
Fabrication and Characterization of Poly(lactic acid)-Based Biopolymer for Surgical Sutures

Chemical Engineering Department, King Faisal University, Al-Ahsa 31982, Saudi Arabia
ChemEngineering 2023, 7(5), 98; https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering7050098
Submission received: 28 August 2023
/
Revised: 24 September 2023
/
Accepted: 10 October 2023
/
Published: 13 October 2023
Abstract
:Medical sutures are important surgical aids for promoting wound closure and establishing the ideal environment for wound healing. Several key factors must be considered in medical sutures, including the material of choice for the wound closure, the type of injury (internal or external), the mechanical support required to sustain the closure, the causes of infection, and the suture’s thickness and absorbability. Therefore, this study focuses on producing absorbable surgical sutures from a bio-compatible polymer material called polylactic acid (PLA) along with a PLA–chitosan composite suture initially using the extrusion method followed by the stretching method. The experimental results showed that the PLA suture can be successfully produced and coated with chitosan. The resulting suture elongated up to 148% with an achieved crystallinity of 27%, along with a superior surgical tying and knotting quality. The average thickness of the PLA sutures and PLA sutures coated with chitosan were found to be 0.33 mm and 0.58 mm, respectively. The efficient biocompatibility and wound healing/closure of the sutures were practically deep-rooted using a human skin simulator and rat animal tissue. Based on the degradation study, the manufactured suture in this study proved its degradability in physiological saline water. After a period of 15 days, the sutures lost 50% of their weight and the pH decreased from 6.49 to 4.42.
1. Introduction
Medical sutures are important surgical aids for promoting wound closure and establishing the ideal environment for wound healing [1]. The suture material offers the features that are required to sustain the closure, making it the material of choice for wound closure [2]. A severe wound may require the surgeon to stitch the two edges of the skin together layer by layer, requiring the placement and maintenance of sutures under the skin [3]. The most common complication is wound infection, which can occur if the wound is not properly cleaned and debrided prior to closure, or if the sutures are not removed promptly [4]. Blood collection under the skin could also cause complications called hematomas [5]. In addition, wound dehiscence occurs when the edge of the wound separates. An overtightened wound or loose sutures can cause this problem [6].
The choice of the suture material can affect the risk of some complications. For instance, absorbable sutures are less likely to cause infection than non-absorbable sutures [7]. However, absorbable sutures also tend to be weaker, so they may not be suitable for all types of wound. The most appropriate choice of suture material depends on the specific wound and the patient’s individual circumstances. The surgeon will take into account factors such as the size and location of the wound, the patient’s risk of infection, and in limited cases, the patient’s preference [8]. For that cause, the type of material utilized to create the sutures has a significant impact on how well the restoration process works [9].
Sutures can be broadly categorized into two types: absorbable and non-absorbable [10]. With the advancements in suture technology, we now have the capability to develop “smart” sutures that offer features such as absorbability, antimicrobial properties, and scar-minimizing capabilities. The choice of medical suture is contingent upon the specific needs of the different wound types [11]. The nature of the tissue requiring healing also plays a pivotal role in determining the appropriate suture material. Understanding these fundamental classifications of suture materials is crucial, given the diverse surgical techniques and varying tissues they are designed to treat [1].
Absorbable sutures are stitches made from materials that the body can naturally absorb over time. Absorbable sutures degrade in the body through the hydrolysis process. Hydrolysis is the breakdown of a compound by water [12]. Absorbable sutures readily degrade into small molecules that can be efficiently eliminated by the body due to the presence of water. Sutures made from common absorbable materials include catgut, polyglycolic acid, polydioxanone, and regenerated cellulose [13,14]. Absorbable sutures provide several advantages, including the avoidance of suture removal, reduction in infection risk due to the absence of foreign material, and suitability for use in anatomical regions where suture removal is difficult or impossible [15,16].
Among all of the aforementioned biopolymers, one of the most well-known biodegradable polymers is polylactic acid (PLA). PLA has been intensively researched for applications in tissue engineering and drug delivery systems [17]. It has also been utilized extensively in human medicine [18]. PLA sutures are biodegradable, biocompatible, safe, strong, and versatile [19]. PLA sutures are still relatively new, but they can revolutionize surgery. A wide variety of surgeries can be performed using PLA sutures, including cosmetic surgery, internal surgery, wound closure, and organ transplants [20,21].
Most commonly, the United States Pharmacopeia (USP) notation is employed to specify suture sizes [22]. Despite this, surgical sutures are available in a wide range of sizes, each tailored to a specific anatomical location within the body, depending on the need. In general, smaller-sized sutures are preferred over larger ones for a variety of reasons, including their ease of use, practicality, and their ability to approximate the tensile strength of the surrounding tissue [23]. A brief overview of the various sizes of surgical instruments can be found in Table 1.
This project aims to design and manufacture a novel absorbable biopolymeric-based medical suture by considering the problem statements and the research described earlier. The PLA-based suture is expected to be biocompatible, biodegradable, beneficial, and antibacterial due to its chitosan coating. As per the USP standard, 2-0 and 3-0 sutures were chosen for manufacturing the surgical sutures for internal organs [24].
2. Experiment
2.1. Materials
PLA polymer 213T biomaterial was bought from Shanghai Hengsi New Material Science & Technology Limited Company, Shanghai, China. PLA polymer 213T biomaterial is a type of modified PLA resin, which has good biodegradability. Its physical and mechanical properties are in Table 2. Chitosan powder (CS) from Weifeng Kehai Ltd., Shandong, China was used, with a molecular weight of 471 kDa and a degree of deacetylation of 84 ± 2%.
2.2. Methodology for Manufacturing Absorbable Medical Sutures
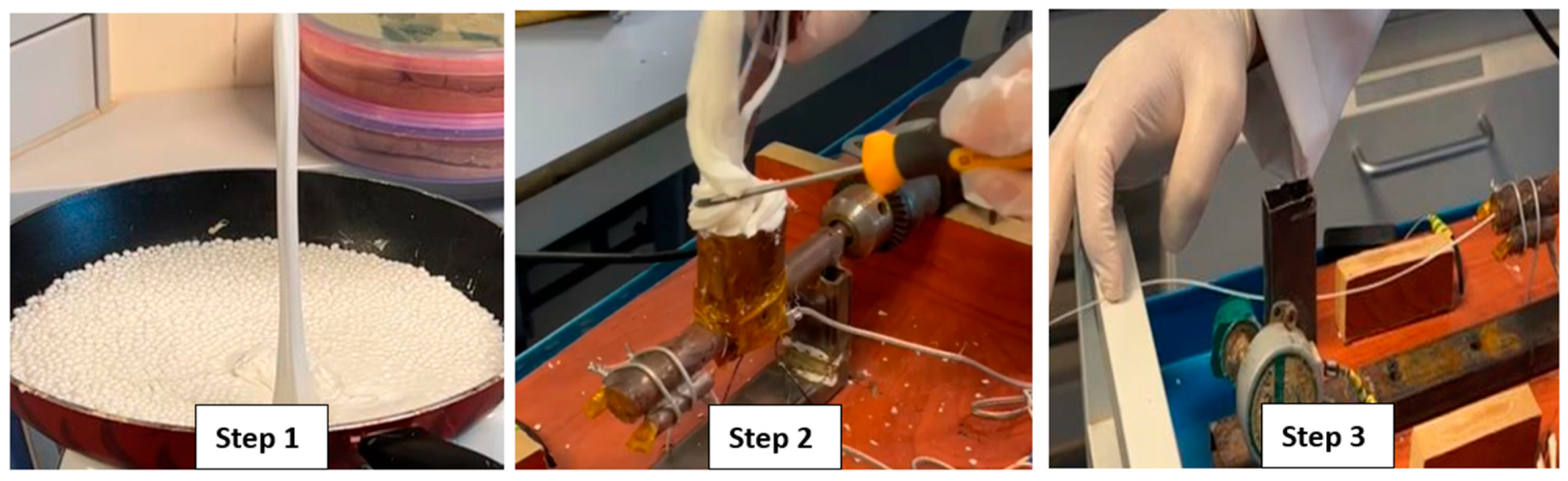
The manufacturing process of turning PLA pellets into plastic threads was carried out by pre-melting the pellets on a heating stove at 200 °C for approximately 20 min. The melted polymer was then introduced into the extruder’s hopper, which operated at 180–190 °C, and extruded through a die to create the threads. The threads were stretched, cooled, and wound on spools for storage. Figure 1 provides a schematic representation of the suture manufacturing methodology.
The rapid cooling of the melted polymer threads rendered them too rigid to be repeatedly bent and sutured. To address this issue, the threads were preheated, stretched, and elongated for approximately 10–15 s atop a heating stove at around 100 °C. This procedure resulted in a thread that was not only stronger and more durable but also exhibited enhanced flexibility. As a result of these improved attributes, the thread became suitable for use as a suture.
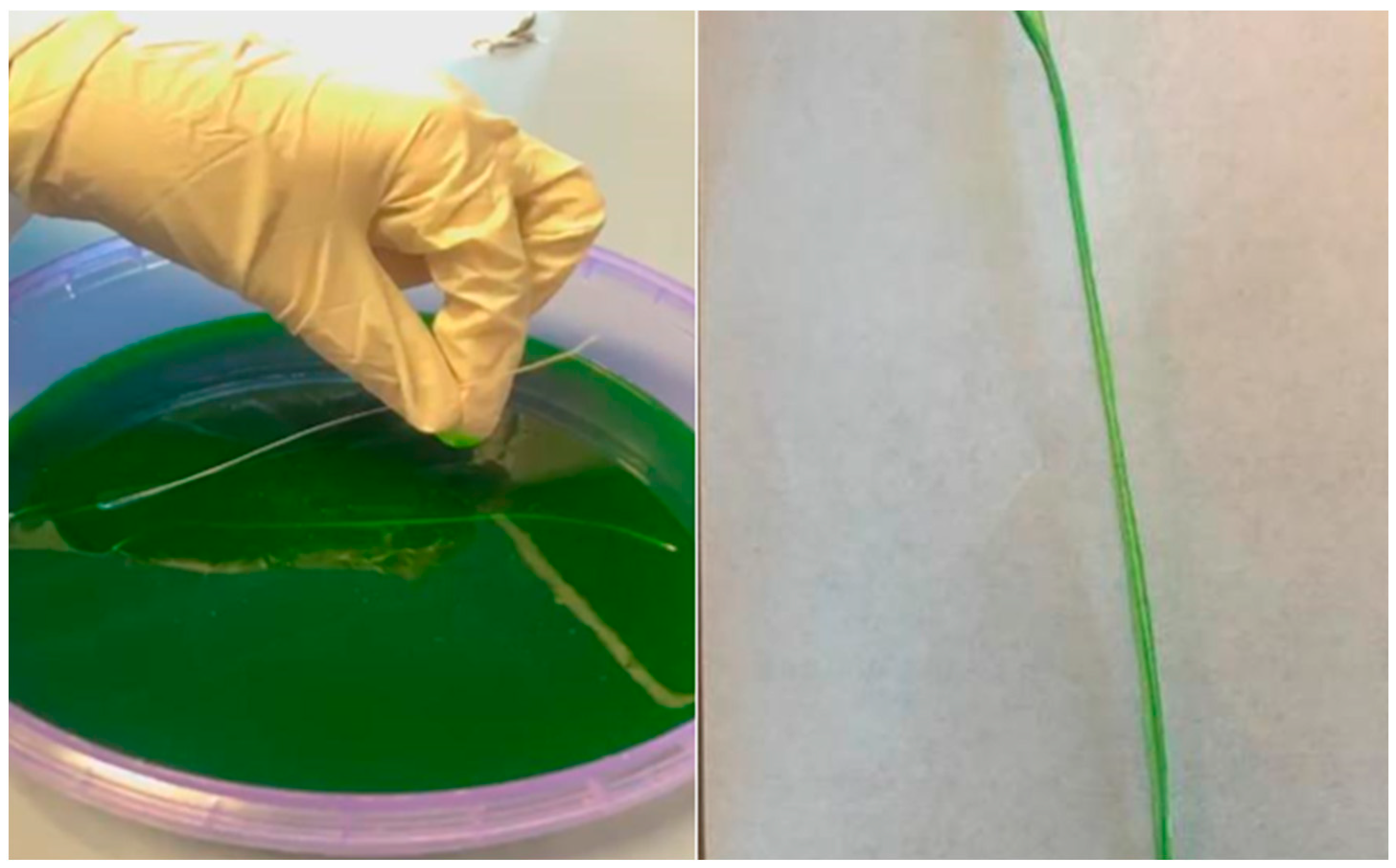
A chitosan biopolymer coating was applied to the chosen PLA suture samples in order to manufacture antibacterial absorbable sutures with the objective of producing an antibacterial suture product. The use of chitosan as a coating material has the potential to bring about several potential advantages. These include improved suture maneuverability, decreased tissue response, decreased inflammation, and the establishment of an infection-resistant barrier when applied as a coating [25]. It is also worth mentioning that chitosan has been documented to possess intrinsic antimicrobial properties, potentially bolstering the safety and effectiveness of these sutures due to their inherent antimicrobial properties [26]. The manufactured PLA suture was immersed in a solution bath containing chitosan as shown in Figure 2 below. Further details on the preparation of the chitosan coating solution is shown in Figures S1 and S2 in the Supplementary Materials.
The chitosan solution was prepared by dissolving 6 g (3%) of the chitosan powder in 3 mL of an acidic solution called acetic acid, mixing with 200 mL of distilled water, and then adding green food coloring to make it more visible. All of these components were mixed using a stirrer for almost two hours. It was then necessary to immerse the sutures in the chitosan solution overnight so that the entire sutures were coated with chitosan, and then remove them from the solution after 24 h to dry them out.
3. Characterization and Tests
3.1. Elongation and Thickness Measurement
The purpose of this test was to evaluate the ease of use and the performance of the sutures when they are being used to tie knots. During the process of processing the PLA-based medical sutures that have been processed in the lab, the thickness and the length of the sutures were measured both before and after stretching using an electronic caliper gauge micrometer and a ruler, respectively. For both the elongation and thickness measurements, four to five samples for each type of suture were used, and the average values were calculated and reported for each type of suture. For further experimental details, refer to Figures S3–S5 in the Supplementary Materials.
3.2. DSC Testing
Differential scanning calorimetry (DSC) is a thermal analysis technique designed to quantify the heat flow associated with a material’s thermal transitions [27]. This analytical method furnishes critical insights into various thermal parameters, including the glass transition temperature (Tg), crystallization temperature (Tc), melting temperature (Tm), and the degree of crystallinity within the material. In this research endeavor, we have employed DSC analysis to delve into the thermal characteristics exhibited by our polylactic acid absorbable sutures. The DSC analysis encompasses three distinct phases, namely S1 (PLA suture in its pristine state prior to stretching), S2 (PLA suture post-stretching), and S3 (following stretching and the application of a chitosan coating).
3.3. Human Skin Suture Practice Simulator Testing
This test was conducted to assess the ease of use and performance of our sutures when used to suture human skin. A human skin suture practice simulator is a device that serves to replicate the suturing of human skin. It is typically made of silicone or another material that is similar to human skin. Comparison of fabricated suture in this study with commercial sutures using Suturing Kit is shown in Figure S6 in the Supplementary Materials.
A human skin suture practice simulator was used to evaluate the following parameters: (1) ease of use: examining how easily the needle could be inserted and the suture threaded through the simulator; (2) performance: assessing the quality of the sutures, including knotting, tightness, and overall appearance. Besides the absorbable suture type that was used in this study, another type was also tested for comparison.
3.4. Mouse Implantation Testing
Sutures were tested to ensure that they were biocompatible and degradable in the presence of a living organism in this test. In laboratory mice, the sutures were implanted subcutaneously under the skin, and knots were tied to ensure that the wounds were properly closed after the sutures were implanted as shown in Figure S7 in the Supplementary Materials. Prior to the experiment commencement, an ethical approval was obtained from our institution (ethical approval no. KFU-REC-2023-FEB-ETHICS612).
3.5. Degradation Study
This test was conducted to determine the degradation rate of our sutures in a simulated body environment. The degradation study conducted in this study adheres to the procedure studied by Oksiuta et al. (2020) [28]. Saline solution was made in the laboratory by mixing table salt with distilled water. The ratio of physiological saline is 1000 mL of distilled water and 9 g of table salt. Based on this, the saline solution was prepared by mixing 1500 mL of distilled water and 13.5 g of table salt at room temperature, using the lab shaker and mixer. The mixing speed and time are 1000 RPM and 30 min, respectively.
PLA degrades relatively slowly at room temperature, compared to most other materials. To investigate the degradation behavior of PLA, a method based on elevated temperatures was utilized because of the short amount of time that was available for the degradation testing, in order to investigate the degradation behavior of PLA [29].
The suture specimens were placed into preheated water baths at 70 °C. PLA degrades to form lactic acid; hence, acidic by-products release into the water bath leading to changes in pH. Changes in pH of the surrounding environment ‘water bath’ is another way of checking and ensuring the degradation of PLA. At various time points between 1 and 2 days, the PLA suture samples were taken out of the water bath and dried then weighed at room temperature.
The specimen was monitored by measuring the percentage of mass loss () against time. The percentage of mass loss () was determined using the following equation:
where is the initial mass of the sample measured at time day zero, and is the mass of the degraded and dried sample measured at time t.
4. Results and Discussion
4.1. Elongation and Thickness Analysis
Elongation is a critical parameter for assessing a suture’s capacity to stretch without undergoing structural failure. The elongation of the fabricated sutures were calculated by measuring the length of the suture before and after stretching. The results showed that all three types of sutures had a significant increase in length after stretching, with an average elongation percentage of 143.48%. Table 3 shows the average initial length and final length (stretched suture) along the calculated elongation percentage.
The increase in elongation percentage can be attributed to the stretching process during manufacturing, which allows the polymer chains to re-arrange and increases the intermolecular distance, and hence allows the suture to stretch without breaking [30,31]. The elongation results in this study can be compared with other research studies. In contrast, a study found that PLA sutures had an elongation percentage of up to 150% without any observable damage [32].
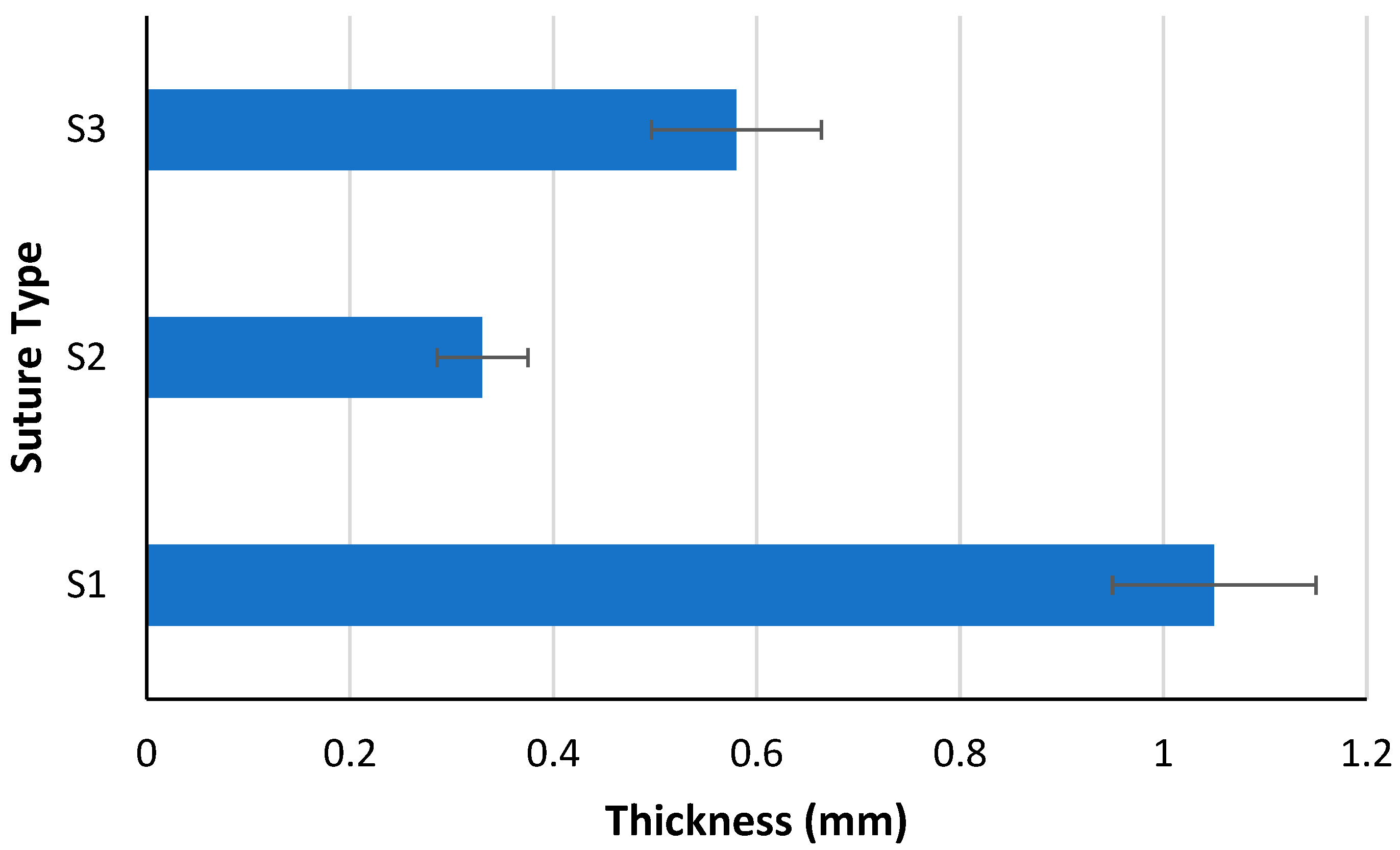
Thickness is an important parameter for sutures as it affects the ease of handling and insertion into body tissues. The results showed that all three types of sutures had a significant decrease in thickness after stretching as shown on Figure 3. For instance, an average thickness of 0.33 mm for suture S2 was observed as compared to the original suture S1. The stretched suture, S2, was used for the chitosan coating. The average thickness of the coated suture with chitosan, S3, was increased significantly to 0.58 mm, confirming that the chitosan layer was successful coated on the PLA suture.
It is important to note that as the suture is stretched during manufacturing, the cross-sectional area of the suture reduces, resulting in a smaller cross-sectional area and a thinner suture as a result. The reason for the decrease in the thickness can be attributed to this phenomenon [33].
4.2. DSC Analysis
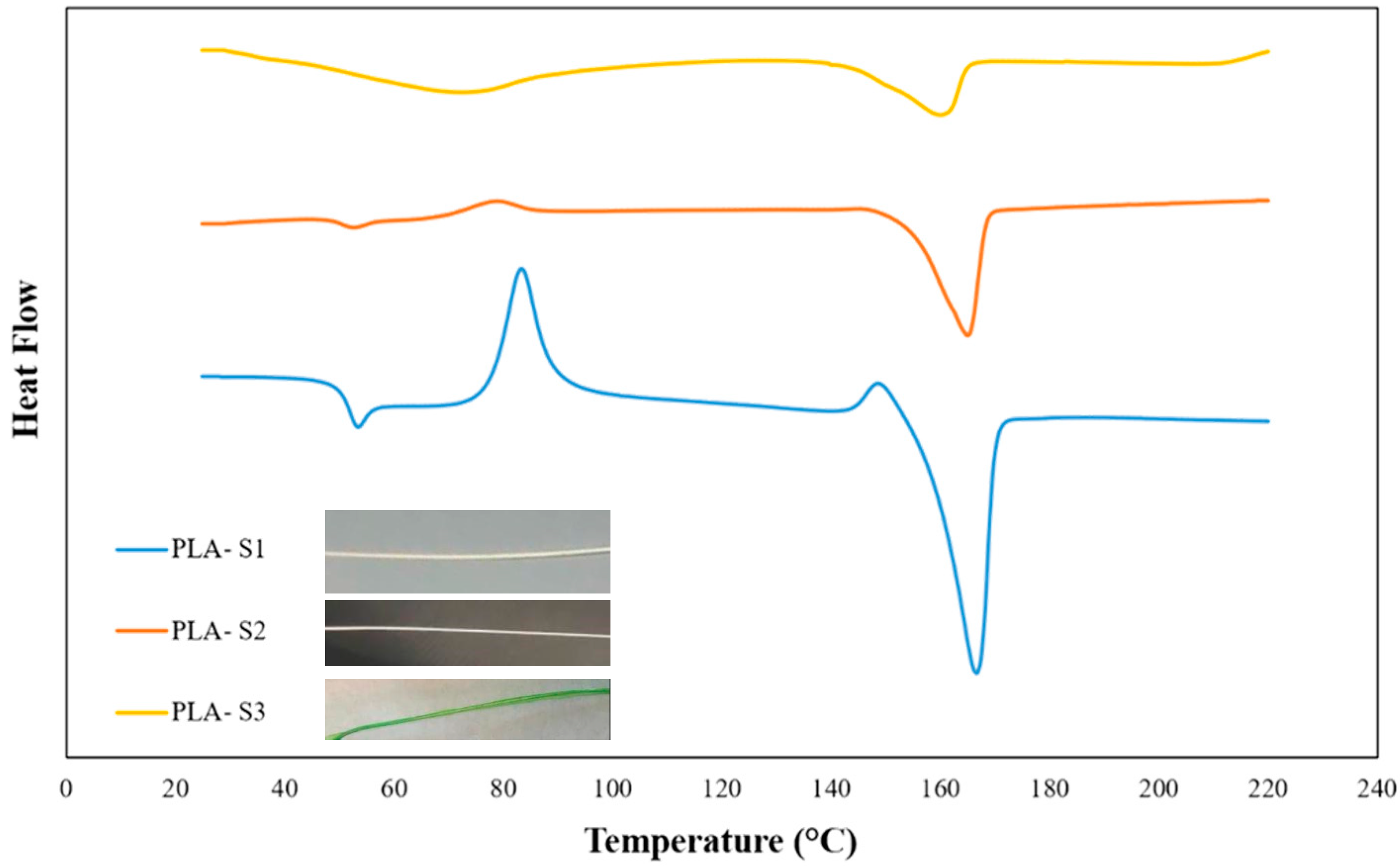
DSC was used to study the changes in the thermal properties of the material due to processing or coating. The thermal properties and thermal behavior obtained by DSC are shown in Table 4 and Figure 4, respectively. It was observed that the Tg of suture S1 was reduced as compared to the pure PLA pellets from 60.17 to 50.63 °C. This may clearly indicate that the manufacturing process has influenced the PLA’s thermal properties. This perhaps was also caused via the environment surrounding the manufacturing process, i.e., water moisture adsorption. Water adsorption can substantially reduce the Tg and other related thermal properties [34]. Further reduction in the Tg was also noticed when the S2 suture was stretched by about 1.5 °C. This possibly happened due to the influences of the applied heating process during the suture stretching.
For the coated suture, S3, the Tg was shifted up to 60.47 as contrasted to the stretched suture, S2, at 48.91 °C. This can be explained by the successful coating of the layer of chitosan on the PLA suture as some of the literature reported that the Tg of chitosan is around 65 °C [35] and 76 °C [36], which is higher than the PLA biopolymer. Comparing the results of our sutures with other research studies, it has been reported that the Tg and Tm values of PLA sutures vary depending on the manufacturing process and the addition of other materials. For example, the Tg and Tm values of PLA sutures increased with the addition of graphene oxide nanocomposites [37].
Based on the results obtained in this study, the suture exhibited crystallization at lower temperatures compared to the PLA pellets. What is a more interesting observation from DSC results is that the crystallinity of the S1 suture is much lower than the PLA pellets, which reduced from 41.38 to 4.54%. However, when the heat was applied to the suture with the purpose of making the suture stronger and thinner, the resulting S2 suture re-crystallized successfully and its crystallinity increased significantly from 4.54 to 27.27% [38]. The low crystallinity percentage of the S1 suture indicates that the material is amorphous and has a random molecular structure, whereas the higher crystallinity percentage of the S2 suture implies and ensures the semi-crystallinity structure and hence is more rigid and visible.
4.3. Suture Implantation in a Human Skin Simulator
It is important to consider the biocompatibility of a suture material in order to determine whether it will be effective for the closure of wounds. The biocompatibility and wound healing properties of PLA sutures were assessed using a human skin simulator and a lab rat as models. To assess the wound healing and closure attributes of the newly created sutures, a human skin simulator was employed. A comparative analysis was conducted, juxtaposing the PLA sutures generated in this study (referred to as the white sutures) with other commercially available sutures in the medical market.
During the course of this experiment, it was observed that the fabricated sutures elicited no adverse reactions when applied to the human skin simulator. Furthermore, the tensile strength and knot-pull characteristics of the PLA sutures exhibited favorable outcomes, as they demonstrated both resilience against breakage and ease of handling. These findings align with a previous research study where PLA sutures were also found to possess effective wound closure properties and were shown not to induce any adverse reactions when tested on a human skin simulator [39,40].
4.4. Suture Implantation in a Lab Rat
The wound healing properties and knot-pull properties were examined using a rat. The results showed that the PLA sutures had effective suturing properties without any complications. The manufactured sutures also have good wound closure and healing properties and are biocompatible with both human skin and animal tissue. Agreeing with the finding in this study, it was reported that PLA sutures had operative wound healing properties and did not cause any adverse reactions in a rat [41].
4.5. Suture Degradation
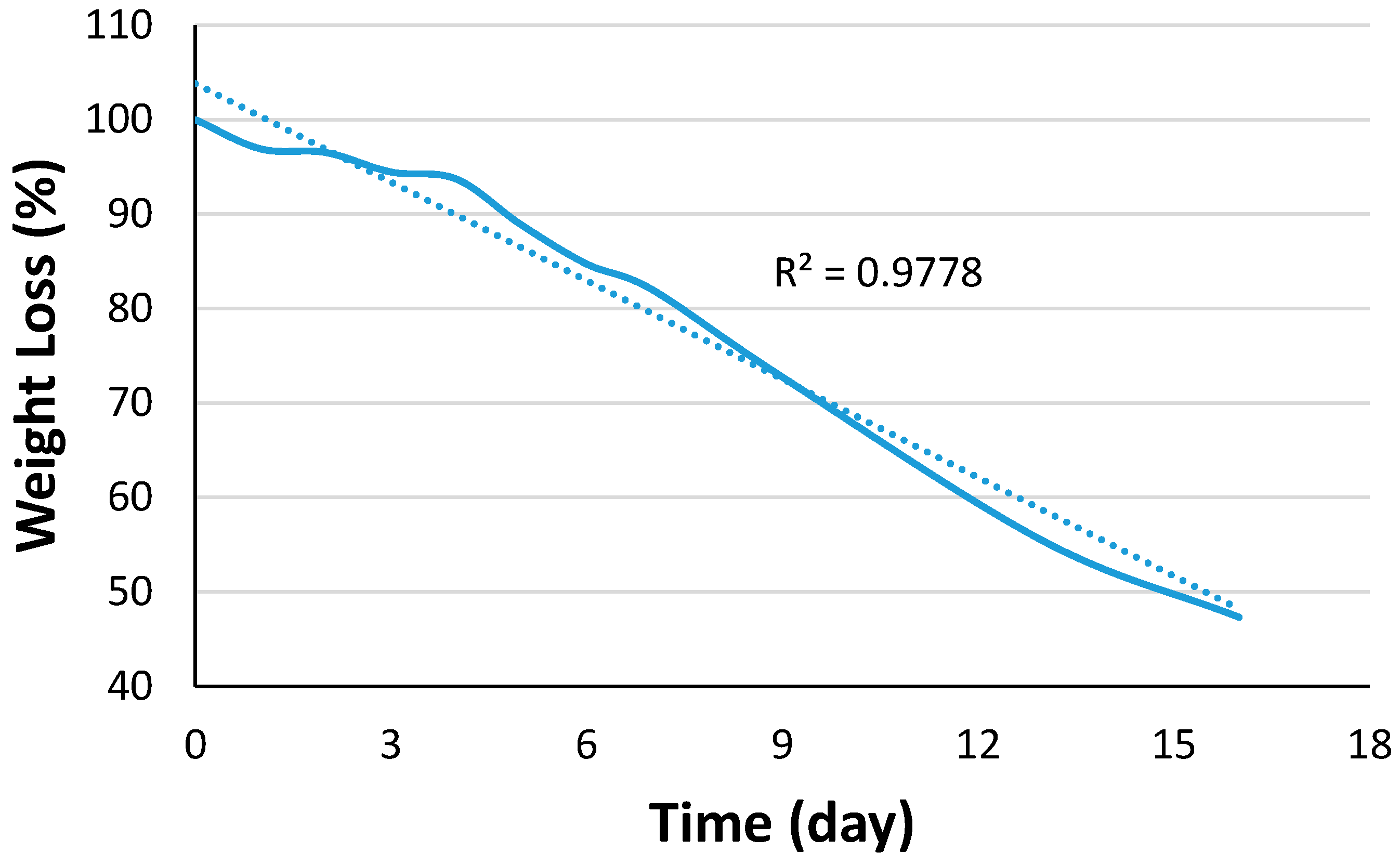
A degradation test of the absorbable sutures is regarded as one of the most critical aspects of the performance evaluation, as it permits the determination of both the rate and extent of degradation exhibited by the suture material. Figure 5 demonstrates that the degradation was efficiently achieved by the daily weight loss. It was observed that the suture became more brittle and lost its mechanical properties by day 4; this stage was called mechanical degradation. The next day, day 5, the sutures started to break down and spread apart, indicating that the weight degradation stage had initiated a higher rate. After that, the sutures continued losing their weight until they lost 50% of their weight by day 15. It was reported that the mechanism of biopolymer degradation occurs in three steps including molecular weight loss followed by mechanical loss and final weight loss [42].
Based on Figure 5, it can be seen that the mechanical properties of the materials attempted to resist degradation in the first 4–5 days, but could not resist degradation any further, exhibiting almost a linear behavior pattern. Upon the completion of day 5, the behavior was practically linear in terms of weight loss with an R2 of 0.9778.
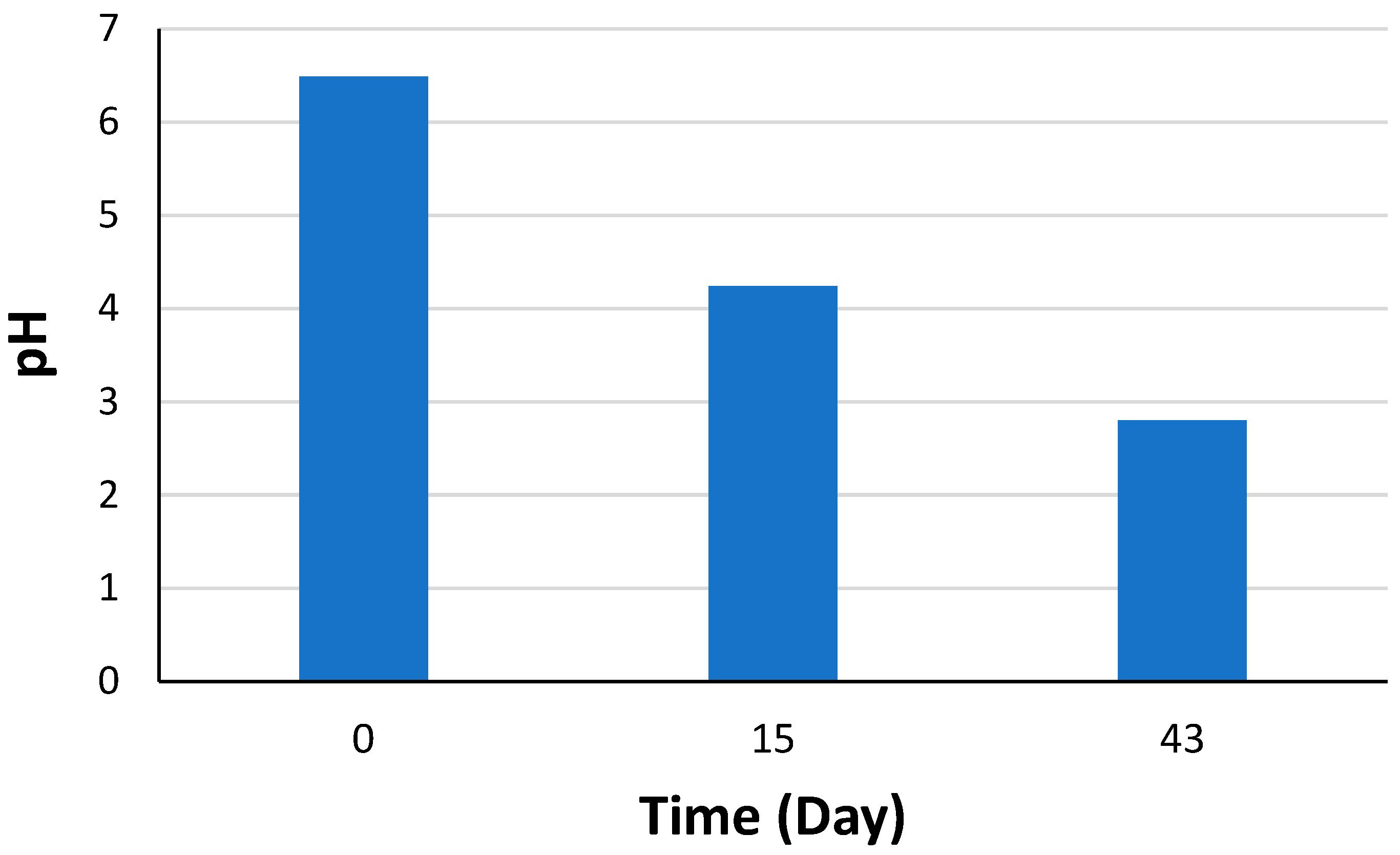
The experimental results in this study showed that the pH of the solution decreased from 6.49 to 4.42 after 15 days, indicating an increase in the acidity in the water bath due to the degradation of the sutures. This is consistent with the breakdown of the polylactic acid polymer into lactic acid, which can lower the pH of the solution. The decrease in pH also suggests that the degradation of the sutures was accelerating over time. Figure 6 presents pH values at various degradation times.
It is noteworthy that, after 43 days of degradation, the pH of the solution had decreased further to 2.8, signifying an advanced stage in the degradation process. Additionally, the weight loss measurements revealed that, apart from the weight loss itself, the sutures were consistently and predictably decreasing in weight over time. This observation suggests that the sutures are undergoing degradation in a uniform and foreseeable manner.
As compared to the results observed in this study, another study examined the accelerated degradation tests of polylactic acid scaffolds for tissue engineering applications [43]. Their experiment involved subjecting specimens to soaking in saline solution at different temperatures of 37, 50, and 70 °C. They found that the specimens subjected to 70 °C lost their structural integrity by day 4, rendering the mechanical testing results unobtainable. Similarly, by day 7, the specimens subjected to 50 °C showed similar behavior.
In contrast, the experiment conducted in our study only used a temperature of 70 °C, and mechanical losses were already observed by day 4. These observations suggest that temperature has a significant impact on the degradation of polylactic acid, with higher temperatures resulting in a greater weight loss and faster degradation rate. It is very important to note that when PLA degrades, it breaks down into lactic acid. Lactic acid is a weak acid that is naturally produced by the body. However, in high concentrations, lactic acid can induce skin irritation and burns [44].
The results of the degradation experiment indicate that our surgical sutures have the potential to undergo biodegradation in physiological saline solutions under controlled conditions, as shown by the results of the degradation experiment. We find that our sutures have potential for use in surgical procedures where they can provide temporary wound support once they are absorbed by the body in a gradual manner. These findings highlight the potential of our sutures for use in surgical procedures.
5. Conclusions
The objective of this study was to develop a biocompatible, biodegradable, and cost-effective medical suture based on polymers, intended for high-volume production using the plastics extrusion method. This suture is intended for use in patients undergoing surgeries or experiencing injuries, facilitating the secure fastening of body tissues and the approximation of wound edges. A biodegradable and biocompatible suture material was successfully developed using PLA through the extrusion and stretching method. The PLA sutures showed proficient mechanical features, including a high elongation, adequate controlled thickness, surgical tying and knotting quality. A human skin simulator and rat animal tissue were used and proved the effective biocompatible wound healing/closure of the suture manufactured in this study.
The thermal properties obtained via DSC proved it to be a successful stretching technique used in this study, where the crystallinity of the suture reached 27.27% as compared to 4.54% for the untreated suture. The mechanisms and behaviors underlying the degradation of physiological saline water have been explored and established. The degradation study verified that the sutures produced in this study are capable of withstanding up to 15 days, losing 50% of their weight.
There exists an immediate demand for the development of a suture material that is both biodegradable and biocompatible. The results of this project have offered a practical solution to address this pressing issue. Such a material holds promise for a wide range of medical applications and has the potential to substantially enhance patient outcomes when utilized across various medical contexts.
Supplementary Materials
The following supporting information can be downloaded at: https://0-www-mdpi-com.brum.beds.ac.uk/article/10.3390/chemengineering7050098/s1, Figure S1: Preparing the Chitosan Coating Solution in the Lab; Figure S2: Suture’s Coating with using Chitosan Solution; Figure S3: Cutting the Sutures of Equal 20 cm Size Lengths; Figure S4: Elongation of the Suture using heating hob; Figure S5: Result Suture after stretching; Figure S6: Compression of our fabricated suture with commercial sutures using Suturing Kit; Figure S7: Testing the sutures on a lab rat.
Funding
This research, including the APC, was funded by the Deanship of Scientific Research, King Faisal University, grant number: 4450.
Institutional Review Board Statement
It is imperative to conduct animal testing in an ethical and humane manner, with due consideration for animal welfare. Therefore, an ethical approval was obtained from King Faisal University for conducting testing on mice, ensuring that our experiment was conducted in a responsible and ethical manner. The ethical approval number is KFU-REC-2023-FEB-ETHICS612.
Acknowledgments
This work was supported through the Ambitious Research Track by the Deanship of Scientific Research, Vice Presidency for Graduate Studies and Scientific Research, King Faisal University, Saudi Arabia [GRANT4450]. The authors would like to acknowledge the technical and instrumental support they received from King Faisal University.
Conflicts of Interest
The author declares no conflict of interest.
References
- Susin, C.; Fiorini, T.; Lee, J.; De Stefano, J.A.; Dickinson, D.P.; Wikesjö, U.M. Wound healing following surgical and regenerative periodontal therapy. Periodontol. 2000 2015, 68, 83–98. [Google Scholar] [PubMed]
- You, H.J.; Han, S.K. Cell therapy for wound healing. J. Korean Med. Sci. 2014, 29, 311–319. [Google Scholar] [PubMed]
- Matarasso, A.; Paul, M.D. Barbed sutures in aesthetic plastic surgery: Evolution of thought and process. Aesthetic Surg. J. 2013, 33, 17S–31S. [Google Scholar]
- Nicks, B.A.; Ayello, E.A.; Woo, K.; Nitzki-George, D.; Sibbald, R.G. Acute wound management: Revisiting the approach to assessment, irrigation, and closure considerations. Int. J. Emerg. Med. 2010, 3, 399–407. [Google Scholar]
- Niamtu, J., III. Expanding Hematoma in Face-lift Surgery: Literature Review, Case Presentations, and Caveats. Dermatol. Surg. 2005, 31, 1134–1144. [Google Scholar]
- Sathaiah, C. A Prospective Study to Compare Continous Versus Interrupted X Suture in Prevention of Burst Abdomen. Ph.D. Thesis, Madurai Medical College, Madurai, India, 2019. [Google Scholar]
- Theopold, C.; Potter, S.; Dempsey, M.; O’Shaughnessy, M. A randomised controlled trial of absorbable versus non-absorbable sutures for skin closure after open carpal tunnel release. J. Hand Surg. 2012, 37, 350–353. [Google Scholar] [CrossRef] [PubMed]
- Breuing, K.; Butler, C.E.; Ferzoco, S.; Franz, M.; Hultman, C.S.; Kilbridge, J.F.; Ventral Hernia Working Group. Incisional ventral hernias: Review of the literature and recommendations regarding the grading and technique of repair. Surgery 2010, 148, 544–558. [Google Scholar]
- Zhao, W.; Liu, L.; Zhang, F.; Leng, J.; Liu, Y. Shape memory polymers and their composites in biomedical applications. Mater. Sci. Eng. C 2019, 97, 864–883. [Google Scholar]
- Chellamani, K.P.; Veerasubramanian, D.; Balaji, R.V. Surgical sutures: An overview. J. Acad. Indus. Res. 2013, 1, 778–781. [Google Scholar]
- Dennis, C.; Sethu, S.; Nayak, S.; Mohan, L.; Morsi, Y.; Manivasagam, G. Suture materials—Current and emerging trends. J. Biomed. Mater. Res. Part A 2016, 104, 1544–1559. [Google Scholar]
- Scognamiglio, F.; Travan, A.; Rustighi, I.; Tarchi, P.; Palmisano, S.; Marsich, E.; Paoletti, S. Adhesive and sealant interfaces for general surgery applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2016, 104, 626–639. [Google Scholar]
- Xu, L.; Liu, Y.; Zhou, W.; Yu, D. Electrospun medical sutures for wound healing: A review. Polymers 2022, 14, 1637. [Google Scholar]
- Narasimhan, A.K.; Rahul, T.S.; Krishnan, S. Revisiting the properties of suture materials: An overview. In Advanced Technologies and Polymer Materials for Surgical Sutures; Woodhead Publishing: Cambridge, UK, 2023; pp. 199–235. [Google Scholar]
- Al-Abdullah, T.; Plint, A.C.; Fergusson, D. Absorbable versus nonabsorbable sutures in the management of traumatic lacerations and surgical wounds: A meta-analysis. Pediatr. Emerg. Care 2007, 23, 339–344. [Google Scholar] [CrossRef]
- Köhler, G.; Luketina, R.R.; Emmanuel, K. Sutured repair of primary small umbilical and epigastric hernias: Concomitant rectus diastasis is a significant risk factor for recurrence. World J. Surg. 2015, 39, 121–126. [Google Scholar] [CrossRef]
- Tyler, B.; Gullotti, D.; Mangraviti, A.; Utsuki, T.; Brem, H. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv. Drug Deliv. Rev. 2016, 107, 163–175. [Google Scholar]
- Ozdil, D.; Aydin, H.M. Polymers for medical and tissue engineering applications. J. Chem. Technol. Biotechnol. 2014, 89, 1793–1810. [Google Scholar]
- Joseph, B.; George, A.; Gopi, S.; Kalarikkal, N.; Thomas, S. Polymer sutures for simultaneous wound healing and drug delivery–a review. Int. J. Pharm. 2017, 524, 454–466. [Google Scholar]
- Zheng, K.; Gu, Q.; Zhou, D.; Zhou, M.; Zhang, L. Recent progress in surgical adhesives for biomedical applications. Smart Mater. Med. 2022, 3, 41–65. [Google Scholar]
- Schlich, T. The Origins of Organ Transplantation: Surgery and Laboratory Science; University Rochester Press: Rochester, NY, USA, 2010; pp. 1880–1930. [Google Scholar]
- Byrne, M.; Aly, A. The surgical suture. Aesthetic Surg. J. 2019, 39, S67–S72. [Google Scholar]
- Bennett, R.G. Selection of wound closure materials. J. Am. Acad. Dermatol. 1988, 18, 619–637. [Google Scholar]
- Laurén, P.; Somersalo, P.; Pitkänen, I.; Lou, Y.R.; Urtti, A.; Partanen, J.; Yliperttula, M. Nanofibrillar cellulose-alginate hydrogel coated surgical sutures as cell-carrier systems. PLoS ONE 2017, 12, e0183487. [Google Scholar]
- Akombaetwa, N.; Bwanga, A.; Makoni, P.A.; Witika, B.A. Applications of electrospun drug-eluting nanofibers in wound healing: Current and future perspectives. Polymers 2022, 14, 2931. [Google Scholar]
- Rakhmatullayeva, D.; Ospanova, A.; Bekissanova, Z.; Jumagaziyeva, A.; Savdenbekova, B.; Seidulayeva, A.; Sailau, A. Development and characterization of antibacterial coatings on surgical sutures based on sodium carboxymethyl cellulose/chitosan/chlorhexidine. Int. J. Biol. Macromol. 2023, 236, 124024. [Google Scholar]
- Yang, J.; Pan, H.; Li, X.; Sun, S.; Zhang, H.; Dong, L. A study on the mechanical, thermal properties and crystallization behavior of poly (lactic acid)/thermoplastic poly (propylene carbonate) polyurethane blends. R. Soc. Chem. Adv. 2017, 7, 46183–46194. [Google Scholar]
- Oksiuta, Z.; Jalbrzykowski, M.; Mystkowska, J.; Romanczuk, E.; Osiecki, T. Mechanical and thermal properties of polylactide (PLA) composites modified with Mg, Fe, and polyethylene (PE) additives. Polymers 2020, 12, 2939. [Google Scholar] [PubMed]
- Felfel, R.M.; Gupta, D.; Zabidi, A.Z.; Prosser, A.; Scotchford, C.A.; Sottile, V.; Grant, D.M. Performance of multiphase scaffolds for bone repair based on two-photon polymerized poly (D, L-lactide-co-ɛ-caprolactone), recombinamers hydrogel and nano-HA. Mater. Des. 2018, 160, 455–467. [Google Scholar]
- Chopra, S.; Deshmukh, K.A.; Deshmukh, A.D.; Gogte, C.L.; Peshwe, D. Prediction, evaluation and mechanism governing interphase strength in tensile fractured PA-6/MWCNT nanocomposites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 255–262. [Google Scholar]
- Barden, J.M., III. Influence of Molecular Architecture on the Structure and Properties of Co-Polyaramid Fibers. Ph.D. Thesis, Clemson University, Clemson, SC, USA, 2015. [Google Scholar]
- Wang, W.; Ping, P.; Chen, X.; Jing, X. Polylactide-based polyurethane and its shape-memory behavior. Eur. Polym. J. 2006, 42, 1240–1249. [Google Scholar]
- El-Bakary, M.A.; El-Farahaty, K.A.; El-Sayed, N.M. Investigating the mechanical behavior of PGA/PCL copolymer surgical suture material using multiple-beam interference microscopy. Fibers Polym. 2019, 20, 1116–1124. [Google Scholar]
- Yatigala, N.S.; Bajwa, D.S.; Bajwa, S.G. Compatibilization improves physico-mechanical properties of biodegradable biobased polymer composites. Compos. Part A Appl. Sci. Manuf. 2018, 107, 315–325. [Google Scholar]
- Radhakumary, C.; Nair, P.D.; Mathew, S.; Nair, C.R. Biopolymer composite of chitosan and methyl methacrylate for medical applications. Trends Biomater. Artif. Organs 2005, 18, 117–124. [Google Scholar]
- Budnyak, T.M.; Yanovska, E.S.; Kichkiruk, O.Y.; Sternik, D.; Tertykh, V.A. Natural minerals coated by biopolymer chitosan: Synthesis, physicochemical, and adsorption properties. Nanoscale Res. Lett. 2016, 11, 492. [Google Scholar] [CrossRef] [PubMed]
- Issaadi, K.; Habi, A.; Grohens, Y.; Pillin, I. Maleic anhydride-grafted poly (lactic acid) as a compatibilizer in poly (lactic acid)/graphene oxide nanocomposites. Polym. Bull. 2016, 73, 2057–2071. [Google Scholar]
- Khasraghi, S.S.; Shojaei, A.; Sundararaj, U. Bio-based UV curable polyurethane acrylate: Morphology and shape memory behaviors. Eur. Polym. J. 2019, 118, 514–527. [Google Scholar]
- Singh, P.; Pandey, P.; Arya, D.K.; Anjum, M.M.; Poonguzhali, S.; Kumar, A.; Rajinikanth, P.S. Biomimicking dual drug eluting twisted electrospun nanofiber yarns for post-operative wound healing. Biomed. Mater. 2023, 18, 035006. [Google Scholar]
- Azimi, B.; Maleki, H.; Zavagna, L.; De la Ossa, J.G.; Linari, S.; Lazzeri, A.; Danti, S. Bio-based electrospun fibers for wound healing. J. Funct. Biomater. 2020, 11, 67–103. [Google Scholar]
- Polimeni, G.; Koo, K.T.; Pringle, G.A.; Agelan, A.; Safadi, F.F.; Wikesjö, U.M. Histopathological observations of a polylactic acid-based device intended for guided bone/tissue regeneration. Clin. Implant. Dent. Relat. Res. 2008, 10, 99–105. [Google Scholar]
- Felfel, R. Manufacture and Characterisation of Bioresorbable Fibre Reinforced Composite Rods and Screws for Bone Fracture Fixation Applications. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2013. [Google Scholar]
- Yannie, H.M.; Norman, T.L. Accelerated Degradation Tests of Polylactic Acid (PLA) Scaffolds for Tissue Engineering Applications. In The Research and Scholarship Symposium; Cedarville University: Cedarville, OH, USA, 2021; Volume 14. [Google Scholar]
- Castañeda-Rodríguez, S.; González-Torres, M.; Ribas-Aparicio, R.M.; Del Prado-Audelo, M.L.; Leyva-Gómez, G.; Gürer, E.S.; Sharifi-Rad, J. Recent advances in modified poly (lactic acid) as tissue engineering materials. J. Biol. Eng. 2023, 17, 21. [Google Scholar]
Figure 1.
Manufacturing steps of PLA sutures.

Figure 2.
Coating the PLA suture using chitosan.

Figure 3.
Average measured suture thickness with their error bars. S1 (PLA suture before stretching), S2 (PLA suture after stretching), and S3 (after stretching and adding chitosan coating).
Figure 3.
Average measured suture thickness with their error bars. S1 (PLA suture before stretching), S2 (PLA suture after stretching), and S3 (after stretching and adding chitosan coating).

Figure 4.
DSC thermal behavior of sutures.

Figure 5.
Suture degradation behavior at temperature of 70 °C. The dash line represents the straight line fit for the data.
Figure 5.
Suture degradation behavior at temperature of 70 °C. The dash line represents the straight line fit for the data.

Figure 6.
pH values at various degradation times.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
USP sizes of surgical sutures in medical practice [22].
Table 1.
USP sizes of surgical sutures in medical practice [22].
| USP Size | Suture Diameter Size (mm) |
|---|---|
| 3 | 0.600–0.699 |
| 2 | 0.500–0.599 |
| 1 | 0.400–0.499 |
| 0 | 0.350–0.399 |
| 2-0 | 0.300–0.339 |
| 3-0 | 0.200–0.249 |
| 4-0 | 0.150–0.199 |
| 5-0 | 0.100–0.149 |
| 6-0 | 0.070–0.099 |
| 7-0 | 0.050–0.069 |
| 8-0 | 0.040–0.049 |
| 9-0 | 0.030–0.039 |
Table 2.
Physical and mechanical properties of PLA 213T biopolymer.
| Properties | Value | Unit |
|---|---|---|
| Density | 1.30~1.4 | |
| Vicat Softening Point Temperature | ≥85 | °C |
| Tensile Strength | ≥50 | MPa |
| Impact Strength | ≥2 | |
| Melt flow rate | 8–15 | |
| Mold shrinkage | 0.003 | % |
Table 3.
Average measured sutures length and elongation percentage with their error bars. S1 (PLA suture before stretching) and S2 (PLA suture after stretching).
Table 3.
Average measured sutures length and elongation percentage with their error bars. S1 (PLA suture before stretching) and S2 (PLA suture after stretching).
| S1 Length (mm) | S2 Length (mm) | Change in Length (mm) | Elongation Percentage (%) | |
|---|---|---|---|---|
| Average Value | 15.25 | 37.25 | 22.00 | 143.48 |
Table 4.
DSC thermal properties of sutures.
| Sample | Tg (°C) | Tc (°C) | Tm (°C) | Crystallinity (%) |
|---|---|---|---|---|
| PLA-Pellet | 60.17 | 96.04 | 156.23 | 41.38 |
| PLA-S1 | 50.63 | 75.35 | 153.43 | 4.54 |
| PLA-S2 | 48.91 | 69.84 | 184.19 | 27.27 |
| PLA-S3 | 60.47 | - | 164.01 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alhulaybi, Z.A. Fabrication and Characterization of Poly(lactic acid)-Based Biopolymer for Surgical Sutures. ChemEngineering 2023, 7, 98. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering7050098
AMA Style
Alhulaybi ZA. Fabrication and Characterization of Poly(lactic acid)-Based Biopolymer for Surgical Sutures. ChemEngineering. 2023; 7(5):98. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering7050098
Chicago/Turabian StyleAlhulaybi, Zaid Abdulhamid. 2023. "Fabrication and Characterization of Poly(lactic acid)-Based Biopolymer for Surgical Sutures" ChemEngineering 7, no. 5: 98. https://0-doi-org.brum.beds.ac.uk/10.3390/chemengineering7050098