Modified Rotating Reel for Malaxer Machines: Assessment of Rheological Characteristics, Energy Consumption, Temperature Profile, and Virgin Olive Oil Quality


 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
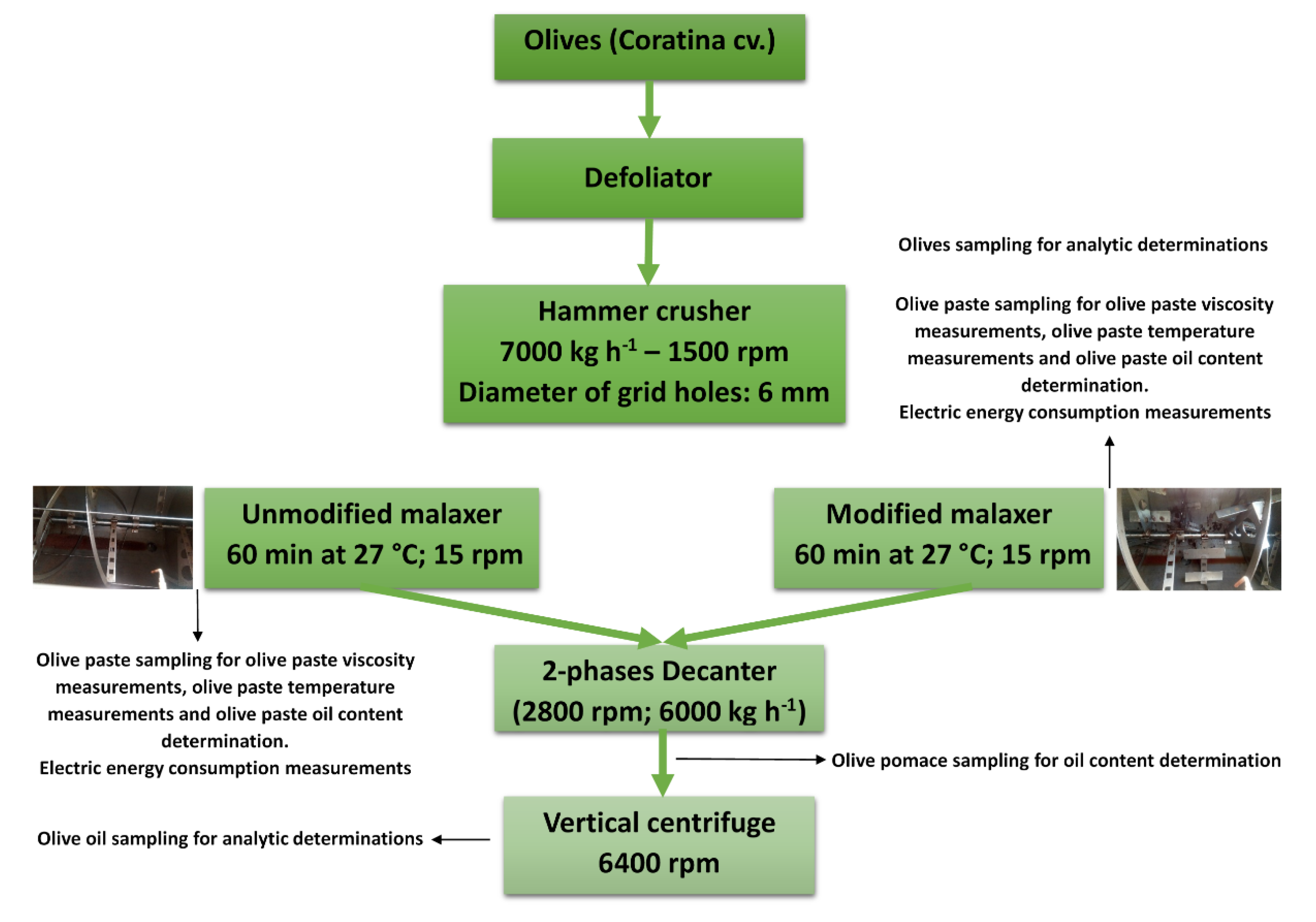
2.1. Industrial Olive Oil Extraction Plant
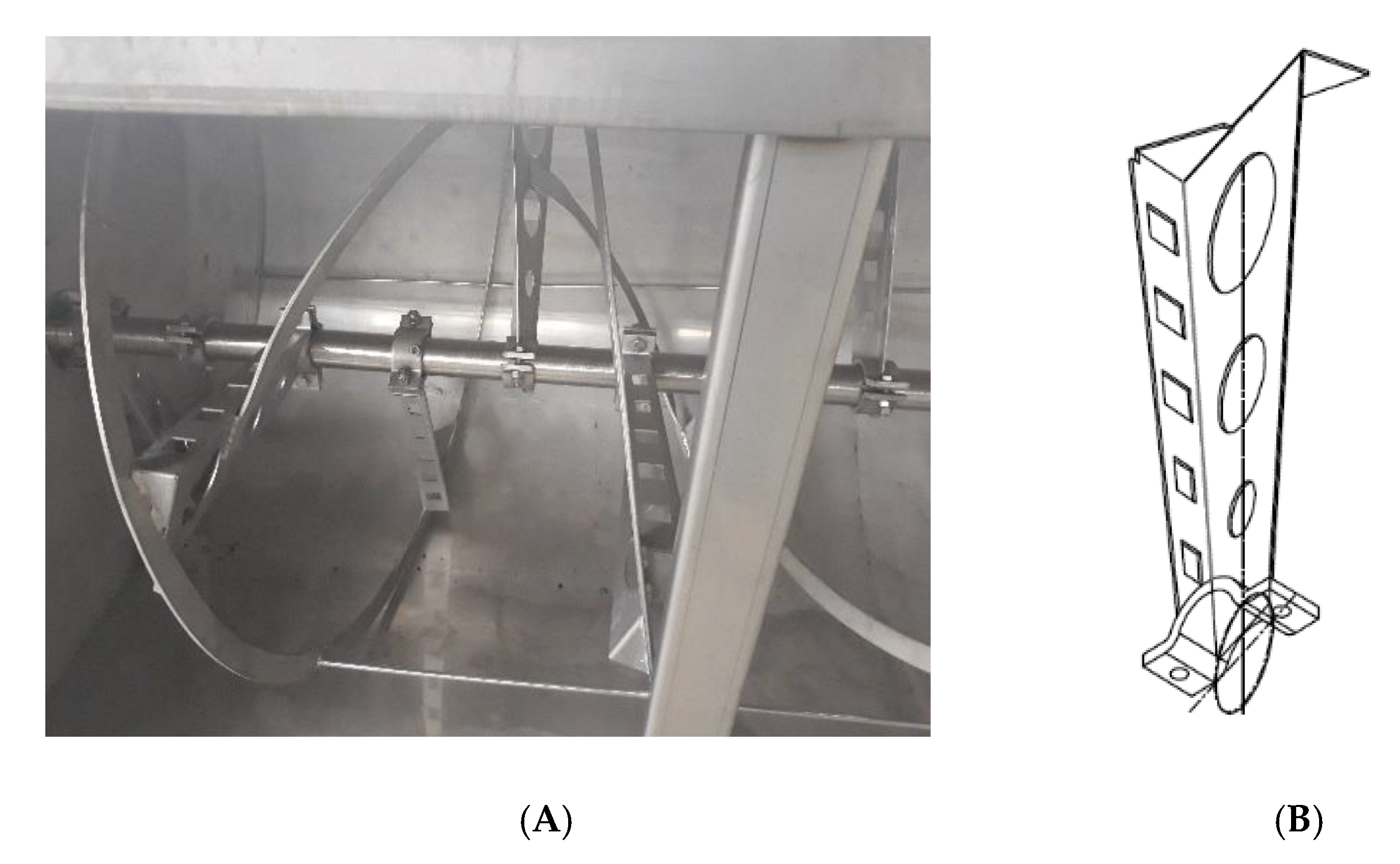
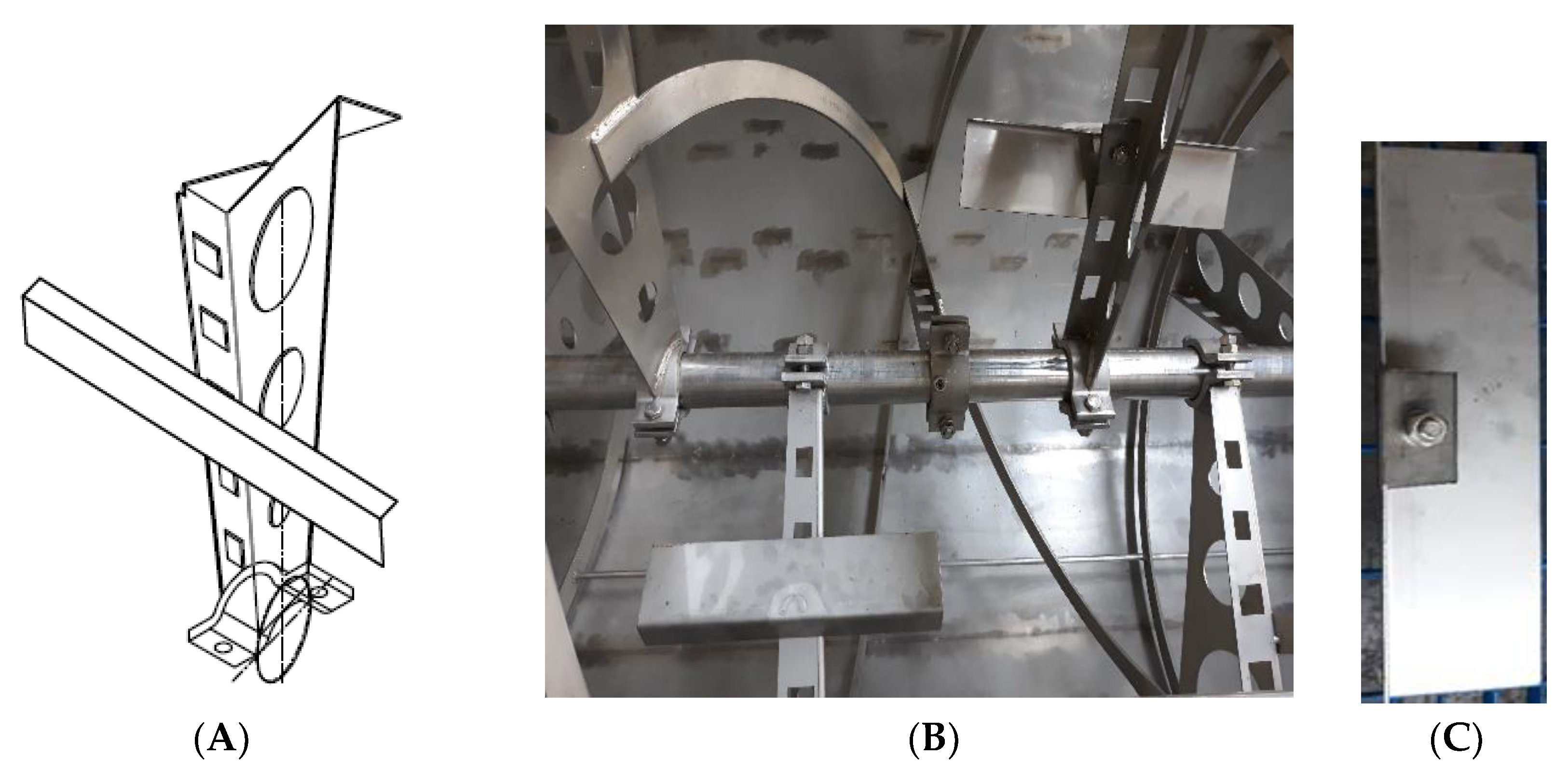
2.2. Geometrical Characteristics of the Malaxer Reel
2.3. Experimental Design
2.4. Experimental Measurements
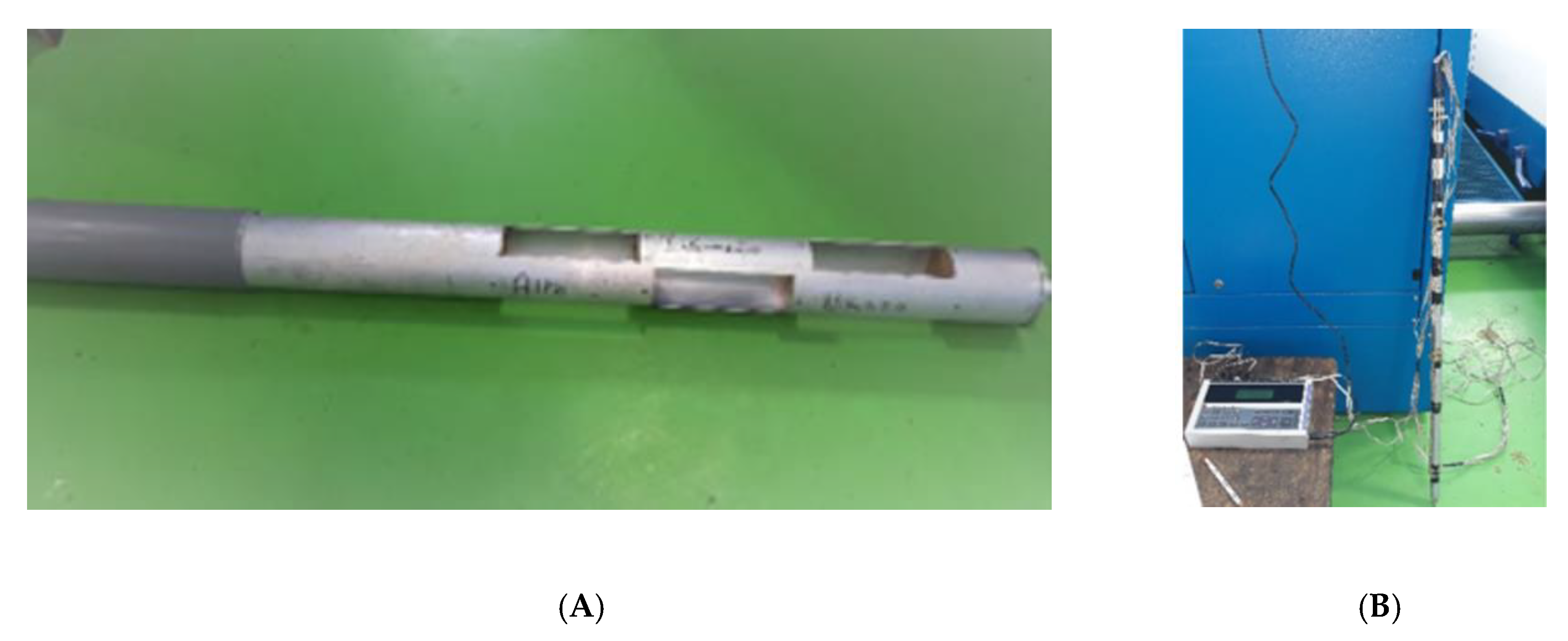
2.4.1. Olive Paste Temperature Measurements
2.4.2. Electric Energy Consumption Measurements
2.4.3. Olive Paste Viscosity Measurements
2.4.4. Sampling
- -
- One kilogram of olives of the processed lot.
- -
- Sampling of the paste during the malaxation process was carried out every 10 min from the end of the filling phase to the beginning of the unloading phase. For each sampling, three samples were taken at different levels of the tank (top layer, middle layer, and bottom layer) using a specially constructed sampler (Figure 4).
- -
- Three samples of pomace coming from the decanter outlet (at the beginning, at the centre, and at the end of the extraction process) and then homogenized to form a single sample of 1 kg.
- -
- Three 100 mL oil samples of the centrifugal separator every 3 min.
2.5. Analytical Determinations
2.5.1. Extraction Efficiency of the Plant
2.5.2. Oil Content in the Olives, Olive Paste, and Pomace
2.5.3. Olive Oil Analysis
2.6. Statistical Analysis
3. Results and Discussion
3.1. Functional Performance of the Different Models of the Reel: Evaluation of Extraction Efficiency
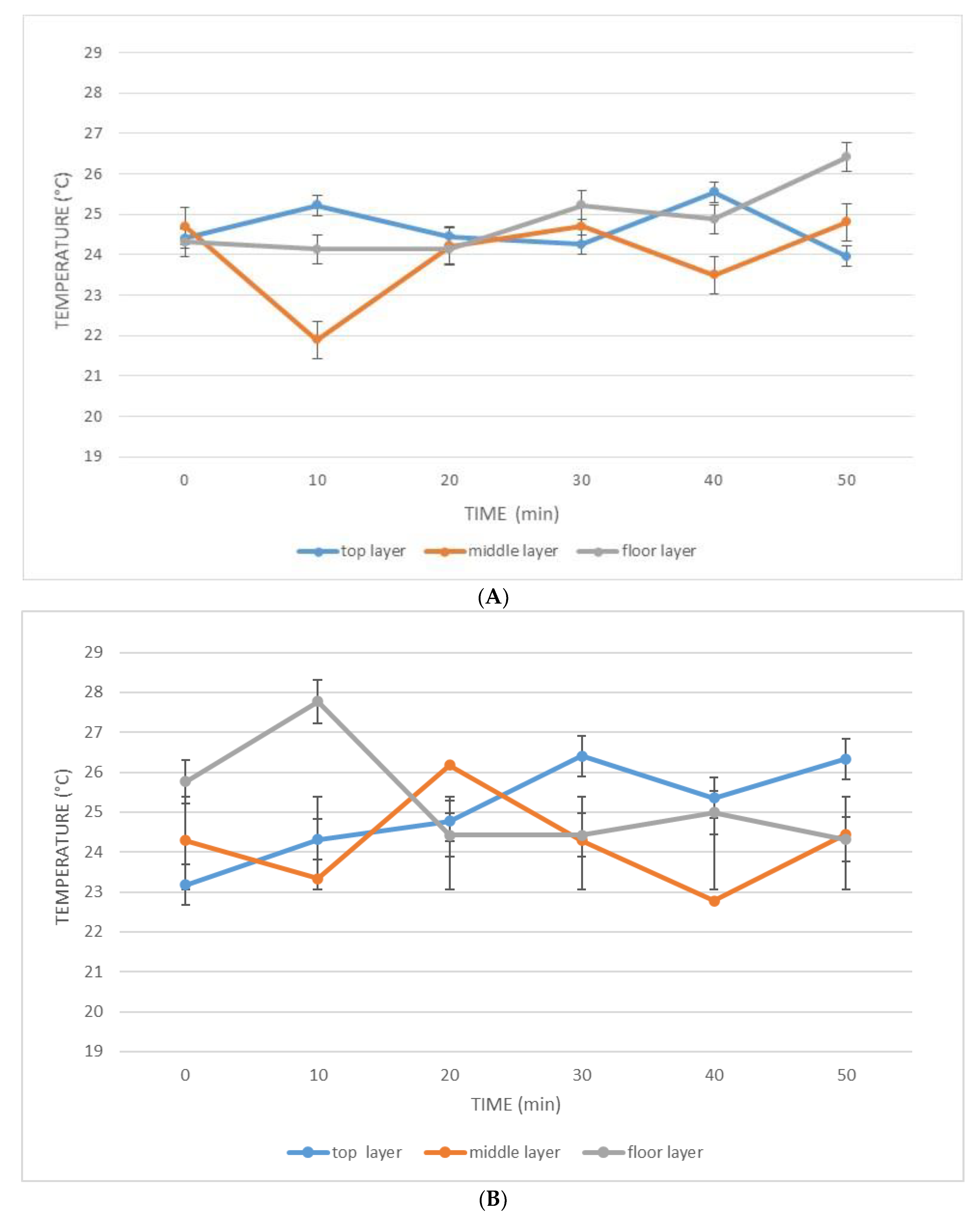
3.2. Temperature Profile Evaluation
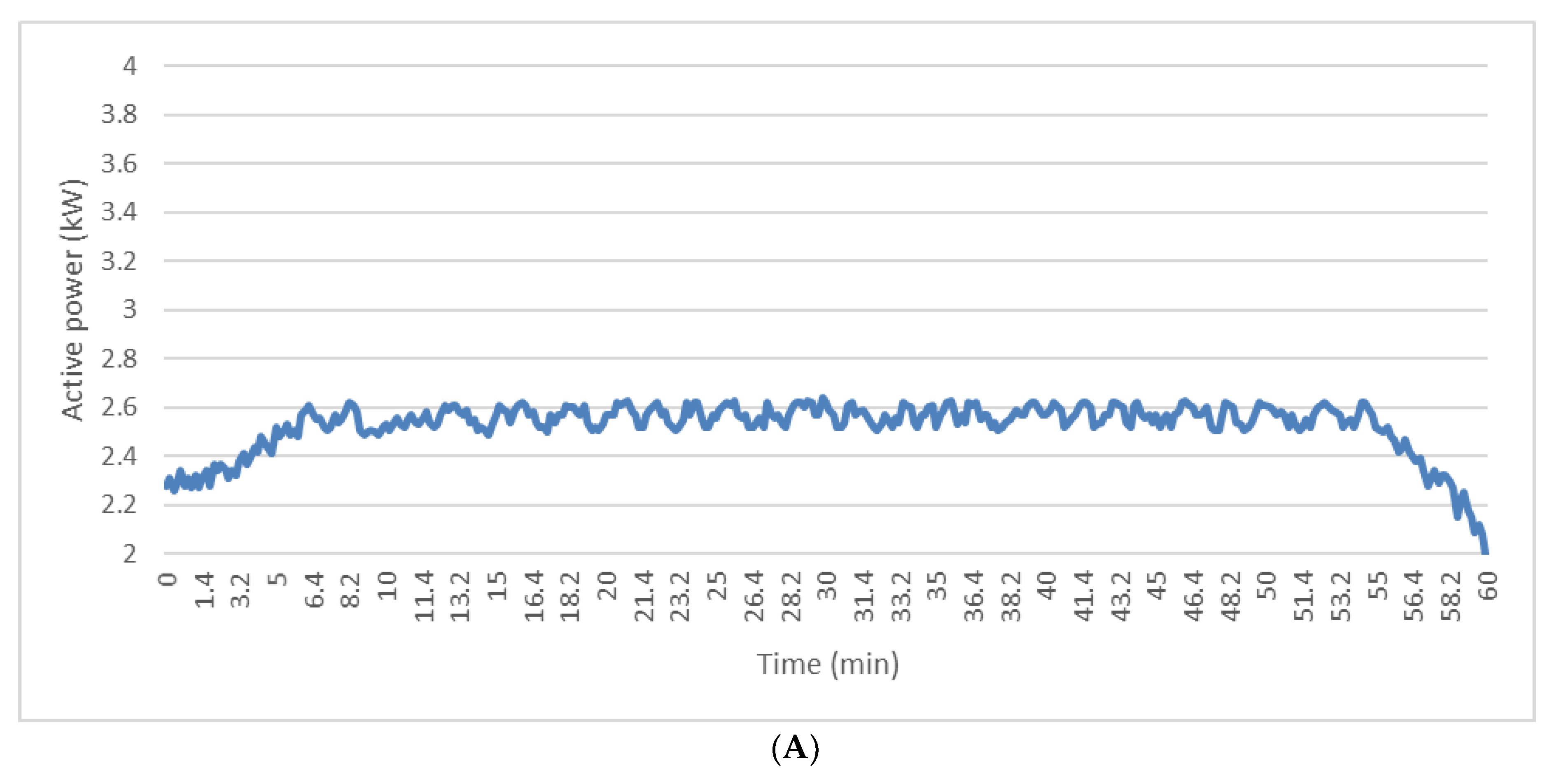
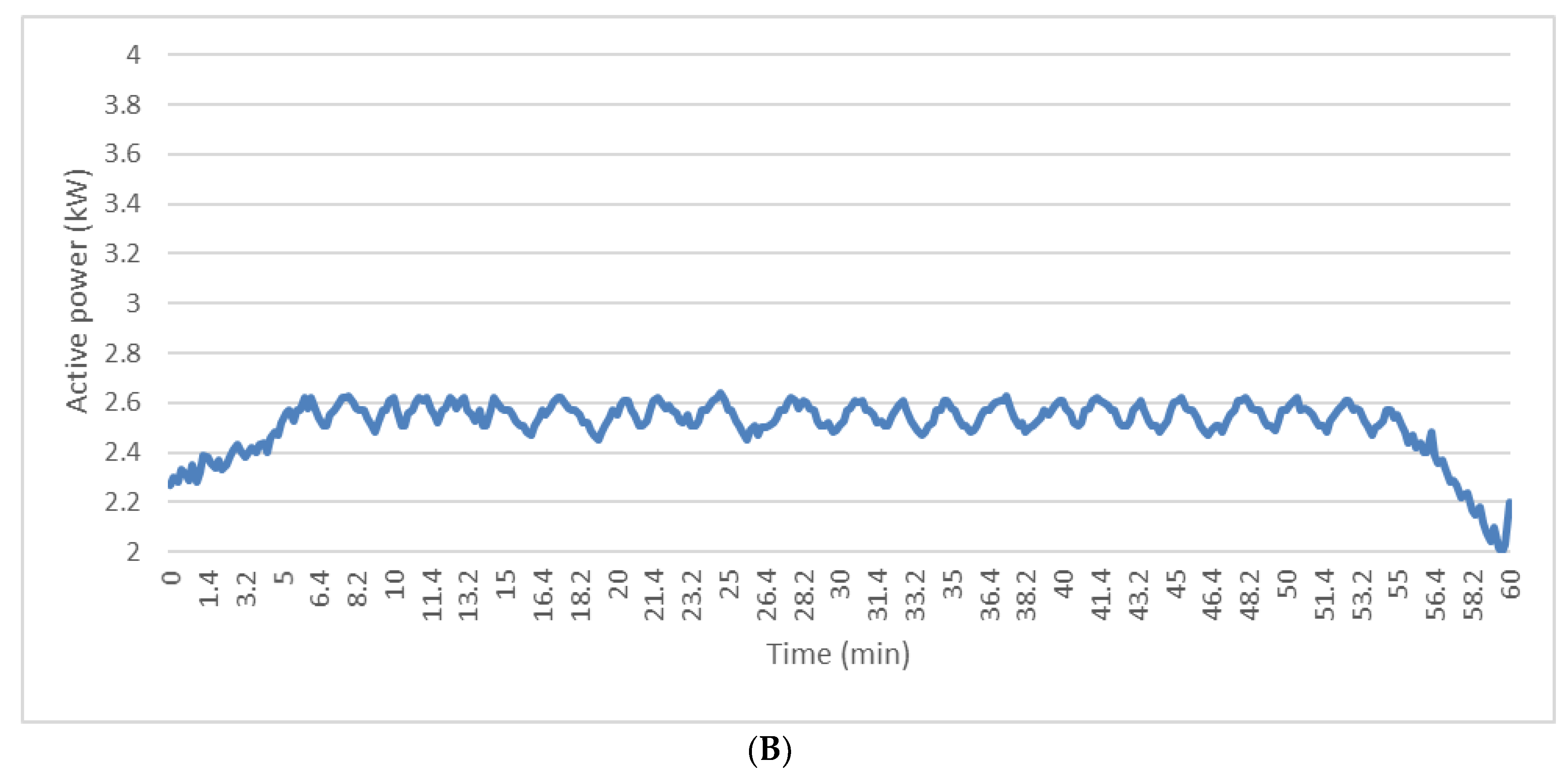
3.3. Energy Consumption Evaluation
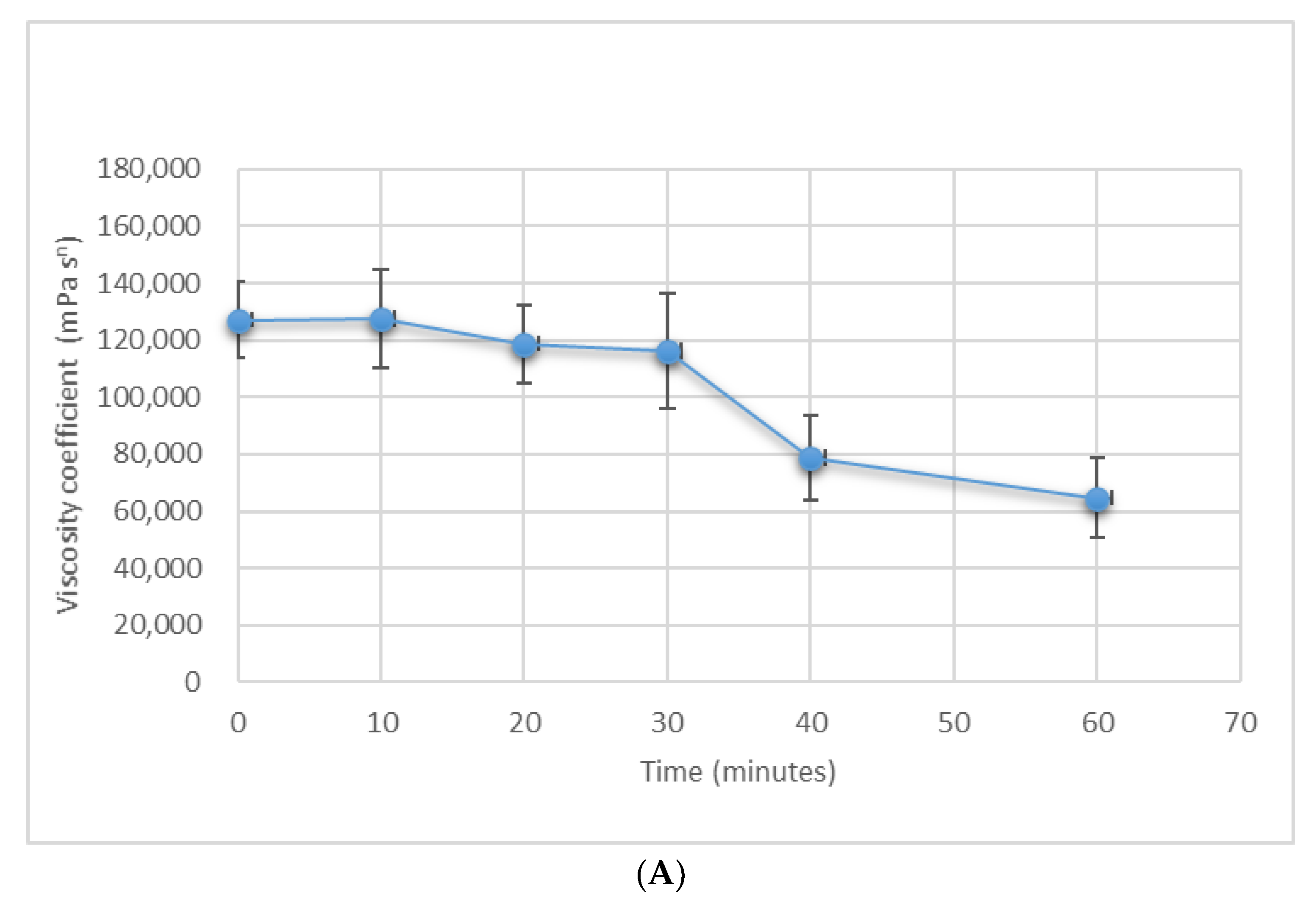
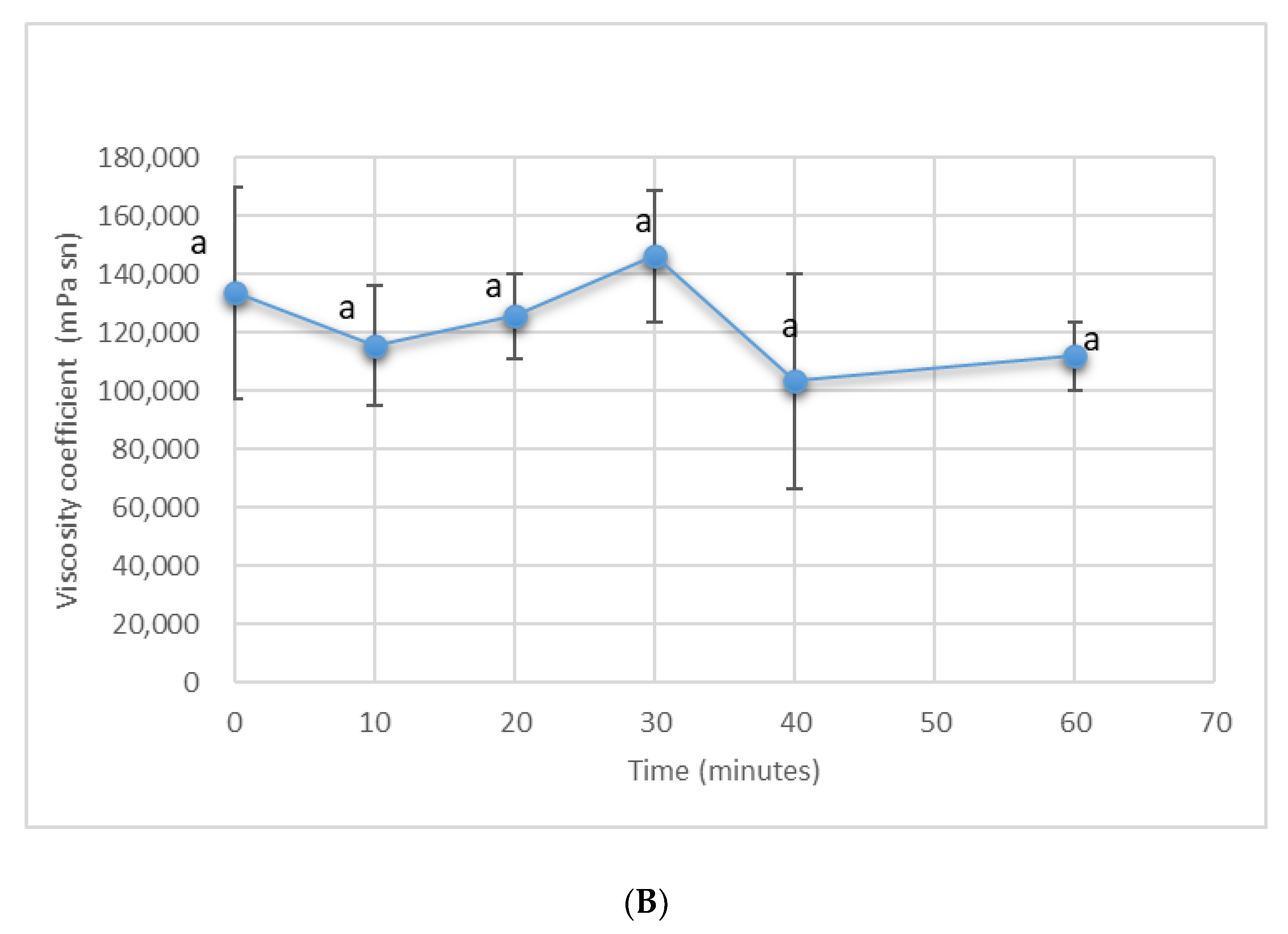
3.4. Viscosity Evaluation
3.5. Olive Oil Quality Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Taticchi, A.; Esposto, E.; Veneziani, G.; Urbani, S.; Selvaggini, R.; Servili, M. The influence of the malaxation temperature on the activity of polyphenoloxidase and peroxidase and on the phenolic composition of virgin olive oil. Food Chem. 2013, 136, 975–983. [Google Scholar] [CrossRef] [PubMed]
- Reboredo-Rodríguez, P.; González-Barreiro, C.; Cancho-Grande, B.; Simal-Gándara, J. Improvements in the malaxation process to enhance the aroma quality of extra virgin olive oils. Food Chem. 2014, 158, 534–545. [Google Scholar] [CrossRef] [PubMed]
- Gomez-Rico, A.; Inarejos-Garcia, A.M.; Salvador, D.M.; Fregapane, G. Effect of malaxation conditions on phenol and volatile profiles in olive paste and the corresponding virgin olive oils Olea europaea L. Cv. Cornicabra). J. Agric. Food Chem. 2009, 57, 3587–3595. [Google Scholar] [CrossRef] [PubMed]
- Stefanoudaki, E.; Koutsaftakis, A.; Harwood, J.L. Influence of malaxation conditions on characteristic qualities of olive oil. Food Chem. 2011, 127, 1481–1486. [Google Scholar] [CrossRef]
- Inarejos-Garcia, A.M.; Gomez-Rico, A.; Desamparados Salvador, M.; Fregapane, G. Influence of malaxation conditions on virgin olive oil yield, overall quality and composition. Eur. Food Res. Technol. 2009, 228, 671–677. [Google Scholar] [CrossRef]
- Tamborrino, A. Olive paste malaxation. In The Extra-Virgin Olive Oil Handbook; Peri, C., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2014; pp. 127–137. [Google Scholar] [CrossRef] [Green Version]
- Tamborrino, A.; Clodoveo, M.L.; Leone, A.; Amirante, P.; Paice, A.G. The Malaxation Process: Influence on Olive Oil Quality and the Effect of the Control of Oxygen Concentration in Virgin Olive Oil. In Olives and Olive Oil in Health and Disease Prevention; Victor, R.P., Ronald, R.W., Eds.; Academic Press, Elsevier Book: Cambridge, MA, USA, 2010; pp. 77–83. ISBN 987 0 12 374420 3. [Google Scholar]
- Caponio, F.; Squeo, G.; Monteleone, J.I.; Paradiso, V.M.; Pasqualone, A.; Summo, C. First and second centrifugation of olive paste: Influence of talc addition on yield, chemical composition and volatile compounds of the oils. LWT-FST 2015, 64, 439–445. [Google Scholar] [CrossRef]
- Caponio, F.; Squeo, G.; Difonzo, G.; Pasqualone, A.; Summo, C.; Paradiso, V.M. Has the use of talc an effect on yield and extra virgin olive oil quality? J. Sci. Food Agric. 2016, 96, 3292–3299. [Google Scholar] [CrossRef]
- Ayr, U.; Tamborrino, A.; Catalano, P.; Bianchi, B.; Leone, A. 3D computational fluid dynamics simulation and experimental validation for prediction of heat transfer in a new malaxer machine. J. Food Eng. 2015, 154, 30–38. [Google Scholar] [CrossRef]
- Caponio, F.; Squeo, G.; Curci, M.; Silletti, R.; Paradiso, V.M.; Summo, C.; Crecchio, C.; Pasqualone, A. Calcium carbonate effect on alkyl esters and enzymatic activities during olive processing. Ital. J. Food Sci. 2018, 30, 381–392. [Google Scholar]
- Squeo, G.; Tamborrino, A.; Pasqualone, A.; Leone, A.; Paradiso, V.M.; Summo, C.; Caponio, F. Assessment of the Influence of the Decanter Set-up During Continuous Processing of Olives at Different Pigmentation Index. Food Bioprocess Technol. 2017, 10, 592–602. [Google Scholar] [CrossRef]
- Amirante, P.; Clodoveo, M.L.; Dugo, G.; Leone, A.; Salvo, F.; Tamborrino, A. New mixer equipped with control atmosphere system: Influence of malaxation on the shelf life of extra virgin olive oil. Ital. J. Food Sci. 2006, 19, 215–220. [Google Scholar]
- Migliorini, M.; Mugelli, M.; Cherubini, C.; Viti, P.; Zanoni, B. Influence of O2 on the quality of virgin olive oil during malaxation. J. Sci. Food Agric. 2006, 86, 2140–2146. [Google Scholar] [CrossRef]
- Leone, A.; Romaniello, R.; Zagaria, R.; Tamborrino, A. Development of a prototype malaxer to investigate the influence of oxygen on extra-virgin olive oil quality and yield, to define a new design of machine. Biosyst. Eng. 2014, 118, 95–104. [Google Scholar] [CrossRef]
- Tamborrino, A.; Catalano, P.; Leone, A. Using an in-line rotating torque transducer to study the rheological aspects of malaxed olive paste. J. Food Eng. 2014, 126, 65–71. [Google Scholar] [CrossRef]
- Tamborrino, A.; Pati, S.; Romaniello, R.; Quinto, M.; Zagaria, R.; Leone, A. Design and implementation of an automatically controlled malaxer pilot plant equipped with an in-line oxygen injection system into the olive paste. J. Food Eng. 2014, 141, 1–12. [Google Scholar] [CrossRef]
- Catania, P.; Febo, P.; De Pasquale, C.; Aboud, F.; Vallone, M. A system to control the atmosphere in the headspace of the malaxation machine to improve the fatty acid composition of extra virgin olive oils. Chem. Eng. Trans. 2015, 44, 73–78. [Google Scholar] [CrossRef]
- Selvaggini, R.; Esposto, S.; Taticchi, A.; Urbani, S.; Veneziani, G.; Di Maio, I.; Sordini, B.; Servili, M. Optimization of the Temperature and Oxygen Concentration Conditions in the Malaxation during the Oil Mechanical Extraction Process of Four Italian Olive Cultivars. J. Agric. Food Chem. 2014, 62, 3813–3822. [Google Scholar] [CrossRef]
- Sánchez_Ortiz, A.; Bejaoui, M.A.; Herrera, M.P.A.; Jiménez Márquez, A.; Beltrán Maza, G. Application of oxygen during olive fruit crushing impacts on the characteristics and sensory profile of the virgin olive oil. Eur. J. Lipid Sci. Technol. 2016, 118, 1018–1029. [Google Scholar] [CrossRef]
- Veneziani, G.; Esposto, S.; Taticchi, A.; Selvaggini, R.; Urbani, S.; Di Maio, I.; Sordini, B.; Servili, M. Flash Thermal Conditioning of Olive Pastes during the Oil Mechanical Extraction Process: Cultivar Impact on the Phenolic and Volatile Composition of Virgin Olive Oil. J. Agric. Food Chem. 2015, 63, 6066–6074. [Google Scholar] [CrossRef]
- Leone, A.; Esposto, S.; Tamborrino, A.; Romaniello, R.; Taticchi, A.; Urbani, S.; Servili, M. Using a tubular heat exchanger to improve the conditioning process of the olive paste: Evaluation of yield and olive oil quality. Eur. J. Lipid Sci. Technol. 2016, 118, 308–317. [Google Scholar] [CrossRef]
- Leone, A.; Romaniello, R.; Juliano, P.; Tamborrino, A. Use of a mixing-coil heat exchanger combined with microwave and ultrasound technology in an olive oil extraction process. Innov. Food Sci. Emerg. Technol. 2018, 50, 66–72. [Google Scholar] [CrossRef]
- Tamborrino, A.; Romaniello, R.; Caponio, F.; Squeo, G.; Leone, A. Combined industrial olive oil extraction plant using ultrasounds, microwave, and heat exchange: Impact on olive oil quality and yield. J. Food Eng. 2019, 245, 124–130. [Google Scholar] [CrossRef]
- Caponio, F.; Leone, A.; Squeo, G.; Tamborrino, A.; Summo, C. Innovative technologies in virgin olive oil extraction process: Influence on volatile compounds and organoleptic characteristics. J. Sci. Food Agric. 2019, 97, 115–121. [Google Scholar] [CrossRef] [PubMed]
- Tamborrino, A.; Romaniello, R.; Zagaria, R.; Leone, A. Microwave-assisted treatment for continuous olive paste conditioning: Impact on olive oil quality and yield. Biosyst. Eng. 2014, 127, 92–102. [Google Scholar] [CrossRef]
- Leone, A.; Romaniello, R.; Tamborrino, A.; Xu, X.Q.; Juliano, P. Microwave and megasonics combined technology for a continuous olive oil process with enhanced extractability. Innov. Food Sci. Emerg. Technol. 2017, 42, 56–63. [Google Scholar] [CrossRef]
- Leone, A.; Romaniello, R.; Tamborrino, A.; Urbani, S.; Servili, M.; Amarillo, M.; Grompone, M.A.; Gambaro, A.; Juliano, P. Application Of Microwaves and Megasound to Olive Paste in an Industrial Olive Oil Extraction Plant: Impact on Virgin Olive Oil Quality and Composition. Eur. J. Lipid. Sci. Technol. 2018, 120. [Google Scholar] [CrossRef]
- Romaniello, R.; Tamborrino, A.; Leone, A. Use of ultrasound and pulsed electric fields technologies applied to the olive oil extraction process. Chem. Eng. Trans. 2019, 75, 13–18. [Google Scholar] [CrossRef]
- Tamborrino, A.; Urbani, S.; Servili, M.; Romaniello, R.; Perone, C.; Leone, A. Pulsed electric fields for the treatment of olive pastes in the oil extraction process. Appl. Sci. 2020, 10, 114. [Google Scholar] [CrossRef] [Green Version]
- Abenoza, M.; Benito, M.; Saldaña, G.; Álvarez, I.; Raso, J.; Sánchez-Gimeno, A.C. Effects of pulsed electric field on yield extraction and quality of olive oil. Food Bioprocess Technol. 2013, 6, 1367–1373. [Google Scholar] [CrossRef]
- Servili, M.; Veneziani, G.; Taticchi, A.; Romaniello, R.; Tamborrino, A.; Leone, A. Low-frequency, high-power ultrasound treatment at different pressures for olive paste: Effects on olive oil yield and quality. Ultrason. Sonochem. 2019, 59. [Google Scholar] [CrossRef]
- Amarillo, M.; Pérez, N.; Blasina, F.; Gambaro, A.; Leone, A.; Romaniello, R.; Juliano, P. Impact of sound attenuation on ultrasound-driven yield improvements during olive oil extraction. Ultrason. Sonochem. 2019, 53, 142–151. [Google Scholar] [CrossRef] [PubMed]
- Iqdiam, B.M.; Mostafa, H.; Goodrich-Schneider, R.; Baker, G.L.; Welt, B.A.; Marshall, M.R. High power ultrasound: Impact on olive paste temperature, malaxation time, extraction efficiency, and characteristics of extra virgin olive oil. Food Bioprocess Technol. 2017, 11, 634–644. [Google Scholar] [CrossRef]
- Iqdiam, B.M.; Abuagela, M.O.; Marshall, M.R.; Yagiz, Y.; Goodrich-Schneider, R.; Baker, G.L.; Welt, B.A.; Marshall, M.R. Combining high power ultrasound pre-treatment with malaxation oxygen control to improve quantity and quality of extra virgin olive oil. J. Food Eng. 2019, 244, 1–10. [Google Scholar] [CrossRef]
- Cherubini, C.; Migliorini, M.; Mugelli, M.; Viti, P.; Berti, A.; Cini, E.; Zanoni, B. Towards a technological ripening index for olive oil fruits. J. Sci. Food Agric. 2009, 89, 671–682. [Google Scholar] [CrossRef]
- Official Journal of the European Communities. Commission Regulation (EEC) no 2568/91 of 11 July 1991; Publications Office of the European Union: Brussels, Belgium, 1991. [Google Scholar]
- Difonzo, G.; Pasqualone, A.; Silletti, R.; Cosmai, L.; Summo, C.; Paradiso, V.M.; Caponio, F. Use of olive leaf extract to reduce lipid oxidation of baked snacks. Food Res. Int. 2018, 108, 48–56. [Google Scholar] [CrossRef]
- Kiritsakis, A.; Nanos, G.D.; Polymenopulos, Z.; Thomai, T.; Sfakiotakis, E.M. Effect of fruit storage conditions on olive oil quality. J. Am. Oil Chem. Soc. 1998, 75, 721–724. [Google Scholar] [CrossRef]
- Panzanaro, S.; Nutricati, E.; Miceli, A.; De Bellis, L. Biochemical characterization of a lipase from olive fruit (Olea europaea L.). Plant characterization of a lipase from olive fruit (Olea europaea L.). Plant Physiol. Biochem. 2010, 48, 741–745. [Google Scholar] [CrossRef]
- Marmesat, S.; Morales, A.; Velasco, J.; Ruiz-Mendez, M.V.; Dobarganes, M.C. Relationship between changes in peroxide value and conjugated dienes during oxidation of sunflower oils with different degree of unsaturation. Grasas Aceites 2009, 60, 155–160. [Google Scholar]
- Frega, N.; Mozzon, M.; Lercker, G. Effects of free fatty acids on oxidative stability of vegetable oil. J. Am. Oil Chem. Soc. 1999, 76, 325–329. [Google Scholar] [CrossRef]
- Paradiso, V.M.; Gomes, T.; Nasti, R.; Caponio, F.; Summo, C. Effects of free fatty acids on the oxidative processes in purified olive oil. Food Res. Int. 2010, 43, 1389–1394. [Google Scholar] [CrossRef]
- Choe, E.; Min, D.B. Mechanisms and factors for edible oil oxidation. Compr. Rev. Food Sci. Food Saf. 2006, 5, 169–186. [Google Scholar] [CrossRef]
- Paradiso, V.M.; Pasqualone, A.; Summo, C.; Caponio, F. An “omics” approach for lipid oxidation in foods: The case of free fatty acids in bulk oils. Eur. J. Lipis Sci. Technol. 2018, 120, 1800102. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Blades | Top (%) | Middle (%) | Bottom (%) | |
|---|---|---|---|---|
| 0 | Unmodified | 0.84 ± 0.042 b | −4.36 ± 0.04 b | 3.52 ± 0.11 a |
| Modified | 1.44 ± 0.10 a | 0.00 ± 0.00 a | −1.44 ± 0.03 b | |
| 10 | Unmodified | 3.73 ± 0.10 a | −3.13 ± 0.25 b | −0.59 ± 0.01 b |
| Modified | −0.60 ± 0.10 b | 0.17 ± 0.01 a | 0.51 ± 0.03 a | |
| 20 | Unmodified | −4.29 ± 0.13 b | 7.47 ± 0.07 a | −3.09 ± 0.15 b |
| Modified | 3.66 ± 0.07 a | −3.15 ± 0.19 b | −0.43 ± 0.10 a | |
| 30 | Unmodified | 3.57 ± 0.04 a | 3.24 ± 0.10 a | −6.80 ± 0.20 b |
| Modified | 2.57 ± 0.15 b | −1.68 ± 0.03 b | −0.89 ± 0.02 a | |
| 40 | Unmodified | 1.46 ± 0.12 a | −10.70 ± 0.53 b | 9.16 ± 0.09 a |
| Modified | 0.67 ± 0.03 b | 1.10 ± 0.07 a | −1.71 ± 0.10 b | |
| 50 | Unmodified | −14.35 ± 0.72 b | 6.03 ± 0.48 a | 8.39 ± 0.67 a |
| Modified | −0.37 ± 0.02 a | −1.95 ± 0.08 b | 2.43 ± 0.10 b |
| Unmodified | Modified | p-Values | |
|---|---|---|---|
| Free fatty acids (g 100 g−1) | 0.33 ± 0.05 | 0.55 ± 0.09 | <0.05 |
| Peroxide value (mEq O2 kg−1) | 12.95 ± 0.49 | 13.77 ± 0.34 | 0.09 |
| K232 | 1.59 ± 0.05 | 1.80 ± 0.12 | <0.05 |
| K268 | 0.14 ± 0.01 | 0.16 ± 0.01 | 0.31 |
| ΔK | 0.00 | 0.00 | - |
| RapidOxy (minutes) | 112.61 ± 3.12 | 77.52 ± 4.41 | <0.05 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bianchi, B.; Tamborrino, A.; Giametta, F.; Squeo, G.; Difonzo, G.; Catalano, P. Modified Rotating Reel for Malaxer Machines: Assessment of Rheological Characteristics, Energy Consumption, Temperature Profile, and Virgin Olive Oil Quality. Foods 2020, 9, 813. https://0-doi-org.brum.beds.ac.uk/10.3390/foods9060813
Bianchi B, Tamborrino A, Giametta F, Squeo G, Difonzo G, Catalano P. Modified Rotating Reel for Malaxer Machines: Assessment of Rheological Characteristics, Energy Consumption, Temperature Profile, and Virgin Olive Oil Quality. Foods. 2020; 9(6):813. https://0-doi-org.brum.beds.ac.uk/10.3390/foods9060813
Chicago/Turabian StyleBianchi, Biagio, Antonia Tamborrino, Ferruccio Giametta, Giacomo Squeo, Graziana Difonzo, and Pasquale Catalano. 2020. "Modified Rotating Reel for Malaxer Machines: Assessment of Rheological Characteristics, Energy Consumption, Temperature Profile, and Virgin Olive Oil Quality" Foods 9, no. 6: 813. https://0-doi-org.brum.beds.ac.uk/10.3390/foods9060813