Fermentation as a Strategy for Bio-Transforming Waste into Resources: Lactic Acid Production from Agri-Food Residues

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Microorganism and Culture Conditions
2.2. Food Waste
2.3. Inoculum of Lactobacillus Casei
2.4. Small-Scale Tests (Working Volume, 100 mL)
2.5. 1 L-Scale Batch Fermentation (Working Volume, 700 mL)
2.6. Analytical Methods
3. Results
3.1. Small-Scale Fermentations of L. casei (Working Volume, 100 mL)
3.2. 1 L-Scale Batch Fermentation
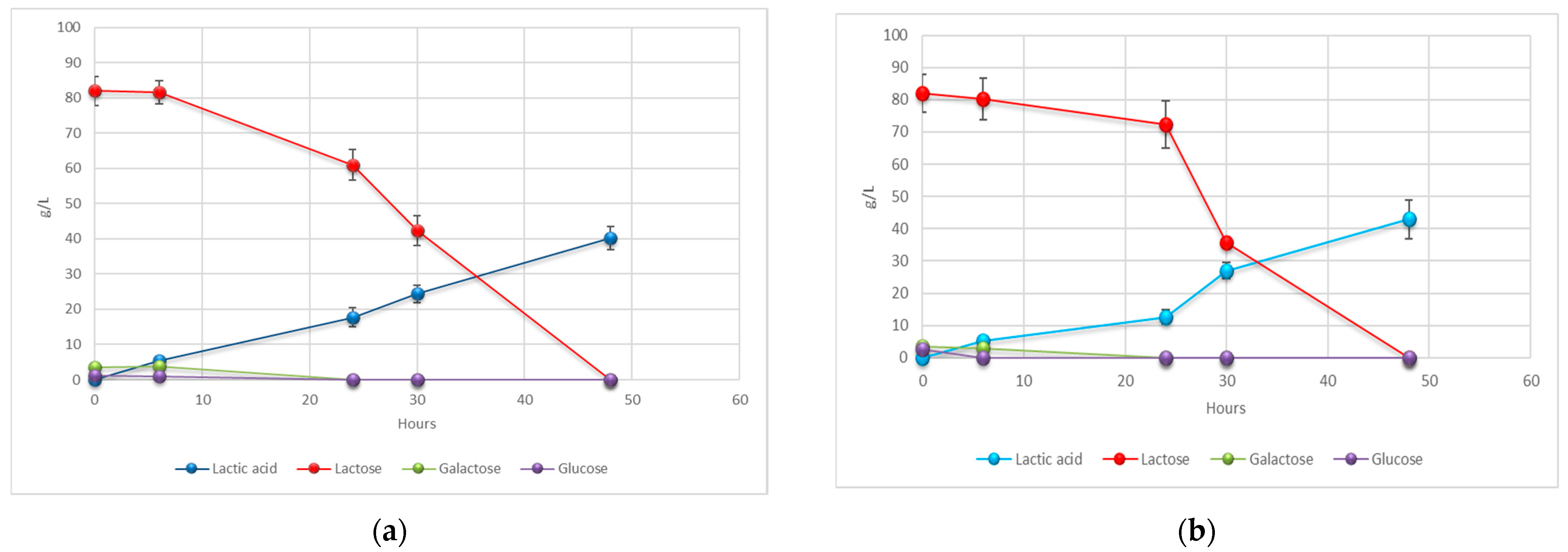
3.2.1. 1 L-Scale Batch Fermentations with RCW at Different Temperatures
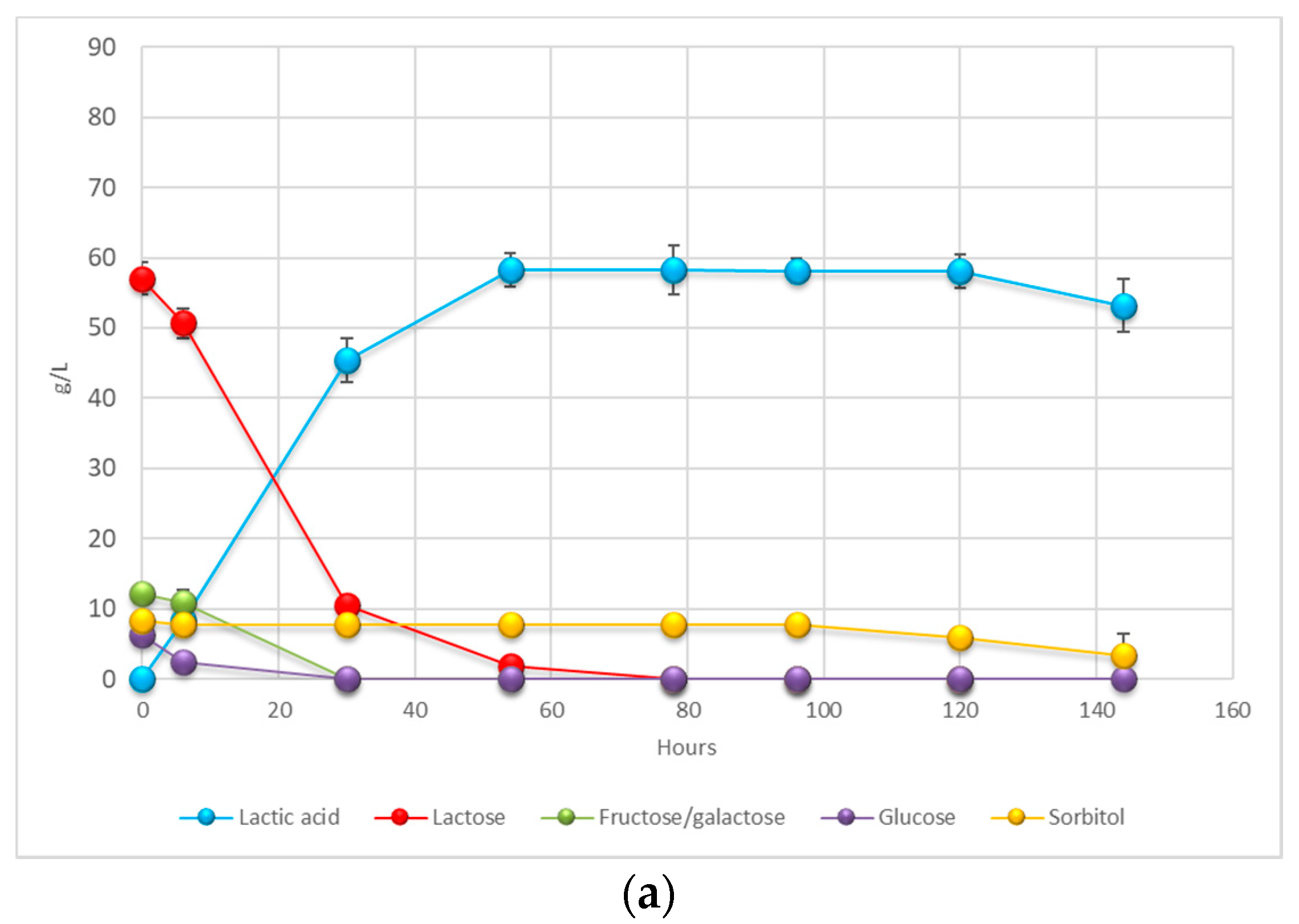
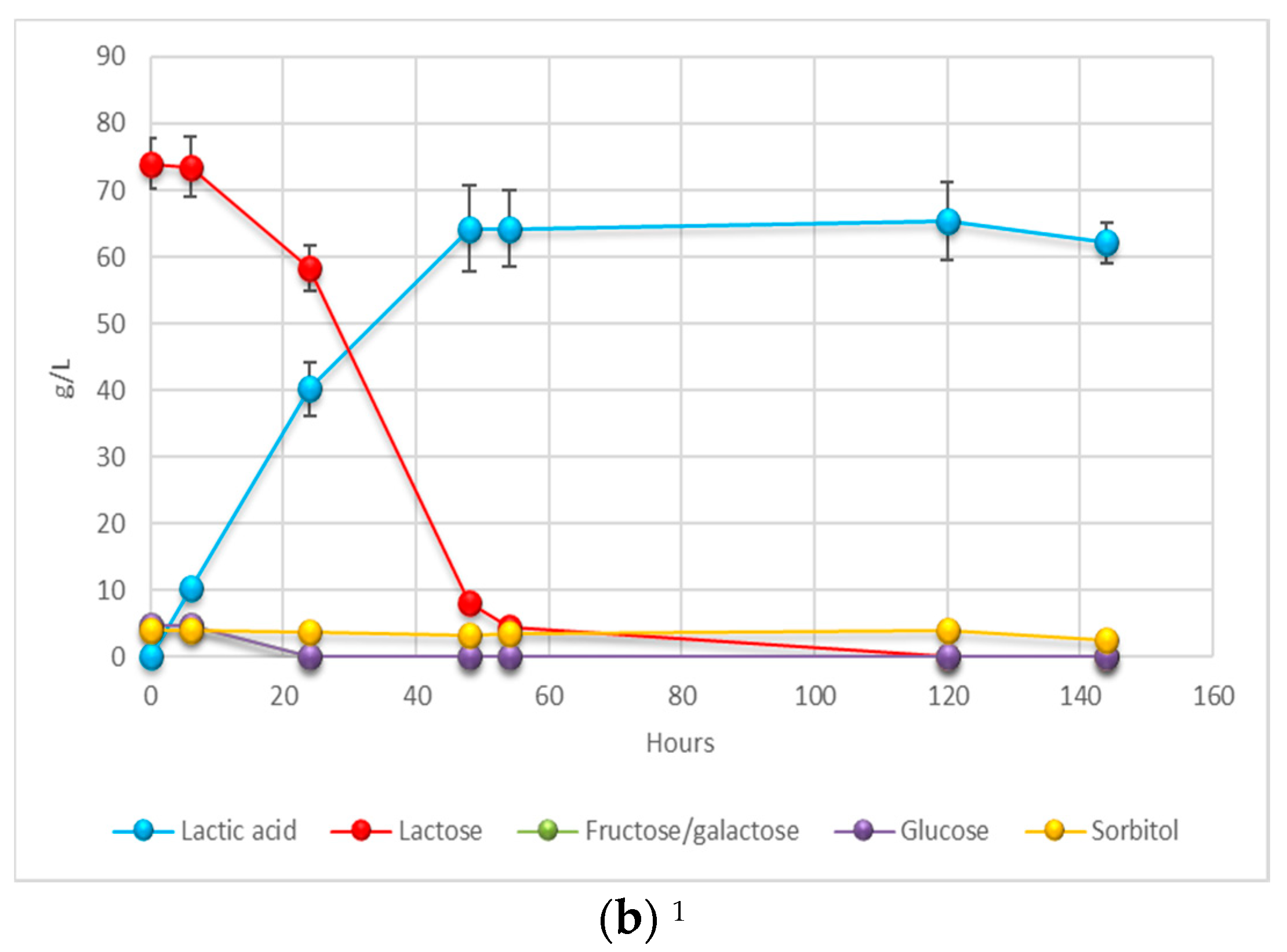
3.2.2. 1 L-Scale Batch Fermentations with RCW + PPT
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Arshadi, M.; Attard, T.M.; Lukasik, R.M.; Brncic, M.; Lopes, A.M.D.C.; Finell, M.; Geladi, P.; Gerschenson, L.N.; Gogus, F.; Herrero, M.; et al. Pre-treatment and extraction techniques for recovery of added value compounds from wastes throughout the agri-food chain. Green Chem. 2016, 18, 6160–6204. [Google Scholar] [CrossRef] [Green Version]
- The Extent of Food Waste Generation across EU-27: Different Calculation Methods and the Reliability of Their Results—Klaus-Rainer Bräutigam, Juliane Jörissen, Carmen Priefer. 2014. Available online: https://0-journals-sagepub-com.brum.beds.ac.uk/doi/full/10.1177/0734242×14545374 (accessed on 2 November 2020).
- Caldeira, C.; De Laurentiis, V.; Corrado, S.; Van Holsteijn, F.; Sala, S. Quantification of food waste per product group along the food supply chain in the European Union: A mass flow analysis. Resour. Conserv. Recycl. 2019, 149, 479–488. [Google Scholar] [CrossRef] [PubMed]
- Šomplák, R.; Kůdela, J.; Smejkalová, V.; Nevrlý, V.; Pavlas, M.; Hrabec, D. Pricing and advertising strategies in conceptual waste management planning. J. Clean. Prod. 2019, 239, 118068. [Google Scholar] [CrossRef]
- Fritsch, C.; Staebler, A.; Happel, A.; Márquez, M.A.C.; Aguiló-Aguayo, I.; Abadias, M.; Gallur, M.; Cigognini, I.M.; Montanari, A.; López, M.; et al. Processing, valorization and application of bio-waste derived compounds from potato, tomato, olive and cereals: A review. Sustainability 2017, 9, 1492. [Google Scholar] [CrossRef] [Green Version]
- Mirabella, N.; Castellani, V.; Sala, S. Current options for the valorization of food manufacturing waste: A review. J. Clean. Prod. 2014, 65, 28–41. [Google Scholar] [CrossRef] [Green Version]
- Muscio, A.; Sisto, R. Are agri-food systems really switching to a circular economy model? Implications for European research and innovation policy. Sustainability 2020, 12, 5554. [Google Scholar] [CrossRef]
- Gontard, N.; Sonesson, U.; Birkved, M.; Majone, M.; Pavan, P.; Celli, A.; Angellier-Coussy, H.; Jang, G.-W.; Verniquet, A.; Broeze, J.; et al. A research challenge vision regarding management of agricultural waste in a circular bio-based economy. Crit. Rev. Environ. Sci. Technol. 2018, 48, 614–654. [Google Scholar] [CrossRef] [Green Version]
- Cubas-Cano, E.; González-Fernández, C.; Ballesteros, M.; Tomás-Pejó, E. Biotechnological advances in lactic acid production by lactic acid bacteria: Lignocellulose as novel substrate. Biofuels Bioprod. Biorefining 2018, 12, 290–303. [Google Scholar] [CrossRef]
- Dusselier, M.; Van Wouwe, P.; Dewaele, A.; Makshina, E.V.; Sels, B.F. Lactic acid as a platform chemical in the biobased economy: The role of chemocatalysis. Energy Environ. Sci. 2013, 6, 1415–1442. [Google Scholar] [CrossRef]
- Srivastava, A.; Narayanan, N.; Roychoudhury, P.K. L (+) lactic acid fermentation and its product polymerization. Electron. J. Biotechnol. 2004, 7, 167–178. [Google Scholar] [CrossRef]
- Kim, M.-S.; Na, J.-G.; Lee, M.-K.; Ryu, H.; Chang, Y.K.; Triolo, J.M.; Yun, Y.-M.; Kim, D.-H. More value from food waste: Lactic acid and biogas recovery. Water Res. 2016, 96, 208–216. [Google Scholar] [CrossRef] [PubMed]
- Djukic-Vukovic, A.; MladenoviĆ, D.; Ivanović, J.; Pejin, J.; Mojović, L. Towards sustainability of lactic acid and poly-lactic acid polymers production. Renew. Sustain. Energy Rev. 2019, 108, 238–252. [Google Scholar] [CrossRef]
- Zhang, X.; Lin, L.; Zhang, T.; Liu, H.; Zhang, X. Catalytic dehydration of lactic acid to acrylic acid over modified ZSM-5 catalysts. Chem. Eng. J. 2016, 284, 934–941. [Google Scholar] [CrossRef]
- Alsaheb, R.A.A.; Aladdin, A.; Othman, N.Z.; Malek, R.A.; Leng, O.M.; Aziz, R.; El Enshasy, H.A. Lactic acid applications in pharmaceutical and cosmeceutical industries. J. Chem. Pharm. Res. 2015, 7, 729–735. [Google Scholar]
- Wee, Y.-J.; Kim, J.-N.; Ryu, H.-W. Biotechnological production of lactic acid and its recent Ap-plications. Food Technol. Biotechnol. 2006, 44, 163–172. [Google Scholar]
- Leroy, F.; De Vuyst, L. Lactic acid bacteria as functional starter cultures for the food fermentation industry. Trends Food Sci. Technol. 2004, 15, 67–78. [Google Scholar] [CrossRef]
- Girotto, F.; Alibardi, L.; Cossu, R. Food waste generation and industrial uses: A review. Waste Manag. 2015, 45, 32–41. [Google Scholar] [CrossRef]
- Eş, I.; Khaneghah, A.M.; Barba, F.J.; Saraiva, J.A.; Sant’Ana, A.S.; Hashemi, S.M.B. Recent advancements in lactic acid production —A review. Food Res. Int. 2018, 107, 763–770. [Google Scholar] [CrossRef]
- Pandey, A.; Soccol, C.R.; Nigam, P.; Soccol, V.T.; Vandenberghe, L.P.; Mohan, R. Biotechnological potential of agro-industrial residues. II: Cassava bagasse. Bioresour. Technol. 2000, 74, 81–87. [Google Scholar] [CrossRef]
- Pandey, A.; Soccol, C.R.; Nigam, P.; Soccol, V.T. Biotechnological potential of agro-industrial residues. I: Sugarcane bagasse. Bioresour. Technol. 2000, 74, 69–80. [Google Scholar] [CrossRef]
- Xue, M.; Liu, D.; Zhang, H.; Qi, H.; Lei, Z. A pilot process of solid state fermentation from sugar beet pulp for the production of microbial protein. J. Ferment. Bioeng. 1992, 73, 203–205. [Google Scholar] [CrossRef]
- Antier, P.; Minjares, A.; Roussos, S.; Raimbault, M.; Viniegra-Gonzalez, G. Pectinase-hyperproducing mutants of Aspergillus niger C28B25 for solid-state fermentation of coffee pulp. Enzym. Microb. Technol. 1993, 15, 254–260. [Google Scholar] [CrossRef]
- Gullón, B.; Yáñez, R.; Alonso, J.; Parajó, J. l-Lactic acid production from apple pomace by sequential hydrolysis and fermentation. Bioresour. Technol. 2008, 99, 308–319. [Google Scholar] [CrossRef] [PubMed]
- Ramachandran, S.; Singh, S.K.; Larroche, C.; Soccol, C.R.; Pandey, A. Oil cakes and their biotechnological applications—A review. Bioresour. Technol. 2007, 98, 2000–2009. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.; Chen, H. Single cell oil production in solid-state fermentation by Microsphaeropsis sp. from steam-exploded wheat straw mixed with wheat bran. Bioresour. Technol. 2008, 99, 3885–3889. [Google Scholar] [CrossRef] [PubMed]
- Martinez, F.A.C.; Balciunas, E.M.; Salgado, J.M.; González, J.M.D.; Converti, A.; Oliveira, R.P.D.S. Lactic acid properties, applications and production: A review. Trends Food Sci. Technol. 2013, 30, 70–83. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Recent advances in lactic acid production by microbial fermentation processes. Biotechnol. Adv. 2013, 31, 877–902. [Google Scholar] [CrossRef]
- Mazzoli, R.; Bosco, F.; Mizrahi, I.; Bayer, E.A.; Pessione, E. Towards lactic acid bacteria-based biorefineries. Biotechnol. Adv. 2014, 32, 1216–1236. [Google Scholar] [CrossRef]
- Van De Guchte, M.; Serror, P.; Chervaux, C.; Smokvina, T.; Ehrlich, S.D.; Maguin, E. Stress responses in lactic acid bacteria. Antonie Van Leeuwenhoek 2002, 82, 187–216. [Google Scholar] [CrossRef]
- Dedenaro, G.; Costa, S.; Rugiero, I.; Pedrini, P.; Tamburini, E. Valorization of agri-food waste via fermentation: Production of l-lactic acid as a building block for the synthesis of biopolymers. Appl. Sci. 2016, 6, 379. [Google Scholar] [CrossRef] [Green Version]
- Greggio, N.; Balugani, E.; Carlini, C.; Contin, A.; Labartino, N.; Porcelli, R.; Quaranta, M.; Righi, S.; Vogli, L.; Marazza, D. Theoretical and unused potential for residual biomasses in the Emilia Romagna Region (Italy) through a revised and portable framework for their categorization. Renew. Sustain. Energy Rev. 2019, 112, 590–606. [Google Scholar] [CrossRef]
- De Man, J.C.; Rogosa, M.; Sharpe, M.E. A medium for the cultivation of lactobacilli. J. Appl. Bacteriol. 2008, 23, 130–135. [Google Scholar] [CrossRef]
- Lui, M.Y.; Wong, C.Y.Y.; Choi, A.W.-T.; Mui, Y.F.; Qi, L.; Horváth, I.T. Valorization of carbohydrates of agricultural residues and food wastes: A key strategy for carbon conservation. ACS Sustain. Chem. Eng. 2019, 7, 17799–17807. [Google Scholar] [CrossRef]
- Morr, C.V.; Ha, E.Y.W. Whey protein concentrates and isolates: Processing and functional properties. Crit. Rev. Food Sci. Nutr. 1993, 33, 431–476. [Google Scholar] [CrossRef] [PubMed]
- Mauer, L.; Bradley, R.L. Moisture and Total Solids Analysis; Springer Science and Business Media LLC: Berlin, Germany, 2017; pp. 257–286. [Google Scholar]
- Maehre, H.K.; Dalheim, L.; Edvinsen, G.K.; Elvevoll, E.O.; Jensen, I.-J. Protein determination—Method matters. Foods 2018, 7, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mortensen, A.B.; Wallin, H. Gravimetric determination of ash in foods: NMKL collaborative study. J. Assoc. Off. Anal. Chem. 1989, 72, 481–483. [Google Scholar] [CrossRef] [PubMed]
- Jain, V.M.; Karibasappa, G.N.; Dodamani, A.S.; Mali, G.V. Estimating the carbohydrate content of various forms of tobacco by phenol-sulfuric acid method. J. Educ. Health Promot. 2017, 6, 90. [Google Scholar] [CrossRef]
- Reddy, G.; Altaf, M.D.; Naveena, B.; Venkateshwar, M.; Kumar, E.V. Amylolytic bacterial lactic acid fermentation—A review. Biotechnol. Adv. 2008, 26, 22–34. [Google Scholar] [CrossRef]
- Khawla, B.J.; Sameh, M.; Imen, G.; Donyes, F.; Dhouha, G.; Raoudha, E.G.; Oumèma, N.-E. Potato peel as feedstock for bioethanol production: A comparison of acidic and enzymatic hydrolysis. Ind. Crop. Prod. 2014, 52, 144–149. [Google Scholar] [CrossRef]
- Bai, D.-M.; Wei, Q.; Yan, Z.-H.; Zhao, X.; Li, X.-G.; Xu, S.-M. Fed-batch fermentation of Lactobacillus lactis for hyper-production of L-lactic acid. Biotechnol. Lett. 2003, 25, 1833–1835. [Google Scholar] [CrossRef]
- Hickey, M.W.; Hillier, A.J.; Jago, G.R. Transport and metabolism of lactose, glucose, and galactose in homofermentative lactobacilli. Appl. Environ. Microbiol. 1986, 51, 825–831. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Panesar, P.S.; Kennedy, J.F.; Gandhi, D.N.; Bunko, K. Bioutilisation of whey for lactic acid production. Food Chem. 2007, 105, 1–14. [Google Scholar] [CrossRef]
- Yebra, M.J.; Martínez, G.P. Cross-talk between the L-sorbose and D-sorbitol (D-glucitol) metabolic pathways in Lactobacillus Casei. Microbiology 2002, 148, 2351–2359. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ge, X.-Y.; Qian, H.; Zhang, W.-G. Enhancement of L-lactic acid production in Lactobacillus Casei from Jerusalem artichoke tubers by kinetic optimization and citrate metabolism. J. Microbiol. Biotechnol. 2010, 20, 101–109. [Google Scholar] [CrossRef] [PubMed]
- Kelkar, S.T.; Mahanwar, P.A. Production of lactic acid from tamarind kernel by Lactobacillus Casei. Int. J. Technol. Enhanc. Emerg. Eng. Res. 2010, 3, 25–31. [Google Scholar]
- Cui, F.; Li, Y.; Wan, C. Lactic acid production from corn stover using mixed cultures of Lactobacillus rhamnosus and Lactobacillus brevis. Bioresour. Technol. 2011, 102, 1831–1836. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Biomass | Pretreatments |
|---|---|
| Pear processing residues (PPR) | Grinding |
| Tomato pomace (TP) | Grinding and hydrolysis |
| Potato pomace (PP) | Grinding and hydrolysis |
| Milk whey (MW) | None |
| Ricotta cheese whey (RCW) | None |
| Substrates for Fermentation Process | Waste | ||||
|---|---|---|---|---|---|
| MW (%) | RCW (%) | PPR (%) | PP (%) | TP (%) | |
| MW | 100 | ||||
| RCW | 100 | ||||
| PPR pretreated | 100 | ||||
| PP pretreated | 100 | ||||
| TP pretreated | 100 | ||||
| PP pretreated + TP pretreated | 50 | 50 | |||
| MW + PPR pretreated | 50 | 50 | |||
| MW + PPR pretreated | 30 | 70 | |||
| MW + PPR pretreated | 70 | 30 | |||
| RCW + PPR pretreated | 50 | 50 | |||
| RCW + PPR pretreated | 30 | 70 | |||
| RCW + PPR pretreated | 70 | 30 | |||
| RCW + PP pretreated | 50 | 50 | |||
| RCW + PP pretreated + TP pretreated | 60 | 20 | 20 | ||
| PPR | RCW | MW | TP | PP | |
|---|---|---|---|---|---|
| Moisture (% w/v) | 11.4 ± 0.7 | 93.9 ± 0.8 | 94.0 ± 1.2 | 15.1 ± 1.3 | 71.1 ± 0.9 |
| Total carbohydrates (TC)(g/L) | 80.3 ± 2.3 | 85.3 ± 2.2 | 51.4 ± 1.0 | 33.3 ± 0.5 | 68.7 ± 1.3 |
| Protein (N 6.25) (g/L) | 3.1 | 6.1 | 8.0 | 19.3 | 8.0 |
| Ash (g/L) | 9.0 ± 0.7 | 1.2 ± 0.0 | 7.0 ± 0.6 | 3.9 ± 0.2 | 6.3 ± 0.4 |
| Waste | Ratio | Total Fermentable Carbohydrates (g/L) | Lactic Acid (g/L) | YLA (%) |
|---|---|---|---|---|
| MW | 100 | 51.4 ± 1.0 | 15.3 ± 0.9 | 30.4 ± 1.7% |
| RCW | 100 | 85.3 ± 2.2 | 34.0 ± 0.3 | 40 ± 2.2% |
| PPR pretreated | 100 | 80.3 ± 2.3 | 29.6 ± 2.3 | 36.8 ± 2.5% |
| TP pretreated | 100 | 33.3 ± 0.5 | 8.91 ± 0.2 | 27.0 ± 0.3% |
| PP pretreated | 100 | 68.7 ± 1.3 | 20.2 ± 1.5 | 30.6 ± 2.1% |
| MW + PPR pretreated | 50:50 | 65.8 ± 3.3 | 28.6 ± 1.5 | 44.0 ± 1.3% |
| MW + PPR pretreated | 30:70 | 71.7 ± 2.7 | 25.6 ± 0.6 | 36 ± 3.2% |
| MW + PPR pretreated | 70:30 | 59.7 ± 1.4 | 24.8 ± 2.2 | 41.5 ± 1.6% |
| RCW + PPR pretreated | 50:50 | 82.4 ± 1.4 | 29.9 ± 0.6 | 35.4 ± 0.8% |
| RCW + PPR pretreated | 30:70 | 81.5 ± 2.3 | 25.4 ± 1.9 | 31,2 ± 1.4% |
| RCW + PPR pretreated | 70:30 | 84.3 ± 1.6 | 38.8 ± 0.4 | 46.0 ± 0.7% |
| RCW + PP | 50:50 | 59.4 ± 1.7 | 24.6 ± 0.6 | 41.4 ± 1.8% |
| RCW + PP + TP | 60:20:20 | 71.6 ± 0.5 | 21.5 ± 1.3 | 29.8 ± 0.7% |
| Total Sugars (g/L) | Lactose (g/L) | Fructose/Galactose (g/L) | Glucose (g/L) | Sorbitol (g/L) | |
|---|---|---|---|---|---|
| RCW + PPR (70:30) | 84.0 ± 4.2 | 57.0 ± 2.5 | 12.2 ± 2.1 | 6.2 ± 0.3 | 8.0 ± 1.2 |
| RCW + centrifuged PPR (90:10) | 84.5 ± 5.9 | 74.0 ± 3.5 | 4.7 ± 0.6 | 4.6 ± 1.4 | 3.9 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costa, S.; Summa, D.; Semeraro, B.; Zappaterra, F.; Rugiero, I.; Tamburini, E. Fermentation as a Strategy for Bio-Transforming Waste into Resources: Lactic Acid Production from Agri-Food Residues. Fermentation 2021, 7, 3. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010003
Costa S, Summa D, Semeraro B, Zappaterra F, Rugiero I, Tamburini E. Fermentation as a Strategy for Bio-Transforming Waste into Resources: Lactic Acid Production from Agri-Food Residues. Fermentation. 2021; 7(1):3. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010003
Chicago/Turabian StyleCosta, Stefania, Daniela Summa, Bruno Semeraro, Federico Zappaterra, Irene Rugiero, and Elena Tamburini. 2021. "Fermentation as a Strategy for Bio-Transforming Waste into Resources: Lactic Acid Production from Agri-Food Residues" Fermentation 7, no. 1: 3. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010003