
Integration of Membrane Processes for By-Product Valorization to Improve the Eco-Efficiency of Small/Medium Size Cheese Dairy Plants

Abstract
:1. Introduction
2. Methodology
2.1. Sampling and Pretreatment of SCW and GCW
2.2. Filtration Experiments
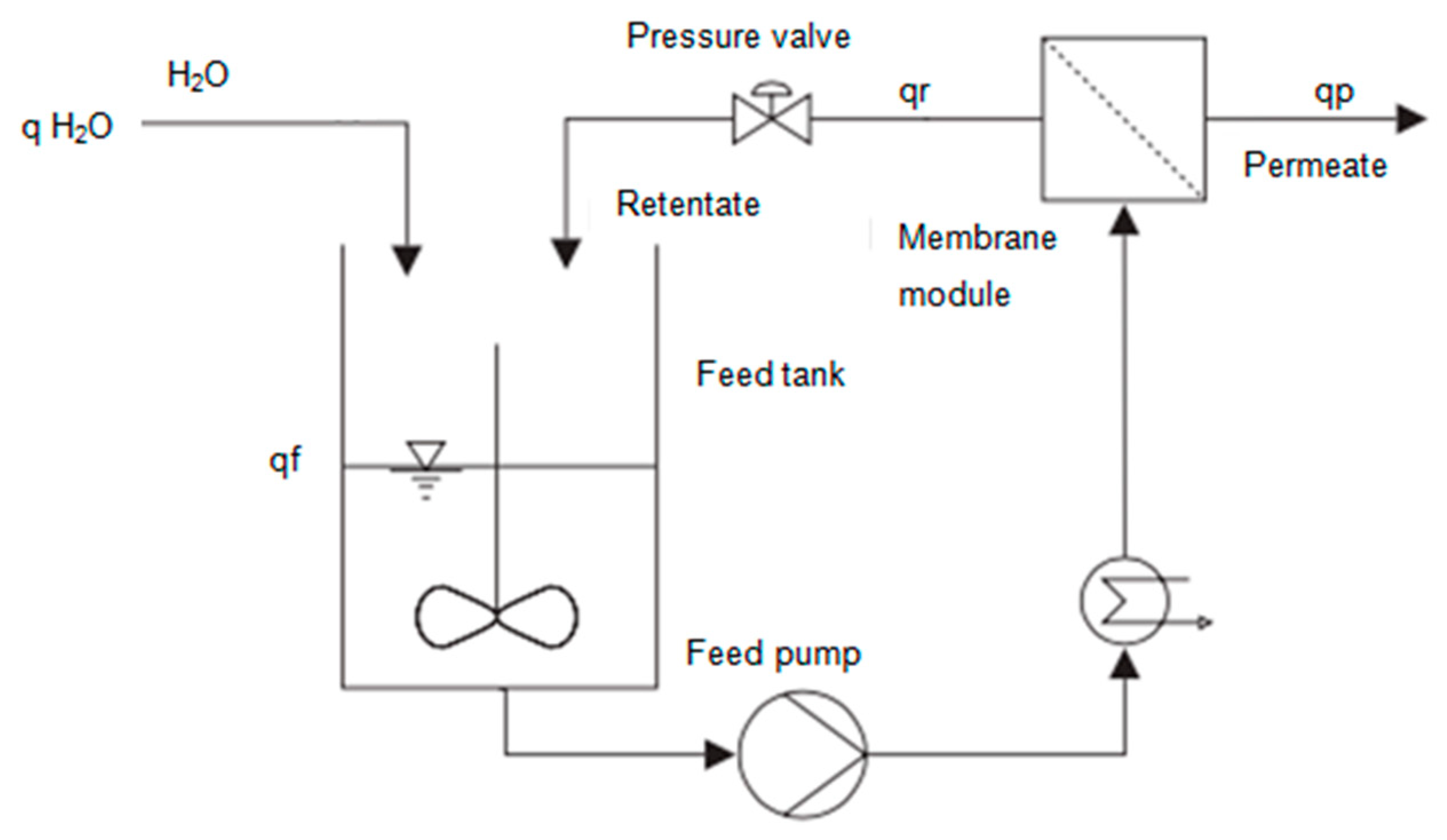
2.2.1. Ultrafiltration and Dia/Ultrafiltration Experiments
2.2.2. Evaluation of the Performance of UF and UF/DF Processes
2.3. Physicochemical Characterization of the Samples
2.4. Design of a Membrane Facility to Recover Protein Fraction of GCW and SCW
2.4.1. Scaling of Membrane Area
2.4.2. Estimation of Energy Consumption
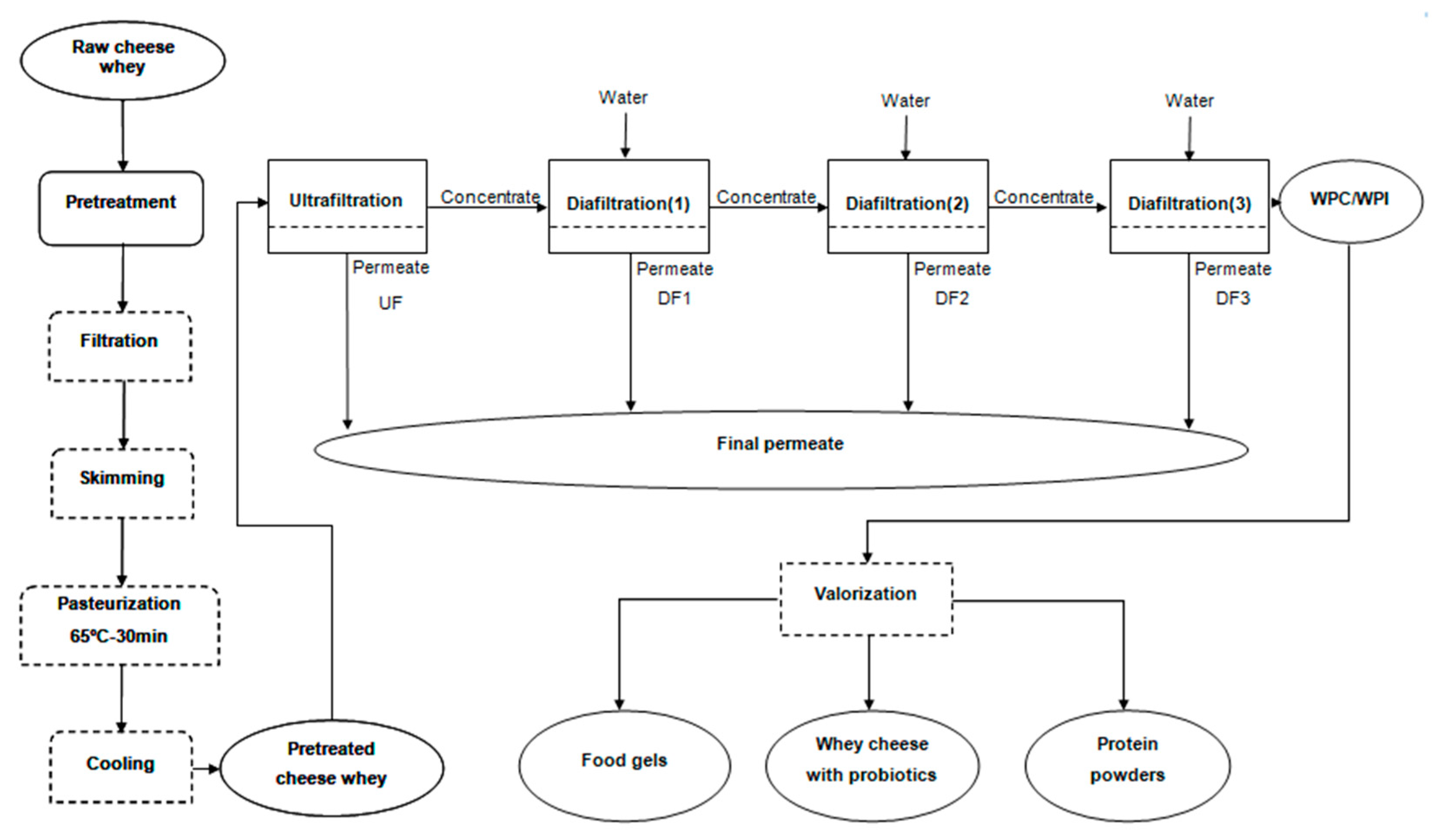
2.5. Proposal of the Methodology for Development of the New Products from LWPC
2.6. Cost–Benefit Analysis (CBA)
3. Results and Discussion
3.1. Physicochemical Characterization of Samples
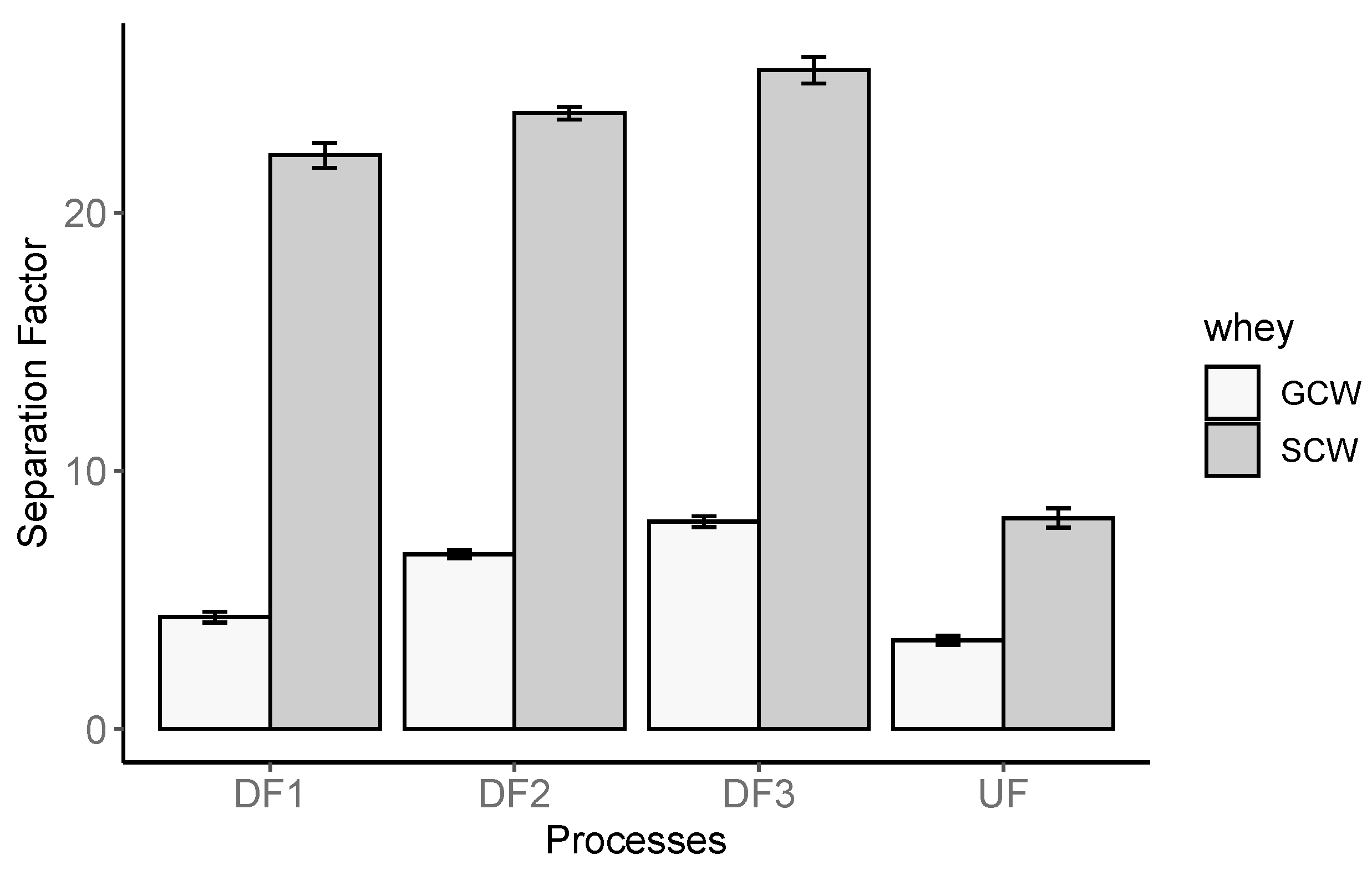
3.2. Assessment of UF/DF Performance
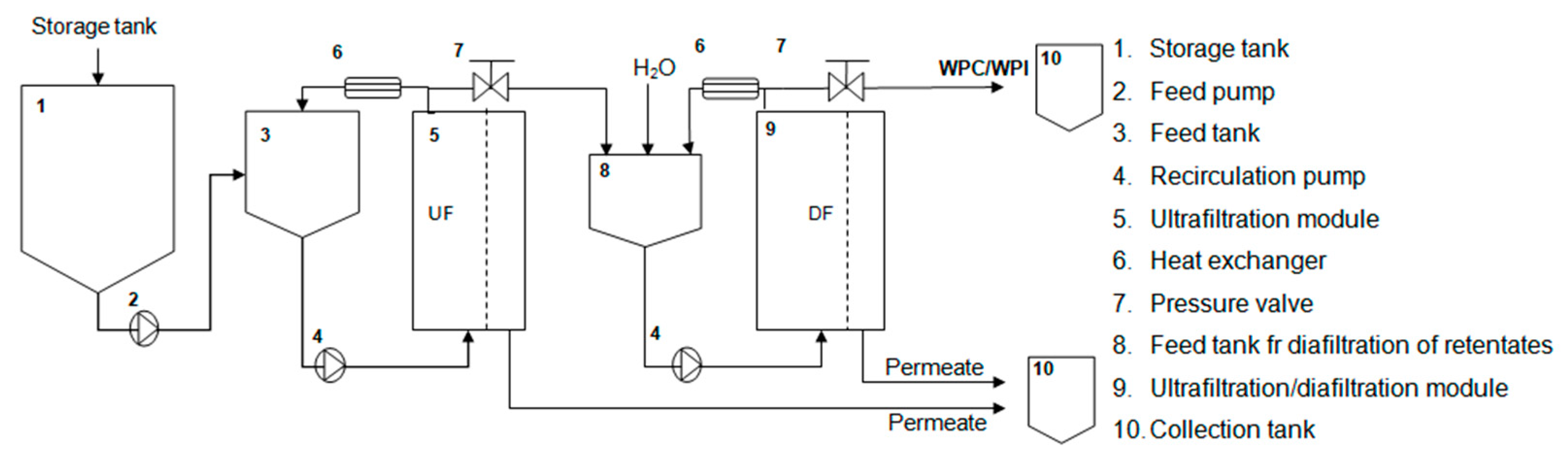
3.3. Design of UF/DF Membrane Unit
Technical Evaluation of UF/DF Membrane Unit
3.4. Cost–Benefit Analysis
3.4.1. Sales Revenue
3.4.2. Investment and Financing
3.4.3. Operational Expenses
3.4.4. Other Information for CBA Calculation
3.4.5. Financial Cash Flow Statement
3.4.6. CBA Indicators Results
3.4.7. Sensitivity Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pintado, M.E.; da Silva, J.A.L.; Malcata, F.X. Comparative characterization of whey protein concentrates from ovine, caprine and bovine breeds. LWT Food Sci. Technol. 1999, 32, 231–237. [Google Scholar] [CrossRef]
- Díaz, O.; Pereira, C.D.; Cobos, A. Functional properties of ovine whey protein concentrates produced by membrane technology after clarification of cheese manufacture by-products. Food Hydrocoll. 2004, 18, 601–610. [Google Scholar] [CrossRef]
- Park, Y.W.; Juárez, M.; Ramos, M.; Haenlein, G. Physico-chemical characteristics of goat and sheep milk. Small Rumin. Res. 2007, 68, 88–113. [Google Scholar] [CrossRef] [Green Version]
- Daufin, G.; René, F.; Aimar, P. Les Separations par Membrane Dans les Procédés de L’Industrie Alimentaire; Collection Sciences et Techniques Agroalimentaires: París, France, 1998; pp. 343–359. [Google Scholar]
- Chen, Q.; Zhao, L.; Chen, Q.; Ahmad, W.; Li, Y.; Qin, Z. The Application of Membrane Separation Technology in the Dairy Industry, Technological Approaches for Novel Applications in Dairy Processing; Intechopen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Lipnizki, F. Cross-flow membrane applications in the food industry. In Membrane Technology, Vol. 3: Membranes for Food Applications; Peinemann, K.V., Nunes, S.P., Giorno, L., Eds.; Wiley-Vch Verlag GmbH & Co., kGaA: Weinheim, Germany, 2010; pp. 1–24. [Google Scholar] [CrossRef]
- Zydney, A. Protein separations using membrane filtration: New opportunities for whey fractionation. Int. Dairy J. 1998, 8, 243–250. [Google Scholar] [CrossRef]
- Rosemberg, M. Current and future applications for membrane processes in the dairy industry. Trends Food Sci. Technol. 1995, 6, 12–16. [Google Scholar] [CrossRef]
- Cheryan, M. Ultrafiltration and Microfiltration Handbook, 2nd ed.; CRC Press LLC: Boca Raton, FL, USA, 1998; 527p, ISBN 1-56676-598-6. [Google Scholar]
- Jeantet, R.; Rodriguez, J.; Garem, A. Nanofiltration of sweet whey by spiral wound organic membranes: Impact of hydrodynamics. Lait 2000, 8, 155–163. [Google Scholar] [CrossRef]
- Pouliot, Y.; Jelen, P. Pretreatments of dairy fluids to minimize long-term membrane fouling. In Fouling and Cleaning in Pressure Driven Membrane Processes. Special Issue 9504; International Dairy Federation: Schaerbeek, Belgium, 1995; pp. 80–92. [Google Scholar]
- Baek, Y.; Kang, J.; Theato, P.; Yoon, J. Measuring hydrophilicity of RO membranes by contact angles via sessile drop and captive bubble method: A comparative study. Desalination 2012, 303, 23–28. [Google Scholar] [CrossRef]
- Macedo, A.; Duarte, E.; Fragoso, R. Assessment of the performance of three ultrafiltration membranes for fractionation of ovine second cheese whey. Int. Dairy J. 2015, 48, 31–37. [Google Scholar] [CrossRef]
- Marshall, A.D.; Daufin, G. Physico-chemical aspects of membrane fouling by dairy liquids. In Fouling and Cleaning in Pressure Driven Membrane Processes. Special Issue 9504; International Dairy Federation: Schaerbeek, Belgium, 1995; pp. 8–35. [Google Scholar]
- Kovacs, Z.; Czermak, P. Diafiltration. In Encyclopedia of Membrane Science and Technology; Hoek, M.V.E., Tarabara, V.V., Eds.; Wiley: Hoboken, NJ, USA, 2013; Volume 3. [Google Scholar]
- Hernández-Ledesma, B.; Ramos, M.; Gómez-Ruiz, J.Á. Bioactive components of ovine and caprine cheese whey. Small Rumin. Res. 2011, 101, 196–204. [Google Scholar] [CrossRef] [Green Version]
- Madureira, A.; Tavares, T.; Gomes, A.; Pintado, M.; Malcata, F. Physiological properties of bioactive peptides obtained from whey proteins. J. Dairy Sci. 2010, 93, 437–455. [Google Scholar] [CrossRef] [Green Version]
- Ha, E.; Zemel, M.B. Functional properties of whey, whey components, and essential amino acids: Mechanisms underlying health benefits for active people (review). J. Nutr. Biochem. 2003, 14, 251–258. [Google Scholar] [CrossRef]
- Boumba, V.; Voutsinas, L.; Philippopoulos, C. Composition and nutritional value of commercial dried whey products from Feta cheese manufacture. Int. J. Dairy Tecnol. 2001, 54, 141–145. [Google Scholar] [CrossRef]
- Henriques, M.H.F.; Gomes, D.M.G.S.; Borges, A.R.; Pereira, C.J.D. Liquid whey protein concentrates as primary raw material for acid dairy gels. Food Sci. Technol. Camp. 2020, 40, 361–369. [Google Scholar] [CrossRef] [Green Version]
- Pereira, C.D.; Henriques, M.; Gomes, D.; Gomez-Zavaglia, A.; de Antoni, G. Novel functional whey-based drinks with great potential to the dairy industry. Food Technol. Biotechnol. 2015, 53, 307–314. [Google Scholar] [CrossRef]
- Sandholm, T.M.; Myllarinen, P.; Crittenden, R.; Mogensen, G.; Fondén, R.; Saarela, M. Technological challenges for future probiotic foods. Int. Dairy J. 2002, 12, 173–182. [Google Scholar] [CrossRef]
- Stanton, C.E. Market potential for probiotics. Am. J. Clin. Nutr. 2001, 73, 476–483. [Google Scholar] [CrossRef]
- Bryant, C.M.; McClements, D.J. Molecular basis of protein functionality with special consideration of cold-set gels derived from heat-denatured whey. Trends Food Sci. Technol. 1998, 9, 143–151. [Google Scholar] [CrossRef]
- Benoit, S.; Margni, M.; Bouchard, C.; Pouliot, Y. A workable tool for assessing eco-efficiency in dairy processing using process simulation. J. Clean. Prod. 2019, 236. [Google Scholar] [CrossRef]
- Gavazzi-April, C.; Benoit, S.; Doyen, A.; Britten, M.; Pouliot, Y. Preparation of milk protein concentrates by ultrafiltration and continuous diafiltration: Effect of process design on overall efficiency. J. Dairy Sci. 2018, 101, 9670–9679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Siebert, J.W.; Alejandro, L.; Sung-Yong, K. The commercial potential of new dairy products from membrane technology. J. Food Distrib Res. 2001, 3, 24–33. [Google Scholar] [CrossRef]
- Macedo, A.; Monteiro, J.; Duarte, E. A contribution for the valorisation of sheep and goat cheese whey through nanofiltration. Membranes 2018, 8, 114. [Google Scholar] [CrossRef] [Green Version]
- Perry, R.H.; Green, D.W.; Maloney, J.O. (Eds.) Perry’s Chemical Engineers’s Handbook, 6th ed.; McGraw-Hill: New York, NY, USA, 1984. [Google Scholar]
- Mulder, M. Basic Principles of Membrane Technology, 2nd ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2003; 564p, ISBN 0-7923-4248-8. [Google Scholar]
- Portuguese Standard PS 675. Milk and dry milk. Determination of lactose concentration. In Diário da República III Série, No. 123; Government of the Portuguese Republic: Lisboa, Portugal, 1986. [Google Scholar]
- AOAC Official Methods of Analysis. Solids (Total) in milk, IDF-ISO-AOAC method I. In Official Methods of Analysis of AOAC International; Cunliffe, P., Ed.; AOAC Official Methods of Analysis: Gaithersburg, MD, USA, 1990; p. 807. [Google Scholar]
- Portuguese Standard PS 1986. Milk. Determination of Crude Protein. In Diário da República, III Série, No. 142; Government of the Portuguese Republic: Lisboa, Portugal, 1991. [Google Scholar]
- Pires, A.F.; Marnotes, N.G.; Bella, A.; Viegas, J.; Gomes, D.M.; Henriques, M.H.F.; Pereira, J.D. Use of ultrafiltrated cow’s whey for the production of whey cheese with kefir or probiotics. J. Sci. Food Agric. 2020, 101, 555–563. [Google Scholar] [CrossRef] [PubMed]
- Mishan, E.J.; Quah, E. Cost-Benefit Analysis, 6th ed.; Routledge: London, UK, 2020. [Google Scholar]
- Pereira, C.D.; Diaz, O.; Cobos, A. Valorization of by-products from ovine cheese manufacture: Clarification by thermocalcic precipitation/microfiltration before ultrafiltration. Int. Dairy J. 2002, 12, 773–783. [Google Scholar] [CrossRef]
- Karleskind, D.; Laye, I.; Mei, F.I.; Morr, C.V. Chemical pretreatment and microfiltration for making delipidized whey protein concentrate. J. Food Sci. 1995, 60, 221–227. [Google Scholar] [CrossRef]
- Madsen, R.F. Design of sanitary and sterile UF and diafiltration plants. Sep. Purif. Technol. 2001, 22, 79–87. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (% w/w) | Raw SCW | Pretreated SCW | LWPC (UF) | LWPC (UF/DF) | Ultrafiltration (UF) Permeate |
|---|---|---|---|---|---|
| Lipids | 6.73 ± 0.34 | <0.1 (1) | 0.31 ± 0.05 | 7.73 ± 0.15 | <0.1 |
| Crude protein | 10.73 ± 1.83 | 10.93 ± 1.28 | 31.86 ± 1.75 | 79.47 ± 1.41 | 5.35 ± 0.26 |
| Lactose | 58.06 ± 7.08 | 59.49 ± 5.84 | 45.59 ± 2.39 | 8.04 ± 0.31 | 62.41 ± 0.98 |
| Ash | 28.54 ± 1.19 | 30.69 ± 2.39 | 23.52 ± 1.59 | 6.61 ± 0.72 | 30.18 ± 0.19 |
| Parameter (% w/w) | Raw GCW | Pretreated GCW | LWPC (UF) | LWPC (UF/DF) | UF Permeate |
|---|---|---|---|---|---|
| Lipids | 10.76 ± 1.83 | 5.73 ± 0.25 | 7.00 ± 0.34 | 12.18 ± 2.00 | 9.68 ± 0.42 |
| Crude protein | 10.39 ± 1.24 | 7.35 ± 0.34 | 21.91 ± 0.17 | 63.62 ± 6.75 | 6.24 ± 0.24 |
| Lactose | 55.38 ± 6.23 | 63.01 ± 6.80 | 51.92 ± 6.70 | 17.66 ± 0.17 | 64.95 ± 0.80 |
| Ash | 23.47 ± 0.20 | 23.91 ± 0.20 | 18.94 ± 0.15 | 6.54 ± 0.24 | 28.28 ± 0.20 |
| Process | Stage | VCF/Stage | Jp(average) (L h−1 m−2) | Am (m2) |
|---|---|---|---|---|
| Preconcentration by UF | 1 | 4.0 | 76.6 | 4.5 |
| DF1 (DV = 1.0) | 1 | 1.5 | 58.9 | 1.0 |
| DF2 (DV = 1.0) | 2 | 1.5 | 58.4 | - |
| DF3 (DV = 1.0) | 3 | 1.5 | 55.5 | - |
| Parameter | Value |
|---|---|
| Permeate flow rate (L h−1) | 330 |
| Retentate flow rate (L h−1) | 115 |
| Total membrane area for UF and UF/DF (m2) | 5.5 |
| Vdiafiltration water (L) | 170 |
| Ef (kWh) (for a working day of 8 h) | 0.48 |
| EQ (kWh) (for a working day of 8 h) | 1.28 |
| Lifetime of membranes (h) | 2000 |
| Cleaning time (h day−1) | 1–2 |
| Cleaning chemicals (kg) | 0.1 |
| Manpower (h day−1) | 1 |
| Cheese whey losses in membrane plant (%) | 1 |
| Products | Unit Price | Sales (Amount) | Sales (Value) |
|---|---|---|---|
| Food gels | 4 €/(package 0.5 kg) | 20,000 package | 80,000 € |
| Whey cheese with probiotics | 8.50 €/kg | 3000 kg | 25,500 € |
| Protein powder concentrates (60% protein) | 4 €/kg | 1500 kg | 6000 € |
| Protein powder concentrates (80% protein) | 4 €/kg | 1500 kg | 6000 € |
| Total | - | - | 117,500 € |
| Operating Expenditures | Industrial Membrane Unit | Spray Drying and Pre-Treatment | Total (Euros) |
|---|---|---|---|
| Membranes (m2) | 1000 | 1000 | |
| Energy | 3000 | 4000 | 7000 |
| Specialized services (maintenance) | 5000 | 1200 | 6500 |
| Water | 1200 | 1200 | |
| Insurance | 300 | 200 | 500 |
| Cleanliness, hygiene (imputation) | 1000 | 1000 | 2000 |
| Various packaging | 4000 | 4000 | |
| Other external supplies and services | 1000 | 1000 | 3000 |
| Total | 16,500 | 7400 | 23,900 |
| Year 1 | Year 2 | Year 3 | Year 4 | Year 5 | |
|---|---|---|---|---|---|
| 1. Sales revenue | 117,500 | 119,850 | 122,247 | 124,692 | 127,185 |
| 2. Investment grant | 17,200 | 17,200 | 17,200 | 17,200 | 17,200 |
| 3. Operating expenditures | 23,900 | 24,378 | 24,866 | 25,363 | 25,870 |
| 4. Labor costs | 35,000 | 35,700 | 36,414 | 37,142 | 37,885 |
| 5. Comercial costs | 7000 | 7140 | 7283 | 7428 | 7577 |
| 6. Income before depreciation, financing expenses and taxes | 14,266 | 15,298 | 16,350 | 17,425 | 18,519 |
| 7. Depreciation | 34,400 | 34,400 | 34,400 | 34,400 | 34,400 |
| 8. Operating income | 34,400 | 35,432 | 36,484 | 37,559 | 38,653 |
| 9. Installment (Capital + Interest) | 20,134 | 20,134 | 20,134 | 20,134 | 20,134 |
| 10. Income before taxes | 14,266 | 15,298 | 16,350 | 17,425 | 18,519 |
| 11. Taxes | 2853 | 3060 | 3270 | 3485 | 3704 |
| 12. Net income | 11,413 | 12,238 | 13,080 | 13,940 | 14,815 |
| 13. Depreciation compensation | 34,400 | 34,400 | 34,400 | 34,400 | 34,400 |
| 14. Cash flow exploration | 45,813 | 46,638 | 47,480 | 48,340 | 49,215 |
| 15. Investment | −172,000 | ||||
| 16. Residual value | 17,200 | ||||
| 17. Working capital | −4000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Macedo, A.; Bilau, J.; Cambóias, E.; Duarte, E. Integration of Membrane Processes for By-Product Valorization to Improve the Eco-Efficiency of Small/Medium Size Cheese Dairy Plants. Foods 2021, 10, 1740. https://0-doi-org.brum.beds.ac.uk/10.3390/foods10081740
Macedo A, Bilau J, Cambóias E, Duarte E. Integration of Membrane Processes for By-Product Valorization to Improve the Eco-Efficiency of Small/Medium Size Cheese Dairy Plants. Foods. 2021; 10(8):1740. https://0-doi-org.brum.beds.ac.uk/10.3390/foods10081740
Chicago/Turabian StyleMacedo, Antónia, José Bilau, Eunice Cambóias, and Elizabeth Duarte. 2021. "Integration of Membrane Processes for By-Product Valorization to Improve the Eco-Efficiency of Small/Medium Size Cheese Dairy Plants" Foods 10, no. 8: 1740. https://0-doi-org.brum.beds.ac.uk/10.3390/foods10081740