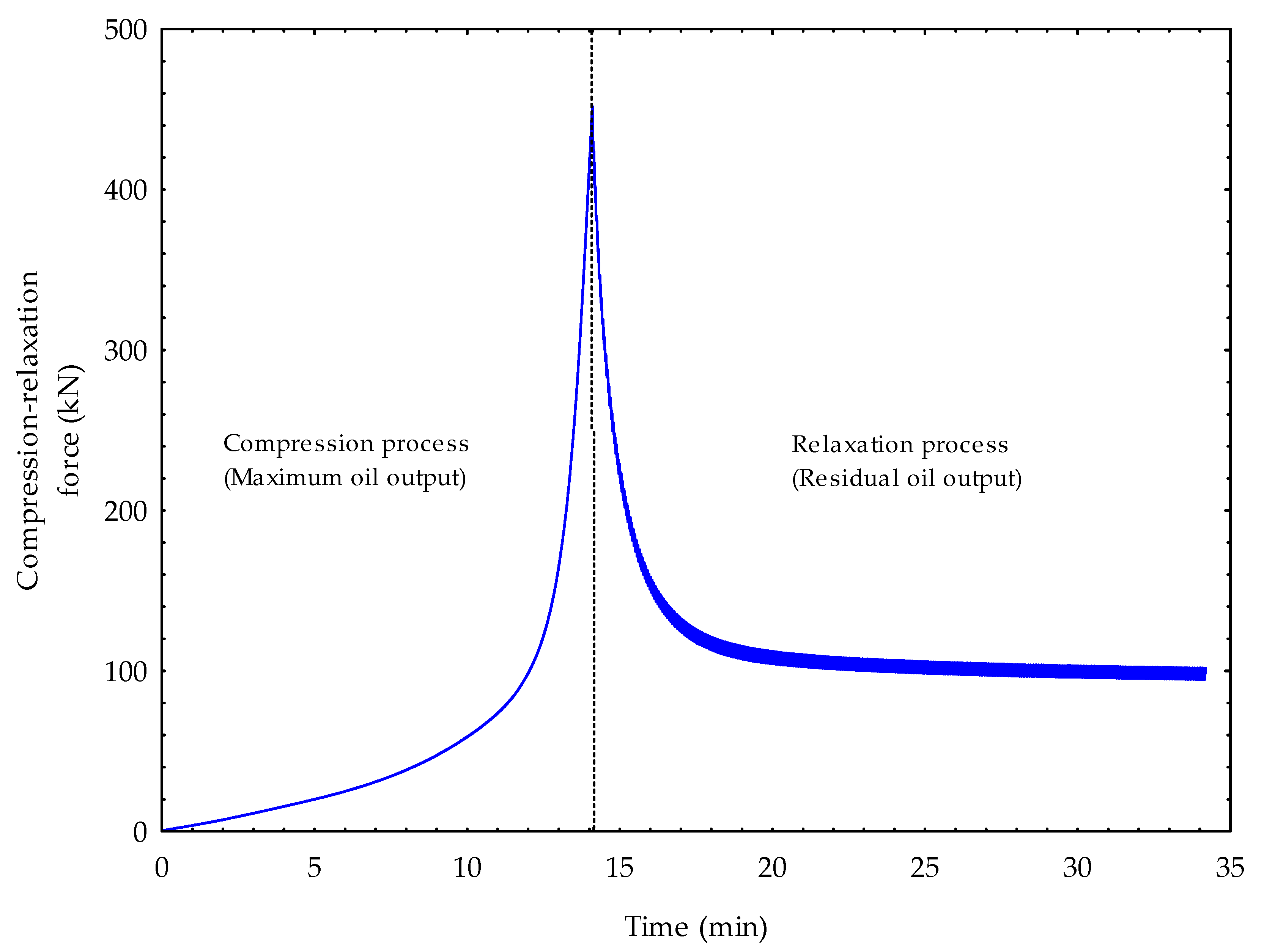
3.7. Compression and Relaxation Processes of Rapeseeds Oil Extraction
3.8. Chemical Properties of Rapeseed Oil at Pretreatment Temperatures
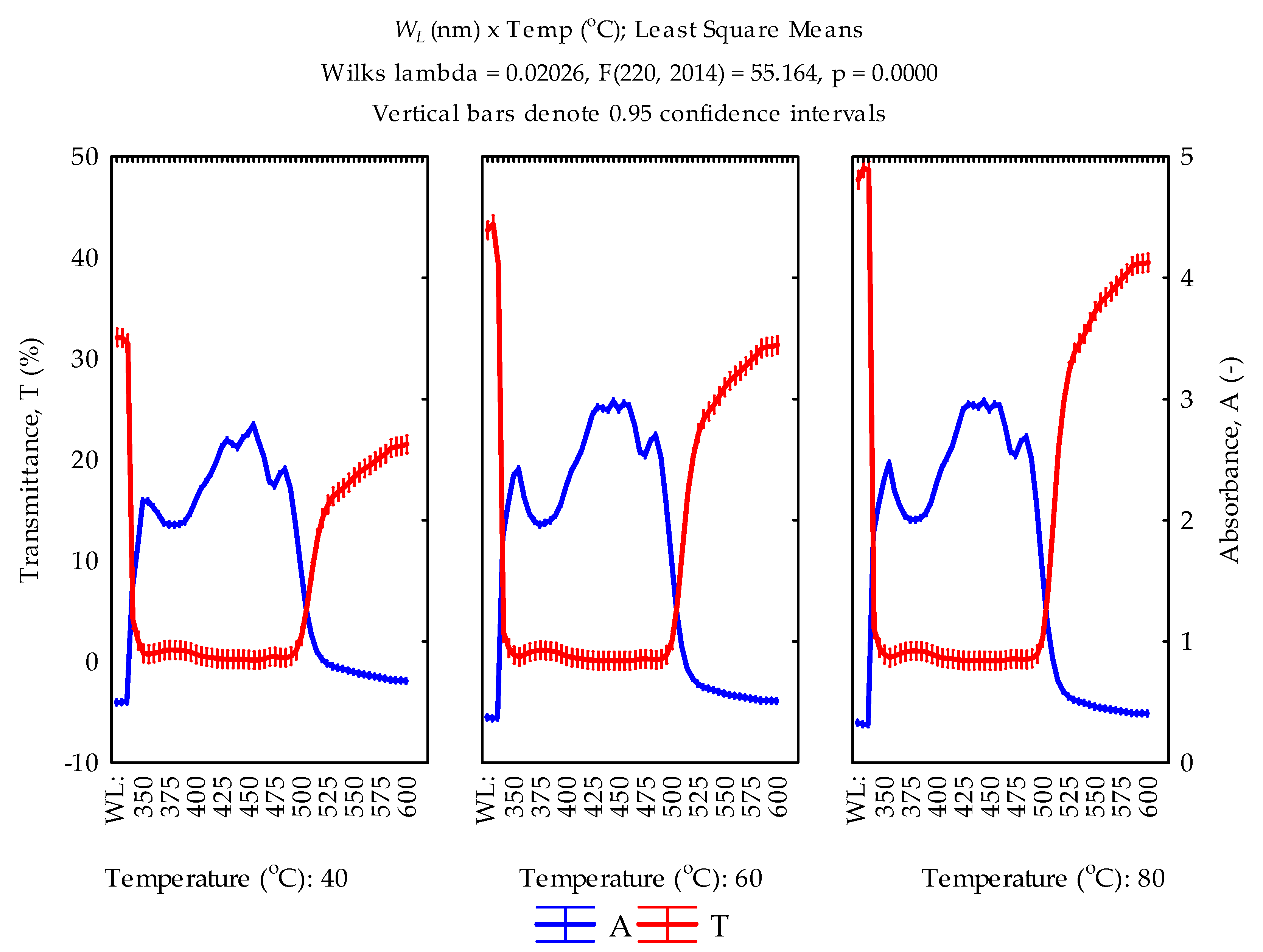
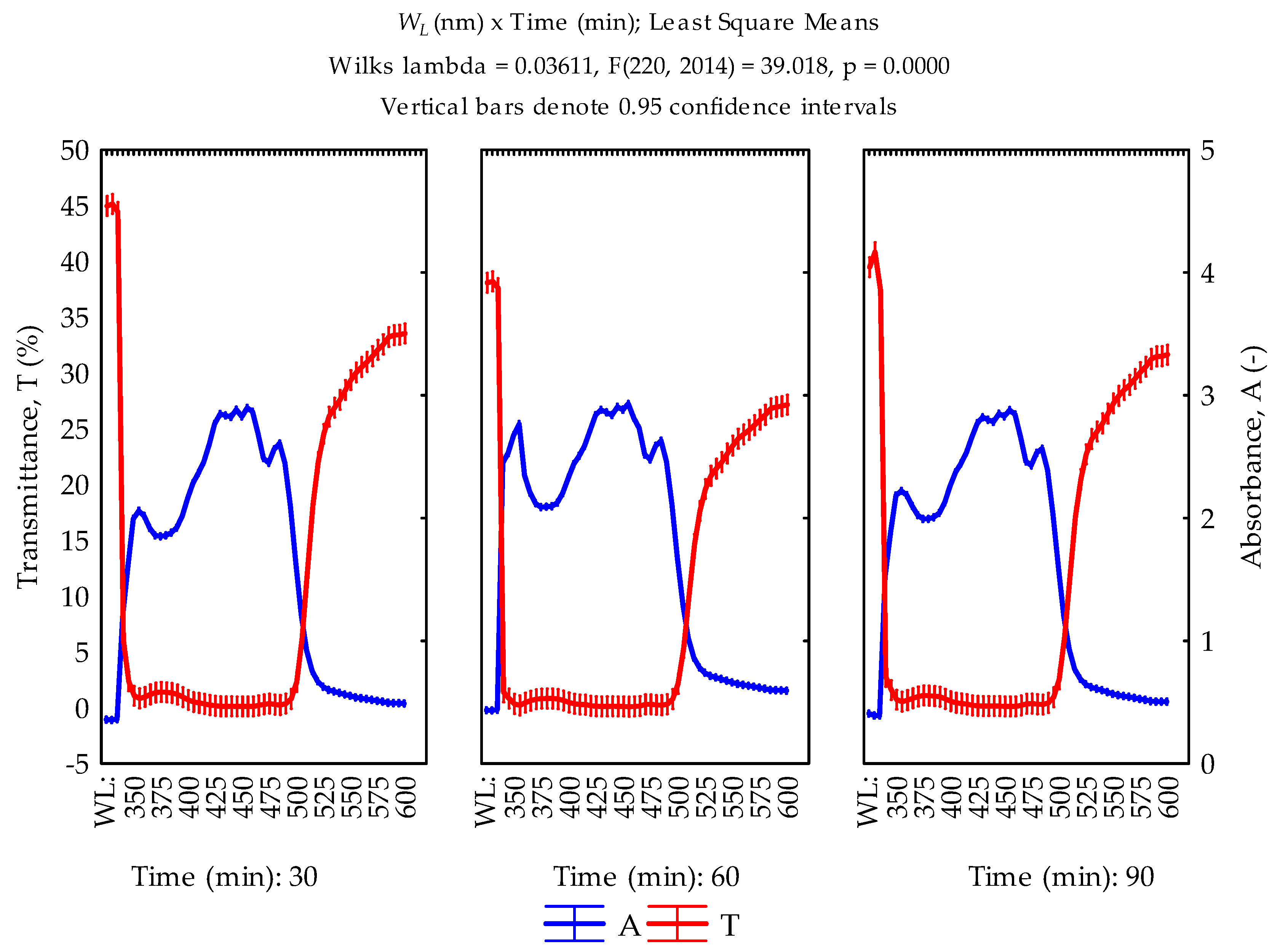
3.9. Effect of Compression Factors on Absorbance and Transmittance of Rapeseed Oil
3.10. Supplementary Materials
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tang, L.; Yasir, H.; Zehra, A.; Shohag, M.J.I.; He, Z.; Yang, X. Endophytic inoculation couple with soil amendment and folia inhibitor ensure phytoremediation and agro-production in cadmium contaminated soil under oilseed-rice rotation system. Sci. Total Environ. 2020, 748, 142481. [Google Scholar] [CrossRef]
- Foley, J.A.; Ramankutty, N.; Brauman, K.A.; Cassidy, E.S.; Gerber, J.S.; Johnston, M.; Mueller, N.D.; Connell, C.; Ray, D.K.; West, P.C.; et al. Solutions for a cultivated planet. Nature 2011, 478, 337–342. [Google Scholar] [CrossRef] [Green Version]
- Pullens, J.W.M.; Sharif, B.; Trnka, M.; Balek, J.; Semenov, M.A.; Olesen, J.E. Risk factors for European winter oilseed rape production under climate change. Agric. For. Meteorol. 2019, 272–273, 30–39. [Google Scholar] [CrossRef]
- van Duren, I.; Voinov, A.; Arodudu, O.; Firrisa, M.T. Where to produce rapeseed biodiesel and why? Mapping European rapeseed energy efficiency. Renew. Energy 2015, 74, 49–59. [Google Scholar] [CrossRef] [Green Version]
- Monfreda, C.; Ramankutty, N.; Foley, J.A. Farming the planet: 2. Geographic distribution of crop areas, yields, physiological types, and net primary production in the year 2000. Glob. Biogeochem. Cycles 2008, 22, 1–19. [Google Scholar] [CrossRef]
- FAOSTAT. Food and Agriculture Organization of the United Nations; Statistics Division: Rome, Italy, 2012. [Google Scholar]
- Tuck, G.; Glendining, M.J.; Smith, P.; House, J.I.; Wattenbach, M. The potential distribution of bioenergy crops in Europe under present and future climate. Biomass Bioenergy 2006, 30, 183–197. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Zhang, Y.; Wang, D.; Xuefang, W.; Yu, L.; Zhang, W.; Li, P. Review of NIR spectroscopy methods for nondestructive quality analysis of oilseeds and edible oils. Trends Food Sci. Technol. 2020, 101, 172–181. [Google Scholar] [CrossRef]
- Yang, R.N.; Zhang, L.X.; Li, P.W.; Yu, L.; Mao, J.; Wang, X.; Zhang, Q. A review of chemical composition and nutritional properties of minor vegetable oils in China. Trends Food Sci. Technol. 2018, 74, 26–32. [Google Scholar] [CrossRef]
- Vithu, P.; Moses, J.A. Machine vision system for food grain quality evaluation: A review. Trends Food Sci. Technol. 2016, 56, 13–20. [Google Scholar] [CrossRef]
- Embaye, W.T.; Bergtold, J.S.; Archer, D.; Flora, C.; Andrango, G.C.; Odening, M.; Buysse, J. Examining farmers’ willingness to grow and allocate land for oilseed crops for biofuel production. Energy Econ. 2018, 71, 311–320. [Google Scholar] [CrossRef]
- Koubaa, M.; Mhemdi, H.; Barba, J.F.; Roohinejad, S.; Greiner, R.; Vorobiev, E. Oilseeds treatment by ultrasounds and microwaves to improve oil yield and quality: An overview. Food Res. Int. 2016, 85, 59–66. [Google Scholar] [CrossRef]
- Daun, J.K.; Eskin, M.N.A.; Hickling, D. Canola Chemistry, Production, Processing and Utilization; AOCS Press: Urbana, IL, USA, 2011; p. 432. [Google Scholar]
- Liu, J.-J.; Gasmalla, M.A.A.; Li, P.; Yang, R. Enzyme-assisted extraction processing from oilseeds: Principle, processing and application. Innov. Food Sci. Emerg. Technol. 2016, 35, 184–193. [Google Scholar] [CrossRef]
- Rombaut, N.; Savoire, R.; Thomasset, B.; Belliard, T.; Castello, J.; Hecke, E.V.; Lanoiselle, J.-L. Grape seed oil extraction: Interest of supercritical fluid extraction and gas-assisted mechanical extraction for enhancing polyphenol co-extraction in oil. C. R. Chim. 2014, 17, 284–292. [Google Scholar] [CrossRef]
- Voges, S.; Eggers, R.; Pietsch, A. Gas assisted oilseed pressing. Sep. Purif. Technol. 2008, 63, 1–14. [Google Scholar] [CrossRef]
- Willems, P. Gas-Assisted Mechanical Expression of Oilseeds. Ph.D. Thesis, University of Twente, Twente, The Netherlands, 2007; p. 104. [Google Scholar]
- Cao, X.; Ito, Y. Supercritical fluid extraction of grape seed oil and subsequent separation of free fatty acids by high-speed counter-current chromatography. J. Chromatogr. A 2003, 1021, 117–124. [Google Scholar] [CrossRef]
- Bargale, P.C. Mechanical Oil Expression from Selected Oilseeds under Uniaxial Compression; University of Saskatchewan: Sasktoon, SK, Canada, 1997. [Google Scholar]
- Popescu, M.; Avram, M.D.; Oancea, F.; Lupu, C.; Cornea, C.P. Bioassisted azeotropic Soxhlet extraction of mustard oilseeds. J. Biotechnol. 2017, 256, S101. [Google Scholar] [CrossRef]
- Gunstone, F. Rapeseed and Canola Oil Production Processing, Properties and Uses; John Wiley and Sons: New York, NY, USA, 2009. [Google Scholar]
- García-Ayuso, L.E.; Velasco, J.; Dobarganes, M.C.; Castro, L.M.D. Determination of the oil content of seeds by focused microwave-assisted Soxhlet extraction. Chromatographia 2000, 52, 103–108. [Google Scholar] [CrossRef]
- Mhemdi, H.; Koubaa, M.; Majid, A.E.; Vorobiev, E. Solute and gas assisted mechanical expression for green oil recovery from rapeseed hulls. Ind. Crop. Prod. 2016, 92, 300–307. [Google Scholar] [CrossRef]
- Rodrigues, J.; Miranda, I.; Gominho, J.; Vasconcelos, M.; Barradas, G.; Pereira, H.; Bianchi-de-Aguiar, F.; Ferreira-Dias, S. Modeling and optimization of laboratory-scale conditioning of Jatropha curcas L. Seeds for oil expression. Ind. Crop. Prod. 2016, 83, 614–619. [Google Scholar] [CrossRef]
- Kabutey, A.; Mizera, C.; Dajbych, O.; Hrabe, P.; Herak, D.; Demirel, C. Modelling and optimization of processing factors of pumpkin seeds oil extraction under uniaxial loading. Processes 2021, 9, 540. [Google Scholar] [CrossRef]
- Herak, D.; Kabutey, A.; Choteborsky, R.; Petru, M.; Sigalingging, R. Mathematical models describing the relaxation behaviour of Jatropha curcas L. bulk seeds under axial compression. Biosyst. Eng. 2015, 131, 77–83. [Google Scholar] [CrossRef]
- Gupta, R.K.; Das, S.K. Fracture resistance of sunflower seed and kernel to compressive loading. J. Food Eng. 2000, 46, 1–8. [Google Scholar] [CrossRef]
- Darwish, H.W.; Bakheit, A.H.; Al-Anazi, Z.S.; Al-Shakliah, N.S.; Al-Hossanini, A.M.; Naguib, I.A.; Darwish, I.A. Response surface methodology for optimization of micellar-enhanced spectrofluorimetric method for assay of foretinib in bulk powder and human urine. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2021, 257, 119811. [Google Scholar] [CrossRef]
- Nanvakenari, S.; Movagharnejad, K.; Latifi, A. Evaluating the fluidized-bed drying of rice using response surface methodology and artificial neural network. LWT Food Sci. Technol. 2021, 147, 111589. [Google Scholar] [CrossRef]
- Rebollo-Hernanz, M.; Canas, S.; Taladrid, D.; Segovia, A.; Begona, B.; Aguilera, Y.; Martin-Cabrejas, M.A. Extraction of phenolic compounds from cocoa shell: Modeling using response surface methodology and artificial neural networks. Sep. Purif. Technol. 2021, 270, 118779. [Google Scholar] [CrossRef]
- Subbian, V.; Kumar, S.S.; Chaithanya, K.; Arul, S.J.; Kaliyaperumal, G.; Adam, K.M. Optimization of solar tunnel dryer for mango slice using response surface methodology. Mater. Today 2021, 46, 7844–7847. [Google Scholar]
- Ye, W.; Wang, X.; Liu, Y.; Chen, J. Analysis and prediction of the performance of free-piston Stirling engine using response surface methodology and artificial neural network. Appl. Therm. Eng. 2021, 188, 116557. [Google Scholar] [CrossRef]
- Jana, D.K.; Roy, K.; Dey, S. Comparative assessment on lead removal using micellar-enhanced ultrafiltration (MEUF) based on a type-2 fuzzy logic and response surface methodology. Sep. Purif. Technol. 2018, 207, 28–41. [Google Scholar] [CrossRef]
- Mourabet, M.; EI Rhilassi, A.; EI Boujaady, H.; Bennani-Ziatni, M.; Taitai, A. Use of response surface methodology for optimization of fluoride adsorption in an aqueous solution by Brushite. Arab. J. Chem. 2017, 10, S3292–S3302. [Google Scholar] [CrossRef] [Green Version]
- Bogaert, L.; Mathieu, H.; Mhemdi, H.; Vorobiev, E. Characterization of oilseeds mechanical expression in an instrumented pilot screw press. Ind. Crop. Prod. 2018, 121, 106–113. [Google Scholar]
- ISI. Indian Standard Methods for Analysis of Oilseeds; IS:3579; Indian Standard Institute (ISI): New Delhi, India, 1966.
- Huang, S.; Hu, Y.; Li, F.; Jin, W.; Godara, V.; Wu, B. Optimization of mechanical oil extraction process from Camellia oleifera seeds regarding oil yield and energy consumption. J. Food Process Eng. 2019, 42, e13157. [Google Scholar] [CrossRef]
- Niu, L.; Li, J.; Chen, M.S.; Xu, Z.F. Determination of oil contents in Sacha inchi (Plukenetia volubilis) seeds at different developmental stages by two methods: Soxhlet extraction and time-domain nuclear magnetic resonance. Ind. Crop. Prod. 2014, 56, 187–190. [Google Scholar] [CrossRef]
- Danlami, J.M.; Arsad, A.; Zaini, M.A.A. Characterization and process optimization of castor oil (Ricinus communis L.) extracted by the soxhlet method using polar and non-polar solvents. J. Taiwan Inst. Chem. Eng. 2015, 47, 99–104. [Google Scholar] [CrossRef]
- Blahovec, J. Agromatereials Study Guide; Czech University of Life Sciences Prague: Prague, Czech Republic, 2008. [Google Scholar]
- Goo, Y.T.; Yang, H.M.; Kim, C.H.; Kim, M.S.; Kim, H.K.; Chang, I.H.; Choi, Y.W. Optimization of a floating poloxamer 407-based hydrogel using the Box-Behnken design: In vitro characterization and in vivo buoyancy evaluation for intravesical instillation. Eur. J. Pharm. Sci. 2021, 163, 105885. [Google Scholar] [CrossRef]
- Khatib, I.; Chow, M.Y.T.; Ruan, J.; Cipolla, D.; Chan, H.-K. Modeling of a spray drying method to produce ciprofloxacin nanocrystals inside the liposomes utilizing a response surface methodology: Box-Behnken experimental design. Int. J. Pharm. 2021, 597, 120277. [Google Scholar] [CrossRef]
- Song, H.; Chung, H.; Nam, K. Response surface modeling with Box-Behnken design for strontium removal from soil by calcium-based solution. Environ. Pollut. 2021, 274, 116577. [Google Scholar] [CrossRef]
- Ocholi, O.; Menkiti, M.; Auta, M.; Ezemagu, I. Optimization of the operating parameters for the extractive synthesis of biolubricant from sesame seed oil via response surface methodology. Egypt. J. Pet. 2018, 27, 265–275. [Google Scholar] [CrossRef]
- Witek-Krowiak, A.; Chojnacka, K.; Podstawczyk, D.; Dawiec, A.; Pokomeda, K. Application of response surface methodology and artificial neural network methods in modeling and optimization of biosorption process. Bioresour. Technol. 2014, 60, 150–160. [Google Scholar] [CrossRef]
- Hernandez-Santos, B.; Rodriguez-Miranda, J.; Herman-Lara, E.; Torruco-Uco, J.G.; Carmona-Garcia, R.; Juarez-Barrientos, J.M.; Chavez-Zamudio, R.; Martinez-Sanchez, C.E. Effect of oil extraction assisted by ultrasound on the physicochemical properties and fatty acid profile of pumpkin seed oil (Cucurbita pepo). Ultrason. Sonochem. 2016, 31, 429–436. [Google Scholar] [CrossRef]
- Deli, S.; Farah Masturah, M.; Tajul Aris, Y.; Wan Nadiah, W.A. The effects of physical parameters of the screw press oil expeller on oil yield from Nigella sativa L. seeds. Int. Food Res. J. 2011, 18, 1367–1373. [Google Scholar]
- Divisova, M.; Herak, D.; Kabutey, A.; Sigalingging, R.; Svatonova, T. Deformation curve characteristics of rapeseeds and sunflower seeds under compression loading. Sci. Agric. Bohem. 2014, 45, 180–186. [Google Scholar]
- Chakespari, A.G.; Rajabipour, A.; Mobli, H. Strength behaviour study of apples (cv. Shafi Abadi & Golab Kohanz) under compression loading. Mod. Appl. Sci 2010, 4, 173–182. [Google Scholar]
- Lysiak, G. Fracture toughness of pea: Weibull analysis. J. Food Eng. 2007, 83, 436–443. [Google Scholar] [CrossRef]
- Kumar, K.A.; Viswanathan, K. Study of UV transmission through a few edible oils and chicken oil. J. Spectrosc. 2013, 2013, 540417. [Google Scholar]
- Zhang, N.; Li, Y.; Wen, S.; Sun, Y.; Chen, J.; Gao, Y.; Sagymbek, A.; Yu, X. Analytical methods for determining the peroxide value of edible oils: A mini-review. Food Chem. 2021, 358, 129834. [Google Scholar] [CrossRef] [PubMed]
- Gurkan, A.K.G.; Kabutey, A.; Selvi, K.C.; Hrabe, P.; Herak, D.; Frankova, A. Investigation of heating and freezing pretreatments of mechanical, chemical and spectral properties of bulk sunflower seeds and oil. Processes 2020, 8, 411. [Google Scholar]
- Statsoft Inc. STATISTICA for Windows; Statsoft Inc.: Tulsa, OK, USA, 2013. [Google Scholar]
- Kaewwinud, N.; Khokhajaikiat, P.; Boonma, A. Effect of biomass characteristics on durability of Cassava residues pellets. Res. Agric. Eng. 2018, 64, 15–19. [Google Scholar]
- Karaj, S.; Muller, J. Optimizing mechanical oil extraction of Jatropha curcas L. seeds with respect to press capacity, oil recovery and energy efficiency. Ind. Crop. Prod. 2011, 34, 1010–1016. [Google Scholar]
- Willems, P.; Kuipers, N.J.M.; De Haan, A.B. A consolidation based extruder model to explore GAME process configurations. J. Food Eng. 2009, 90, 238–245. [Google Scholar] [CrossRef]
- Willems, P.; Kuipers, N.J.M.; De Haan, A.B. Hydraulic pressing of oilseeds; experimental determination and modelling of yield and pressing rates. J. Food Eng. 2008, 89, 8–16. [Google Scholar] [CrossRef]
- Savoire, R.; Lanoiselle, J.-L.; Vorobiev, E. Mechanical continuous oil expression from oilseeds: A Review. Food Bioprocess Technol. 2013, 6, 1–16. [Google Scholar] [CrossRef]
- Baryeh, E.A. Effects of palm oil processing parameters on yield. J. Food. Eng. 2001, 48, 1–6. [Google Scholar] [CrossRef]
- Chanioti, S.; Constantina, T. Optimization of ultrasound-assisted extraction of oil from olive pomace using response surface technology: Oil recovery, unsaponifiable matter, total phenol content and antioxidant activity. LWT Food Sci. Technol. 2017, 79, 178–189. [Google Scholar] [CrossRef]
- Walkelyn, P.J.; Wan, P.J. Solvent extraction to obtain edible oil products. In Handbook of Functional Lipids; Akoh, C.C., Ed.; CRC Press: Boca Raton, FL, USA, 2006; pp. 89–131. [Google Scholar]
- Pradhan, R.C.; Mishra, S.; Naik, S.N.; Bhatnagar, N.; Vijay, V.K. Oil expression from Jatropha seeds using a screw press expeller. Biosyst. Eng. 2011, 109, 158–166. [Google Scholar] [CrossRef]
- Bai, S.H.; Darby, I.; Nevenimo, T.; Hannet, G.; Hannet, D.; Poienou, M.; Grant, E.; Brooks, P.; Walton, D.; Randall, B.; et al. Effects of roasting on kernel peroxide value, free fatty acid, fatty acid composition and crude protein content. PLoS ONE 2017, 12, e0184279. [Google Scholar]
- Walton, D.A.; Randall, B.W.; Poienou, M.; Nevenimo, T.; Moxon, J.; Wallace, H.M. Shelf life of tropical Canarium nut stored under ambient conditions. Horticulturae 2017, 3, 24. [Google Scholar] [CrossRef] [Green Version]
- Ozdemir, M.; Ackurt, F.; Yildiz, M.; Biringen, G.; Gurcan, T.; Loker, M. Effect of roasting on some nutrients of hazelnuts (Corylus Avellena L.). Food Chem. 2001, 73, 185–190. [Google Scholar] [CrossRef]
- Nduka, J.K.C.; Omozuwa, P.O.; Imanah, O.E. Effect of heating time on the physicochemical properties of selected vegetable oils. Arab. J. Chem. 2021, 14, 103063. [Google Scholar] [CrossRef]
- Perkin, E.G. Effect of lipid oxidation on oil and food quality in deep frying. In Lipid Oxidation in Food; Chapter 18; Angels, A.J.S., Ed.; ACS Publications: Washington, DC, USA, 1992; pp. 310–321. [Google Scholar]
- Pietro, M.E.D.; Mannu, A.; Mele, A. NMR determination of free fatty acids in vegetable oils. Processes 2020, 8, 410. [Google Scholar] [CrossRef] [Green Version]
- Lanser, A.C.; List, G.R.; Holloway, R.K.; Mounts, T.L. FTIR estimation of free fatty acid content in crude oils extracted from damaged soybeans. J. Am. Oil Chem. Soc. 1991, 68, 448–449. [Google Scholar] [CrossRef]
- Li, G.; You, J.; Suo, Y.; Song, C.; Sun, Z.; Xia, L.; Zhao, X.; Shi, J. A developed pre-column derivatization method for the determination of free fatty acids in edible oils by reversed-phase HPLC with fluorescence detection and its application to Lycium barbarum seed oil. Food Chem. 2011, 125, 1365–1372. [Google Scholar] [CrossRef]
- Mahesar, S.A.; Sherazi, S.T.H.; Khaskheli, A.R.; Kandhro, A.A.; Uddin, S. Analytical approaches for the assessment of free fatty acids in oils and fats. Anal. Methods 2014, 6, 4956–4963. [Google Scholar] [CrossRef]
- Frega, N.; Mozzon, M.; Lercker, G. Effects of free fatty acids on oxidative stability of vegetable oil. JAOCS 1999, 76, 325–329. [Google Scholar] [CrossRef]
- Pattnaik, M.; Mishra, H.N. Oxidative stability of ternary blends of vegetable oils: A chemometric approach. LWT Food Sci. Technol. 2021, 142, 111018. [Google Scholar] [CrossRef]
- Li, J.; Liu, J.; Sun, X.; Liu, Y. The mathematical prediction model for the oxidative stability of vegetable oils by the main fatty acids composition and thermogravimetric analysis. LWT Food Sci. Technol. 2018, 96, 51–57. [Google Scholar] [CrossRef]
- Chen, W.; Yu, H.-Q. Advances in the characterization and monitoring of natural organic matter using spectroscopic approaches. Water Res. 2021, 190, 116759. [Google Scholar] [CrossRef] [PubMed]
- Mota, M.F.S.; Waktola, H.D.; Nolvachai, Y.; Marriott, P.J. Gas chromatography-mass spectrometry for characterization, assessment of quality and authentication of seed and vegetable oils. TrAC Trends Anal. Chem. 2021, 138, 116238. [Google Scholar] [CrossRef]
- Farber, C.; Mahnke, M.; Sanchez, L.; Kurouski, D. Advanced spectroscopic techniques for plant disease diagnostics. A review. TrAC Trends Anal. Chem. 2019, 118, 43–49. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| * Vessel Diameter (mm) | ** Maximum Force | Mass of Oil (g) | Oil Yield (%) | Oil Extraction Efficiency (%) | Deformation Energy (kJ) | Deformation (mm) | Hardness (kN/mm) |
|---|---|---|---|---|---|---|---|
| 60 a | 180 | 30.68 ± 0.57 | 16.12 ± 0.30 | 38.98 ± 0.72 | 1.20 ± 0.04 | 52.89 ± 0.76 | 3.40 ± 0.05 |
| 80 b | 300 | 49.89 ± 2.05 | 14.73 ± 0.61 | 35.61 ± 1.46 | 2.04 ± 0.06 | 51.40 ± 1.11 | 5.84 ± 0.13 |
| 100 c | 450 | 72.23 ± 1.88 | 13.77 ± 0.36 | 33.30 ± 0.87 | 2.80 ± 0.01 | 51.12 ± 2.22 | 8.81 ± 0.38 |
| Calculated Responses | R2 | F-Value | p-Value |
|---|---|---|---|
| Mass of Oil, (g) | 0.994 | 482.142 | <0.05 |
| Oil Yield, (%) | 0.877 | 21.494 | <0.05 |
| Oil Extraction Efficiency, (%) | 0.877 | 21.494 | <0.05 |
| Deformation Energy, (kJ) | 0.997 | 1122.847 | <0.05 |
| Deformation, (mm) | 0.288 | 1.211 | >0.05 |
| Hardness, (kN/mm) | 0.996 | 411.401 | <0.05 |
| Run (R) | (mm) | (° C) | (min) | (%) | (%) | (kJ) |
|---|---|---|---|---|---|---|
| 1 | 60 (–1) | 40 (–1) | 60 (0) | 17.464 | 42.235 | 1.172 |
| 2 | 100 (+1) | 40 (–1) | 60 (0) | 16.849 | 40.746 | 2.926 |
| 3 | 60 (–1) | 80 (+1) | 60 (0) | 24.783 | 59.934 | 1.255 |
| 4 | 100 (+1) | 80 (+1) | 60 (0) | 23.297 | 56.339 | 3.187 |
| 5 | 60 (–1) | 60 (0) | 30 (–1) | 20.270 | 49.020 | 1.196 |
| 6 | 100 (+1) | 60 (0) | 30 (–1) | 19.968 | 48.289 | 2.989 |
| 7 | 60 (–1) | 60 (0) | 90 (+1) | 23.549 | 56.948 | 1.274 |
| 8 | 100 (+1) | 60 (0) | 90 (+1) | 20.214 | 48.884 | 3.115 |
| 9 | 80 (0) | 40 (–1) | 30 (–1) | 16.172 | 39.109 | 1.988 |
| 10 | 80 (0) | 80 (+1) | 30 (–1) | 21.650 | 52.357 | 2.045 |
| 11 | 80 (0) | 40 (–1) | 90 (+1) | 18.084 | 43.734 | 2.044 |
| 12 | 80 (0) | 80 (+1) | 90 (+1) | 23.049 | 55.740 | 2.231 |
| 13 | 80 (0) | 60 (0) | 60 (0) | 20.838 | 50.394 | 2.074 |
| 14 | 80 (0) | 60 (0) | 60 (0) | 20.971 | 50.715 | 2.068 |
| 15 | 80 (0) | 60 (0) | 60 (0) | 21.420 | 51.800 | 2.038 |
| 16 | 80 (0) | 60 (0) | 60 (0) | 21.741 | 52.578 | 2.163 |
| 17 | 80 (0) | 60 (0) | 60 (0) | 21.068 | 50.950 | 2.112 |
| Effect | (%), Model a Coefficients | Standard Error | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Intercept | 21.208 | 0.250 | 84.264 | 9 | 9.363 | 30.059 | 0.000 |
| −0.512 | 0.197 | 2.095 | 1 | 2.095 | 15.473 | 0.017 | |
| 2 | 0.120 | 0.272 | 0.061 | 1 | 0.061 | 0.451 | 0.539 |
| 3.026 | 0.197 | 73.260 | 1 | 73.260 | 540.971 | 0.000 | |
| 2 | −0.730 | 0.272 | 2.243 | 1 | 2.243 | 16.561 | 0.015 |
| 0.649 | 0.197 | 3.369 | 1 | 3.369 | 24.878 | 0.008 | |
| 2 | −0.739 | 0.272 | 2.301 | 1 | 2.301 | 16.988 | 0.015 |
| * | −0.218 | 0.279 | 0.190 | 1 | 0.190 | 1.401 | 0.302 |
| * | −0.347 | 0.279 | 0.482 | 1 | 0.482 | 3.557 | 0.132 |
| * | −0.128 | 0.279 | 0.066 | 1 | 0.066 | 0.487 | 0.524 |
| Residual | 2.180 | 7 | 0.311 | ||||
| Lack of fit | 1.639 | 3 | 0.546 | 4.033 | 0.106 | ||
| Total | 86.445 | 16 | |||||
| Effect | (%), Model b Coefficients | Standard Error | Sum of Squares | df | Mean Square | F-Value | p-Value |
| Intercept | 51.287 | 0.604 | 492.802 | 9 | 54.756 | 30.059 | 0.000 |
| −1.238 | 0.477 | 12.254 | 1 | 12.254 | 15.473 | 0.017 | |
| 2 | 0.291 | 0.658 | 0.357 | 1 | 0.357 | 0.451 | 0.539 |
| 7.318 | 0.477 | 428.447 | 1 | 428.447 | 540.971 | 0.000 | |
| 2 | −1.765 | 0.658 | 13.116 | 1 | 13.116 | 16.561 | 0.015 |
| 1.569 | 0.477 | 19.704 | 1 | 19.704 | 24.878 | 0.008 | |
| 2 | −1.788 | 0.658 | 13.454 | 1 | 13.454 | 16.988 | 0.015 |
| * | −0.527 | 0.675 | 1.110 | 1 | 1.110 | 1.401 | 0.302 |
| * | −0.839 | 0.675 | 2.817 | 1 | 2.817 | 3.557 | 0.132 |
| * | −0.310 | 0.675 | 0.386 | 1 | 0.386 | 0.487 | 0.524 |
| Residual | 12.751 | 7 | 1.822 | ||||
| Lack of fit | 9.583 | 3 | 3.194 | 4.033 | 0.106 | ||
| Total | 505.553 | 16 | |||||
| Effect | (%), Model b Coefficients | Standard Error | Sum of Squares | df | Mean Square | F-Value | p-Value |
| Intercept | 2.091 | 0.018 | 6.792 | 9 | 0.755 | 479.332 | 0.000 |
| 0.915 | 0.014 | 6.698 | 1 | 6.698 | 2895.720 | 0.000 | |
| 2 | 0.055 | 0.019 | 0.013 | 1 | 0.013 | 5.557 | 0.078 |
| 0.074 | 0.014 | 0.043 | 1 | 0.043 | 18.685 | 0.012 | |
| 2 | −0.011 | 0.019 | 0.001 | 1 | 0.001 | 0.230 | 0.656 |
| 0.056 | 0.014 | 0.025 | 1 | 0.025 | 10.750 | 0.031 | |
| 2 | −0.003 | 0.019 | 0.000 | 1 | 0.000 | 0.014 | 0.912 |
| * | 0.045 | 0.020 | 0.008 | 1 | 0.008 | 3.425 | 0.138 |
| * | 0.012 | 0.020 | 0.001 | 1 | 0.001 | 0.249 | 0.644 |
| * | 0.033 | 0.020 | 0.004 | 1 | 0.004 | 1.827 | 0.248 |
| Residual | 0.011 | 7 | 0.002 | ||||
| Lack of fit | 0.002 | 3 | 0.001 | 0.255 | 0.855 | ||
| Total | 6.803 | 16 |
| Responses | * Optimum Values | Predicted Values | Validated Values | Coefficient of Variation (%) | Percentage Error (%) |
|---|---|---|---|---|---|
| (%) | 24.60 | 24.16 | 24.18 ± 0.23 | 0.93 | 0.08 |
| (%) | 59.49 | 58.42 | 58.47 ± 0.55 | 0.94 | 0.09 |
| (kJ) | 3.27 | 3.19 | 3.22 ± 0.07 | 2.30 | 0.81 |
| Compression Factor Combinations | (kN) | (%) | (%) |
|---|---|---|---|
| (+1) | 180 | 24.79 ± 0.83 ** | 59.95 ± 2.01 ** |
| 24.26 ± 0.74 *** | 58.67 ± 1.79 *** | ||
| Difference | 0.53 | 1.28 | |
| (+0.5) | 180 | 24.60 ± 0.61 ** | 59.48 ± 1.46 ** |
| 24.18 ± 0.23 *** | 58.47 ± 0.55 *** | ||
| Difference | 0.42 | 1.01 | |
| (0) | 450 | 24.79 ± 0.22 ** | 59.94 ± 0.54 ** |
| 23.27 ± 0.03 *** | 56.28 ± 0.08 *** | ||
| Difference | 1.51 | 3.66 | |
| (+1) | 450 | 25.02 ± 0.30 ** | 60.49 ± 0.72 ** |
| 22.97 ± 0.52 *** | 55.55 ± 1.26 *** | ||
| Difference | 2.04 | 4.94 | |
| (+1) | 300 | 25.28 ± 0.86 ** | 61.13 ± 2.07 ** |
| 22.90 ± 0.21 *** | 55.38 ± 0.51 *** | ||
| Difference | 2.38 | 5.75 |
| Run | Vessel Diameter (mm) | Temperature (°C) | Heating Time (min) | N | Peroxide Value (meq O2/kg Oil) | Acid Value (mg KOH/g Oil) | Free Fatty Acid (mg KOH/g Oil) |
|---|---|---|---|---|---|---|---|
| 9 | 80 | 40 | 30 | 2 | 5.00 ± 0.00 | 1.46 ± 0.00 | 0.73 ± 0.00 |
| 1 | 60 | 60 | 2 | 4.37 ± 0.75 | 1.85 ± 0.08 | 0.93 ± 0.04 | |
| 11 | 80 | 90 | 2 | 5.92 ± 0.02 | 0.98 ± 0.02 | 0.49 ± 0.01 | |
| Total | 6 | 5.10 ± 0.77 | 1.43 ± 0.39 | 0.72 ± 0.20 | |||
| 6 | 100 | 60 | 30 | 2 | 4.39 ± 0.87 | 1.47 ± 0.21 | 0.74 ± 0.10 |
| 13 | 80 | 60 | 2 | 6.37 ± 0.69 | 1.68 ± 0.16 | 0.85 ± 0.08 | |
| 8 | 100 | 90 | 2 | 7.80 ± 0.04 | 1.09 ± 0.01 | 0.55 ± 0.01 | |
| Total | 6 | 6.19 ± 1.61 | 1.42 ± 0.29 | 0.71 ± 0.15 | |||
| 10 | 80 | 80 | 30 | 2 | 4.45 ± 0.64 | 1.40 ± 0.08 | 0.71 ± 0.04 |
| 3 | 60 | 60 | 2 | 5.50 ± 0.71 | 1.21 ± 0.04 | 0.61 ± 0.02 | |
| 12 | 80 | 90 | 2 | 7.18 ± 0.40 | 1.85 ± 0.02 | 0.93 ± 0.01 | |
| Total | 6 | 5.71 ± 1.32 | 1.49 ± 0.30 | 0.75 ± 0.15 |
| Dependent Variables | Temperature (°C) | Shapiro–Wilk’s Test p-Value | R2 | Heating Time (min) | Shapiro–Wilk’s Test p-Value | R2 |
|---|---|---|---|---|---|---|
| Peroxide value (meq O2/kg) | 40 | 0.294 | 0.885 | 30 | 0.010 | 0.720 |
| 60 | 0.567 | 0.928 | 60 | 0.918 | 0.974 | |
| 80 | 0.783 | 0.955 | 90 | 0.146 | 0.846 | |
| Acid value (mg KOH/g oil) | 40 | 0.348 | 0.895 | 30 | 0.289 | 0.884 |
| 60 | 0.475 | 0.916 | 60 | 0.218 | 0.868 | |
| 80 | 0.213 | 0.867 | 90 | 0.016 | 0.740 | |
| Free fatty acid (mg KOH/g oil) | 40 | 0.352 | 0.896 | 30 | 0.284 | 0.883 |
| 60 | 0.476 | 0.916 | 60 | 0.220 | 0.868 | |
| 80 | 0.211 | 0.866 | 90 | 0.016 | 0.740 |
| Source | Dependent Variables | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Corrected Model | PV | 25.319 a | 8 | 3.165 | 9.973 | 0.001 |
| AV | 1.563 b | 8 | 0.195 | 21.226 | 0.000 | |
| FFA | 0.395 c | 8 | 0.049 | 21.420 | 0.000 | |
| Intercept | PV | 577.603 | 1 | 577.603 | 1820.170 | 0.000 |
| AV | 37.544 | 1 | 37.544 | 4078.407 | 0.000 | |
| FFA | 9.484 | 1 | 9.484 | 4114.735 | 0.000 | |
| (°C) | PV | 3.574 | 2 | 1.787 | 5.631 | 0.026 |
| AV | 0.016 | 2 | 0.008 | 0.875 | 0.450 | |
| FFA | 0.004 | 2 | 0.002 | 0.878 | 0.448 | |
| (min) | PV | 17.174 | 2 | 8.587 | 27.059 | 0.000 |
| AV | 0.222 | 2 | 0.111 | 12.041 | 0.003 | |
| FFA | 0.056 | 2 | 0.028 | 12.155 | 0.003 | |
| (°C) × (min) | PV | 4.571 | 4 | 1.143 | 3.601 | 0.051 |
| AV | 1.325 | 4 | 0.331 | 35.995 | 0.000 | |
| FFA | 0.335 | 4 | 0.084 | 36.323 | 0.000 | |
| Error | PV | 2.856 | 9 | 0.317 | ||
| AV | 0.083 | 9 | 0.009 | |||
| FFA | 0.021 | 9 | 0.002 | |||
| Total | PV | 605.778 | 18 | |||
| AV | 39.190 | 18 | ||||
| FFA | 9.900 | 18 | ||||
| Corrected Total | PV | 28.175 | 17 | |||
| AV | 1.646 | 17 | ||||
| FFA | 0.416 | 17 |
| Source | Spectral Properties | Type III Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Corrected Model | A (-) | 1334.572 a | 503 | 2.653 | 1992.964 | 0.000 |
| T (%) | 327,581.293 b | 503 | 651.255 | 365.491 | 0.000 | |
| Intercept | A (-) | 4159.614 | 1 | 4159.614 | 3,124,484.073 | 0.000 |
| T (%) | 197,659.467 | 1 | 197,659.467 | 110,928.414 | 0.000 | |
| (nm) | A (-) | 1277.046 | 55 | 23.219 | 17,440.916 | 0.000 |
| T (%) | 292,616.722 | 55 | 5320.304 | 2985.806 | 0.000 | |
| (°C) | A (-) | 0.637 | 2 | 0.318 | 239.098 | 0.000 |
| T (%) | 9050.948 | 2 | 4525.474 | 2539.740 | 0.000 | |
| (min) | A (-) | 7.004 | 2 | 3.502 | 2630.567 | 0.000 |
| T (%) | 1573.422 | 2 | 786.711 | 441.510 | 0.000 | |
| (nm) × (°C) | A (-) | 16.613 | 110 | 0.151 | 113.443 | 0.000 |
| T (%) | 15,884.456 | 110 | 144.404 | 81.041 | 0.000 | |
| (nm) × (min) | A (-) | 13.645 | 110 | 0.124 | 93.175 | 0.000 |
| T (%) | 2136.400 | 110 | 19.422 | 10.900 | 0.000 | |
| (°C) × (min) | A (-) | 4.797 | 4 | 1.199 | 900.723 | 0.000 |
| T (%) | 2386.395 | 4 | 596.599 | 334.817 | 0.000 | |
| (nm) × (°C) × (min) | A (-) | 14.831 | 220 | 0.067 | 50.637 | 0.000 |
| T (%) | 3932.949 | 220 | 17.877 | 10.033 | 0.000 | |
| Error | A (-) | 1.342 | 1008 | 0.001 | ||
| T (%) | 1796.120 | 1008 | 1.782 | |||
| Total | A (-) | 5495.528 | 1512 | |||
| T (%) | 527,036.880 | 1512 | ||||
| Corrected Total | A (-) | 1335.914 | 1511 | |||
| T (%) | 329,377.413 | 1511 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demirel, C.; Kabutey, A.; Herák, D.; Hrabě, P.; Mizera, Č.; Dajbych, O. Optimizing Uniaxial Oil Extraction of Bulk Rapeseeds: Spectrophotometric and Chemical Analyses of the Extracted Oil under Pretreatment Temperatures and Heating Intervals. Processes 2021, 9, 1755. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101755
Demirel C, Kabutey A, Herák D, Hrabě P, Mizera Č, Dajbych O. Optimizing Uniaxial Oil Extraction of Bulk Rapeseeds: Spectrophotometric and Chemical Analyses of the Extracted Oil under Pretreatment Temperatures and Heating Intervals. Processes. 2021; 9(10):1755. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101755
Chicago/Turabian StyleDemirel, Cimen, Abraham Kabutey, David Herák, Petr Hrabě, Čestmír Mizera, and Oldřich Dajbych. 2021. "Optimizing Uniaxial Oil Extraction of Bulk Rapeseeds: Spectrophotometric and Chemical Analyses of the Extracted Oil under Pretreatment Temperatures and Heating Intervals" Processes 9, no. 10: 1755. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9101755