
Sustainable Strategies for the Exploitation of End-of-Life Permanent Magnets



Department of Life and Environmental Sciences (DiSVA), Università Politecnica of Marche, Via Brecce Bianche, 60131 Ancona, Italy
*
Author to whom correspondence should be addressed.
Processes 2021, 9(5), 857; https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050857
Submission received: 30 April 2021
/
Revised: 10 May 2021
/
Accepted: 11 May 2021
/
Published: 13 May 2021
(This article belongs to the Section Environmental and Green Processes)
Abstract
:The growing production of green technologies (such as electric vehicles and systems for renewable electricity production, e.g., wind turbine) is increasing the rare earth element (REE) demands. These metals are considered critical for Europe for their economic relevance and the supply risk. The end-of-life permanent magnets are considered a potential secondary resource of REEs thanks to their content of neodymium (Nd), praseodymium (Pr) or dysprosium (Dy). The scientific literature reports many techniques for permanent magnet recovery. This work used a life cycle assessment (LCA) to identify the most sustainable choice, suggesting the possible improvements to reduce the environmental load. Three different processes are considered: two hydrometallurgical treatments (the first one with HCl and the other one with solid-state chlorination), and a pyrometallurgical technique. The present paper aims to push the stakeholders towards the implementation of sustainable processes for end-of-life permanent magnet exploitation at industrial scale.
1. Introduction
The objective of the European Union is to achieve the climate neutrality. Between 1990 and 2018, the European greenhouse emissions are reduced by 23% despite an industrial growth of 61%. The aim is to reduce the greenhouse emissions by 60% by 2050 [1]. More than 75% of the European greenhouse gas emissions are due to the energy production and extraction/processing of materials, fuel and food [1,2]. The main ways to reduce these sector impacts are the increase of energy production by renewable resources (mainly offshore wind) and the use of hybrid and electric cars to reduce the fossil fuel dependence, with the reduction of 90% of transport emissions within 2050 [1].
The world market of hybrid/electric cars and offshore wind turbines is predicted to reach approximatively 150 million vehicles and 2500 GW, respectively, within 2050 [3]. These green technologies require the use of permanent magnets, such as ferrite, alnico, samarium-cobalt and neodymium-iron-boron (Nd-Fe-B) [4]. Permanent magnets generate electric and mechanical energy by a magnetic field, without the need of electric power [3]. Nd-Fe-B magnets are considered as the strongest and the best permanent magnet available since 1984 to today [5,6,7]. These magnets are the third generation of permanent magnets and they can produce a maximum electricity power of 512 kJ/m3 [5,6,8]. The main problem of these magnets is the low resistance to high temperatures (Curie temperature stands around 312 °C). To increase both the temperature stability and the corrosion resistant, cobalt (Co), praseodymium (Pr) and dysprosium (Dy) are integrated within the material [4,6]. It is estimated that we will need around 150,000 tons and 1–2 million tons of permanent magnets to cover the future demand of electric vehicles and wind turbines, respectively [3]. Nd-Fe-B magnets are composed of 30 wt% of rare earth elements (REEs) and around 1300 tons (16% of the REE produced) were used for wind turbines in 2010 [5,9]. The REE production is considered critical for European Union, since around 90% of these elements is mined in China, that produces around 105,000 tons/year of REE. The unique properties of REE make them irreplaceable [10,11]. The production of one ton of REE generates around 1000 m3 of waste gas (containing CO2, SO2 and HF), 75 m3 of acid wastewater and 1 ton of radioactive waste (mainly thorium and uranium) [12,13]. For this reason, companies and countries start to study and develop programs for the exploitation, substitution and recycling of these elements. It is estimated that, from 2030, the end-of-life permanent magnets will be the main REE resource, implementing the circular economy pillars [5,10,14]. Nd-Fe-B permanent magnets have a life cycle of 2–30 years, based on the specific application, shorter for electronic devices (e.g., hard disk drives) longer for wind turbines [5]. These permanent magnets could be easily dismantled, refurbished and reused, but, in this way, they show lower performance than the virgin material [9]. For this reason, several researches study the REE recovery from Nd-Fe-B permanent magnet using mainly pyro- or hydrometallurgical processes, but none is applied on industrial scale in Europe, yet [5,10]. The main pyrometallurgy techniques are chlorination [15,16,17] or sulfation roasting [18], liquid metal extraction with Mg [19], Ag [20] or Cu [21], molten extract with chloride [22], fluoride salts [23], B2O3 [24] or CaO-SiO2-Al2O3 [25]. These approaches require high temperature (between 700 and 1500 °C) and the main disadvantages are: the low product purity due to the presence of organic materials (e.g., adhesive or machining oil), different composition of the metal alloys, generated from the starting permanent magnet, and the loss of REE due to their affinity for oxygen [5,9]. On the other hand, hydrometallurgical approaches require lower temperature than pyrometallurgy, but they need the use of chemical agents that produce acid wastewater [4,11,26,27]. The main chemicals used for the REE recovery from permanent magnet are sulphuric [28,29,30,31,32] and hydrochloric acid [9,32,33,34,35].
In this work, three different processes are studied by the life cycle assessment approach to identify the best choice for the REE recovery and recycling of permanent magnets. Two hydrometallurgical treatments, with different resources of chloride ions (the first one using HCl, the second one a solid-state chlorination), and a pyrometallurgical process are considered. This work aims to push and lead the stakeholders towards the implementation of sustainable processes for the permanent magnet exploitation, following the European Union guidelines for the circular economy.
2. Materials and Methods
2.1. Process Description
The present section describes the innovative processes considered for the environmental assessment. The description is combined with the energy and mass balance, referred to a functional unit of 1000 kg of Nd-Fe-B permanent magnets (Table 1). The selected processes (hydrometallurgical, pyrometallurgical and solid-state chlorination treatments) ensure a selective recovery of REE with a purity of the final product higher than 95%.
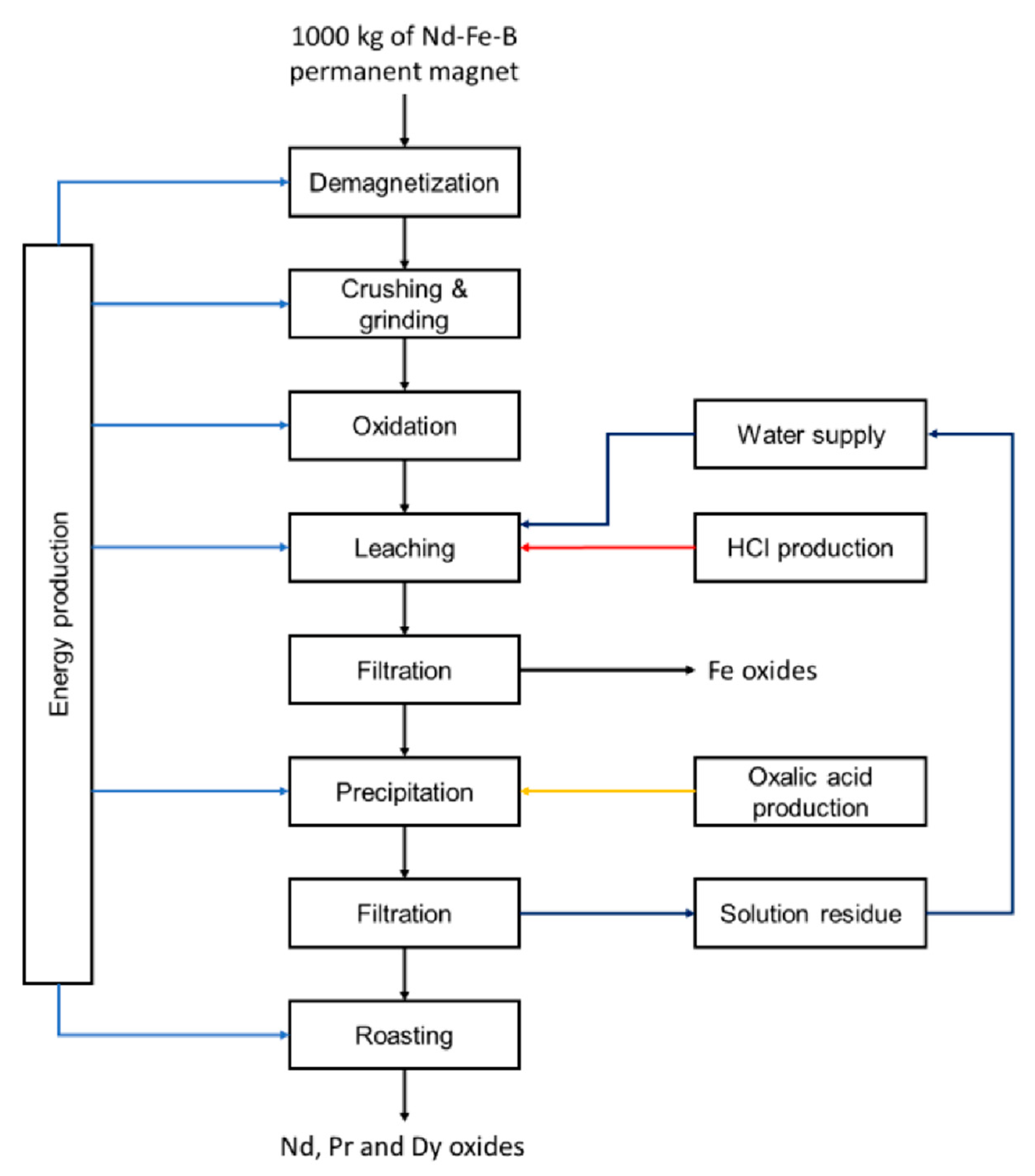
2.1.1. Hydrometallurgical Process
Figure 1 shows the block diagram of the hydrometallurgical process [9]. After their preliminary demagnetisation at 310 °C for 1 h, the Nd-Fe-B permanent magnets are grinded up to a particle size smaller the 150 µm. Before the chemical leaching with 0.5 M HCl solution, the particle substrates are roasted at 810 °C for 6 h to convert iron to Fe2O3 that is less prone to the acid leaching, with minimum Fe dissolution. The REE (Nd, Pr and Dy) leaching is carried out under these conditions: roasted magnet powder concentration of 10% (w/v), at 95 °C for 5 h, with a resulting efficiency of 98% for REE with a low concentration of Fe ions 0.014 g/L. Therefore, the leaching solution is filtered and the Fe2O3 residue is recovered with a purity of 93%. On the other hand, the resulting leaching solution is treated with oxalic acid for the REE precipitation. The recovered REE oxalates are roasted at 800 °C for 2 h to convert oxalates in oxides. The final recovery efficiency and purity are higher than 98%. The resulting liquor is used for the further preparation of leaching solution.
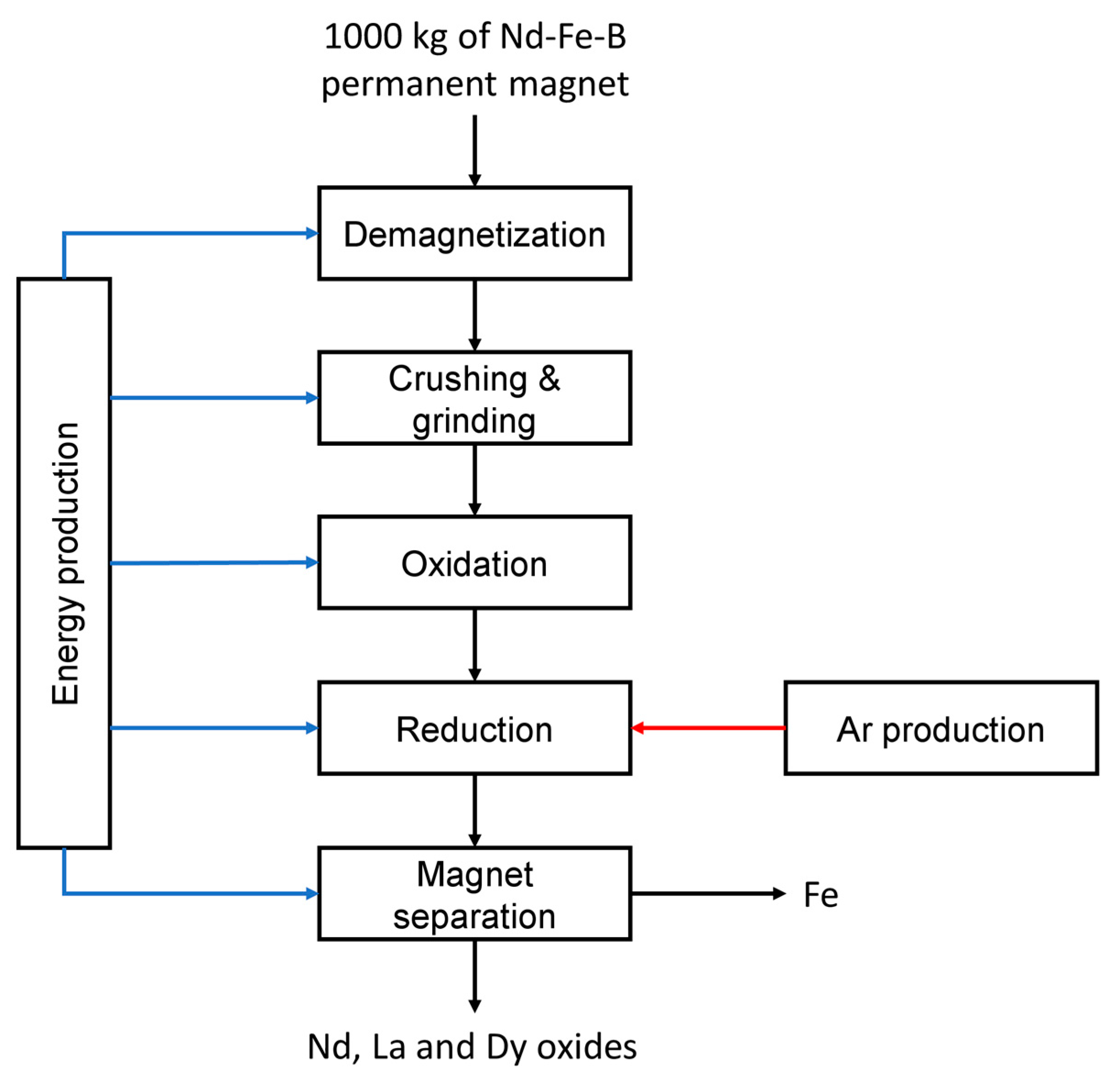
2.1.2. Pyrometallurgical Process
The pyrometallurgical process includes a preliminary demagnetisation at 310 °C for 1 h (comparable with that described by Kumari et al. (2018)) and the permanent magnets grinding with a final particle size lower than 150 µm (Figure 2) [36]. The resulting Nd-Fe-B magnet powder is oxidised at 1000 °C for 2 h to convert metals to the mixture of the oxides (Nd2O3, Pr2O3, La2O3, Fe2O3, Al2O3 and B2O3). Thereafter, the metal oxides are heated at 1400–1550 °C for 7 h to reduce Fe2O3 to iron by carbon, under Ar atmosphere (200 mL/min). The resulting iron is removed by magnetic separation. The final REE oxide purity is higher than 95%, and the main impurities are Al2O3 and B2O3.
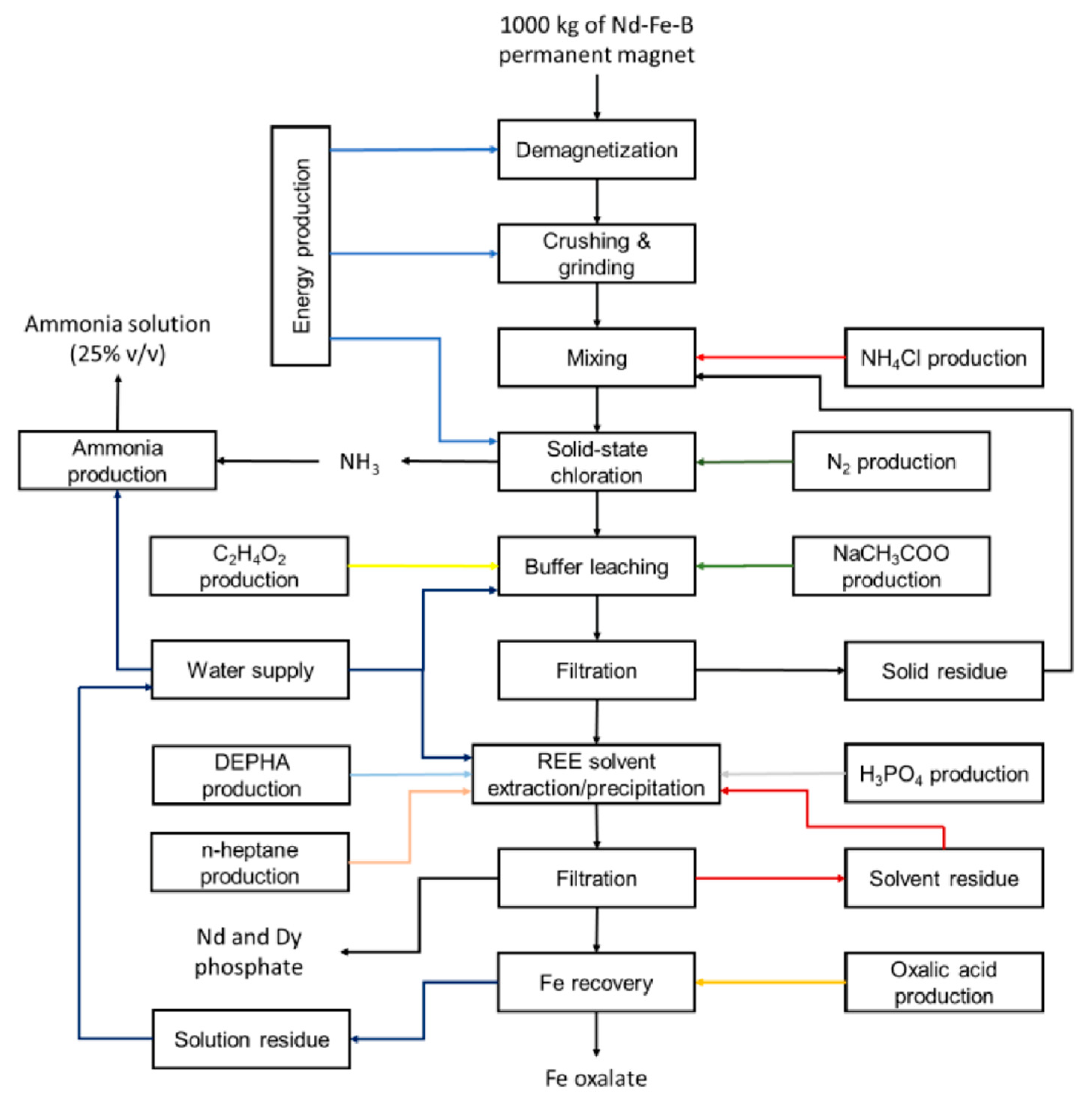
2.1.3. Solid-State Chlorination Process
The third process is the solid-state chlorination [10]. This process has some advantages compared to the common hydrometallurgical processes: the low reagent request, the low economic cost and the avoided production of acid wastewater. As showed in Figure 3, the Nd-Fe-B permanent magnets are firstly demagnetised at 350 °C for 2 h and then ground to particle size lower than 100 µm. After these pre-treatments, the magnet powder is mixed with NH4Cl (1:3 w/w, magnet:NH4Cl). The solid-state chlorination is carried out at 285 °C for 2.5 h. At this temperature NH4Cl is decomposed following the Equation (1), and the gaseous HCl reacts with metals to form metal chloride (Equations (2) and (3)):
NH4Cl(s) → NH3(g) + HCl (g)
Fe(s) + 2 HCl(g) → FeCl2(s) + H2(g)
REE(s) + 3 HCl(g) → REECl3(s) + 3/2 H2(g)
The unreacted NH4Cl is recovered and reused for further solid-state chlorination. Thereafter, the permanent magnets are treated with a buffer solution (21.02 g of buffer solution/g of permanent magnet). The buffer solution is composed of 0.5 M acetic acid and 0.01 M NaCH3COO · 3H2O solution at pH 3. The leaching is carried out at room temperature for 2.5 h. This process allows to achieve a leaching efficiency around 93% and 84% for Fe and REE, respectively. The remaining 16% of the REE in the solid residue can be recovered with a second solid-state chlorination. The main disadvantage is the co-leaching of iron, solved by a solvent extraction, following the method described by Amato et al. (2019), considered for the present sustainability analysis. More in detail, the recovery step is carried out with an organic solvent bis-(2-ethylhexyl)phosphoric acid (DEHPA), diluted in n-heptane, at a concentration of 50% v/v. The solvent solution is treated with a H3PO4 solution for the selective REE precipitation with a recovery efficiency of 98%. The 95% of both the solvent and the aqueous solution can be recirculated. Thereafter, iron is recovered from buffer solution by precipitation with oxalic acid [11,37].
2.2. Life Cycle Assessment
The life cycle assessment (LCA) takes into account the energy and mass balance of the three reported processes for the Nd-Fe-B permanent magnet exploitation (from gate to gate) (Table 1), and it is carried out in agreement with the LCA ISO standard 14040 and 14044:2006 [38,39]. The selected functional unit for the assessment is 1000 kg of end-of-life permanent magnet. The software used for the data collection is thinkstep Gabi 9.5. The method selected for the analysis is EF 3.0, including all the environmental categories, recommended models at midpoint, together with their indicators, units and sources [40,41]. The process considered for the present assessment are developed at laboratory scale; some sensible assumptions are made to hypothesise the further scale-up [42,43,44]. The considered assumptions are reported below:
- Industrial machineries are considered to calculate the energy demand for the mechanical/physical treatments (e.g., demagnetisation, grinding, heating) [42];
- The 95% recirculation of the organic solvent for REE extraction is considered [11];
- The NH3 gas, generated during the solid-state chlorination, is recovered and used to produce an ammonia solution with a final concentration of 25% (v/v) and a purity higher than 99% [10];
- Considering the absence of Nd, Pr and Dy oxides in the reference database, their environmental burdens have been estimated by the allocation of La2O3 impact, on the market price basis [49];
- The oxalic acid production process, considered for the analysis is that described by Santoro et al. (1999), using milk whey as carbon source [50].
3. Results
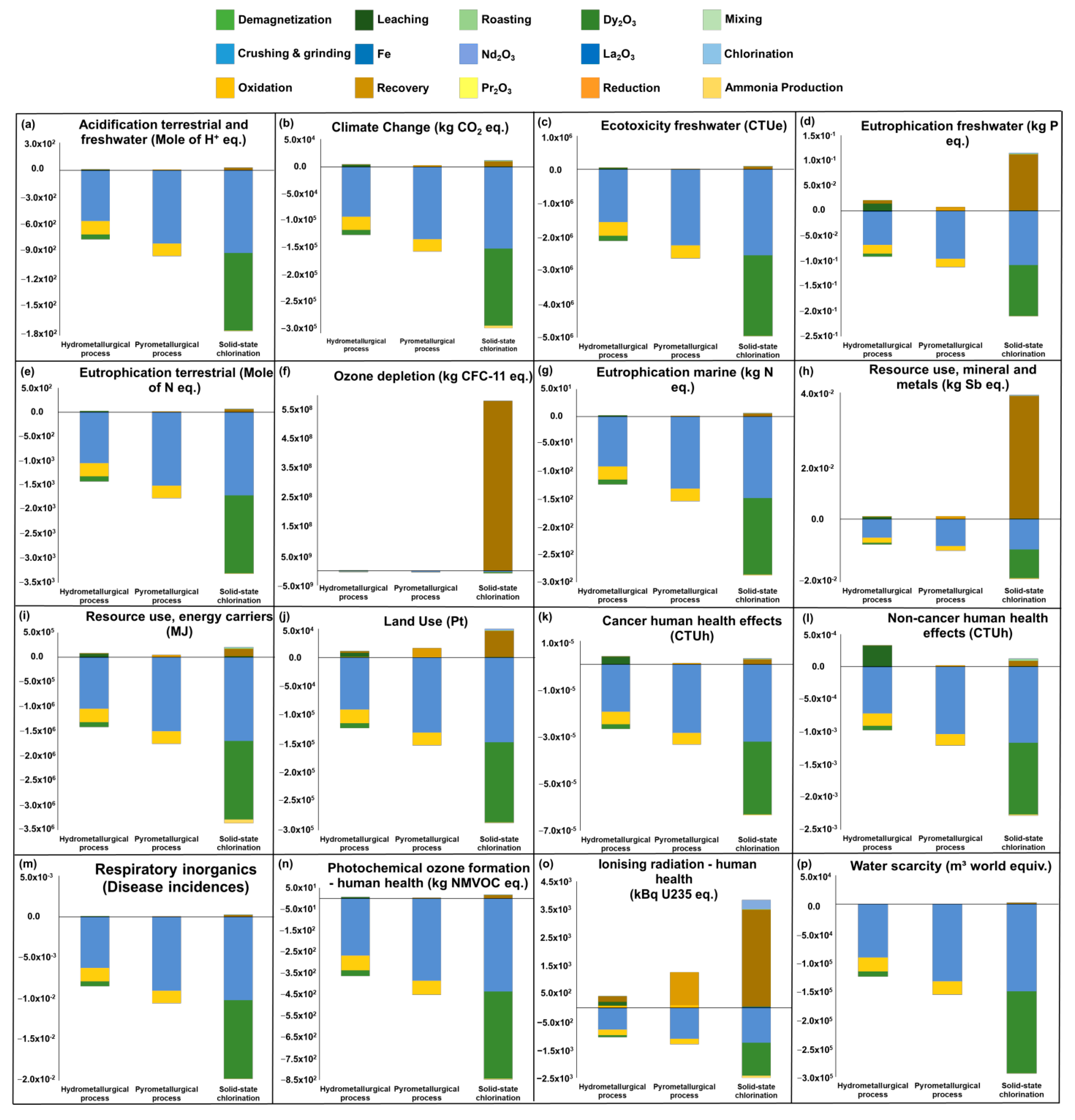
Figure 4 reports the results of classification and characterisation phases of LCA. Overall, it is evident that the high recovery efficiency of the three options represents a very important benefit from the environmental point of view, with an advantage of the solid-state chlorination. Indeed, the environmental credit of REE balances and overcomes the process burdens, in most considered categories. The main advantage is connected to Nd oxide, mainly for the highest recovered quantities, compared to the other REE. A contribution between 14% and 19% is assigned to Pr oxide in both hydrometallurgical and pyrometallurgical options. On the other hand, in solid-state chlorination process, the environmental credit is equally distributed between Nd and Dy oxides. The choice of environmental impact allocation on the economic price explains relevant effect of Dy oxide, even if its recovered quantity is around six times lower than Nd oxide. Indeed, the price of these REE, at January 2020, reports a value of 251.11 USD/kg for Dy oxide vs. 41.76 USD/kg for Nd oxide [49].
A separate discussion is reserved to the categories of resource use, mineral and metals and ozone depletion (Figure 4f,h), which identify the solid-state chlorination as the worst option. The burden of recovery step on the ozone depletion is due to the use of n-heptane, in the third option. On the other hand, the phosphoric acid affects the category of resource use, mineral and metals, due to the mining of phosphate rock used for its production [51].
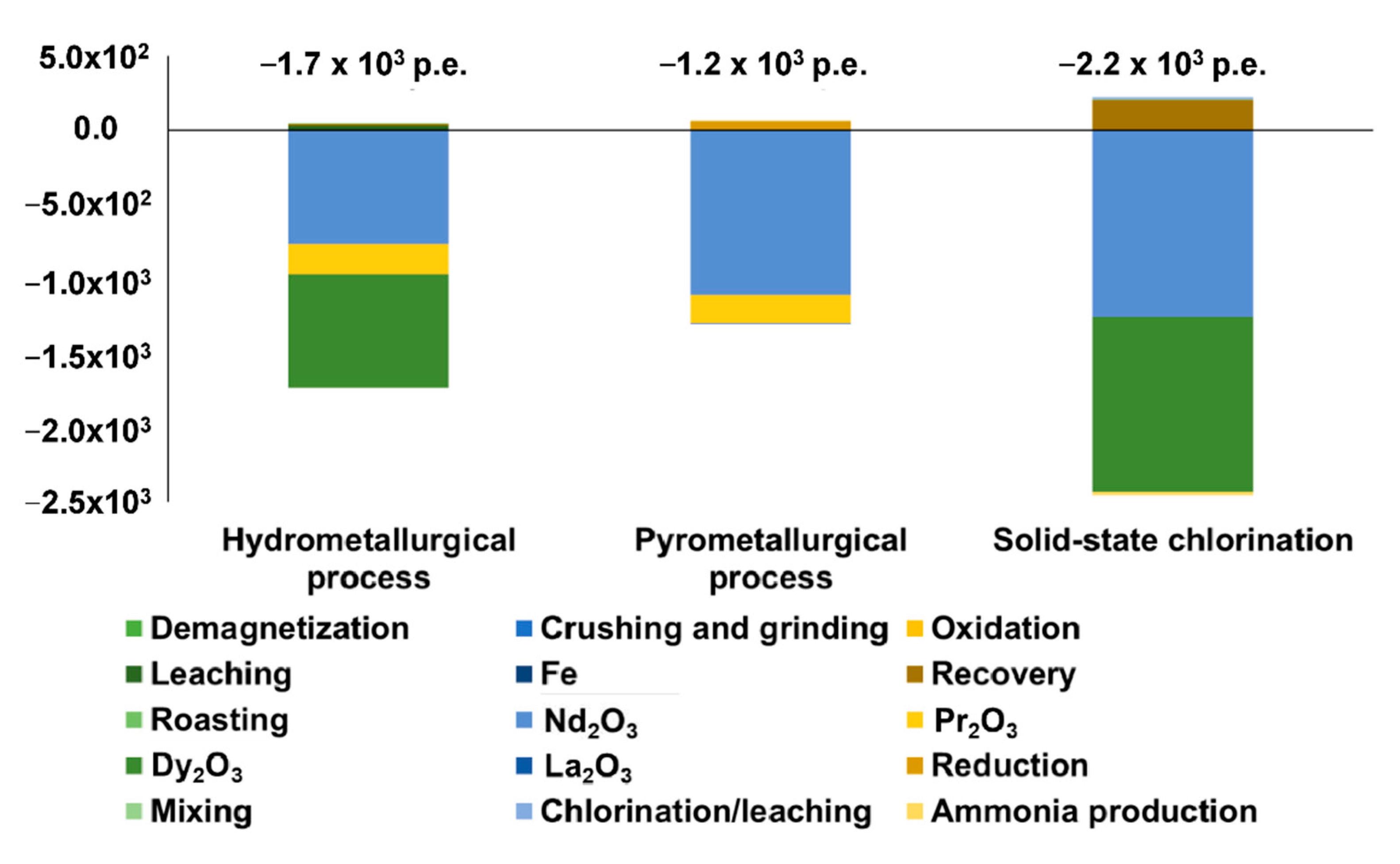
The classification and characterisation steps supply essential information to define the most sustainable process for the permanent magnet exploitation. Nevertheless, Figure 5 shows the most complete overview thanks to the estimation of the environmental performance index (EPI) able to include all the impact categories. This value is expressed as person equivalent (p.e.), which represents the number of average citizens that generates the same impact in one year [52]. As reported in Figure 5, the hydrometallurgical process causes the lowest environmental burden. Nevertheless, the greatest credit achieved by solid state chlorination makes this option the most environmentally sustainable choice. Overall, the negative value of EPI, confirms the benefit of the permanent magnet recycling, compared to the primary production of REE.
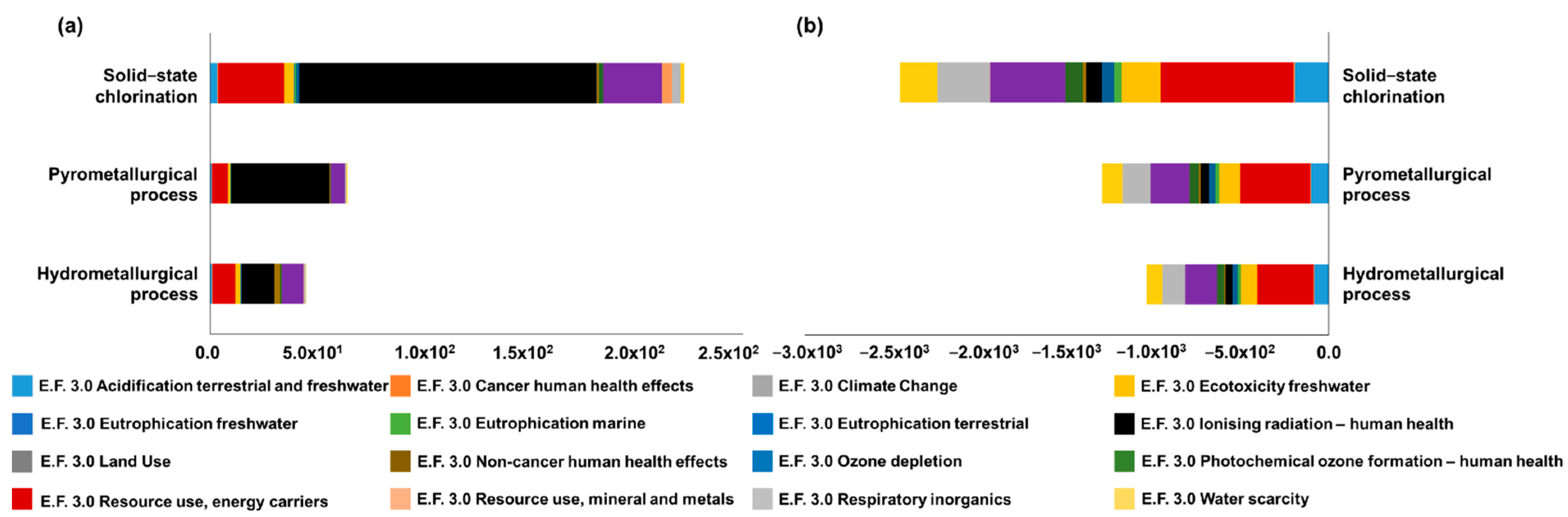
To better compare the impacts of the three analysed processes, Figure 6 shows the effects on the different impact categories, dividing the most affected by the process (Figure 6a) and the most favored by REE recovered (Figure 6b). It is evident that the ionising radiation-human health represents the main issue. This effect is explained by the electricity demand necessary for the synthesis of oxalic acid used in the recovery step in both hydrometallurgical and solid-state chlorination processes. Furthermore, the high energy request of pyrometallurgical technique (mainly due to the reduction phase) explains the contribution greater than 70% of this impact category on the whole impact. The effect of energy supply on the ionizing radiation-human health category is due to the European electricity grid mix considered for the analysis (supplied by Gabi database), particularly to the radionuclides (potentially toxic for humans) resulting from both the nuclear energy production, and the mineral oil and gas extraction, used as energy carriers [46,53]. As reported in Figure 6b, the benefit of REE recovery is mainly highlighted in the categories of climate change and resource use, and energy carriers. The highest credit resulting from the solid-state chlorination balances its greatest burden making this option the most sustainable and the pyrometallurgical process the worst choice.
4. Sensitivity Analysis
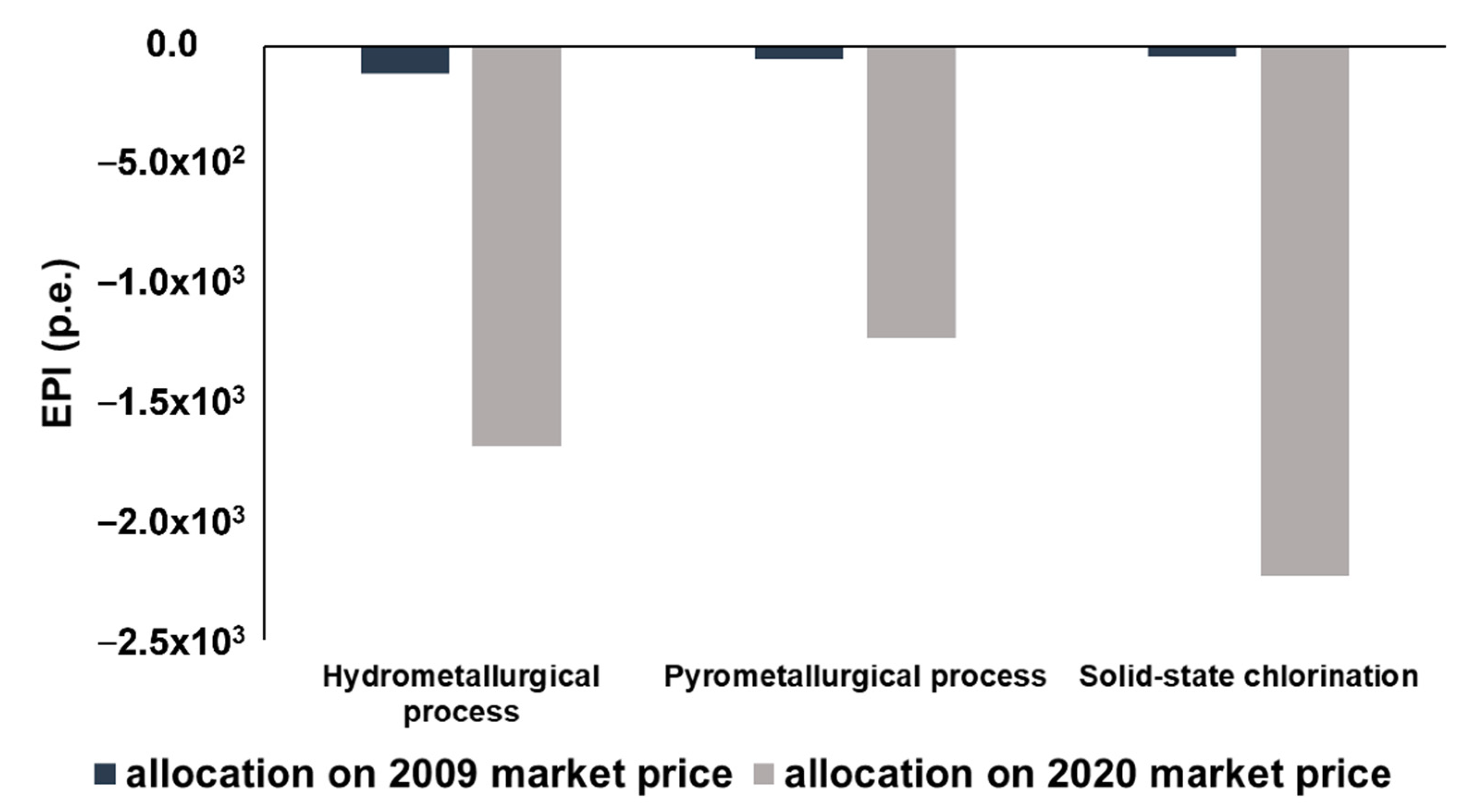
The choice of the allocation method based on the economic price of REE oxides could cause an uncertainty on the whole result, due to the fluctuation of the REE prices. For this reason, the assessment of EPI has been repeated estimating Nd, Pr and Dy credits by the allocation of La2O3 impact, on the market price in 2009, reported in Table 2.
As reported in Figure 7, the exploitation of permanent magnets as secondary resource of REE oxides results an environmentally sustainable choice, irrespective of the specific metal prices. Indeed, the assessed EPI show negative value despite the lower prices in 2009 than 2020. Nevertheless, the effect of market fluctuation is evident and significantly affects the balance between burden and benefit. The sensitivity analysis shows that the most relevant effect is the variation of Dy price, which cancels the advantage of the solid-state chlorination, in favor of the hydrometallurgical option. Therefore, the simple design and the lowest burden resulting from this process make this option the most environmentally sustainable, despite the lowest quantity of recovered REE, irrespective of the market price.
5. Conclusions
The identification of the most sustainable choice for the exploitation of permanent magnets represents a hot topic and it is set to become ever more relevant considering the increasing applications of this technology, and the growing REE demand. The environmental sustainability analysis proved the benefit of recycling treatments, compared to the primary production of metals, irrespective of the chosen approach. Nevertheless, the LCA showed that the economic aspects affect the final choice. More in detail, high economic value of the REE pushes towards the highest recovery processes (but greater environmental burden), that is, the solid-state chlorination. On the other hand, the simple design of the hydrometallurgical treatment ensures high environmentally sustainability levels, irrespective of the market fluctuation. The present paper represents an excellent example of implementation of LCA as support tool for the definition of circular economy strategies.
Author Contributions
Conceptualisation, F.B.; methodology, A.A.; software, A.A.; validation, A.A. and A.B.; formal analysis, A.A., A.B. and F.B.; investigation, F.B.; resources, A.A.; data curation, A.A. and A.B.; writing—original draft preparation, A.A. and A.B.; writing—review and editing, A.A.; visualisation, A.B.; supervision, A.A.; project administration, F.B.; funding acquisition, A.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors are grateful to Riccardo Maiolatesi for his precious collaboration in data collection.
Conflicts of Interest
The authors declare no conflict of interest.
References
- European Commission. The European Green Deal. Eur. Commun. 2019, 53, 24. [Google Scholar] [CrossRef]
- Oberle, B.; Bringezu, S.; Hatfileld-Dodds, S.; Hellweg, S.; Schandl, H.; Clement, J. Global Resources Outlook 2019; International Resource Panel, United Nations Environment Programme: Paris, France, 2020. [Google Scholar] [CrossRef]
- Nakamura, H. The current and future status of rare earth permanent magnets. Scr. Mater. 2018, 154, 273–276. [Google Scholar] [CrossRef]
- Yin, X.; Yue, M.; Lu, Q.; Liu, M.; Wang, F.; Qiu, Y.; Liu, W.; Zuo, T.; Zha, S.; Li, X.; et al. An efficient process for recycling Nd–Fe–B sludge as high-performance sintered magnets. Engineering 2020, 6, 165–172. [Google Scholar] [CrossRef]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.M.; Van Gerven, T.; Jones, P.T.; et al. REE recovery from end-of-life NdFeB permanent magnet scrap: A Critical Review. J. Sustain. Metall. 2017, 3, 122–149. [Google Scholar] [CrossRef]
- München, D.D.; Veit, H.M. Neodymium as the main feature of permanent magnets from hard disk drives (HDDs). Waste Manag. 2017, 61, 372–376. [Google Scholar] [CrossRef] [PubMed]
- Rademaker, J.H.; Kleijn, R.; Yang, Y. Recycling as a strategy against rare earth element criticality: A systemic evaluation of the potential yield of NdFeB magnet recycling. Environ. Sci. Technol. 2013, 47, 10129–10136. [Google Scholar] [CrossRef] [PubMed]
- Pan, S. Rare Earth Permanent Magnet Alloys’ High Temperature Phase Transformation: In Situ and Dynamic Observation and Its Application in Material Design; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Kumari, A.; Sinha, M.K.; Pramanik, S.; Sahu, S.K. Recovery of rare earths from spent NdFeB magnets of wind turbine: Leaching and kinetic aspects. Waste Manag. 2018, 75, 486–498. [Google Scholar] [CrossRef]
- Lorenz, T.; Bertau, M. Recycling of rare earth elements from FeNdB-Magnets via solid-state chlorination. J. Clean. Prod. 2019, 215, 131–143. [Google Scholar] [CrossRef]
- Amato, A.; Becci, A.; Birloaga, I.; De Michelis, I.; Ferella, F.; Innocenzi, V.; Ippolito, N.M.; Jimenez, C.P.; Vegliò, F.; Beolchini, F. Sustainability analysis of innovative technologies for the rare earth elements recovery. Renew. Sustain. Energy Rev. 2019, 106, 41–53. [Google Scholar] [CrossRef]
- Elwert, T.; Goldmann, D.; Roemer, F.; Schwarz, S. Recycling of NdFeB magnets from electric drive motors of (Hybrid) electric vehicles. J. Sustain. Metall. 2017, 3, 108–121. [Google Scholar] [CrossRef]
- Hurst, C. China’s Rare Earth Elements Industry: What Can the West Learn? Institute for the Analysis of Global Security: Washington, DC, USA, 2010. [Google Scholar]
- Sullivan, K.; Thomas, S.; Rosano, M. Using industrial ecology and strategic management concepts to pursue the sustainable development goals. J. Clean. Prod. 2018, 174, 237–246. [Google Scholar] [CrossRef]
- Okabe, T.H.; Shirayama, S. Method and Apparatus for Recovery of Rare Earth Element. U.S. Patent 8323592 B2, 4 December 2012. [Google Scholar]
- Gnanam, S.; Rajendran, V. Facile sol-gel preparation of Cd-doped cerium oxide (CeO2) nanoparticles and their photocatalytic activities. J. Alloys Compd. 2018, 735, 1854–1862. [Google Scholar] [CrossRef]
- Murase, K.; Machida, K.; Adachi, G. Recovery of rare metals from scrap of rare earth intermetallic material by chemical vapour transport. J. Alloys Compd. 1995, 217, 218–225. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Borra, C.R.; Guo, M.; Blanpain, B.; Van Gerven, T. Recycling of NdFeB magnets using sulfation, selective roasting, and water leaching. J. Sustain. Metall. 2015, 1, 199–215. [Google Scholar] [CrossRef]
- Ellis, T.W.; Schmidt, F.A. Recycling of Rare Earth Metals from Rare Eart-Transition Metal Alloy Scrap by Liquid Metal Extraction. U.S. Patent 5,437,709, 1 August 1995. [Google Scholar]
- Takeda, O.; Okabe, T.H.; Umetsu, Y. Phase equilibrium of the system Ag-Fe-Nd, and Nd extraction from magnet scraps using molten silver. J. Alloys Compd. 2004, 379, 305–313. [Google Scholar] [CrossRef]
- Moore, M.; Gebert, A.; Stoica, M.; Uhlemann, M.; Löser, W. A route for recycling Nd from Nd-Fe-B magnets using Cu melts. J. Alloys Compd. 2015, 647, 997–1006. [Google Scholar] [CrossRef]
- Hua, Z.; Wang, J.; Wang, L.; Zhao, Z.; Li, X.; Xiao, Y.; Yang, Y. Selective extraction of rare earth elements from NdFeB scrap by molten chlorides. ACS Sustain. Chem. Eng. 2014, 2, 2536–2543. [Google Scholar] [CrossRef]
- Tanaka, M.; Oki, T.; Koyama, K.; Narita, H.; Oishi, T. Recycling of rare earths from scrap. In Handbook on the Physics and Chemistry of Rare Earths, 1st ed.; Elsevier BV: Amsterdam, The Netherlands, 2013; Volume 43. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozawa, S.; Yu, J.; Motegi, T. The extraction of Nd from waste Nd-Fe-B alloys by the glass slag method. J. Alloys Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Yang, Y.; Abrahami, S.; Xiao, Y. Recovery of rare earth elements from EOL permanent magnets with slag extraction. In Proceedings of the 3rd International Slag Valorisation Symposium, Leuven, Belgium, 19–20 March 2013; pp. 249–252. [Google Scholar]
- Belova, V.V. Development of solvent extraction methods for recovering rare earth metals. Theor. Found. Chem. Eng. 2017, 51, 599–609. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumari, A.; Panda, R.; Rajesh Kumar, J.; Yoo, K.; Lee, J.Y. Review on hydrometallurgical recovery of rare earth metals. Hydrometallurgy 2016, 165, 2–26. [Google Scholar] [CrossRef]
- Abrahami, S.T.; Xiao, Y.; Yang, Y. Rare-earth elements recovery from post-consumer hard-disc drives. Trans. Inst. Min. Metall. Sect. C Miner. Process. Extr. Metall. 2015, 124, 106–115. [Google Scholar] [CrossRef]
- Lyman, J.W.; Palmer, G.R. Recycling of rare earths and iron from NdFeB magnet scrap. High Temp. Mater. Process. 1993, 11, 175–188. [Google Scholar] [CrossRef]
- Ellis, T.W.; Schmidt, F.A.; Jones, L.L. Methods and opportunities in the recycling of rare earth based materials. In Proceedings of the Metallurgical Society (TMS) conference on high performance composites, Rosemont, IL, USA, 10–15 October 1994. No. IS-M-796, CONF-9410184-5. [Google Scholar]
- Lee, J.; Jha, A.K.; Kumari, A.; Kumar, J.R.; Jha, M.K.; Kumar, V. Neodymium recovery by precipitation from synthetic leach liquor of concentrated rare earth mineral. J. Metall. Mater. Sci. 2011, 53, 349–354. [Google Scholar]
- Lee, C.H.; Chen, Y.J.; Liao, C.H.; Popuri, S.R.; Tsai, S.L.; Hung, C.E. Selective leaching process for neodymium recovery from scrap Nd-Fe-B magnet. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 5825–5833. [Google Scholar] [CrossRef]
- Bandara, H.M.D.; Field, K.D.; Emmert, M.H. Rare earth recovery from end-of-life motors employing green chemistry design principles. Green Chem. 2016, 18, 753–759. [Google Scholar] [CrossRef]
- Itakura, T.; Sasai, R.; Itoh, H. Resource recovery from Nd-Fe-B sintered magnet by hydrothermal treatment. J. Alloys Compd. 2006, 408–412, 1382–1385. [Google Scholar] [CrossRef]
- Tanaka, Y.; Zhang, Q.; Saito, F. Sono chemical recovery of metals from recording media. J. Chem. Eng. Japan. 2002, 35, 173–177. [Google Scholar] [CrossRef]
- Bian, Y.Y.; Guo, S.Q.; Xu, Y.L.; Tang, K.; Lu, X.G.; Ding, W.Z. Recovery of rare earth elements from permanent magnet scraps by pyrometallurgical process. Rare Met. 2015, 1-6. [Google Scholar] [CrossRef]
- Birloaga, I.P.; Vegliò, F. Hydrometallurgical Process for the Treatment of Permanent Magnets. IT102018 2018:000005178. WO2019215583A1, 2019. [Google Scholar]
- UNI EN ISO 14040:2006. Environmental Management—Life Cycle Assessment—Principles and Framework. 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 28 April 2021).
- ISO 14044:2006. Environmental Management—Life Cycle Assessment—Requirements and Guidelines. 2006. Available online: https://www.iso.org/standard/38498.html (accessed on 28 April 2021).
- European Commission. Characterisation Factors of the ILCD Recommended Life Cycle Impact Assessment Methods; EUR 25167 EN; European Commission: Brussels, Belgium, 2012. [Google Scholar] [CrossRef]
- Zampori, L.; Pant, R. Suggestions for Updating the Product Environmental Footprint (PEF) Method; Publication Office of the European Union: Luxembourg, 2019. [Google Scholar] [CrossRef]
- Van der Hulst, M.K.; Huijbregts, M.A.J.; van Loon, N.; Theelen, M.; Kootstra, L.; Bergesen, J.D.; Hauck, M. A systematic approach to assess the environmental impact of emerging technologies: A case study for the GHG footprint of CIGS solar photovoltaic laminate. J. Ind. Ecol. 2020, 24, 1234–1249. [Google Scholar] [CrossRef]
- Caduff, M.; Huijbregts, M.A.J.; Koehler, A.; Althaus, H.J.; Hellweg, S. Scaling relationships in Life Cycle Assessment: The case of heat production from biomass and heat pumps. J. Ind. Ecol. 2014, 18, 393–406. [Google Scholar] [CrossRef]
- Gavankar, S.; Suh, S.; Keller, A.A. The role of scale and technology maturity in Life Cycle Assessment of emerging technologies: A case study on carbon nanotubes. J. Ind. Ecol. 2015, 19, 51–60. [Google Scholar] [CrossRef]
- Safaat, J.; Haque, N.; Rosano, M.; Biswas, W. Application of a life cycle assessment to compare environmental performance in coal mine tailings management. J. Environ. Manag. 2017, 199, 181–191. [Google Scholar] [CrossRef]
- Amato, A.; Mastrovito, M.; Becci, A.; Beolchini, F. Environmental sustainability analysis of case studies of agriculture residue exploitation. Sustainability 2021, 13, 3990. [Google Scholar] [CrossRef]
- Usman, M.; Byrne, J.M.; Chaudhary, A.; Orsetti, S.; Hanna, K.; Ruby, C.; Kappler, A.; Haderlein, S.B. Magnetite and green rust: Synthesis, properties, and environmental applications of mixed-valent iron minerals. Chem. Rev. 2018, 118, 3251–3304. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Li, Y.; Wang, Y.; Zhao, J.; Chen, X.; Dai, Y.; Yao, Y. Enhanced electrochemical properties of iron oxalate with more stable Li+ ions diffusion channels by controlling polymorphic structure. Chem. Eng. J. 2020, 384, 123281. [Google Scholar] [CrossRef]
- ISE. Rare Earth Prices in January 2020. Available online: https://en.institut-seltene-erden.de/preise-fuer-seltene-erden-im-januar-2020/ (accessed on 28 April 2021).
- Santoro, R.; Cameselle, C.; Rodrigues-Couto, S.; Sanroman, A. Influence of milk whey, nitrogen and phosphorus concentration on oxalic acid production by Aspergillus Niger. Bioprocess Eng. 1991, 20, 1–5. [Google Scholar] [CrossRef]
- Belboom, S.; Szöcs, C.; Léonard, A. Environmental impacts of phosphoric acid production using di-hemihydrate process: A Belgian case study. J. Clean. Prod. 2015, 108, 978–986. [Google Scholar] [CrossRef]
- Schmidt, A.; Frydendal, J. Methods for calculating the environmental benefits of ‘green’ products. In Buying into the Environment, 1st ed.; Erdmenger, C., Ed.; Taylor & Francis Group: Sheffield, UK, 2003; p. 30. [Google Scholar]
- Frischknecht, R.; Braunschweig, A.; Hofstetter, P.; Suter, P. Human health damages due to ionising radiation in life cycle impact assessment. Environ. Impact Assess. Rev. 2000, 20, 159–189. [Google Scholar] [CrossRef]
- Charalampides, G.; Vatalis, K.I.; Apostoplos, B.; Ploutarch-Nikolas, B. Rare Earth Elements: Industrial applications and economic dependency of Europe. Procedia Econ. Financ. 2015, 24, 126–135. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Block diagram of the hydrometallurgical process [9].
Figure 1.
Block diagram of the hydrometallurgical process [9].

Figure 2.
Block diagram of pyrometallurgical process (adapted from Bian et al. (2015) [36]).
Figure 2.
Block diagram of pyrometallurgical process (adapted from Bian et al. (2015) [36]).


Figure 4.
Results of classification and characterisation steps of LCA, the figures from a–p represent the considered impact categories (functional unit: 1000 kg of Nd-Fe-B permanent magnets).
Figure 4.
Results of classification and characterisation steps of LCA, the figures from a–p represent the considered impact categories (functional unit: 1000 kg of Nd-Fe-B permanent magnets).

Figure 5.
Normalisation and weighing results of the three treatments: effect of the different step expressed as p.e. (functional unit: 1000 kg of Nd-Fe-B permanent magnets).
Figure 5.
Normalisation and weighing results of the three treatments: effect of the different step expressed as p.e. (functional unit: 1000 kg of Nd-Fe-B permanent magnets).

Figure 6.
Normalisation and weighing results: (a) the main affected impact categories by processes and (b) the main saved impact categories by REE recovery, expressed as p.e. (functional unit: 1000 kg of Nd-Fe-B permanent magnets).
Figure 6.
Normalisation and weighing results: (a) the main affected impact categories by processes and (b) the main saved impact categories by REE recovery, expressed as p.e. (functional unit: 1000 kg of Nd-Fe-B permanent magnets).

Figure 7.
Comparison between the EPI resulting from the allocation on 2009 and 2020 REE oxide prices.
Figure 7.
Comparison between the EPI resulting from the allocation on 2009 and 2020 REE oxide prices.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Energy and mass balance of the three considered treatment for the end-of-life permanent magnet exploitation.
Table 1.
Energy and mass balance of the three considered treatment for the end-of-life permanent magnet exploitation.
| Process | Step | Input | Output |
|---|---|---|---|
| Hydrometallurgical process | Demagnetisation | 58 kWh | 1000 kg permanent magnet |
| Crushing and grinding | 10 kWh | 1000 kg magnet powder (<150 µm) | |
| Oxidation | 369 kWh | 1365 kg oxidized magnet powder | |
| Leaching | 13,600 kg water 250 kg HCl 164 kWh | 1080 kg solid residue (Fe2O3 93%) 13,100 kg leaching solution | |
| Precipitation | 257 kg oxalic acid 41 kWh | 662 kg REE oxalates 12,700 kg solution residue | |
| Roasting | 94 kWh | 304 kg REE oxides | |
| Pyrometallurgical process | Demagnetisation | 58 kWh | 1000 kg permanent magnet |
| Crushing and grinding | 10 kWh | 1000 kg magnet powder (<150 µm) | |
| Oxidation | 434 kWh | 1338 kg oxidized magnet powder | |
| Reduction | 6688 kWh 0.15 kg Ar | 1070 kg oxidized magnet powder + Fe | |
| Magnet separation | 1 kWh | 615 kg Fe 455 kg REE oxides | |
| Solid-state chlorination | Demagnetisation | 66 kWh | 1000 kg permanent magnet |
| Crushing and grinding | 100 kWh | 1000 kg magnet powder (<100 µm) | |
| Mixing | 1500 kg NH4Cl | 2500 kg magnet powder + NH4Cl | |
| Solid-state chlorination | 1740 kWh 116 kg N2 | 480 kg NH3 1990 kg magnet powder + NH4Cl | |
| Ammonia production | 1910 kg water | 1910 kg ammonia solution | |
| Buffer leaching | 21,000 kg water 630 kg C2H4O2 30 kg NaCH3COO · 2H2O | 316 kg magnet residue need a second solid-state chlorination 23,040 kg leaching solution | |
| REE solvent extraction/precipitation | 2259 kg DEPHA 1581 kg n-heptane 2032 kg H3PO4 5646 kg water | 463 kg REE phosphate 23,150 kg solution residue | |
| Fe recovery | 4630 kg oxalic acid | 1535 kg Fe oxalate 20,000 kg solution residue |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Becci, A.; Beolchini, F.; Amato, A. Sustainable Strategies for the Exploitation of End-of-Life Permanent Magnets. Processes 2021, 9, 857. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050857
AMA Style
Becci A, Beolchini F, Amato A. Sustainable Strategies for the Exploitation of End-of-Life Permanent Magnets. Processes. 2021; 9(5):857. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050857
Chicago/Turabian StyleBecci, Alessandro, Francesca Beolchini, and Alessia Amato. 2021. "Sustainable Strategies for the Exploitation of End-of-Life Permanent Magnets" Processes 9, no. 5: 857. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9050857
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.