
Production and Characterization of Gelatin Biomaterials Based on Agave Microfibers and Bentonite as Reinforcements

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Biofilm Formulations
2.3. Methods
2.3.1. Filmogenic Solutions
2.3.2. Biofilm Elaboration by the Casting Method
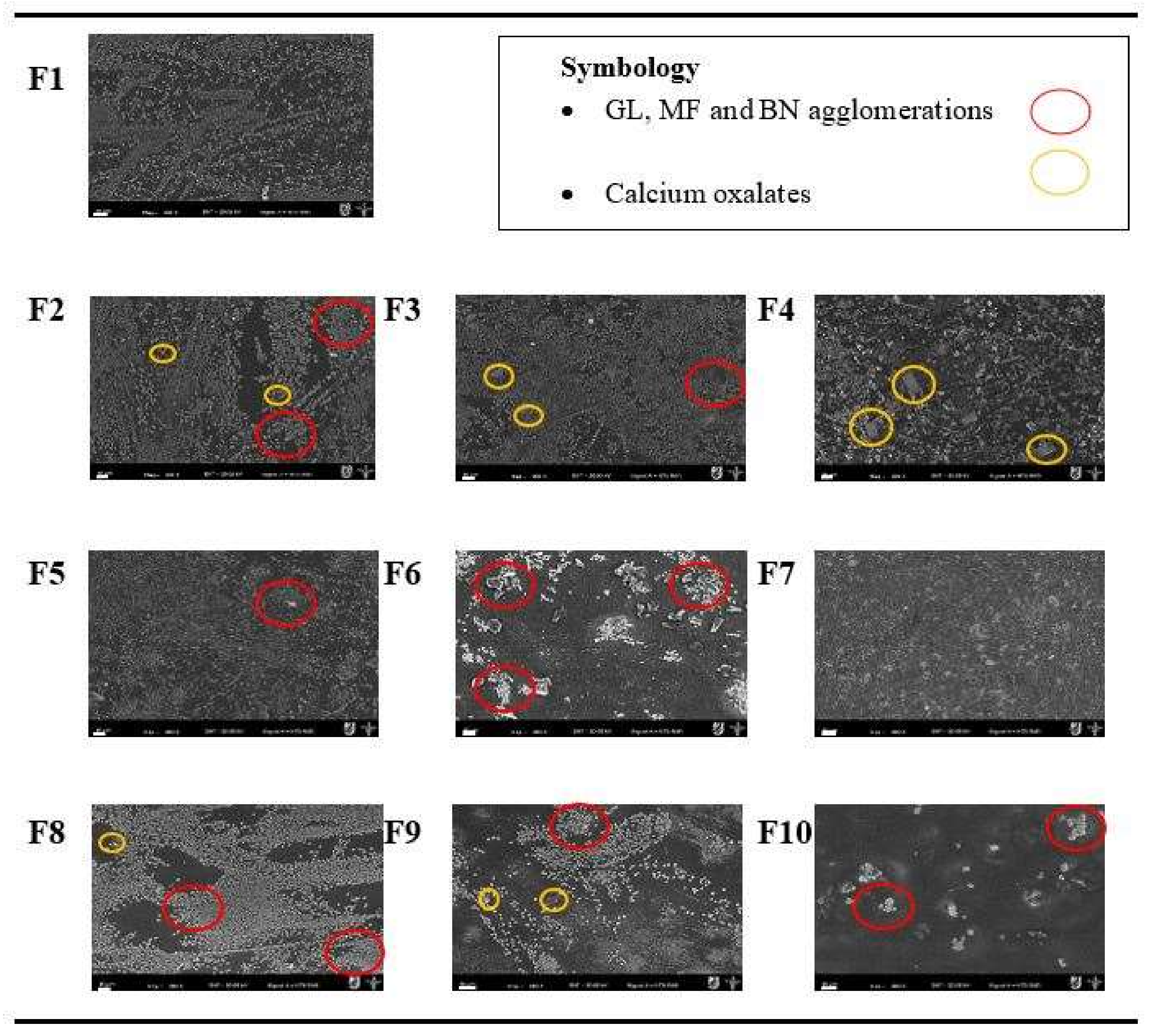
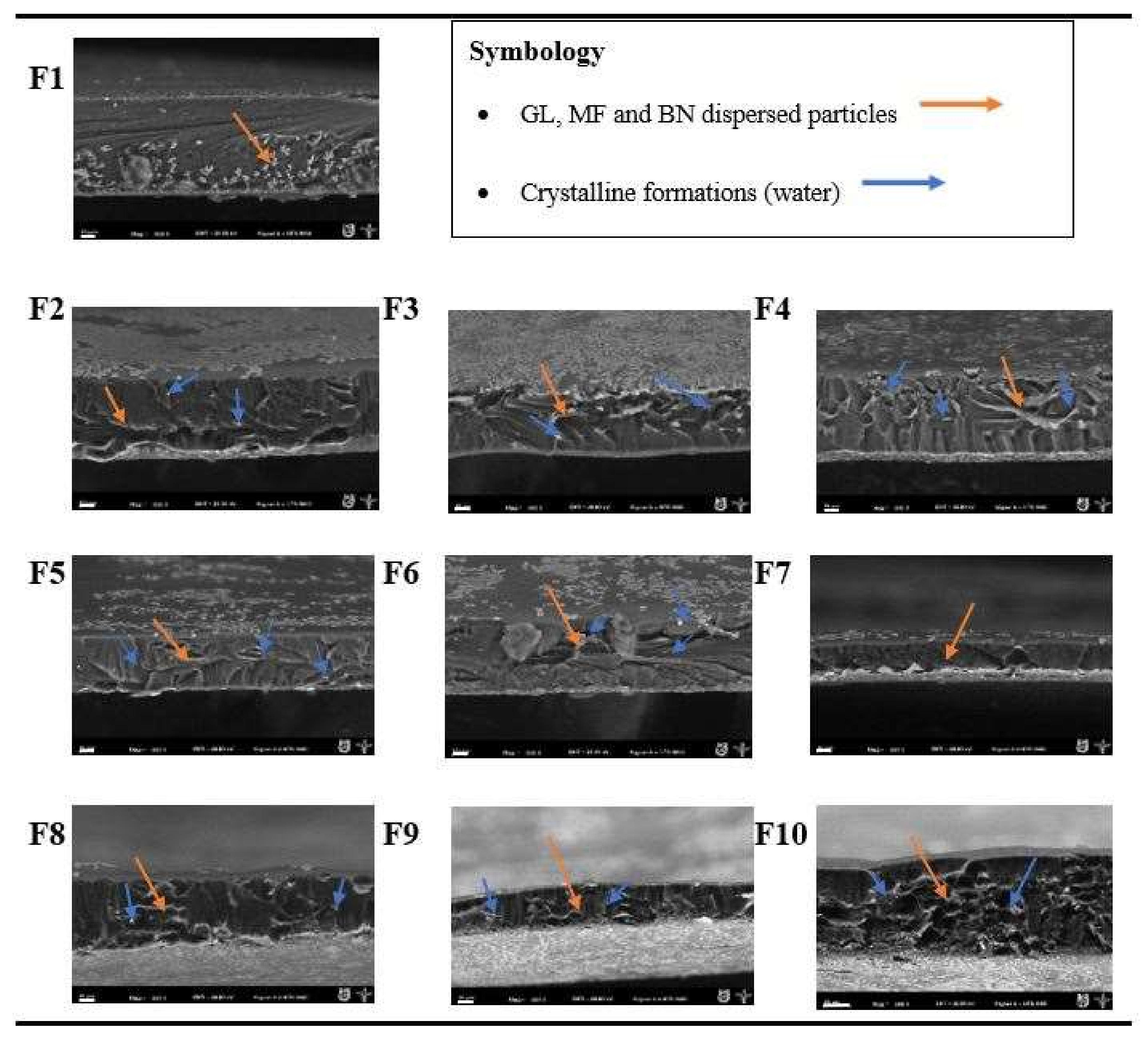
2.3.3. Surface and Cross-Section Characterization of the Biofilms by SEM
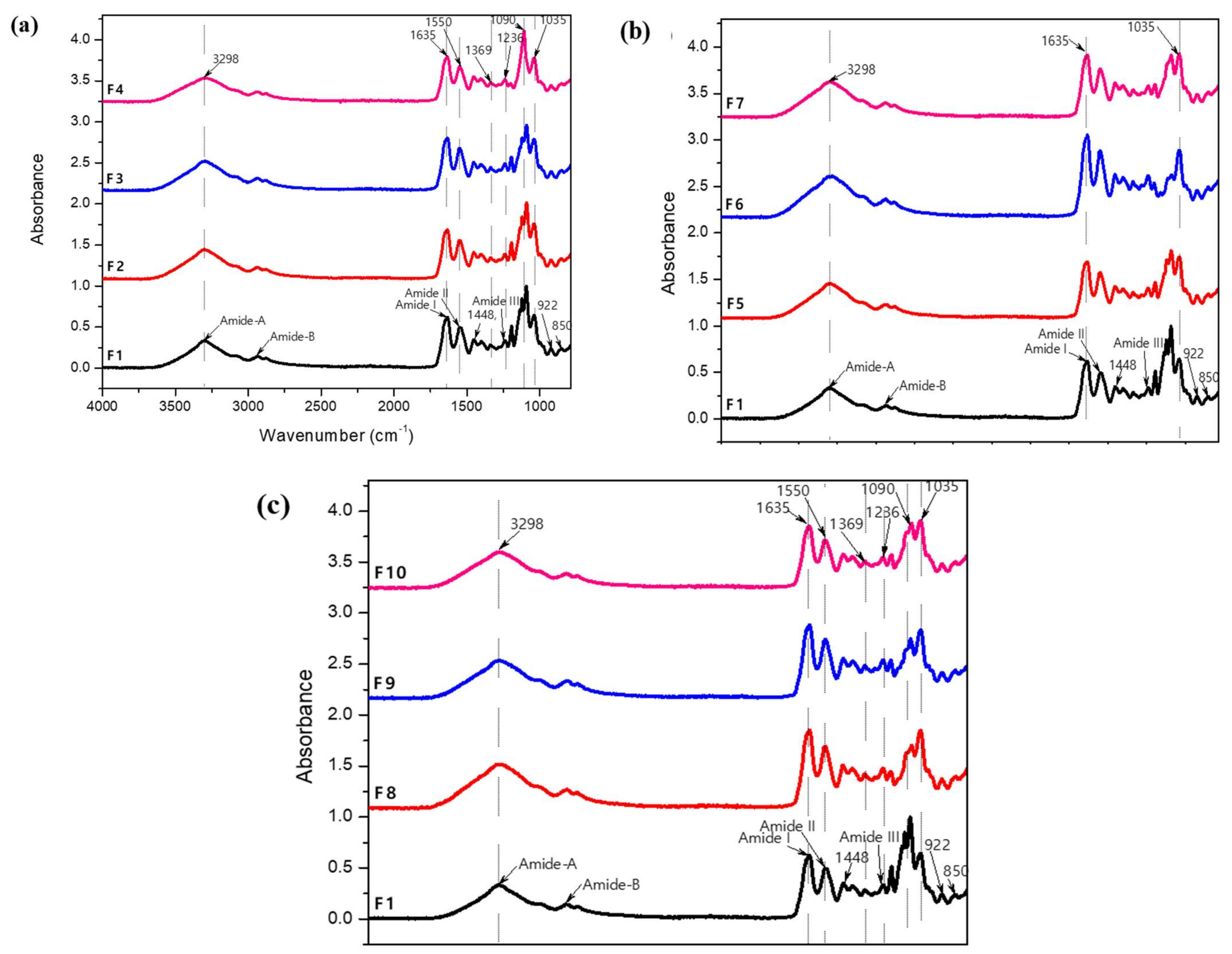
2.3.4. Detection and Analysis of Functional Groups in the Biofilms by FTIR
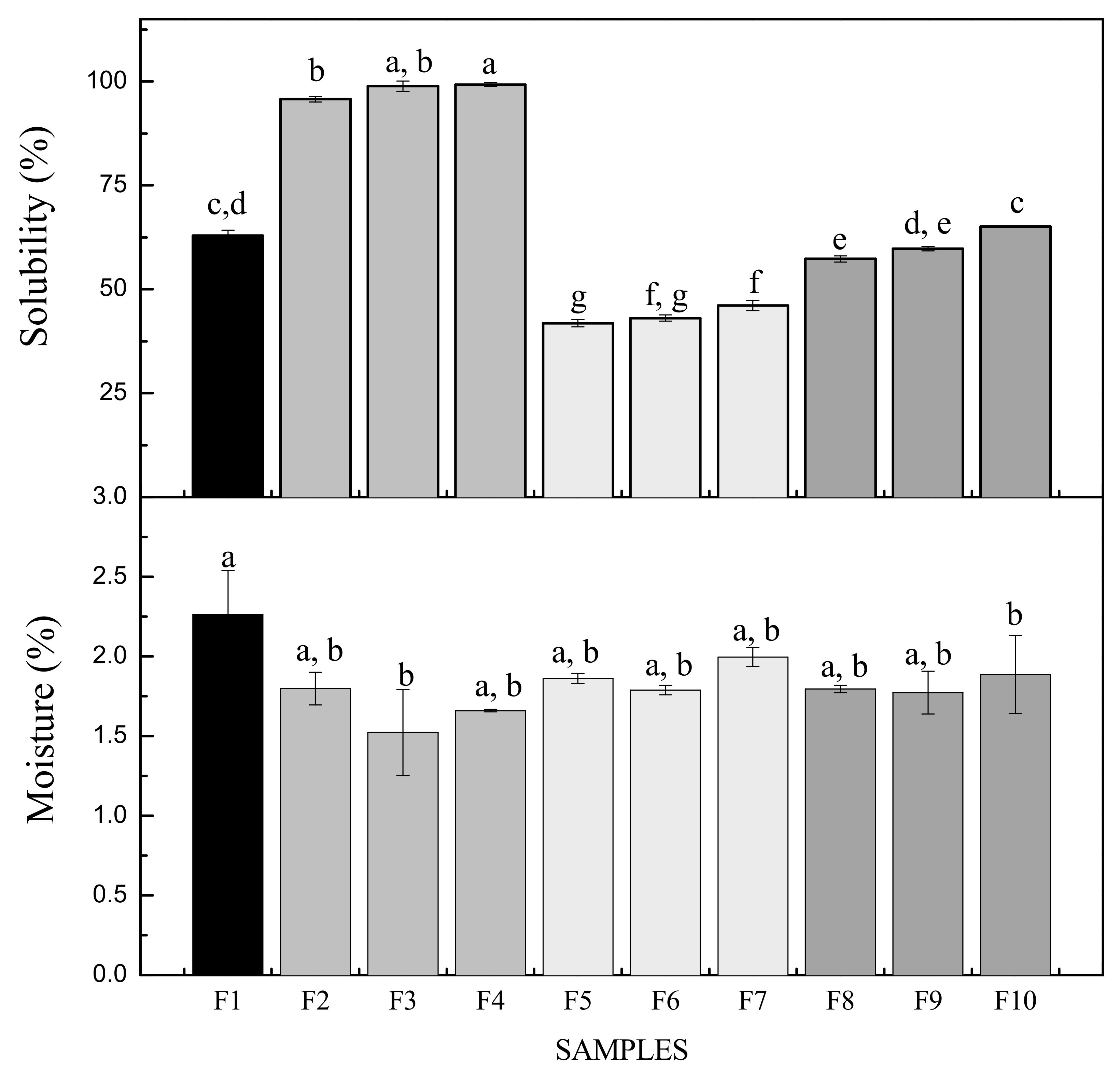
2.3.5. Determination of the Soluble Matter
2.3.6. Determination of Moisture Content
2.3.7. X-ray Diffraction
2.3.8. Barrier Properties NY
2.3.9. Mechanical Properties
2.3.10. Thermogravimetric Analysis
2.3.11. Statistical Analysis
3. Results and Discussion
3.1. Surface and Cross-Sectional Characterization
3.2. Detection and Analysis of Functional Groups
3.3. Determination of Soluble Matter in Aqueous Solution and Moisture Content
3.4. Thickness
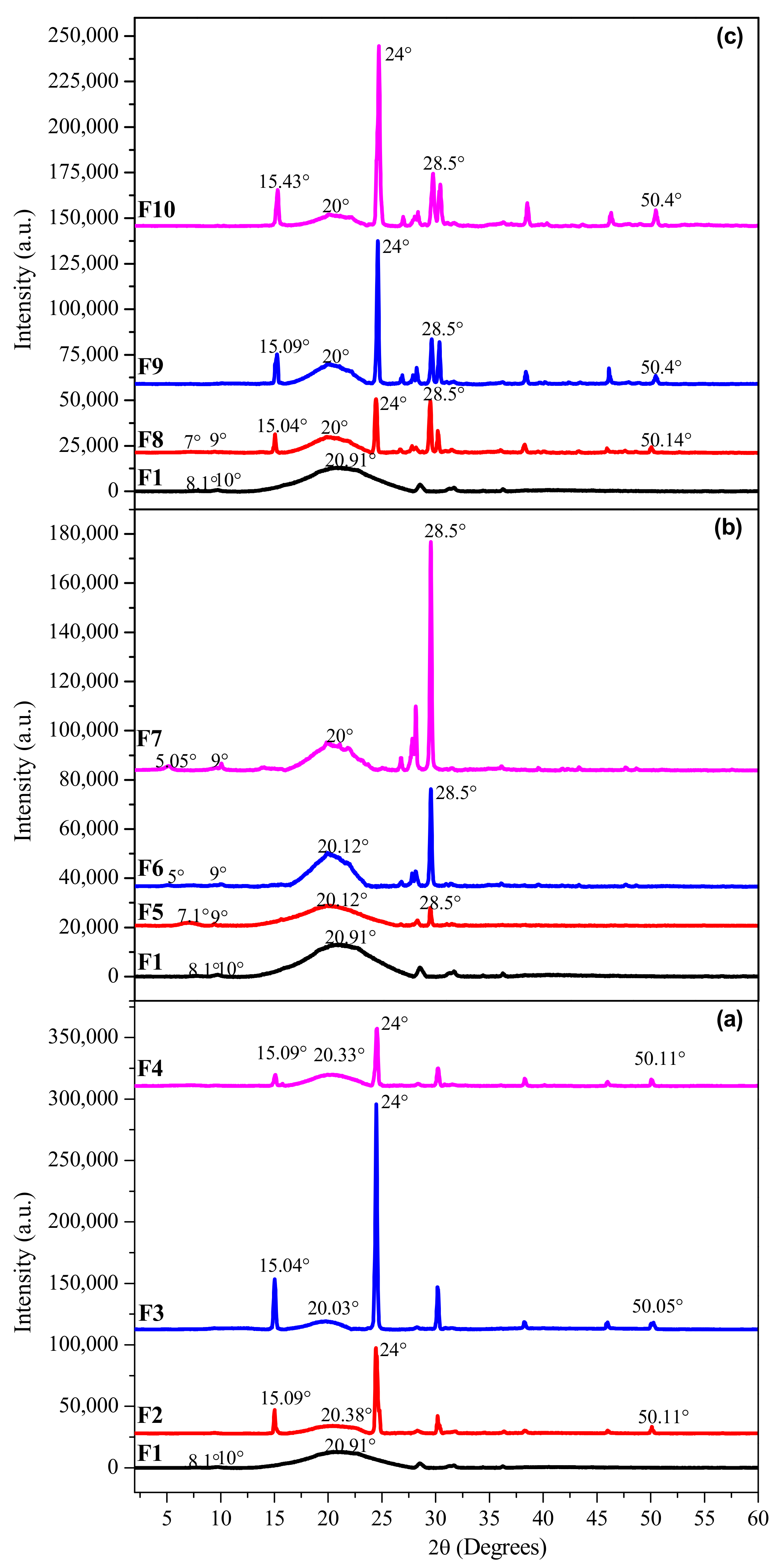
3.5. Crystallinity and Amorphous Matter
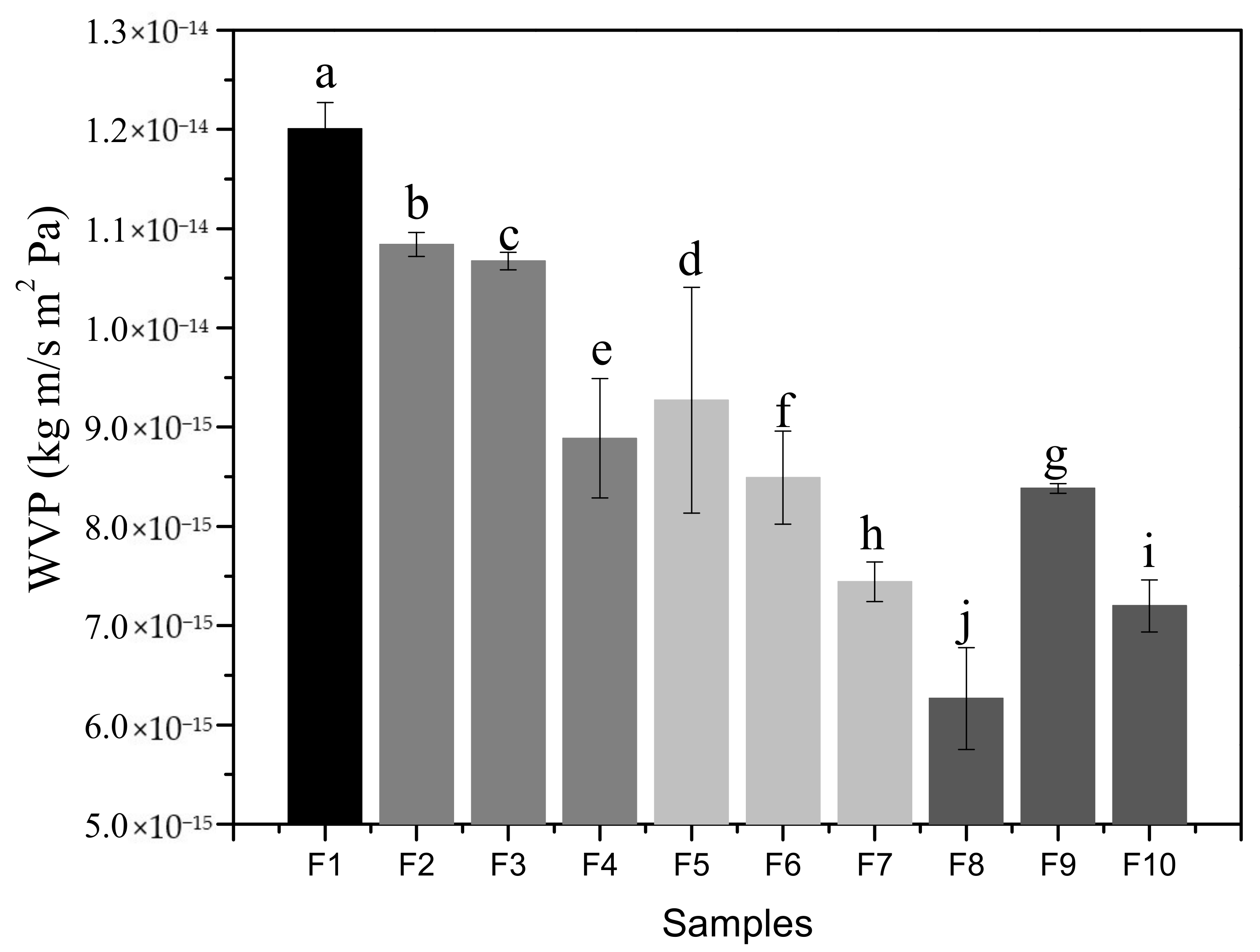
3.6. Barrier Properties
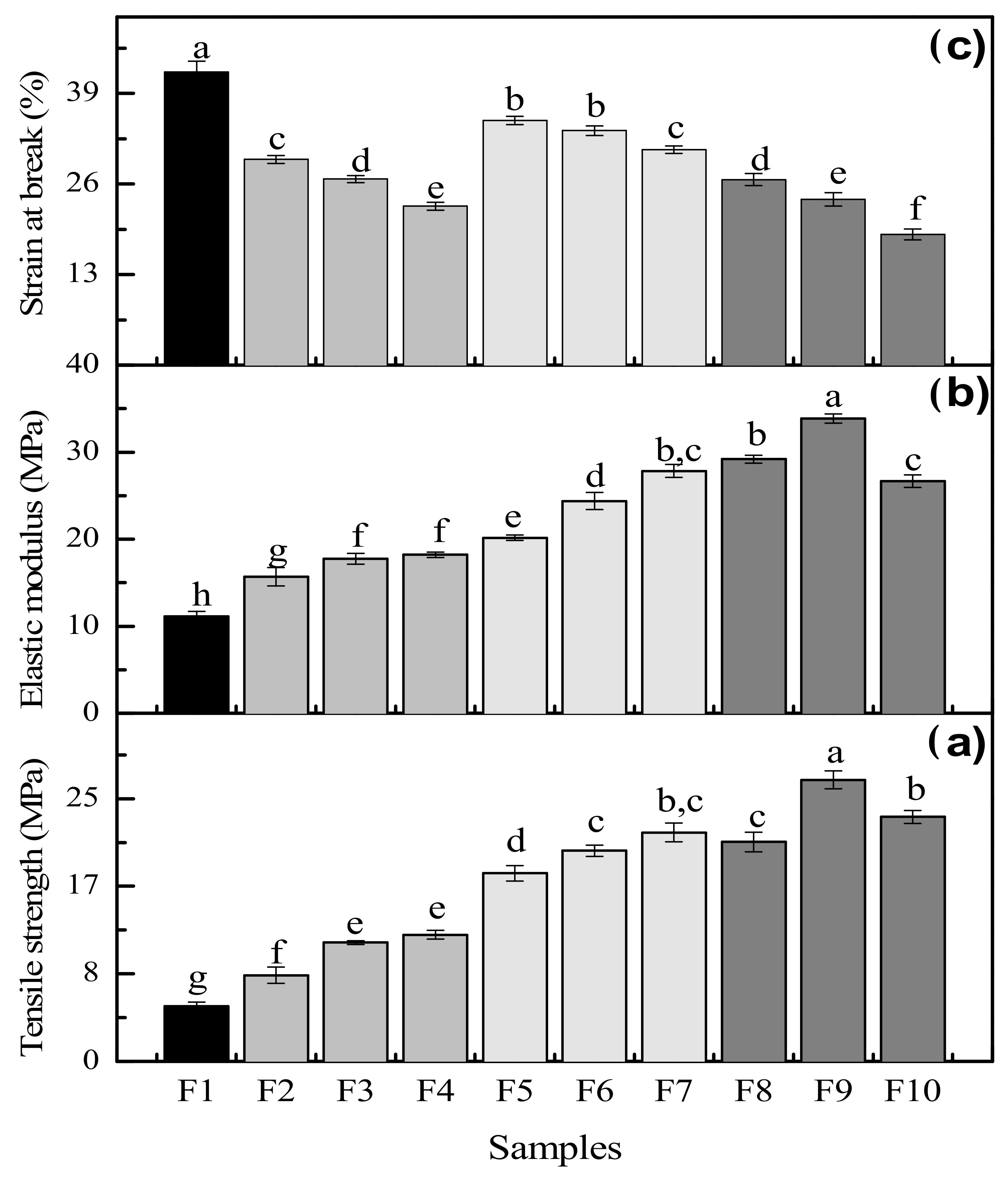
3.7. Mechanical Properties
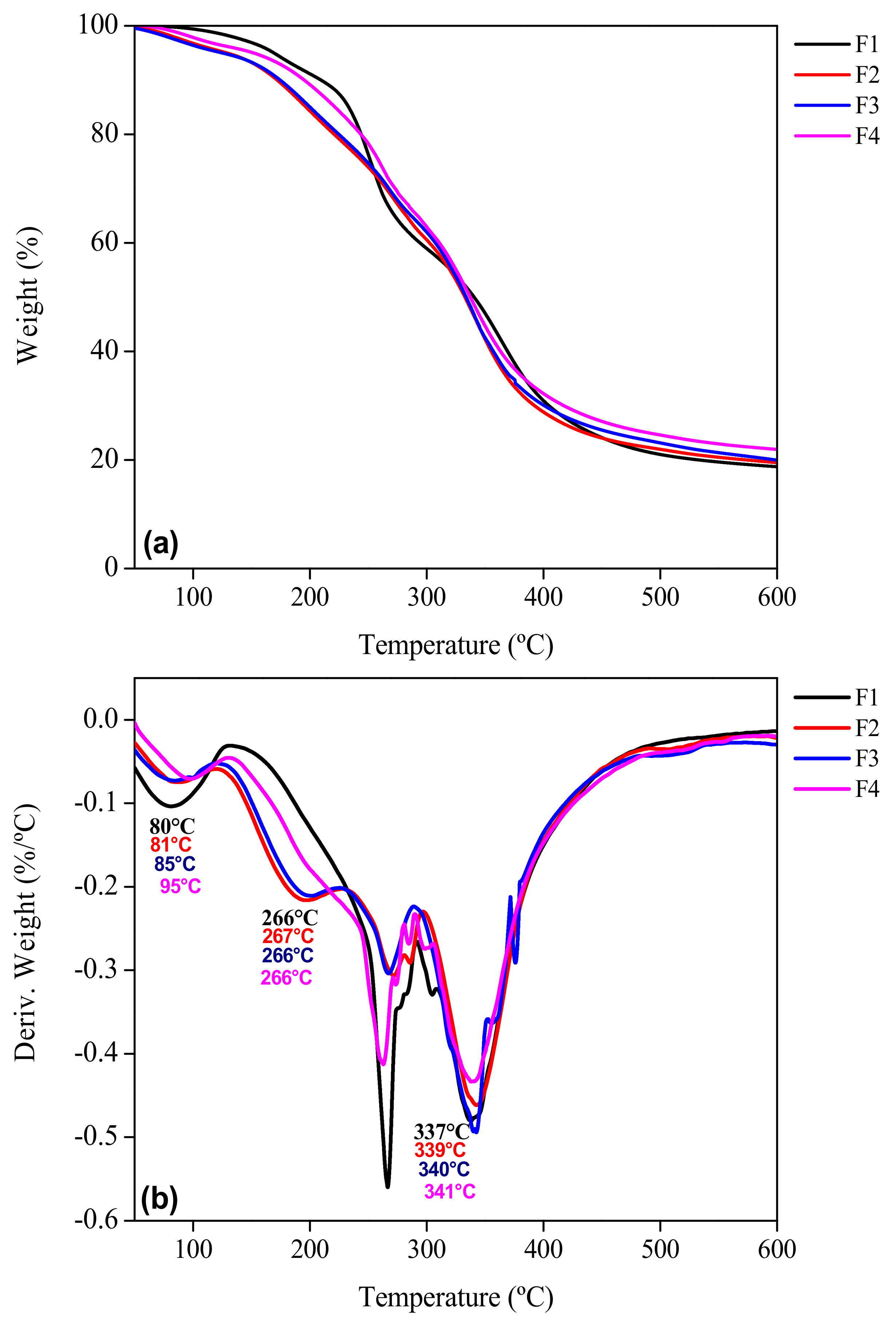
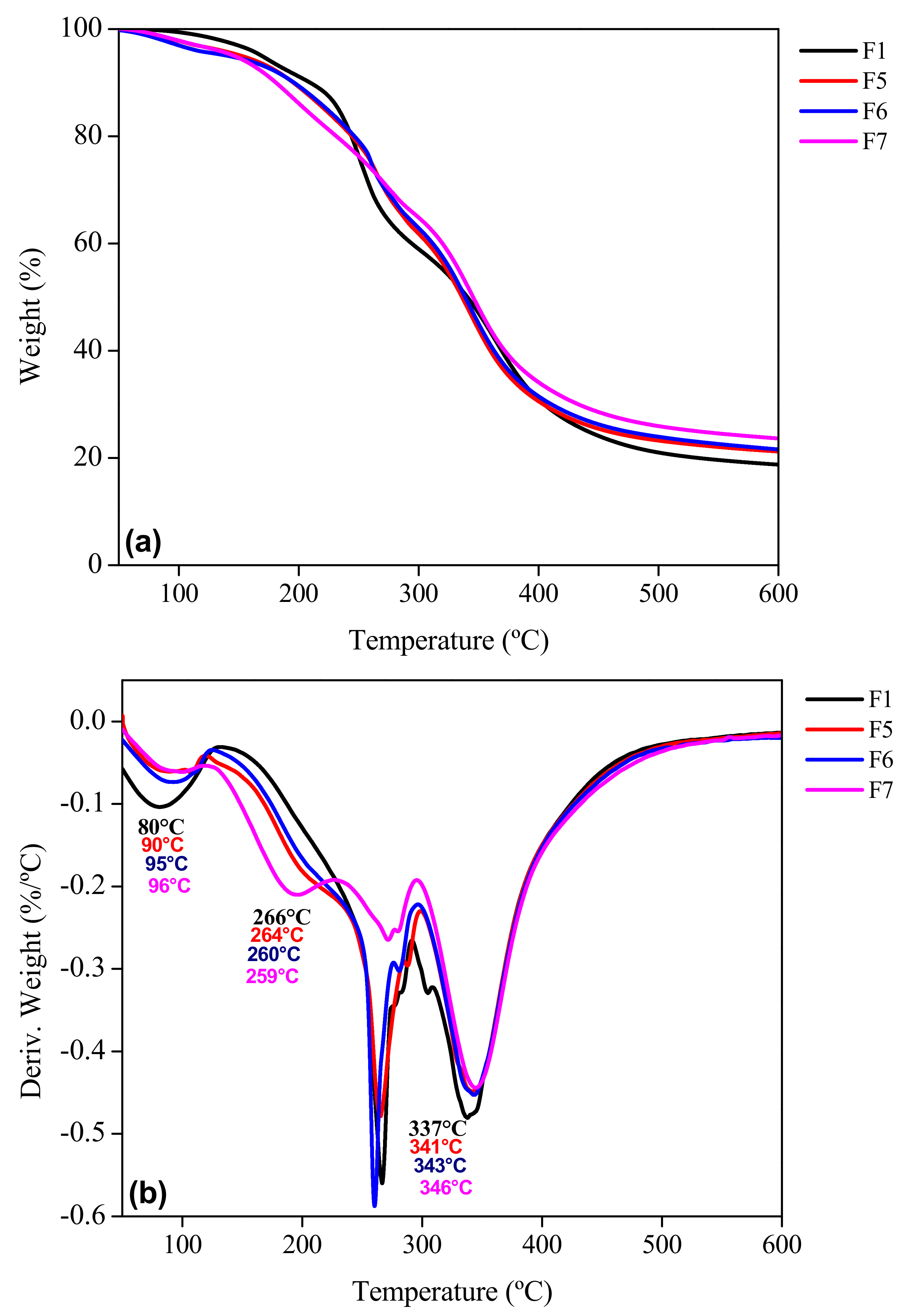
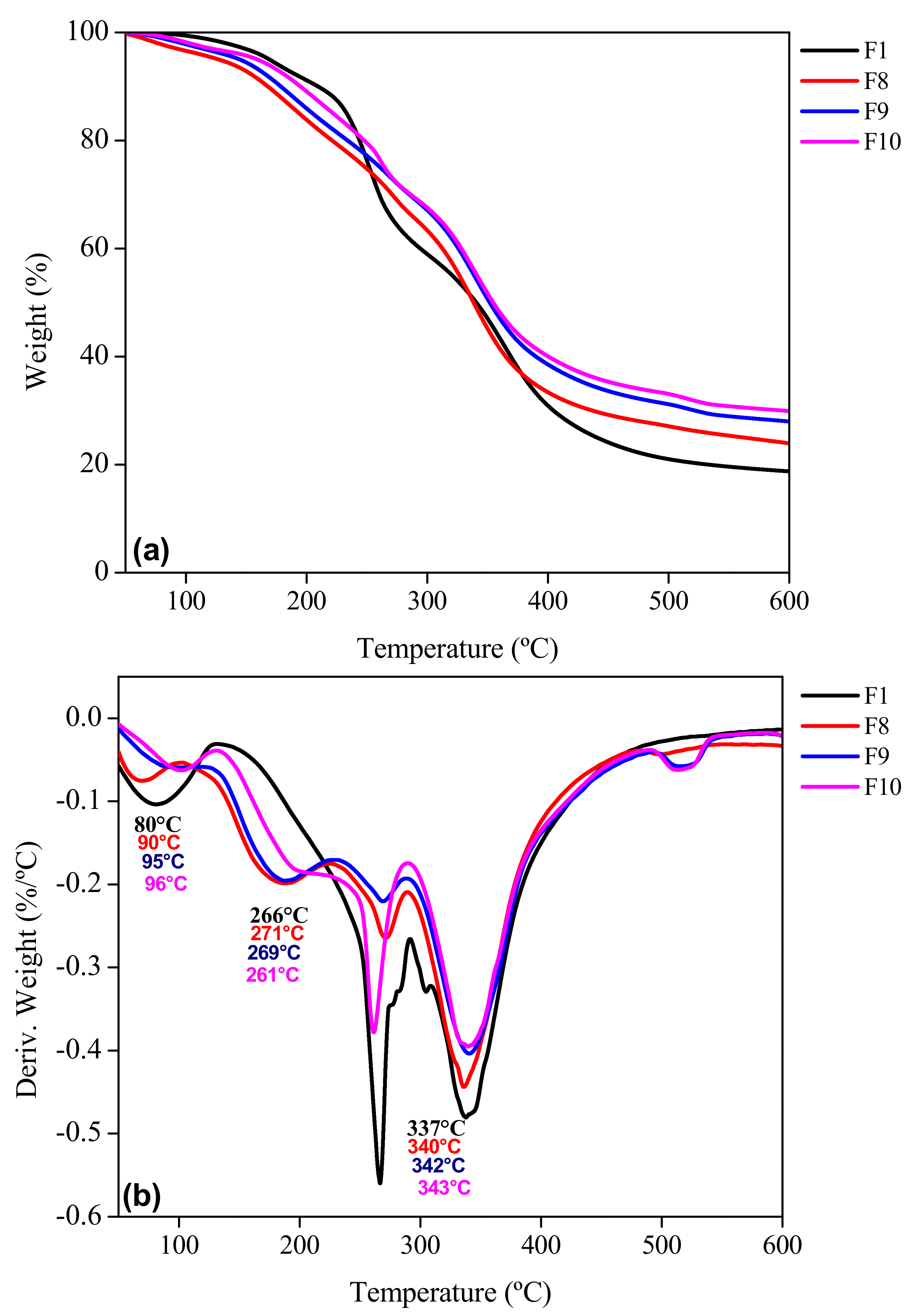
3.8. Thermogravimetric Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baranwal, J.; Barse, B.; Fais, A.; Delogu, G.L.; Kumar, A. Biopolymer: A sustainable material for food and medical applications. Polymers 2022, 14, 983. [Google Scholar] [CrossRef] [PubMed]
- Olatunji, O. Classification of natural polymers. In Natural Polymer, 1st ed.; Olatunji, O., Ed.; Springer: Cham, Switzerland, 2016; Volume 1, pp. 1–17. [Google Scholar]
- Sailaja, A.K.; Amareshwar, P.; Chakravarty, P. Different techniques used for the preparation of nanoparticles using natural polymers and their application. Int. J. Pharm. Sci. 2011, 3, 45–50. [Google Scholar]
- Farahnaky, A.; Dadfar, S.M.M.; Shahbazi, M. Physical and mechanical properties of gelatin–clay nanocomposite. J. Food Eng. 2014, 122, 78–83. [Google Scholar] [CrossRef]
- Stevenson, M.; Long, J.; Seyfoddin, A.; Guerrero, P.; de la Caba, K.; Etxabide, A. Characterization of ribose-induced crosslinking extension in gelatin films. Food Hydrocoll. 2020, 99, 105–324. [Google Scholar] [CrossRef]
- Lappe-Oliveras, P.; Moreno-Terrazas, R.; Arrizón-Gaviño, J.; Herrera-Suárez, T.; García-Mendoza, A.; Gschaedler-Mathis, A. Yeasts associated with the production of Mexican alcoholic nondistilled and distilled Agave beverages. FEMS Yeast Res. 2008, 8, 1037–1052. [Google Scholar] [CrossRef] [Green Version]
- Ramírez, J. Los magueyes, plantas de infinitos usos. Biodiversitas CONABIO 1995, 3, 1–7. Available online: https://www.gob.mx/conabio (accessed on 1 December 2019).
- García-Mendoza, A. Riqueza y endemismos de la familia Agavaceae en México. In Conservación de Plantas en Peligro de Extinción: Diferentes Enfoques; Instituto de Biología, UNAM: Mexico City, Mexico, 1995; pp. 51–75. [Google Scholar]
- Iñiguez, G.; Acosta, N.; Martinez, L.; Parra, J.; González, O. Utilización de supbroductos de la industria tequilera. Parte 7. Compostaje de bagazo de agave y vinazas tequileras. Rev. Int. Contam. Ambient. 2005, 21, 37–50. [Google Scholar]
- Perez-Pimienta, J.A.; Poggi-Varaldo, H.M.; Ponce-Noyola, T.; Ramos-Valdivia, A.C.; Chavez-Carvayar, J.A.; Stavila, V.; Simmons, B.A. Fractional pretreatment of raw and calcium oxalate-extracted agave bagasse using ionic liquid and alkaline hydrogen peroxide. Biomass Bioenergy 2016, 91, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Reddy, K.O.; Zhang, J.; Zhang, J.; Rajulu, A.V. Preparation and properties of self-reinforced cellulose composite films from Agave microfibrils using an ionic liquid. Carbohydr. Polym. 2014, 114, 537–545. [Google Scholar] [CrossRef]
- Prabhu, P.P.; Prabhu, B. A review on removal of heavy metal ions from waste water using natural/modified bentonite. EDP Sci. MATEC Web Conf. 2018, 144, 20–21. [Google Scholar] [CrossRef]
- Zheng, M.; Tajvidi, M.; Tayeb, A.H.; Stark, N.M. Effects of bentonite on physical, mechanical and barrier properties of cellulose nanofibril hybrid films for packaging applications. Cellulose 2019, 26, 5363–5379. [Google Scholar] [CrossRef]
- Hernández, Y.R.; García, S.L.A.; Maruri, D.T.; Jiménez, A.A.R.; Camacho, D.B.H.; Arenas, O.M.L. Optimization of the microwave-assisted ethanosolv extraction of lignocellulosic compounds from the bagasse of Agave angustifolia Haw using the response methodology. J. Agric. Food Chem. 2018, 66, 3533–3540. [Google Scholar] [CrossRef] [PubMed]
- Bae, H.J.; Park, H.J.; Hong, S.I.; Byun, Y.J.; Darby, D.O.; Kimmel, R.M.; Whiteside, W.S. Effect of clay content, homogenization RPM, pH, and ultrasonication on mechanical and barrier properties of fish gelatin/montmorillonite nanocomposite films. LWT-Food Sci. Technol. 2009, 42, 1179–1186. [Google Scholar] [CrossRef]
- Mondragon, G.; Peña-Rodriguez, C.; González, A.; Eceiza, A.; Arbelaiz, A. Bionanocomposites based on gelatin matrix and nanocellulose. Eur. Polym. J. 2015, 62, 1–9. [Google Scholar] [CrossRef]
- Ortiz-Zarama, M.A.; Jiménez-Aparicio, A.R.; Solorza-Feria, J. Obtainment and partial characterization of biodegradable gelatin films with tannic acid, bentonite and glycerol. J. Sci. Food Agric. 2016, 96, 3424–3431. [Google Scholar] [CrossRef]
- Cuq, B.; Gontard, N.; Cuq, J.L.; Guilbert, S. Functional properties of myofibrillar protein-based biopackaging as affected by film thickness. J. Food Sci. 1996, 61, 580–584. [Google Scholar] [CrossRef]
- Rhim, J.W.; Gennadios, A.; Weller, C.L.; Cezeirat, C.; Hanna, M.A. Soy protein isolate–dialdehyde starch films. Ind. Crops Prod. 1998, 8, 195–203. [Google Scholar] [CrossRef]
- Fakhouri, F.M.; Costa, D.; Yamashita, F.; Martelli, S.M.; Jesus, R.C.; Alganer, K.; Innocentini-Mei, L.H. Comparative study of processing methods for starch/gelatin films. Carbohydr. Polym. 2013, 95, 681–689. [Google Scholar] [CrossRef]
- Monje, P.V.; Baran, E.J. Characterization of calcium oxalates generated as biominerals in cacti. Plant Physiol. 2002, 128, 707–713. [Google Scholar] [CrossRef]
- Chuaynukul, K.; Nagarajan, M.; Prodpran, T.; Benjakul, S.; Songtipya, P.; Songtipya, L. Comparative characterization of bovine and fish gelatin films fabricated by compression molding and solution casting methods. J. Polym. Environ. 2018, 26, 1239–1252. [Google Scholar] [CrossRef]
- Andakke, J.N.; Rumengan, I.F.; Nainggolan, H.H.; Parapat, L.R.; Pandey, E.; Suptijah, P.; Luntungan, A.H. Molecular structure of gelatin extracted from parrot (Scarus sp) fish scales. J. Pesisir. Laut. Tropis. 2020, 8, 15–19. [Google Scholar] [CrossRef] [Green Version]
- Syahida, S.N.; Ismail-Fitry, M.R.; Ainun, Z.M.A.A.; Hanani, Z.A.N. Effects of palm wax on the physical, mechanical and water barrier properties of fish gelatin films for food packaging application. Food Packag. Shelf Life 2020, 23, 100. [Google Scholar]
- Núñez-Flores, R.; Giménez, B.; Fernández-Martín, F.; López-Caballero, M.E.; Montero, M.P.; Gómez-Guillén, M.C. Physical and functional characterization of active fish gelatin films incorporated with lignin. Food Hydrocoll. 2013, 30, 163–172. [Google Scholar] [CrossRef] [Green Version]
- Etxabide, A.; Uranga, J.; Guerrero, P.; de la Caba, K. Improvement of barrier properties of fish gelatin films promoted by gelatin glycation with lactose at high temperatures. LWT-Food Sci. Technol. 2015, 63, 315–321. [Google Scholar] [CrossRef]
- Kong, J.; Yu, S. Fourier transform infrared spectroscopic analysis of protein secondary structures. Acta Biochim. Biophys. Sin. 2007, 39, 549–559. [Google Scholar] [CrossRef] [Green Version]
- López-Angulo, D.; Bittante, A.M.Q.; Luciano, C.G.; Ayala-Valencia, G.; Flaker, C.H.; Djabourov, M.; do Amaral Sobral, P.J. Effect of Laponite® on the structure, thermal stability and barrier properties of nanocomposite gelatin films. Food Biosci. 2020, 35, 100–596. [Google Scholar] [CrossRef]
- Caccamo, M.T.; Mavilia, G.; Mavilia, L.; Lombardo, D.; Magazù, S. Self-assembly processes in hydrated montmorillonite by FTIR investigations. Materials 2020, 13, 1100. [Google Scholar] [CrossRef] [Green Version]
- Malhotra, V.M.; Ogloza, A.A. FTIR spectra of hydroxyls and dehydroxylation kinetics mechanism in montmorillonite. Phys. Chem. Miner. 1989, 16, 386–393. [Google Scholar] [CrossRef]
- Vargas-Rodríguez, Y.M.; Gómez-Vidales, V.; Vázquez-Labastida, E.; García-Bórquez, A.; Aguilar-Sahagún, G.; Murrieta-Sánchez, H.; Salmón, M. Caracterización espectroscópica, química y morfológica y propiedades superficiales de una montmorillonita mexicana. Rev. Mex. Cienc. Geol. 2008, 25, 135–144. [Google Scholar]
- Jiang, M.; Liu, S.; Du, X.; Wang, Y. Physical properties and internal microstructures of films made from catfish skin gelatin and triacetin mixtures. Food Hydrocoll. 2010, 24, 105–110. [Google Scholar] [CrossRef]
- Hosseini, S.F.; Rezaei, M.; Zandi, M.; Ghavi, F.F. Preparation and functional properties of fish gelatin-chitosan blend edible films. Food Chem. 2013, 136, 1490–1495. [Google Scholar] [CrossRef] [PubMed]
- Pérez-Mateos, M.; Montero, P.; Gómez-Guillén, M.C. Formulation and stability of biodegradable films made from cod gelatin and sunflower oil blends. Food Hydrocoll. 2009, 23, 53–61. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.; Rukmanikrishnan, B.; Lee, J. Rheological, morphological, mechanical, and water-barrier properties of agar/gellan gum/montmorillonite clay composite films. Int. J. Biol. Macromol. 2019, 141, 538–544. [Google Scholar] [CrossRef] [PubMed]
- Rivero, S.; García, M.A.; Pinotti, A. Correlations between structural, barrier, thermal and mechanical properties of plasticized gelatin films. Innov. Food Sci. Emerg. Technol. 2010, 11, 369–375. [Google Scholar] [CrossRef]
- Hoque, M.S.; Benjakul, S.; Prodpran, T.; Songtipya, P. Properties of blend film based on cuttlefish (Sepia pharaonis) skin gelatin and mungbean protein isolate. Int. J. Biol. Macromol. 2011, 49, 663–673. [Google Scholar] [CrossRef]
- Ahmad, M.; Benjakul, S.; Prodpran, T.; Agustini, T.W. Physico-mechanical and antimicrobial properties of gelatin film from the skin of unicorn leatherjacket incorporated with essential oils. Food Hydrocoll. 2012, 28, 189–199. [Google Scholar] [CrossRef]
- Abdorreza, M.N.; Cheng, L.H.; Karim, A.A. Effects of plasticizers on thermal properties and heat sealability of sago starch films. Food Hydrocoll. 2011, 25, 56–60. [Google Scholar] [CrossRef]
- Wu, J.; Liu, H.; Ge, S.; Wang, S.; Qin, Z.; Chen, L.; Zhang, Q. The preparation, characterization, antimicrobial stability and in vitro release evaluation of fish gelatin films incorporated with cinnamon essential oil nanoliposomes. Food Hydrocoll. 2015, 43, 427–435. [Google Scholar] [CrossRef]
- Badii, F.; MacNaughtan, W.; Mitchell, J.R.; Farhat, I.A. The effect of drying temperature on physical properties of thin gelatin films. Dry. Technol. 2014, 32, 30–38. [Google Scholar] [CrossRef]
- García-Méndez, R.F.; Cortés-Martínez, C.I.; Almendárez-Camarillo, A. Thermochemical and Tensile Mechanical Properties of Fibers Mechanically Extracted from Leaves of Agave angustifolia Haw. J. Nat. Fibers. 2020, 1–15. [Google Scholar] [CrossRef]
- Nam, S.; French, A.D.; Condon, B.D.; Concha, M. Segal crystallinity index revisited by the simulation of X-ray diffraction patterns of cotton cellulose Iβ and cellulose II. Carbohydr. Polym. 2016, 135, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Kazachenko, A.; Akman, F.; Medimagh, M.; Issaoui, N.; Vasilieva, N.; Malyar, Y.N.; Al-Dossary, O.M. Sulfation of Diethylaminoethyl-Cellulose: QTAIM Topological Analysis and Experimental and DFT Studies of the Properties. ACS Omega 2021, 6, 22603–22615. [Google Scholar] [CrossRef] [PubMed]
- El Oudiani, A.; Chaabouni, Y.; Msahli, S.; Sakli, F. Crystalline character of Agave americana L. fibers. Text. Res. J. 2008, 78, 631–644. [Google Scholar] [CrossRef]
- Flores-Sahagun, T.H.; Dos Santos, L.P.; Dos Santos, J.; Mazzaro, I.; Mikowski, A. Characterization of blue agave bagasse fibers of Mexico. Compos. Part A Appl. Sci. Manuf. 2013, 45, 153–161. [Google Scholar]
- Gontard, N.; Guilbert, S.; Cuq, J.L. Edible wheat gluten films: Influence of the main process variables on film properties using response surface methodology. J. Food. Sci. 1992, 57, 190–195. [Google Scholar] [CrossRef]
- Hoque, M.S.; Benjakul, S.; Prodpran, T. Effect of heat treatment of film-forming solution on the properties of film from cuttlefish (Sepia pharaonis) skin gelatin. J. Food. Eng. 2010, 96, 66–73. [Google Scholar] [CrossRef]
- Núñez-Flores, R.; Giménez, B.; Fernández-Martín, F.; López-Caballero, M.E.; Montero, M.P.; Gómez-Guillén, M.C. Role of lignosulphonate in properties of fish gelatin films. Food Hydrocoll. 2012, 27, 60–71. [Google Scholar] [CrossRef]
- Nor, M.H.M.; Nazmi, N.N.M.; Sarbon, N.M. Effects of plasticizer concentrations on functional properties of chicken skin gelatin films. Int. Food Res. J. 2017, 24, 1910–1918. [Google Scholar]
- Hong, S.I.; Lee, J.H.; Bae, H.J.; Koo, S.Y.; Lee, H.S.; Choi, J.H.; Park, H.J. Effect of shear rate on structural, mechanical, and barrier properties of chitosan/montmorillonite nanocomposite film. J. Appl. Polym. Sci. 2011, 119, 2742–2749. [Google Scholar] [CrossRef]
- Shellhammer, T.H.; Krochta, J.M. Water vapor barrier and rheological properties of simulated and industrial milkfat fractions. Trans. ASABE 1997, 40, 1119–1127. [Google Scholar] [CrossRef]
- Ahmad, M.; Hani, N.M.; Nirmal, N.P.; Fazial, F.F.; Mohtar, N.F.; Romli, S.R. Optical and thermo-mechanical properties of composite films based on fish gelatin/rice flour fabricated by casting technique. Prog. Org. Coat. 2015, 84, 115–127. [Google Scholar] [CrossRef]
- Ludvik, C.N.; Glenn, G.M.; Klamczynski, A.P.; Wood, D.F. Cellulose fiber/bentonite clay/biodegradable thermoplastic composites. J. Polym. Environ. 2007, 15, 251–257. [Google Scholar] [CrossRef]
- Gabr, M.H.; Phong, N.T.; Abdelkareem, M.A.; Okubo, K.; Uzawa, K.; Kimpara, I.; Fujii, T. Mechanical, thermal, and moisture absorption properties of nano-clay reinforced nano-cellulose biocomposites. Cellulose 2013, 20, 819–826. [Google Scholar] [CrossRef]
- Solorza-Feria, J.; Ortiz-Zarama, M.A.; Jimenez-Aparicio, A.; Rodrigue, D. Production and characterization of fully biobased foamed films based on gelatin. Cell. Polym. 2020, 39, 69–97. [Google Scholar] [CrossRef]
- Loo, C.P.; Sarbon, N.M. Chicken skin gelatin films with tapioca starch. Food Biosci. 2020, 35, 100–589. [Google Scholar] [CrossRef]
- Zakaria, N.H.; Muhammad, N.; Abdullah, M.M.A.B.; Sandu, I.G.; Wan, C.M. Characteristics of thermoplastic potato starch/bentonite nanocomposite film. IOP Conf. Ser. Mater. Sci. Eng. C 2018, 374, 12–25. [Google Scholar] [CrossRef] [Green Version]
- Peña, C.; De La Caba, K.O.R.O.; Eceiza, A.; Ruseckaite, R.; Mondragon, I. Enhancing water repellence and mechanical properties of gelatin films by tannin addition. Bioresour. Technol. 2010, 101, 6836–6842. [Google Scholar] [CrossRef]
- Dehghani, A.; Ardekani, S.M.; Al-Maadeed, M.A.; Hassan, A.; Wahit, M.U. Mechanical and thermal properties of date palm leaf fiber reinforced recycled poly (ethylene terephthalate) composites. Mater. Des. 2013, 52, 841–848. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biofilms | (g/100 g Total) of Each Component | ||||
|---|---|---|---|---|---|
| MF | BN | GL | GLY | DW | |
| F1 | 0.0 | 0.0 | 70.0 | 30.0 | 94.0 |
| F2 | 1.5 | 0.0 | 69.5 | 29.0 | 94.0 |
| F3 | 3.5 | 0.0 | 68.5 | 28.0 | 94.0 |
| F4 | 5.5 | 0.0 | 67.5 | 27.0 | 94.0 |
| F5 | 0.0 | 1.5 | 69.5 | 29.0 | 94.0 |
| F6 | 0.0 | 3.5 | 68.5 | 28.0 | 94.0 |
| F7 | 0.0 | 5.5 | 67.5 | 27.0 | 94.0 |
| F8 | 1.5 | 1.5 | 68.0 | 29.0 | 94.0 |
| F9 | 3.5 | 3.5 | 65.0 | 28.0 | 94.0 |
| F10 | 5.5 | 5.5 | 62.0 | 27.0 | 94.0 |
| Wavenumber (cm−1) | Vibration Type | Characteristic Vibration Mode For: | Sample |
|---|---|---|---|
| 3298 | Stretching | Amide-A (N-H)/OH | F1–F10 |
| 2929 | Stretching | Amide-B (N-H) | F1–F10 |
| 1635 | Stretching | Amide I (C = O, C-N) | F1–F10 |
| 1550 | Bending | Amide II (N-H, C-N) | F1–F10 |
| 1448 | Deformation | C-H | F1–F10 |
| 1369 | Bending | C-H- Cellulose | F2–F4, F8–F10 |
| 1236 | Stretching | Amide III (N-H, C-N) | F1–F10 |
| 1090 | Bending | C-O, C-C | F2–F4, F8–F10 |
| 1035 | Bending Stretching | C-O, C-C Si-O | F2–C4, F8–F10 F5–F10 |
| 922 | Deformation Bending | C-H, OH Al-Al-OH | F2–F4, F8–F10 F5–F10 |
| 850 | Deformation | OH | F1–F10 |
| Sample | Thickness (μm) |
|---|---|
| F1 | 110.0 ± 2.6 a |
| F2 | 100.0 ± 1.4 ab |
| F3 | 100.0 ± 7.8 ab |
| F4 | 80.0 ± 5.7 bc |
| F5 | 90.0 ± 1.2 abc |
| F6 | 80.0 ± 6.6 c |
| F7 | 70.0 ± 1.6 cd |
| F8 | 80.0 ± 1.6 c |
| F9 | 70.0 ± 1.6 cd |
| F10 | 60.0 ± 4.7 d |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruiz-Martínez, I.G.; Rodrigue, D.; Arenas-Ocampo, M.L.; Camacho-Díaz, B.H.; Avila-Reyes, S.V.; Solorza-Feria, J. Production and Characterization of Gelatin Biomaterials Based on Agave Microfibers and Bentonite as Reinforcements. Foods 2022, 11, 1573. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11111573
Ruiz-Martínez IG, Rodrigue D, Arenas-Ocampo ML, Camacho-Díaz BH, Avila-Reyes SV, Solorza-Feria J. Production and Characterization of Gelatin Biomaterials Based on Agave Microfibers and Bentonite as Reinforcements. Foods. 2022; 11(11):1573. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11111573
Chicago/Turabian StyleRuiz-Martínez, Isidra Guadalupe, Denis Rodrigue, Martha Lucía Arenas-Ocampo, Brenda Hildeliza Camacho-Díaz, Sandra Victoria Avila-Reyes, and Javier Solorza-Feria. 2022. "Production and Characterization of Gelatin Biomaterials Based on Agave Microfibers and Bentonite as Reinforcements" Foods 11, no. 11: 1573. https://0-doi-org.brum.beds.ac.uk/10.3390/foods11111573