Recent Advancements in Biological Conversion of Industrial Hemp for Biofuel and Value-Added Products


Department of Chemical Engineering, State University of New York College of Environmental Science and Forestry, Syracuse, NY 13210, USA
*
Authors to whom correspondence should be addressed.
†
These authors contributed equally.
Fermentation 2021, 7(1), 6; https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010006
Submission received: 15 December 2020
/
Revised: 24 December 2020
/
Accepted: 29 December 2020
/
Published: 5 January 2021
(This article belongs to the Special Issue Ethanol and Value-Added Co-Products 2.0)
Abstract
:Sustainable, economically feasible, and green resources for energy and chemical products have people’s attention due to global energy demand and environmental issues. Last several decades, diverse lignocellulosic biomass has been studied for the production of biofuels and biochemicals. Industrial hemp has great market potential with its versatile applications. With the increase of the hemp-related markets with hemp seed, hemp oil, and fiber, the importance of hemp biomass utilization has also been emphasized in recent studies. Biological conversions of industrial hemp into bioethanol and other biochemicals have been introduced to address the aforementioned energy and environmental challenges. Its high cellulose content and the increased production because of the demand for cannabidiol oil and hempseed products make it a promising future bioenergy and biochemical source. Effective valorization of the underutilized hemp biomass can also improve the cost-competitiveness of hemp products. This manuscript reviews recent biological conversion strategies for industrial hemp and its characteristics. Current understanding of the industrial hemp properties and applied conversion technologies are briefly summarized. In addition, challenges and future perspectives of the biological conversion with industrial hemp are discussed.
1. Introduction
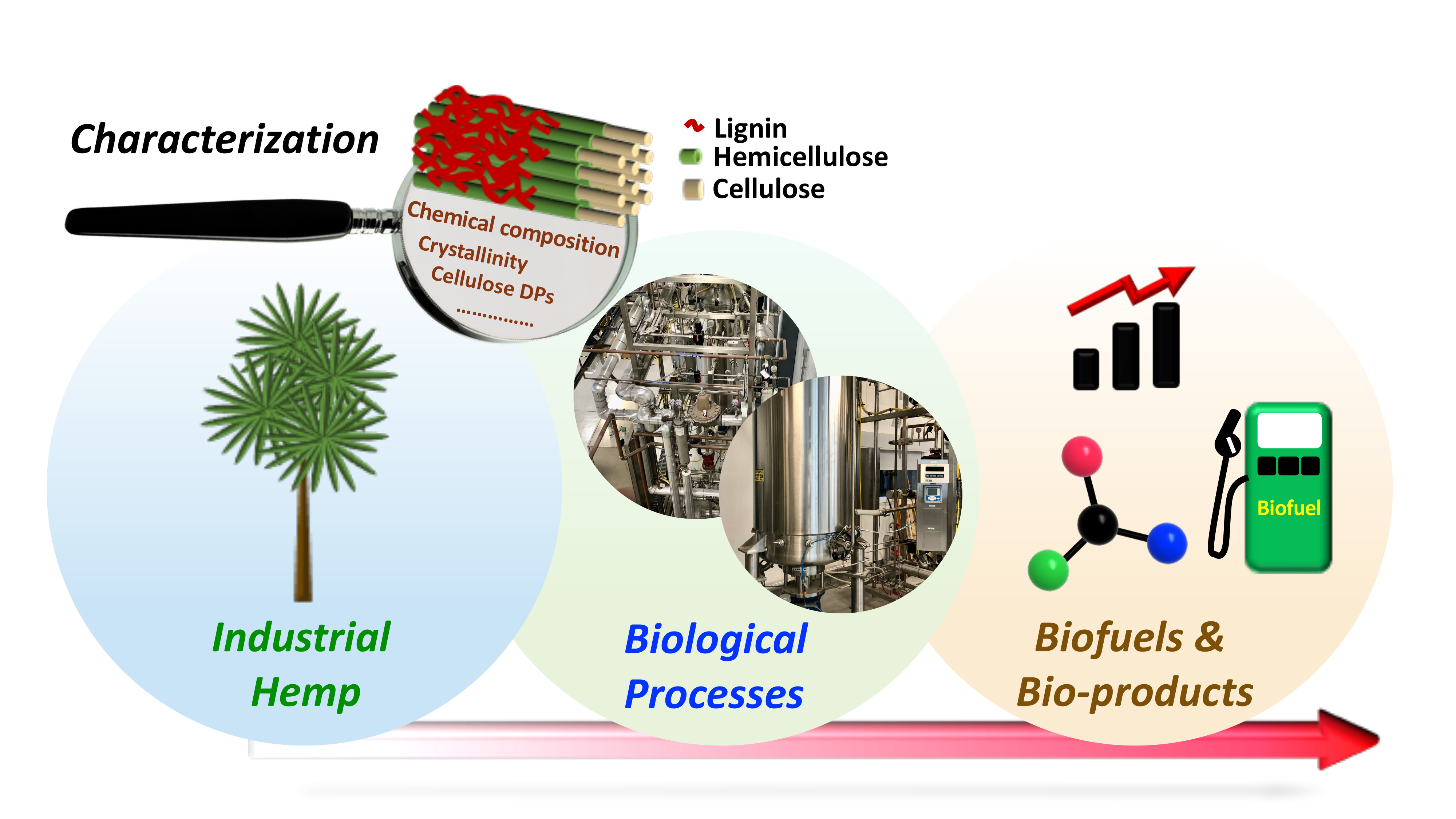
Hemp is a type of the Cannabis sativa plant and has multiple applications in food, construction, pharmaceuticals, and materials like textile and paper (Figure 1) [1]. Whole hempseed can be used as food after dehulling and also produce hempseed oil and meal by cold-pressing [2,3,4]. Hemp flowers are used for the production of cannabidiol (CBD) and ∆-9-tetrahydrocannabinol (THC) [5,6], and roots can be used for phytoremediation [7]. The stem of hemp is composed of fiber and shiv and covered by bark [8]. The fiber and shiv have been used for paper and textile products and in the applications of animal bedding and construction materials, respectively [9,10,11]; however, the development of its applications in biofuels and biochemical applications were also studied due to its high carbohydrate contents [12,13].
Hemp has a long association with human life. It was used in fabrics, twine, and paper products in the 1800s and 1900s; however, its production and applications were regulated with the Marijuana Tax Act in 1937 and the Controlled Substances Act in 1970 by the US Congress [14]. In the 2014 Farm Bill, the US Congress defined industrial hemp depending on the level of THC (less than 0.3% THC on a dry weight basis) and allowed its agricultural pilot program by research institution and department of agriculture if the state laws allow [15].
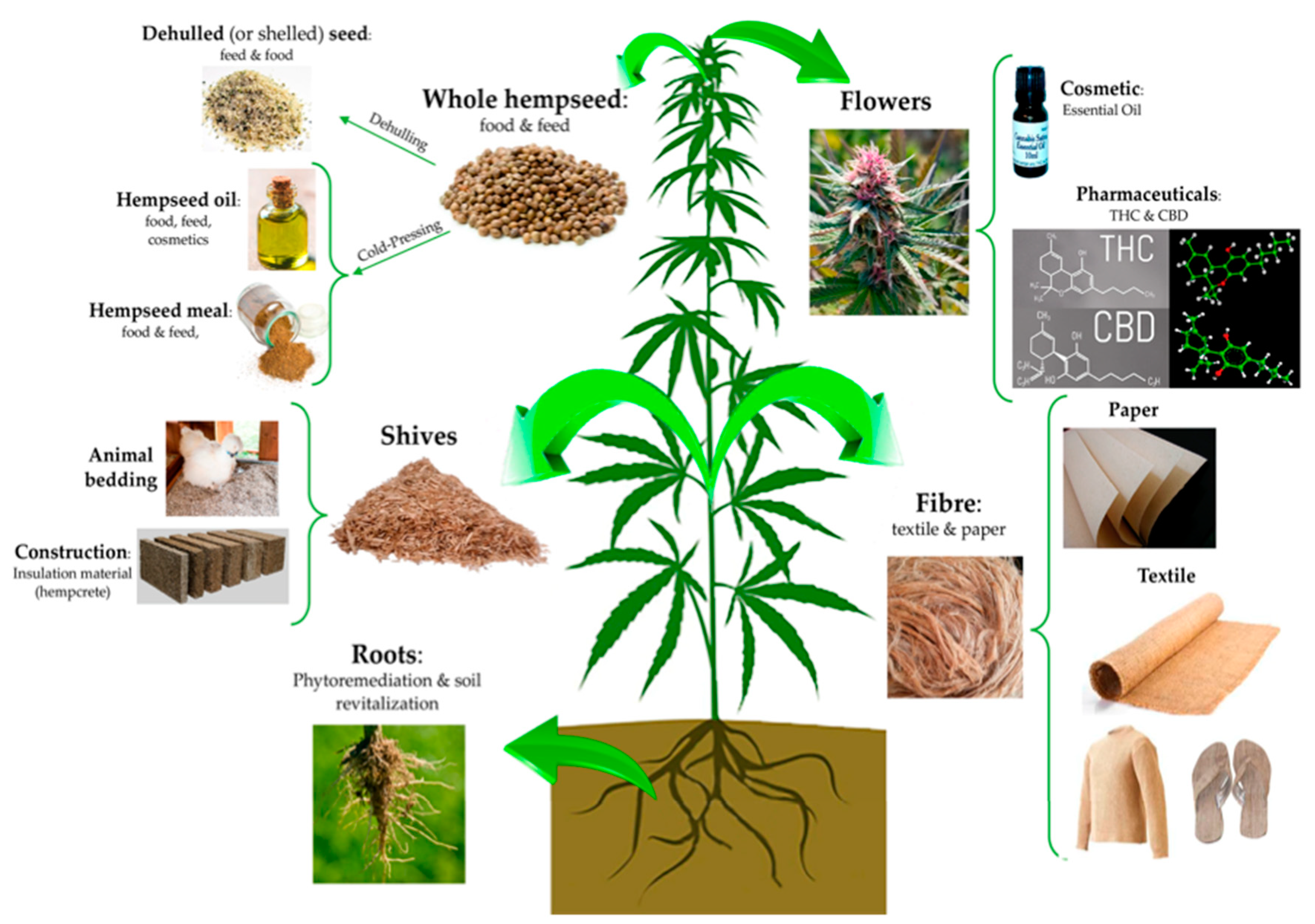
The network map with the keywords, “hemp” and “industrial hemp,” in scientific articles from 2014 to 2020 was generated by VOSViewer with the full-counting method as presented in Figure 2. As shown in Figure 2a, overall hemp studies have been mainly focused on composite applications and cannabis-related products in 2618 scientific journal articles searched by Web of Science. The keywords in the map for industrial hemp (Cannabis sativa L.) from 408 articles shows mechanical properties, composites, quality, yield, cellulose, flax, chemical-composition, cannabinoids, performance, cellulose, biomass, extraction, fiber, pretreatment, marijuana, and tensile properties except for its scientific name (Cannabis sativa L.) and hemp (Figure 2b). In addition, behavior, lignin, oil, growth, seed, thermal-properties, density, seed oil, ethanol-production, biocomposites, cannabidiol, life-cycle assessment, succinic acid, and identification were collected as the related keywords. In the map, four different color clusters were observed: blue cluster presents its mechanical and thermal properties, chemical composition, and composites-related keywords; green cluster shows hemp oil related words including seed oil, marijuana, and cannabinoids; yellow cluster has its quality with fiber, growth, flax, yield, and density; and red cluster displays biological conversion components such as pretreatment, cellulose, lignin, ethanol production, and succinic acid. The maps indicate that the utilization of hemp is mostly in seed oil, cannabinoids, composites, and fiber applications. There are some studies on the production of biofuels and biochemicals from hemp, in particular, with industrial hemp; however, these are early-stage research.
Emerging global energy crisis and environmental issues such as global warming and marine pollution increase people’s interest in renewable and sustainable resources and their applications. Lignocellulosic biomass has been investigated as a promising feedstock for biofuels, biochemicals, and biomaterials due to its sustainability, carbon neutrality, biodegradability, and other green characteristics. Various types of biomass like woody plants, herbaceous plants, agricultural and forest residues have been applied as a feedstock for many bioproducts. The recent rapid growth of the hemp products market increases hemp biomass production. After harvesting hemp flower, seed, fiber, and oil, the remaining biomass is mainly composed of cellulose, hemicellulose, and lignin, which are the major components of the secondary plant cell walls of the stalks. Many existing lignocellulosic biomass conversion strategies are applicable to convert the hemp biomass. Biological conversion through pretreatment followed by fermentation to ethanol, succinic acid, and others has been highlighted in recent studies (Figure 2b) [12,13,16].
Herein, industrial hemp was reviewed as a feedstock for the production of renewable energy and chemicals. Chemical composition and other characteristics of the hemp in the previous studies were compared. Recent biological conversion approaches with the hemp into fermentable sugars, bioethanol, and other biochemicals were summarized. Also, current challenges and future perspectives of biological utilization strategies with industrial hemp were discussed.
2. Characteristics of Industrial Hemp
2.1. Chemical Composition of Industrial Hemp
Chemical composition is one of the crucial biomass properties to evaluate its potential as a feedstock in its biofuels and biochemicals production [17]. It provides the contents of carbohydrate fractions including cellulose and hemicellulose for the production of fermentable sugars, fermentation products, as well as furan-based chemicals and material composition for paper, biocomposites, and others [17,18,19,20]. Lignin is a crucial recalcitrance factor as a physical barrier, non-productive binder, and toxic inhibitor in biological conversion processes of biomass [21]. Also, ash plays a role in some thermochemical biomass conversion processes as a catalyst [22,23]. Table 1 summarizes the chemical composition of industrial hemp biomass in the previous studies. The chemical composition of different industrial hemp cultivars was studied [13,24,25]. Each component showed wide ranges of composition: 32.6–51.1% of cellulose, 10.6–16.6% of hemicellulose, 14.6–29.4% of lignin, 2.6–7.6% of ash, 3.7–20.0% of extractives, and 0.3–23.1% of others. Viswanathan et al. investigated five different hemp varieties cultivated at the same field and condition but originally from different plant locations (Seward County, York County, Loup County, 19m96136, and CBD Hemp) [24]. The authors reported that 32.6–44.5% of cellulose, 10.6–15.5% of xylan, 17.0–21.5% of lignin, 2.6–7.6% of ash, and 5.3–20.0% of extractives. Das et al. studied with five fiber-only industrial hemp samples and six dual-purpose (for fiber and grain) samples [13]. A large variation was observed in lignin content (15.4–29.4%) associated with its biological conversion. The authors also discussed the potential value of the hemp lignin upgrading. Similarly, the composition of industrial hemp in other studies also ranges 36.5–46.4% of cellulose, 13.3–20.1% of hemicellulose, 14.8–22.9% of lignin, 2.4–4.2% of ash, and 13.3–14.4% of extractives [16,26,27,28,29]. The chemical composition of the separated industrial hemp fractions such as hurds [30,31], fiber and shives [32], and woody core [33] were also tested. Singh et al. reported that the hemp fibers have higher cellulose (57.5%), arabinan (1.2%), and ash (2.9%) content, while the hemp shives have higher xylan (19.9%) and Klason lignin (23.9%) content [32]. Kuglarz et al. compared the composition of industrial hemp Felina 32 variety under conventional and organic cultivation [34]. There was no significant difference in the cultivation methods, while the lignin content of the hemp increased by the pretreatment (diluted acid and steam pretreatment) reaction severity, and the pretreated conventional cultivated hemp has shown significantly higher lignin content compared to organically cultivated hemp. The authors explained the lignin content changes by the decomposition of polysaccharides and the formation of pseudo-lignin. In general, lower lignin content and higher carbohydrate content are ideal in the biological conversion of biomass. Overall, carbohydrate contents of industrial hemp are similar or higher compared to other agricultural residues such as corn stover (34.2% glucan, 22.3% xylan), rice straw (37.7% glucan, 19.8% xylan), barley straw (41% glucan, 22.4% xylan), and sugarcane bagasse (40.4% glucan, 22.4% xylan) [35,36,37,38]. Therefore, currently developed pretreatment strategies are readily applied for its conversion.
2.2. Morphological Properties of Industrial Hemp
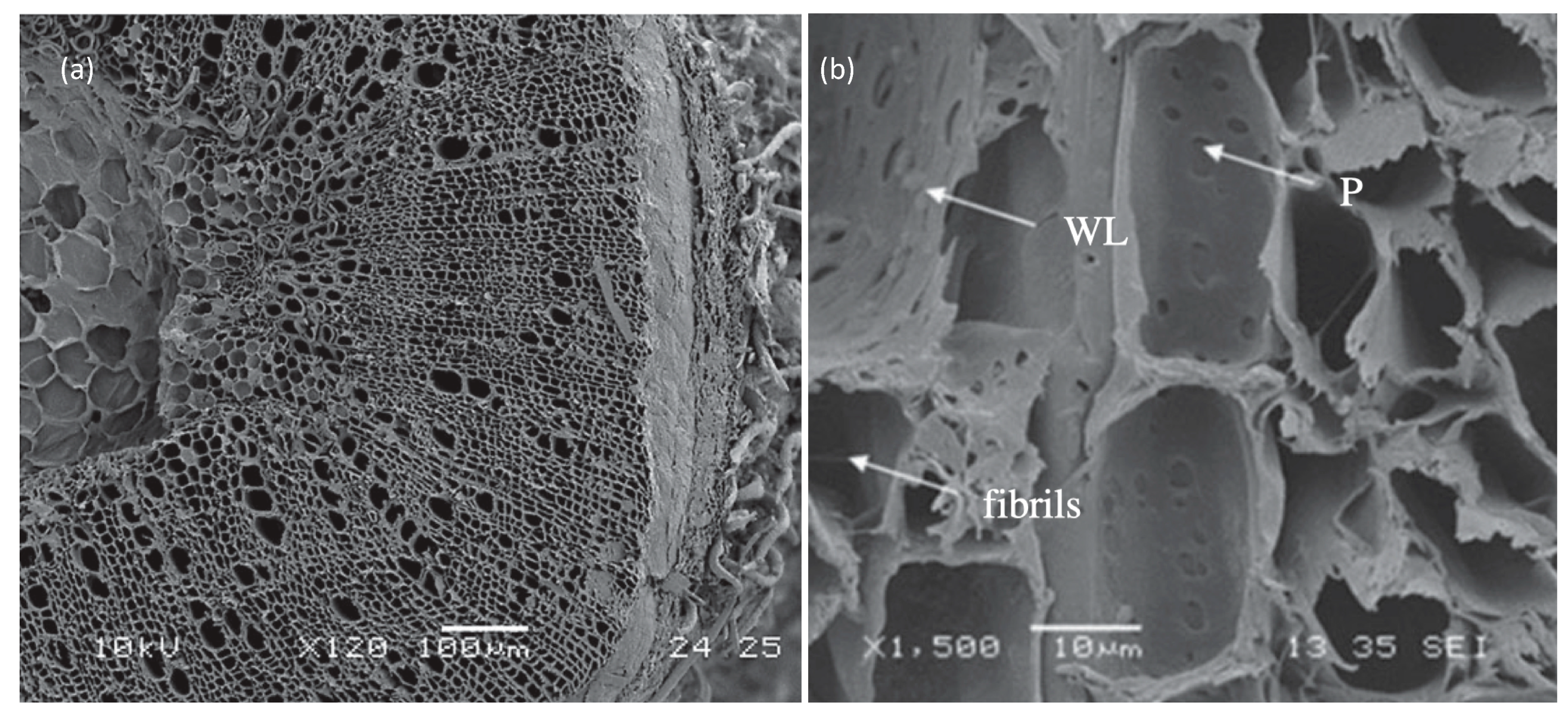
Hemp stem is composed of multiple layers including epidermis, phloem, xylem, and pith layers. The cell arrangement in the vascular cambium is presented in Figure 3a [39]. Between cells, the closed cell structures were observed with some voids at the pith, and a boundary was shown between phloem and xylem. Fibers were observed at the external surface of the hemp. These fibers are mechanically robust and used as yarns and fabrics [40,41]. Also, they have high cellulose content and low lignin content compared to xylem and pith layers [12,42,43,44]. Figure 3b shows the scanning electron microscope image of the fibrils in vessels [39]. The secondary cell walls are covered with a warty layer (WL) and several fibrils in the vessels of hemp shiv. Several pits are observed on the secondary cell walls. The morphological information of hemp can be used to explain the modification of hemp during the conversion process like pretreatment.
2.3. Other Characteristics of Industrial Hemp: Crystallinity and Degree of Polymerization of Cellulose
Besides the chemical composition and morphological properties, crystallinity and degree of polymerization of cellulose are important factors for the evaluation of biomass in material applications and are also considered as a possible recalcitrance factor in their biological conversion [17]. Table 2 presents the crystallinity and degree of polymerization (DP) of cellulose in the previous studies. Most studies analyzed these characteristics to evaluate the material properties of hemp. Stevulova et al. measured the crystallinity of hemp hurds using Fourier-transform infrared spectroscopy (FTIR) and X-ray powder diffraction (XRD) [8]. Although the values differently ranged (35.7–49.2 by XRD; 55.6–90.2 by FTIR), they showed a good correlation (R2 = 0.9647) between the values. The authors indicated that chemical modification using sodium hydroxide, ethylenediaminetetraacetic acid, and calcium hydroxide increased the crystallinity. These chemical modifications also affected the DP of cellulose. By the chemical transformation, the DP of cellulose was decreased (untreated: 1302; chemically modified: 585–929). This research group also reported the DP of cellulose in hemp hurds after several treatments with ultrasound treatment [45]. The DP of cellulose was decreased further by chemical treatments (sodium hydroxide and hot-water) with ultrasound treatment. Industrial hemp fibers were also treated with sodium hydroxide, acetic anhydride, maleic anhydride, and silane and their crystallinities were reported to explain the influence of treatment on the fiber structure and tensile properties [46]. The DP and crystallinity of unbleached and bleached nanofibers were also reported in each step of the chemical treatment [47]. These properties in hemp bast and shiv fiber were also analyzed to explain the changes in their mechanical properties [48,49]. Although there were no reports to use these properties for explaining the recalcitrance of the industrial hemp in their biological conversion yet, these factors can be correlated to the conversion performance in terms of the abundance of reducing ends and structural rigidity.
3. Biological Conversion Approaches with Industrial Hemp
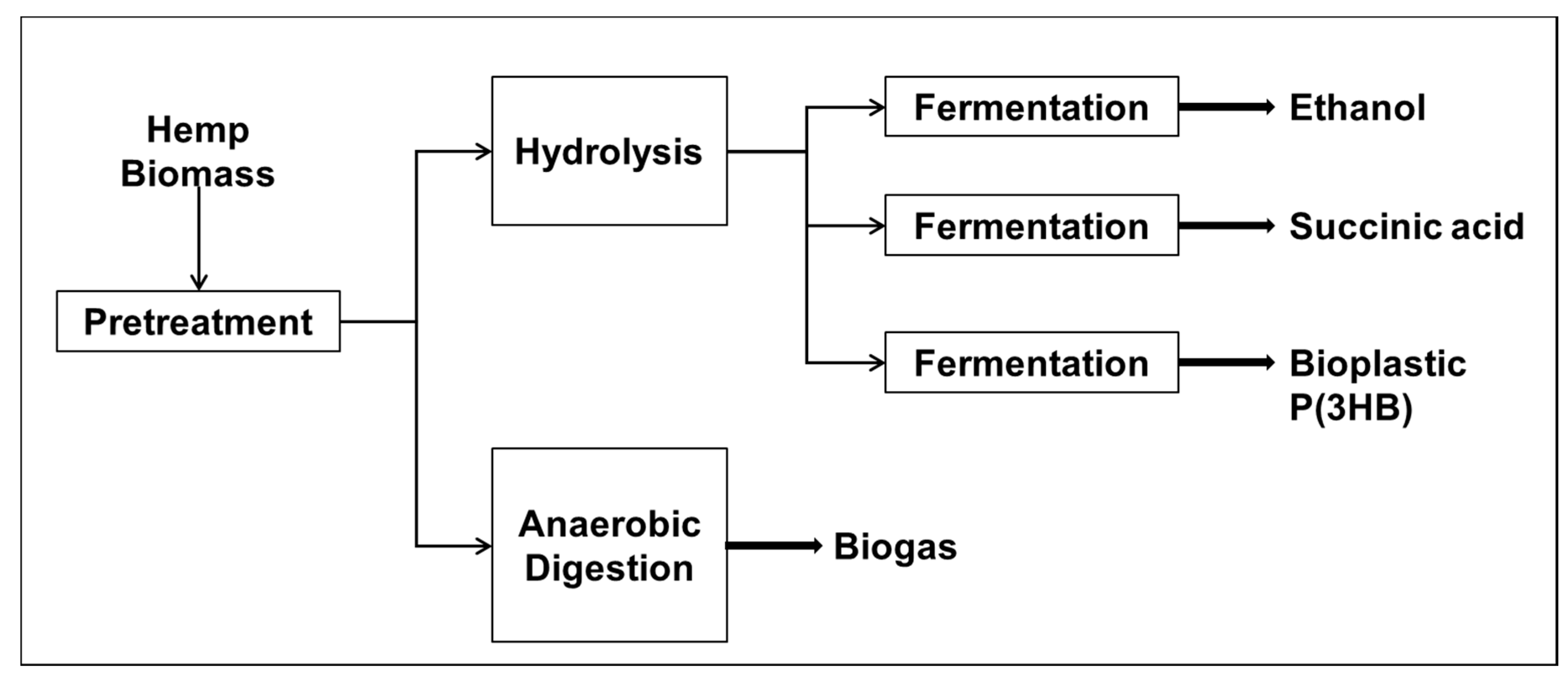
The conventional products from industrial hemp are high-quality fibers covering the hollow core of the hemp stalk and hemp seed oil containing a high content of polyunsaturated essential fatty acids, including γ linoleic acid (GLA) and omega-6 essential fatty acid [50,51]. The residues after the removal of the fibers are called hurds, which is a cheap cellulose source. Due to its high carbohydrate contents, industrial hemp is considered an excellent fermentable sugar feedstock for bioethanol and bioproducts [12]. The utilization of this cellulosic biomass can obviate the need for its removal and bring additional revenue. For instance, it was reported that industrial hemp could be utilized for the production of bioethanol, biogas, and other bioproducts (Figure 4) [16,25,52,53].
Similar to other lignocellulosic biomass, due to the recalcitrant structure of the hemp, it needs to undergo a pretreatment step prior to its bioprocessing. Many pretreatment methods using acid, alkali, heat, solvents, electron beam irradiation, mechanical grinding, steam, microorganisms, and their combinations have been investigated to maximize the subsequent hydrolysis yield. For the effective conversion of industrial hemp, removal of lignin and/or hemicellulose for improving the cellulose accessibility is necessary with minimum/no formation of inhibitory compounds.
3.1. Pretreatment Strategies for Industrial Hemp
The enhancement of cellulose accessibility is expected by pretreatment through lignin solubilization as well as partial removal of hemicellulose from the biomass. Acid pretreatment is the most common and highly investigated pretreatment for various lignocellulosic biomass. Acid pretreatment solubilized a large proportion of hemicellulose with some cellulose and lignin portions, increasing the cellulose accessibility to enzymes. Although several acids could be used in the process, sulfuric acid is the most commonly used acid in a dilute form (0.5 to 3%). The pretreatment of industrial hemp was conducted in the range of 150 to 180 °C for 10 to 20 min [16,27,54]. Acid pretreatment was effectively reduced the recalcitrance factors of the hemp; however, it has several limitations such as equipment corrosion and formation of inhibitory compounds such as furfural and HMF. These compounds are formed through the decomposition of carbohydrates and inhibit the fermentation activity of microorganisms due to their toxicity, as well as lead to sugar loss, reducing overall process yields [54,55,56]. For example, the formation of furfural (0.10–0.25 g/L) and HMF (0.15–0.35 g/L) was reported with hemp after dilute acid pretreatment (1 and 2% H2SO4) at 180 °C for 10 min [27]. Dilute alkali pretreatment performed with NaOH was also reported in several previous studies [25,27,28,57]. Alkali pretreatment prevents unwanted sugar degradation by neutralizing released acids during the decomposition of cellulose and hemicellulose by the hydroxide ions from NaOH. Gunnarsson et al. reported high glucan and xylan recoveries without any inhibitor formation during pretreatment of hemp biomass with alkaline (1 and 3% NaOH) pretreatment at 121 °C for 1 h [27]. A similar observation was reported in a comprehensive study by Zhao and coworkers [25]. They investigated the effect of various pretreatments (liquid hot water, dilute acid (1% H2SO4), and dilute alkali (1% NaOH)) at 170 °C for 30 min on four varieties of industrial hemp (Helena, SS Beta, Tygra, and Eletta Campana). Although a significant increase in the cellulose content of the solids was observed after each pretreatment, a large amount of furfural and HMF formation was found in the case of acid pretreatment. Under the same pretreatment conditions, the use of alkali instead of acid resulted in no sugar degradation or formation of furan compounds. The glucan content after dilute alkali pretreatment (66.9–75.0%) was higher than the content after acid pretreatment (54.3–63.8%). Lignin removal is the major factor responsible for the efficiency of the alkali pretreatment. The lignin content in the alkali pretreated hemp biomass was significantly lower (8.4–12.3%) compared to acid pretreated biomass (28.9–37.0%). It can be attributed to the re-condensation of disrupted lignin in case of acid pretreatment, whereas alkali pretreatment unlocks small lignin units [58]. Similarly, in another study, dilute alkali pretreatment performed with 1% NaOH at 170 °C for 30 min increased the glucan content from 40.7% in the raw biomass to 77.5% in the pretreated biomass, with a reduction in lignin from 15.74% to 11.05% after pretreatment [28]. Wawro et al. also reported an increase in cellulose content of hemp from 50.8% to 62.7% by NaOH pretreatment (1.5 to 3% NaOH at 90 °C for 5 h) [57].
Alternative to chemical pretreatments, liquid hot water (LHW) pretreatment, also known as the “auto-catalyzed” or “hydrothermal” process, is an environmentally friendly approach and yields high sugar recoveries. In this process, due to the increased hydronium ion concentration at elevated temperatures and pressures, water acts as a very weak acid and results in hemicellulose solubilization. Also, acetyl groups are released from hemicellulose and form acetic acid. Zhao et al. reported the glucan content of how water pretreated hemp (four verities) increased to 46.2–54.0% compared to 40.1–42.7% in the raw biomass [25]. The lignin content in the pretreated hemp was lower than acid pretreated biomass but higher than alkali pretreated samples. Degree of carbohydrates removal (in particular, hemicellulose removal) and/or the formation of pseudo lignin under acidic conditions [59] could explain the increased lignin content after dilute acid and LHW pretreatments.
Steam pretreatment (with or without the use of chemicals) is another effective pretreatment method that uses a combination of chemical treatment and physical breakdown of lignocellulosic biomass to reduce the recalcitrance [34,60,61]. Kreuger et al. reported 82% recovery of hexoses (glucan, mannan, and galactan) and 46% of the pentoses (xylan and arabinan) after steam pretreatment (210 °C and 5 min after impregnation with 2% SO2) of industrial hemp (C. sativa L.) [61]. Sipos et al. investigated the steam pretreatment of dry and ensiled hemp for ethanol production [60]. Impregnation with 2% SO2 followed by steam pretreatment at 205 °C for 5 min led to an increase in glucan concentration from ~44% in the raw biomass to 66.8% in the insoluble solid fraction after pretreatment; however, the change in lignin concentration was not significant. Similar to LHW, during steam pretreatment also, the degradation products of hemicellulose form pseudo-lignin complexes with the residual lignin, leading to low delignification [59]. In another study, the cellulose content of the pretreated hemp fibers increased from 60% to 74% after steam pretreatment at 185 °C for 2 min and was further increased to 78% by using steam pretreatment on the enzymatically (with pectinase) treated hemp [62].
Electron beam irradiation is another pretreatment technology applied before enzymatic hydrolysis of hemp biomass [63,64]. Irradiation treatment can change the structure of the lignocellulose by cleaving the biopolymer chains and increase its accessibility for the solvents [65]. Irradiation treatment significantly increased the alkali extract from the hemp biomass [64]. The fragments of oligosaccharides, which are normally insoluble in hot-water extractions, were found soluble in the alkali extract. The amount of extract also increases with the increase in the concentration of alkali and the irradiation dose. It was also found that with an increase in the irradiation dose (from none to 450 kGy), the amount of xylan in the solids left after solvent extraction reduced from 23.9% to 17.6% [64]. Similarly, the electron beam irradiation treatment increased the solubility of the industrial hemp [63]. The increase in solvent extraction is attributed to the change in the microstructure of hemp, where high-energy irradiation causes cleavage of random biopolymer chains [66]. The reason for an increase in the carbonyl group in the solvent is the scission of the anhydroglucose ring or the breaking off of the glucoside bond by β-cleavage of the radicals due to irradiance [67,68]. It is also observed that xylan is more sensitive to irradiation, thereby increasing the enzymatic digestibility of xylan [63].
Some other reagents, such as hydrogen peroxide (H2O2) [27] and organosolv [69], have also been utilized for hemp pretreatment. Gunnarsson et al. used H2O2 at 1 and 3% concentration, coupled with alkali (NaOH at pH 11.5) pretreatment at 121 °C for 1 h and achieved high lignin removal with glucan and xylan recoveries [27]. Gandolfi et al. performed organosolv pretreatment using 45% methanol with 3% H2SO4 at 165 °C for 20 min and achieved 75% lignin removal [69].
3.2. Enzymatic Hydrolysis of Industrial Hemp for Sugar Production
For most of the biological conversion strategies of biomass, the polysaccharides are first converted to fermentable sugars by the synergistic action of multiple enzymes, and these sugars are used as a substrate in the subsequential fermentation processes for the production of biofuel or bioproducts. Previous studies have reported a broad range of sugar concentrations and yields from hemp biomass since there are many factors affecting the process efficiency. The enzymatic digestibility depends on the pretreatment as well as the hydrolysis processing conditions (Table 3). Kuglarz et al. reported significantly higher cellulose conversion yields (73.6%) with the steam pretreated biomass using commercial cellulase and hemicellulase compared to the untreated hemp (29.6%). The addition of acid during the steam pretreatment resulted in higher sugar yields. However, the addition of 2% acid at 180 °C resulted in a decrease in sugar yield to 54.8% compared to 73.6% at 1% acid use. The use of high concentration acids can lead to the degradation of sugars and ultimately results in low conversion efficiency. Also, at the high catalyst (e.g., acid) concentrations and temperatures, the hydrolysis of acetylated hemicellulose and lignin linkages can result in a high concentration of acetic acid production [34]. Sipos et al. also reported the addition of catalyst (SO2) during steam pretreatment to achieve high cellulose conversions [60]. The choice of temperature made a significant impact on the level of degradation products generated and ultimately affecting the overall sugar yields. Pretreatment at 215 °C resulted in the highest sugar yields; however, it also produced high concentrations of HMF and furfural that are toxic to the microbes during fermentation. Pretreatment at 210 °C resulted in sugar yields very close to that from the hydrolysis of hemp pretreated at 215 °C, but the inhibitory compound formation was significantly lower. Gunnarsson et al. investigated three chemical pretreatments (H2SO4, NaOH, and H2O2) and found that biomass pretreated with 3% H2O2 resulted in maximum glucose yield (90%), which was about four folds higher than untreated biomass (22.8%) [27]. A similar level of hydrolysis improvements (95.9% vs. 24.0%; about 300% increase was observed by treating hemp hurds using cellulose-solvent-based lignocellulose fractionation (CSLF) under optimum conditions (84.0% H3PO4 at 50 °C for 60 min) [30].
Other than pretreatment conditions, the overall sugar yields are also dependent on the hemp verity. Viswanathan et al. compared the hydrolysis yields from five different varieties (SC (Seward County), YC (York County), LC (Loup County), 19 m (19 m96136), and CBD (CBD Hemp)) pretreated using combined hot water and disk refining process under same operating conditions. The cellulose conversion efficiencies were observed varying from 62.3% to 85.8% [24]. Interestingly, among five different varieties, the hemp variety LC (Loup County) with maximum glucans (44.5%) had minimum sugar yields during hydrolysis (62.3%). Other hemp biomass obtained from the crossing of LC hemp with other varieties exhibited higher sugar yields. Similar observations were made by the study conducted by Zhao et al. in which they compared hydrolysis of four hemp varieties (Helena, SS Beta, Tygra, and Elleta Campana) keeping similar pretreatment conditions (three pretreatments: liquid hot water, H2SO4, and NaOH. Even with pretreatment at the same temperature and time (170 °C, 30 min), the sugar yields were different among all four varieties for all three pretreatments [25]. Due to high lignin removal, the alkali pretreatment resulted in relatively high sugar yields. Helena hemp pretreated with 1% NaOH had the maximum conversion efficiency of 88.9%. Das et al. also reported significant variation in hydrolysis yields of 11 hemp varieties pretreated under the same conditions. These observations could be attributed to the structural differences among various varieties that would result in different levels of biomass recalcitrance and accessibility of enzymes to the cellulose chains [13].
3.3. Fermentation
3.3.1. Bioethanol Production
Bioethanol is a highly promising alternative liquid fuel to gasoline currently produced mainly from food crops (corn in the US and sugarcane in Brazil). Several studies have shown that ethanol production from lignocellulosic biomass can provide a higher net energy ratio and lower greenhouse gas emissions than corn or sugarcane ethanol [71]. In addition, the use of lignocellulosic biomass would address the issue of food vs. fuel concerns and capacity limitation [72]. A variety of microorganisms and approaches are used for the production of ethanol through fermentation of sugars obtained from hydrolysis of biomass. Saccharomyces cerevisiae is the most commonly used yeast for industrial ethanol production due to high ethanol yields and relatively better tolerance to higher ethanol concentrations and inhibitory compounds. Zhao et al. conducted simultaneous saccharification and fermentation (SSF) of pretreated (three types of pretreatments) industrial hemp (four verities) using commercial dry active yeast Ethanol Red (Saccharomyces cerevisiae) and observed up to 96.7% glucose to ethanol conversion [25]. The ethanol titers obtained from the fermentation of pretreated biomass (5% solid loadings) ranged from 9.20 to 20.20 g/L. Both the final ethanol yields (95.8–96.7%) and the fermentation rate were found higher for dilute alkali pretreated hemp biomass compared to dilute acid (67.2–89.6%) and hot water pretreated (67.4–74.7%) biomass (Table 4). Sipos et al. used another strain of Saccharomyces cerevisiae purified from a commercial yeast and used it for fermentation of steam pretreated (followed by 2% SO2 impregnation) industrial hemp at 7.5% solid loadings. The ethanol concentrations in the titer were in the range of 15.4 to 21.3 g/L, with ethanol productivity of 206 to 216 L/MT of biomass [60]. Kuglarz et al. also used Saccharomyces cerevisiae for fermentation of sugars obtained from hydrolysis of pretreated hemp biomass and obtained glucose to ethanol fermentation efficiency of 79 to 92% [34]. All of these studies discussed only glucose fermentation and did not provide data or discussion about the fermentation efficiency of other sugars including xylose. The traditional Saccharomyces cerevisiae can efficiently ferment only glucose and other C6 sugars, and the C5 sugar (e.g., xylose) fermentation yields are low [73]. Considering a high C5 sugar content in hemp biomass (Table 1), this is undoubtedly a waste of resources. Engineered Saccharomyces cerevisiae or some other microorganisms, such as Escherichia coli, Zymomonas mobilis, or Klebsiella oxytoca can be used to ferment C5 sugars [74]. Although these strains exhibit high C5 fermentation, most of these suffer from the limitations of low tolerance to ethanol and inhibitory compounds, and because of such factors, efficient co-fermentation of C6 and C5 sugars has not been achieved successfully on an industrial scale yet [70,72]. Kuglarz et al. reported that the co-generation of bioethanol and succinic acid could solve the problem of C5 underutilization in hemp processing [16]. They used the pretreated solid fractions for bioethanol production and applied bacterium Actinobacillus succinogenes130Z (DSM 22257) to the liquid fractions (containing mainly C5 sugars) for succinic acid fermentation. Under optimal conditions (1.5% H2SO4), the yield of ethanol and succinic acid was 14.9 and 11.5 g/100 g dry hemp. A similar biorefinery approach was proposed by Brazdausks et al., who converted pentose sugars in the biomass to furfural by mineral acid (Al2(SO4)3·18H2O) treatment [75]. The authors suggested that along with the furfural production from C5 sugars, the hexoses from lignocellulosic residues could be converted to bioethanol or other products, such as levoglucosan.
Solid loading is another critical factor associated with final sugar and ethanol yields. Higher solid loadings can result in higher ethanol titers, reduce the distillation energy, and make the process efficient from an energy and cost standpoint [76]. However, increasing solid loadings after a certain limit can make the process inefficient due to insufficient mixing, as a result of high viscosity and mass transfer limitations [77]. Zhao et al. investigated the effect of solid loading (from 6% to 21%) of alkali (NaOH) pretreated hemp on the ethanol concentration and ethanol yields over the course of fermentation [28]. They observed that with solid loading below 15%, SSF was complete within 24 h; however, with higher solid loadings (18% and 21%), there was not enough free liquid water (hydrolysate) present by 48 h of fermentation, indicating mixing and mass transfer limitations. The highest ethanol concentration obtained with 18% solid content was reported to be 65.9 g/L (95.1% yield), whereas, with an increased solid content of 21%, the final ethanol concentration decreased to 62.5 g/L (67.6% yield).
3.3.2. Succinic Acid
A few studies have investigated the production of succinic acid through microbial fermentation of sugars obtained from hemp hydrolysate. Succinic acid, one of the twelve major building-blocks chemicals, is a high-value compound that can be used as a precursor for the production of a spectrum of valuable commodities, including green solvents, biodegradable polymers, and pharmaceuticals. Gunnarsson et al. investigated succinic acid production from hydrolysate obtained from H2SO4 and H2O2 pretreated biomass hemp at different volumetric mixing ratios with the medium (nutrition media) [27]. Although all the sugars (glucose and xylose) were consumed in all conditions containing more than 50% media, however, the succinic acid production was maximum (78.8–81% yield) with the use of 75% media and 25% hydrolysate. Due to the limitation of nitrogen and minerals, the sugar utilization was only 40–43% in the case of fermentation of pure hydrolysates [27].
3.3.3. Poly-3-Hydroxybutyrate P(3HB)
Khattab and Dahman investigated the production of P(3HB) from hemp hurd biomass [53]. P(3HB) belongs to the polyhydroxyalkanoate (PHA) family and is considered a green alternative to petroleum plastics because it exhibits similar physical and functional properties to polypropylene. Due to its biocompatible and biodegradable properties, it has potential applications in the biomedical industry. They produced P(3HB) from the fermentation (using R. eutropha) of sugars obtained from hydrolysis of pretreated (three methods: hot water, 2% H2SO4, 2% NaOH) hemp hurds. High PHB inclusion levels (up to 56.3 wt% of the dry cell weight) were observed in case of fermentation of hydrolysate from alkali pretreated biomass, leading to the P(3HB) yield of 13.4 g/L. Although glucose was a preferred fermentation sugar, both glucose and xylose could be consumed over the period of fermentation. This could be another possible approach to utilize C5 sugars in hemp. In one biorefinery approach, the C5 sugars-rich liquid obtained after pretreatment can be utilized for P(3HB) production, and cellulose-rich solids can be used for bioethanol production. Otherwise, both C5 and C6 sugars can be fermented to produce P(3HB), like this study.
3.3.4. Anaerobic Digestion of Hemp for Biogas Production
Production of methane-rich biogas through anaerobic digestion (AD) of organic waste is another promising alternative to process waste feedstocks or lignocellulosic biomass. With an energy content of 18,630 kJ/m3 to 26,081 kJ/m3, biogas can be burnt in the combined heat and power (CHP system to produce electricity, or can be upgraded and use in internal combustion engines as an alternative green fuel [78,79]. The AD process, also known as the methane fermentation process, uses a complex microbial community to convert organic materials to biogas: hydrolysis, acidogenesis, acetogenesis, and methanation [78]. Similar to the case of biological processing technologies, the recalcitrant lignocellulosic biomass like hemp needs to undergo some mechanical or chemical pretreatment for efficient AD. Kreuger et al. investigated eight scenarios for only methane production through the AD process or combined methane and ethanol production by integrating AD and SSF process (using unfermented residues from SSF for AD process) [61]. The effects of mechanical grinding or steam pretreatment on the methane yields were also investigated. Fine grinding of chopped hemp stems resulted in 15% higher methane yields (219 vs. 190 L/kg volatile solids) due to increased surface area. The steam pretreated chopped stems achieved higher methane conversion (93–100%) compared to chop to ground stems (80%). The authors also reported that co-production of ethanol and methane from steam pretreated hemp using an integrated AD-SSF system could yield almost double energy compared to bioethanol production alone from C6 sugars. In another study, Pakarinen et al. also reported that methane yields were improved by 21% by using fine ground hemp biomass (290 Ndm3/kg VS.) compared to only chop industrial hemp (239 Ndm3/kg VS.) [80]. Kreuger et al. conducted a comprehensive analysis to estimate methane energy yield per hectare and correlating it with the biomass harvesting time (between July and October) in Southern Sweden. A maximum methane yield of 136 ± 24 GJ per hectare was achieved by harvesting biomass in September or October [81].
4. Conclusions
Due to the recent increase of hemp-related markets and its high carbohydrate content, industrial hemp is a promising feedstock for bioethanol, biochemicals, and bioproducts productions. Despite its great potential as a feedstock in many applications, its biological conversion approach is still in infancy. Physicochemical properties of industrial hemp such as lignin composition, lignin molecular weights, and cellulose accessibility need to be characterized for better understanding and applications. Similar to other lignocellulosic biomass, industrial hemp has recalcitrance factors; therefore, the pretreatment step is still essential. Irrespective of the bioprocessing option used, a selection of pretreatment methods and operating conditions is critical to achieve high process yields. In addition, more research efforts are needed to investigate the fermentation of C5 sugars from hemp biomass. Integrated biorefinery approaches can also be considered in achieving the conversion of all fractions of biomass to biofuel and value compounds. Since most reported industrial hemp biomass processing has been conducted at the lab scale, some comprehensive techno-economic analysis studies are needed to understand the commercial-scale economic feasibility of biofuel and bioproduct production from hemp and their competitiveness with other lignocellulosic feedstocks. The techno-economic analysis would also help in choosing the best technology pathway producing green fuels and products at a market-competitive price and achieving a high return on investments. At the same time, life cycle assessment studies are critical to assess the environmental benefits (e.g., fossil energy use and greenhouse gas emissions reductions) of using hemp for biofuel and bioproducts, compared to petroleum and conventional lignocellulosic feedstocks.
Author Contributions
Conceptualization, D.K. and C.G.Y.; software, C.G.Y.; validation, A.J., L.J., D.K. and C.G.Y.; investigation, A.J., L.J., D.K. and C.G.Y.; resources, A.J., L.J., D.K. and C.G.Y.; writing—original draft preparation, A.J. and L.J.; writing—review and editing, A.J., L.J., D.K. and C.G.Y.; visualization, A.J., L.J., D.K. and C.G.Y.; supervision, D.K. and C.G.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
This study is supported by State University of New York College of Environmental Science and Forestry (SUNY ESF).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Farinon, B.; Molinari, R.; Costantini, L.; Merendino, N. The Seed of Industrial Hemp (Cannabis sativa L.): Nutritional Quality and Potential Functionality for Human Health and Nutrition. Nutrients 2020, 12, 1935. [Google Scholar] [CrossRef] [PubMed]
- Leonard, W.; Zhang, P.; Ying, D.; Fang, Z. Hempseed in food industry: Nutritional value, health benefits, and industrial applications. Compr. Rev. Food Sci. Food Saf. 2020, 19, 282–308. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zając, M.; Guzik, P.; Kulawik, P.; Tkaczewska, J.; Florkiewicz, A.; Migdał, W. The quality of pork loaves with the addition of hemp seeds, de-hulled hemp seeds, hemp protein and hemp flour. LWT 2019, 105, 190–199. [Google Scholar] [CrossRef]
- Devi, V.; Khanam, S. Comparative study of different extraction processes for hemp (Cannabis sativa) seed oil considering physical, chemical and industrial-scale economic aspects. J. Cleaner Prod. 2019, 207, 645–657. [Google Scholar] [CrossRef]
- RES. The Species Problem in Cannabis: Science and Semantics; JSTOR: New York, NY, USA, 1979; Volume 1. [Google Scholar]
- Cherney, J.H.; Small, E. Industrial hemp in North America: Production, politics and potential. Agronomy 2016, 6, 58. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, R.; Tehsin, Z.; Malik, S.T.; Asad, S.A.; Shahzad, M.; Bilal, M.; Shah, M.M.; Khan, S.A. Phytoremediation Potential of Hemp (Cannabis sativaL.): Identification and Characterization of Heavy Metals Responsive Genes. CLEAN-Soil Air Water 2016, 44, 195–201. [Google Scholar] [CrossRef]
- Stevulova, N.; Cigasova, J.; Estokova, A.; Terpakova, E.; Geffert, A.; Kacik, F.; Singovszka, E.; Holub, M. Properties characterization of chemically modified hemp hurds. Materials 2014, 7, 8131–8150. [Google Scholar] [CrossRef]
- Van der Werf, H.M.; van der Veen, J.H.; Bouma, A.; Ten Cate, M. Quality of hemp (Cannabis sativa L.) stems as a raw material for paper. Ind. Crops Prod. 1994, 2, 219–227. [Google Scholar] [CrossRef]
- Wang, H.; Postle, R.; Kessler, R.; Kessler, W. Removing pectin and lignin during chemical processing of hemp for textile applications. Text. Res. J. 2003, 73, 664–669. [Google Scholar] [CrossRef]
- Nguyen, T.-T.; Picandet, V.; Amziane, S.; Baley, C. Influence of compactness and hemp hurd characteristics on the mechanical properties of lime and hemp concrete. Eur. J. Environ. Civ. Eng. 2009, 13, 1039–1050. [Google Scholar] [CrossRef]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Roozeboom, K.; Wang, D. Bioconversion of industrial hemp biomass for bioethanol production: A review. Fuel 2020, 281, 118725. [Google Scholar] [CrossRef]
- Das, L.; Li, W.; Dodge, L.A.; Stevens, J.C.; Williams, D.W.; Hu, H.; Li, C.; Ray, A.E.; Shi, J. Comparative Evaluation of Industrial Hemp Cultivars: Agronomical Practices, Feedstock Characterization, and Potential for Biofuels and Bioproducts. ACS Sustainable Chem. Eng. 2020, 8, 6200–6210. [Google Scholar] [CrossRef]
- Coit, M. The Fate of Industrial Hemp in the 2018 Farm Bill-Will Our Collective Ambivalence Finally be Resolved? J. Food L. Pol’y 2018, 14, 12. [Google Scholar]
- Johnson, R. Hemp as an Agricultural Commodity; RL32725; Library of Congress Washington DC Congressional Research Service: Washington, DC, USA, 2014. [Google Scholar]
- Kuglarz, M.; Alvarado-Morales, M.; Karakashev, D.; Angelidaki, I. Integrated production of cellulosic bioethanol and succinic acid from industrial hemp in a biorefinery concept. Bioresour. Technol. 2016, 200, 639–647. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Yang, Y.; Pu, Y.; Meng, X.; Muchero, W.; Yee, K.L.; Thompson, O.A.; Rodriguez, M.; Bali, G.; Engle, N.L.; et al. Insights of biomass recalcitrance in natural Populus trichocarpa variants for biomass conversion. Green Chem. 2017, 19, 5467–5478. [Google Scholar] [CrossRef]
- Chheda, J.N.; Dumesic, J.A. An overview of dehydration, aldol-condensation and hydrogenation processes for production of liquid alkanes from biomass-derived carbohydrates. Catal. Today 2007, 123, 59–70. [Google Scholar] [CrossRef]
- Yoo, C.G.; Zhang, S.; Pan, X. Effective conversion of biomass into bromomethylfurfural, furfural, and depolymerized lignin in lithium bromide molten salt hydrate of a biphasic system. RSC Adv. 2017, 7, 300–308. [Google Scholar] [CrossRef] [Green Version]
- Muensri, P.; Kunanopparat, T.; Menut, P.; Siriwattanayotin, S. Effect of lignin removal on the properties of coconut coir fiber/wheat gluten biocomposite. Composites Part A 2011, 42, 173–179. [Google Scholar] [CrossRef]
- Yoo, C.G.; Meng, X.; Pu, Y.; Ragauskas, A.J. The critical role of lignin in lignocellulosic biomass conversion and recent pretreatment strategies: A comprehensive review. Bioresour. Technol. 2020, 301, 122784. [Google Scholar] [CrossRef]
- Wei, J.; Guo, Q.; Ding, L.; Gong, Y.; Yu, J.; Yu, G. Understanding the effect of different biomass ash additions on pyrolysis product distribution, char physicochemical characteristics, and char gasification reactivity of bituminous coal. Energy Fuels 2019, 33, 3068–3076. [Google Scholar] [CrossRef]
- Jeong, K.; Jeong, H.J.; Lee, G.; Kim, S.H.; Kim, K.H.; Yoo, C.G. Catalytic effect of alkali and alkaline earth metals in lignin pyrolysis: A density functional theory study. Energy Fuels 2020, 34, 9734–9740. [Google Scholar] [CrossRef]
- Viswanathan, M.B.; Park, K.; Cheng, M.H.; Cahoon, E.B.; Dweikat, I.; Clemente, T.; Singh, V. Variability in structural carbohydrates, lipid composition, and cellulosic sugar production from industrial hemp varieties. Ind. Crops Prod. 2020, 157. [Google Scholar] [CrossRef]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Wang, D. Conversion of liquid hot water, acid and alkali pretreated industrial hemp biomasses to bioethanol. Bioresour. Technol. 2020, 309, 123383. [Google Scholar] [CrossRef] [PubMed]
- Das, L.; Liu, E.; Saeed, A.; Williams, D.W.; Hu, H.; Li, C.; Ray, A.E.; Shi, J. Industrial hemp as a potential bioenergy crop in comparison with kenaf, switchgrass and biomass sorghum. Bioresour. Technol. 2017, 244, 641–649. [Google Scholar] [CrossRef] [PubMed]
- Gunnarsson, I.B.; Kuglarz, M.; Karakashev, D.; Angelidaki, I. Thermochemical pretreatments for enhancing succinic acid production from industrial hemp (Cannabis sativa L.). Bioresour. Technol. 2015, 182, 58–66. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Xu, Y.; Wang, W.; Griffin, J.; Wang, D. High Ethanol Concentration (77 g/L) of Industrial Hemp Biomass Achieved Through Optimizing the Relationship between Ethanol Yield/Concentration and Solid Loading. ACS Omega 2020, 5, 21913–21921. [Google Scholar] [CrossRef] [PubMed]
- Kuglarz, M.; Grübel, K. Integrated Production of Biofuels and Succinic Acid from Biomass after Thermochemical Pretreatments. Ecol. Chem. Eng. S 2018, 25, 521–536. [Google Scholar] [CrossRef] [Green Version]
- Moxley, G.; Zhu, Z.; Zhang, Y.-H.P. Efficient Sugar Release by the Cellulose Solvent-Based Lignocellulose Fractionation Technology and Enzymatic Cellulose Hydrolysis. J. Agric. Food Chem. 2008, 56, 7885–7890. [Google Scholar] [CrossRef]
- Gandolfi, S.; Ottolina, G.; Riva, S.; Fantoni, G.P.; Patel, I. Complete Chemical Analysis of Carmagnola Hemp Hurds and Structural Features of Its Components. BioResources 2013, 8, 2641–2656. [Google Scholar] [CrossRef]
- Singh, P.; Pandit, S.; Garnaes, J.; Tunjic, S.; Mokkapati, V.R.; Sultan, A.; Thygesen, A.; Mackevica, A.; Mateiu, R.V.; Daugaard, A.E.; et al. Green synthesis of gold and silver nanoparticles from Cannabis sativa (industrial hemp) and their capacity for biofilm inhibition. Int. J. Nanomed. 2018, 13, 3571–3591. [Google Scholar] [CrossRef] [PubMed]
- Xie, C.; Gong, W.; Yang, Q.; Zhu, Z.; Yan, L.; Hu, Z.; Peng, Y. White-rot fungi pretreatment combined with alkaline/oxidative pretreatment to improve enzymatic saccharification of industrial hemp. Bioresour. Technol. 2017, 243, 188–195. [Google Scholar] [CrossRef] [PubMed]
- Kuglarz, M.; Gunnarsson, I.B.; Svensson, S.E.; Prade, T.; Johansson, E.; Angelidaki, I. Ethanol production from industrial hemp: Effect of combined dilute acid/steam pretreatment and economic aspects. Bioresour. Technol. 2014, 163, 236–243. [Google Scholar] [CrossRef] [PubMed]
- Sporck, D.; Reinoso, F.A.M.; Rencoret, J.; Gutierrez, A.; Del Rio, J.C.; Ferraz, A.; Milagres, A.M.F. Xylan extraction from pretreated sugarcane bagasse using alkaline and enzymatic approaches. Biotechnol. Biofuels 2017, 10, 296. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoo, C.G.; Nghiem, N.P.; Hicks, K.B.; Kim, T.H. Maximum production of fermentable sugars from barley straw using optimized soaking in aqueous ammonia (SAA) pretreatment. Appl. Biochem. Biotechnol. 2013, 169, 2430–2441. [Google Scholar] [CrossRef] [PubMed]
- Hou, X.D.; Smith, T.J.; Li, N.; Zong, M.H. Novel renewable ionic liquids as highly effective solvents for pretreatment of rice straw biomass by selective removal of lignin. Biotechnol. Bioeng. 2012, 109, 2484–2493. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Lee, C.W.; Kim, T.H. Two-stage fractionation of corn stover using aqueous ammonia and hot water. Appl. Biochem. Biotechnol. 2011, 164, 729–740. [Google Scholar] [CrossRef]
- Jiang, Y.; Lawrence, M.; Ansell, M.; Hussain, A. Cell wall microstructure, pore size distribution and absolute density of hemp shiv. R. Soc. Open Sci. 2018, 5, 171945. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F.; Aravinthan, T. Mechanical properties of chemically-treated hemp fibre reinforced sandwich composites. Composites Part B 2012, 43, 159–169. [Google Scholar] [CrossRef]
- Antony, S.; Cherouat, A.; Montay, G. Experimental, analytical and numerical analysis to investigate the tensile behaviour of hemp fibre yarns. Compos. Struct. 2018, 202, 482–490. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp fiber and its composites—A review. J. Compos. Mater. 2012, 46, 973–986. [Google Scholar] [CrossRef]
- Jankauskienė, Z.; Butkutė, B.; Gruzdevienė, E.; Cesevičienė, J.; Fernando, A.L. Chemical composition and physical properties of dew-and water-retted hemp fibers. Ind. Crops Prod. 2015, 75, 206–211. [Google Scholar] [CrossRef]
- Shin, S.-J.; Han, S.-H.; Park, J.-M.; Cho, N.-S. Monosaccharides from industrial hemp (Cannabis sativa L.) woody core pretreatment with ammonium hydroxide soaking treatment followed by enzymatic saccharification. J. Korea TAPPI 2009, 41, 15–19. [Google Scholar]
- Stevulova, N.; Estokova, A.; Cigasova, J.; Schwarzova, I.; Kacik, F.; Geffert, A. Thermal degradation of natural and treated hemp hurds under air and nitrogen atmosphere. J. Therm. Anal. Calorim. 2017, 128, 1649–1660. [Google Scholar] [CrossRef] [Green Version]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of various chemical treatments on the fibre structure and tensile properties of industrial hemp fibres. Composites Part A 2011, 42, 888–895. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Sain, M.; Oksman, K. Study of structural morphology of hemp fiber from the micro to the nanoscale. Appl. Compos. Mater. 2007, 14, 89. [Google Scholar] [CrossRef]
- Li, X.; Du, G.; Wang, S.; Meng, Y. Influence of Gender on the Mechanical and Physical Properties of Hemp Shiv Fiber Cell Wall in Dioecious Hemp Plant. BioResources 2015, 10, 2281–2288. [Google Scholar] [CrossRef] [Green Version]
- Puangsin, B.; Soeta, H.; Saito, T.; Isogai, A. Characterization of cellulose nanofibrils prepared by direct TEMPO-mediated oxidation of hemp bast. Cellulose 2017, 24, 3767–3775. [Google Scholar] [CrossRef]
- Schwab, U.S.; Callaway, J.C.; Erkkilä, A.T.; Gynther, J.; Uusitupa, M.I.; Järvinen, T. Effects of hempseed and flaxseed oils on the profile of serum lipids, serum total and lipoprotein lipid concentrations and haemostatic factors. Eur. J. Nutr. 2006, 45, 470–477. [Google Scholar] [CrossRef]
- Bonini, S.A.; Premoli, M.; Tambaro, S.; Kumar, A.; Maccarinelli, G.; Memo, M.; Mastinu, A. Cannabis sativa: A comprehensive ethnopharmacological review of a medicinal plant with a long history. J. Ethnopharmacol. 2018, 277, 300–315. [Google Scholar] [CrossRef]
- Prade, T.; Svensson, S.-E.; Andersson, A.; Mattsson, J.E. Biomass and energy yield of industrial hemp grown for biogas and solid fuel. Biomass Bioenergy 2011, 35, 3040–3049. [Google Scholar] [CrossRef]
- Khattab, M.M.; Dahman, Y. Production and recovery of poly-3-hydroxybutyrate bioplastics using agro-industrial residues of hemp hurd biomass. Bioprocess Biosyst. Eng. 2019, 42, 1115–1127. [Google Scholar] [CrossRef] [PubMed]
- Kamireddy, S.R.; Li, J.; Abbina, S.; Berti, M.; Tucker, M.; Ji, Y. Converting forage sorghum and sunn hemp into biofuels through dilute acid pretreatment. Ind. Crops Prod. 2013, 49, 598–609. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Alriksson, B.; Nilvebrant, N.-O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Larsson, S.; Palmqvist, E.; Hahn-Hägerdal, B.; Tengborg, C.; Stenberg, K.; Zacchi, G.; Nilvebrant, N.-O. The generation of fermentation inhibitors during dilute acid hydrolysis of softwood. Enzyme Microb. Technol. 1999, 24, 151–159. [Google Scholar] [CrossRef]
- Wawro, A.; Batog, J.; Gieparda, W. Chemical and enzymatic treatment of hemp biomass for bioethanol production. Appl. Sci. 2019, 9, 5348. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Xu, Y.; Zhang, M.; Wang, D. Integrating bran starch hydrolysates with alkaline pretreated soft wheat bran to boost sugar concentration. Bioresour. Technol. 2020, 302, 122826. [Google Scholar] [CrossRef]
- Kumar, R.; Hu, F.; Sannigrahi, P.; Jung, S.; Ragauskas, A.J.; Wyman, C.E. Carbohydrate derived-pseudo-lignin can retard cellulose biological conversion. Biotechnol. Bioeng. 2013, 110, 737–753. [Google Scholar] [CrossRef]
- Sipos, B.; Kreuger, E.; Svensson, S.-E.; Reczey, K.; Björnsson, L.; Zacchi, G. Steam pretreatment of dry and ensiled industrial hemp for ethanol production. Biomass Bioenergy 2010, 34, 1721–1731. [Google Scholar] [CrossRef] [Green Version]
- Kreuger, E.; Sipos, B.; Zacchi, G.; Svensson, S.-E.; Björnsson, L. Bioconversion of industrial hemp to ethanol and methane: The benefits of steam pretreatment and co-production. Bioresour. Technol. 2011, 102, 3457–3465. [Google Scholar] [CrossRef]
- Nykter, M.; Kymäläinen, H.-R.; Thomsen, A.B.; Lilholt, H.; Koponen, H.; Sjöberg, A.-M.; Thygesen, A. Effects of thermal and enzymatic treatments and harvesting time on the microbial quality and chemical composition of fibre hemp (Cannabis sativa L.). Biomass Bioenergy 2008, 32, 392–399. [Google Scholar] [CrossRef]
- Shin, S.-J.; Sung, Y.J. Improving enzymatic hydrolysis of industrial hemp (Cannabis sativa L.) by electron beam irradiation. Radiat. Phys. Chem. 2008, 77, 1034–1038. [Google Scholar] [CrossRef]
- Sung, Y.J.; Shin, S.-J. Compositional changes in industrial hemp biomass (Cannabis sativa L.) induced by electron beam irradiation Pretreatment. Biomass Bioenergy 2011, 35, 3267–3270. [Google Scholar] [CrossRef]
- Lam, N.D.; Nagasawa, N.; Kume, T. Effect of radiation and fungal treatment on lignocelluloses and their biological activity. Radiat. Phys. Chem. 2000, 59, 393–398. [Google Scholar] [CrossRef]
- Khan, F.; Ahmad, S.; Kronfli, E. γ-Radiation induced changes in the physical and chemical properties of lignocellulose. Biomacromolecules 2006, 7, 2303–2309. [Google Scholar] [CrossRef]
- Bouchard, J.; Methot, M.; Jordan, B. The effects of ionizing radiation on the cellulose of woodfree paper. Cellulose 2006, 13, 601–610. [Google Scholar] [CrossRef]
- Takacs, E.; Wojnarovits, L.; Földváry, C.; Hargittai, P.; Borsa, J.; Sajo, I. Effect of combined gamma-irradiation and alkali treatment on cotton–cellulose. Radiat. Phys. Chem. 2000, 57, 399–403. [Google Scholar] [CrossRef]
- Gandolfi, S.; Ottolina, G.; Consonni, R.; Riva, S.; Patel, I. Fractionation of hemp hurds by organosolv pretreatment and its effect on production of lignin and sugars. ChemSusChem 2014, 7, 1991–1999. [Google Scholar] [CrossRef]
- Barta, Z.; Oliva, J.; Ballesteros, I.; Dienes, D.; Ballesteros, M.; Réczey, K. Refining hemp hurds into fermentable sugars or ethanol. Chem. Biochem. Eng. Q. 2010, 24, 331–339. [Google Scholar]
- Wang, M.; Han, J.; Dunn, J.B.; Cai, H.; Elgowainy, A. Well-to-wheels energy use and greenhouse gas emissions of ethanol from corn, sugarcane and cellulosic biomass for US use. Environ. Res. Lett. 2012, 7, 045905. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Singh, V. Bioconversion of Processing Waste from Agro-Food Industries to Bioethanol: Creating a Sustainable and Circular Economy. In Waste Valorisation: Waste Streams in a Circular Economy; Wiley: Hoboken, NJ, USA, 2020; pp. 161–181. [Google Scholar] [CrossRef]
- Kricka, W.; James, T.C.; Fitzpatrick, J.; Bond, U. Engineering Saccharomyces pastorianus for the co-utilisation of xylose and cellulose from biomass. Microb. Cell Fact. 2015, 14, 61. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Fermentation of undetoxified sugarcane bagasse hydrolyzates using a two stage hydrothermal and mechanical refining pretreatment. Bioresour. Technol. 2018, 261, 313–321. [Google Scholar] [CrossRef] [PubMed]
- Brazdausks, P.; Paze, A.; Rizhikovs, J.; Puke, M.; Meile, K.; Vedernikovs, N.; Tupciauskas, R.; Andzs, M. Effect of aluminium sulphate-catalysed hydrolysis process on furfural yield and cellulose degradation of Cannabis sativa L. shives. Biomass Bioenergy 2016, 89, 98–104. [Google Scholar] [CrossRef]
- Kumar, D.; Juneja, A.; Singh, V. Fermentation technology to improve productivity in dry grind corn process for bioethanol production. Fuel Process. Technol. 2018, 173, 66–74. [Google Scholar] [CrossRef]
- Mohagheghi, A.; Tucker, M.; Grohmann, K.; Wyman, C. High solids simultaneous saccharification and fermentation of pretreated wheat straw to ethanol. Appl. Biochem. Biotechnol. 1992, 33, 67–81. [Google Scholar] [CrossRef]
- Chandra, R.; Takeuchi, H.; Hasegawa, T. Methane production from lignocellulosic agricultural crop wastes: A review in context to second generation of biofuel production. Renew. Sustain. Energy Rev. 2012, 16, 1462–1476. [Google Scholar] [CrossRef]
- Bilgen, S.; Sarıkaya, İ. Utilization of forestry and agricultural wastes. Energy Sources Part A 2016, 38, 3484–3490. [Google Scholar] [CrossRef]
- Pakarinen, A.; Maijala, P.; Stoddard, F.; Santanen, A.; Tuomainen, P.; Kymäläinen, M.; Viikari, L. Evaluation of annual bioenergy crops in the boreal zone for biogas and ethanol production. Biomass Bioenergy 2011, 35, 3071–3078. [Google Scholar] [CrossRef]
- Kreuger, E.; Prade, T.; Escobar, F.; Svensson, S.-E.; Englund, J.-E.; Björnsson, L. Anaerobic digestion of industrial hemp–Effect of harvest time on methane energy yield per hectare. Biomass Bioenergy 2011, 35, 893–900. [Google Scholar] [CrossRef]
Figure 1.
Industrial applications of hemp plant. (Reproduced with permission from Farinon et al., Nutrients; published by MDPI, 2020. [1]).
Figure 1.
Industrial applications of hemp plant. (Reproduced with permission from Farinon et al., Nutrients; published by MDPI, 2020. [1]).

Figure 2.
The keyword networks of (a) hemp and (b) industrial hemp in scientific articles from 2014 to 2020.
Figure 2.
The keyword networks of (a) hemp and (b) industrial hemp in scientific articles from 2014 to 2020.

Figure 3.
Images of (a) cross section of hemp stem and (b) the secondary walls of vessels in hemp shiv. WL, warty layer; P, simple pits. (Reproduced with permission from Jiang et al., Royal Society Open Science; published by The Royal Society, 2018. [39]).
Figure 3.
Images of (a) cross section of hemp stem and (b) the secondary walls of vessels in hemp shiv. WL, warty layer; P, simple pits. (Reproduced with permission from Jiang et al., Royal Society Open Science; published by The Royal Society, 2018. [39]).

Figure 4.
Reported bioprocessing routes for industrial hemp.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of industrial hemp biomass.
| Biomass Samples | Cellulose [%] | Hemicellulose [%] | Lignin [%] | Ash [%] | Others [%] | Ref |
|---|---|---|---|---|---|---|
| Industrial hemp cultivars | 32.6–44.5 | 10.6–15.5 a | 17.0–21.5 | 2.6–7.6 | 5.3–20.0 (Extractives) | [24] |
| Industrial hemp | 36.5 | 17.0 a | 21.9 | - | 13.3 (Extractives) | [26] |
| 11.3 (Protein, ash) | ||||||
| Industrial hemp cultivars | 43.8–51.1 | 11.6–14.2 a | 15.4–29.4 | - | 3.7–11.9 (Extractives) | [13] |
| 0.3–23.1 (others) | ||||||
| Industrial hemp cultivars | 40.1–42.7 | 12.5–16.6 a | 14.6–17.8 | - | 11.8–17.7 (Extractives) | [25] |
| Industrial hemp (conventional vs. organic) | 39.8–42.0 | 15.4–15.7 | 13.2–15.0 | 4.7–5.8 | 3.1–3.8 (Protein) | [34] |
| 0.6–0.8 (Lipids) | ||||||
| Industrial hemp hurds | 42.4 | 28.0 | 17.5 b | - | - | [30] |
| Industrial hemp | 46.4 | 20.1 a | 15.0 | 2.4 | - | [16] |
| Industrial hemp | 42.3 | 18.2 | 22.9 | 4.2 | - | [27] |
| Industrial hemp fiber and shives | 42.9–57.5 | 5.1–20.4 | 16.2–23.9 | 0.0–2.9 | 0.6–0.8 (Formic acid) | [32] |
| 2.0–6.2 (Acetic acid) | ||||||
| 6.0–15.5 (Residuals) | ||||||
| Industrial hemp woody core | 37.3 | 19.8 | 12.4 | - | - | [33] |
| Industrial hemp | 40.7 | 13.3 a | 15.7 | - | 14.4 (Extractives) | [28] |
| Industrial hemp hurds | 75.0 (Holocellulose) | 23.0 | 1.2 | 1.1 (Oil-CH2Cl2) | [31] | |
| 0.8 (Oil-Acetone) | ||||||
| 44.0 (α-Cellulose) | 25.0 (Hemicellulose) | 0.6 (Pectin-Acidic water) | ||||
| 1.6 (Protein and amino acid-basic water) | ||||||
| Industrial hemp | 40.1 | 16.0 a | 14.8 | - | - | [29] |
a Xylan content, b Acid insoluble lignin content.
Table 2.
Crystallinity and degree of polymerization of cellulose in industrial hemp biomass.
| Biomass | Crystallinity | DP of Cellulose | Ref |
|---|---|---|---|
| Untreated and chemically modified hemp hurds | 35.7–49.2 | 585–1302 | [8] |
| 55.6–90.2 a | |||
| Tempo-oxidized hemp bast | - | 560–1100 b | [49] |
| Natural and treated hemp hurds | - | 200–1300 | [45] |
| Chemically treated industrial hemp fibers | 84.8–91.6 | - | [46] |
| Untreated and chemically treated hemp fibers | 57.4–71.2 | 1138–1155 b | [47] |
| Hemp Shiv Fiber | 38.8–50.1 | - | [48] |
a Measured by FTIR, b Viscosity-average degree of polymerization (DPv).
Table 3.
Effect of pretreatment on cellulose conversion during enzymatic hydrolysis.
| Feedstock | Pretreatment Condition | Hydrolysis Condition | Cellulose Conversion [%] | References | |
|---|---|---|---|---|---|
| Solid Loading [%] | Enzymes | ||||
| Industrial hemp (C. sativa L.) Fedora 17 strain | 7.5 | Celluclast 1.5 L® (20 FPU/g glucan) | Untreated biomass: 30.3 | [16] | |
| H2SO4 (1–1.5%), 180 °C (followed by steam pretreatment for 10 min) | H2SO4 pretreated biomass: 69.0–72.4 | ||||
| H2O2 (3%), 90 °C, 1–2 h | Novozyme 188 (15 IU/g glucan) | H2O2 pretreated biomass: 72.0–80.0 | |||
| 10% solids in all cases | |||||
| Five industrial hemp varieties: SC (Seward County), YC (York County), LC (Loup County), 19 m (19 m96136), and CBD (CBD Hemp) | Hydrothermal-mechanical refining: 180 °C, 10 min; 3 cycles of disk milling, 20% solids | 10.0 | Cellic® Ctec2 (16.95 mg cellulase protein/g dry substrate) | 62.3–85.8 | [24] |
| NS 22,244 (4.24 mg cellulase protein/g dry substrate) | |||||
| Industrial hemp (C. sativa L.) of Felina 32 variety | Acid-assisted steam pretreatment: H2SO4 (0–2%), 140/180 °C, 20/10 min, 10% solids | 5.0 | Celluclast 1.5 L® (30 FPU/g glucan) | Untreated biomass: 29.6 | [34] |
| Novozyme 188 (20 IU/g glucan) | Pretreated biomass: 37.7–73.6 | ||||
| Industrial hemp (C. sativa L.) of Uso 31 variety | 5.0 | Celluclast 1.5 L® (20 FPU/g glucan) | Untreated biomass: 22.8 | [27] | |
| H2SO4 (0–2%), 180 °C, 10 min | H2SO4 pretreated biomass: 48.0–73.9 | ||||
| NaOH (1–3%) 121 °C, 1 h | Novozyme 188 (15 IU/g glucan) | NaOH pretreated biomass: 78.0–80.1 | |||
| H2O2 (1–3%), 121 °C, 1 h | H2O2 pretreated biomass: 83.4–90.0 | ||||
| 10% solids in all cases | |||||
| Hemp hurds | Cellulose-solvent-based lignocellulose fractionation (CSLF) | 1.0 | Spezyme CP | Untreated biomass: 24.0 | [30] |
| cellulase (15 FPU/g glucan); Novozyme 188 (60 IU/g glucan) | Pretreated Biomass: 64.0–95.9 | ||||
| Five industrial hemp varieties: Helena, SS Beta, Tygra, and Eletta Campana | Liquid hot water, 170 °C, 30 min | 5.0 | Cellic® Ctec3 (30 FPU/g biomass) | LHW pretreated biomass: 53.9–71.7 | [25] |
| H2SO4 (1%), 170 °C, 30 min | H2SO4 pretreated biomass: 41.7–58.7 | ||||
| NaOH (1%) 170 °C, 30 min (1:10 solid-to-liquid ratio) | NS 22,244 (140 FXU/g biomass) | NaOH pretreated biomass: 59.1–88.9 | |||
| Hemp hurds (Cannabis sativa L.) | Steam pretreatment: | 5.0 | NS 50013 (15 FPU/g biomass) | [70] | |
| 220–230 °C, 10 min in 2 L reactor; | 2 L reactor: 80–82 | ||||
| 200–220 °C, 10 min in 10 L reactor | NS 50010 (volumetric ratio 0.1) | 10 L reactor: 62–83 | |||
| 11 different industrial hemp [6 fiber-only and 5 dual-purpose (fiber and grain)] | Acid Pretreatment: | 2.0 | CTec2 (20 mg protein/g biomass) | Untreated biomass: 14.7–29.8 | [13] |
| H2SO4 (1%), 160 °C, 30–50 min | HTec2 (10% v/v of CTec2) | Pretreated Biomass: 43.6–77.9 | |||
| Industrial hemp (C. sativa L.) of the variety Futura 75 (Dry and Ensiled) | Acid-assisted steam pretreatment | 2.0 | Celluclast 1.5 L® (15 FPU/g glucan); | [60] | |
| Dry hemp: 205–215 °C with 2% SO2 impregnation | Dry hemp: 72.7–87.6 | ||||
| Ensiled hemp: 190–220 °C, with 2% SO2 impregnation | Novozyme 188 (23 IU/g glucan) | Ensiled hemp: 58.3–89.3 | |||
Table 4.
Fermentation of hemp biomass for ethanol production.
| Materials | Pretreatment | SHF/SSF * | Microorganism | Solid Loading [%] | Ethanol Yield | Reference |
|---|---|---|---|---|---|---|
| Four industrial hemp varieties: Helena, SS Beta, Tygra, and Eletta Campana | Liquid hot water | SSF | S. cerevisiae | 5 | LHW pretreated biomass: 9.20–10.90 g/L | [25] |
| acid (H2SO4) | H2SO4 pretreated biomass: 11.94–13.77 g/L | |||||
| alkali (NaOH) | NaOH pretreated biomass: 18.21–20.29 g/L | |||||
| Industrial hemp (Tygra) | Alkali (NaOH) | SSF | S. cerevisiae | 6–21 | 25.1–65.9 g/L | [28] |
| Industrial hemp (C. sativa L.) of Felina 32 variety | Acid-assisted steam pretreatment | SHF | S. cerevisiae (3% v/v) | - | Untreated biomass: 2.89 g/L | [34] |
| Pretreated biomass: 4.62–10.00 g/L | ||||||
| Industrial hemp (C. sativa L.) of the variety Futura 75 (Dry and Ensiled) | Acid-assisted steam pretreatment | SSF | S. cerevisiae (5 g/L) | 7.5 | Dry hemp: 18.4–21.3 g/L | [60] |
| Ensiled hemp: 15.4–20.3 g/L | ||||||
| Industrial hemp (Fedora 17 strain) | Acid (H2SO4) followed by steam; alkaline oxidative (H2O2) | SHF | S. cerevisiae | 5 (during hydrolysis) | Untreated biomass: 7.2 ** | [16] |
| H2SO4 pretreated biomass: 14.9–15.5 ** | ||||||
| H2O2 pretreated biomass: 16.6–17.5 ** | ||||||
| Hemp hurds | Steam | SSF | S. cerevisiae 4% (v/w) | 10 | 8.5–14.1 ** | [70] |
* SHF: Separate hydrolysis and fermentation; SSF: simultaneous saccharification and fermentation. ** Ethanol yield is in terms of “g of ethanol obtained per 100 g of initial biomass”.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ji, A.; Jia, L.; Kumar, D.; Yoo, C.G. Recent Advancements in Biological Conversion of Industrial Hemp for Biofuel and Value-Added Products. Fermentation 2021, 7, 6. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010006
AMA Style
Ji A, Jia L, Kumar D, Yoo CG. Recent Advancements in Biological Conversion of Industrial Hemp for Biofuel and Value-Added Products. Fermentation. 2021; 7(1):6. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010006
Chicago/Turabian StyleJi, Anqi, Linjing Jia, Deepak Kumar, and Chang Geun Yoo. 2021. "Recent Advancements in Biological Conversion of Industrial Hemp for Biofuel and Value-Added Products" Fermentation 7, no. 1: 6. https://0-doi-org.brum.beds.ac.uk/10.3390/fermentation7010006
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.