A Novel Approach for the Detection of Geometric- and Weight-Related FSW Tool Wear Using Stripe Light Projection


Abstract
:1. Introduction
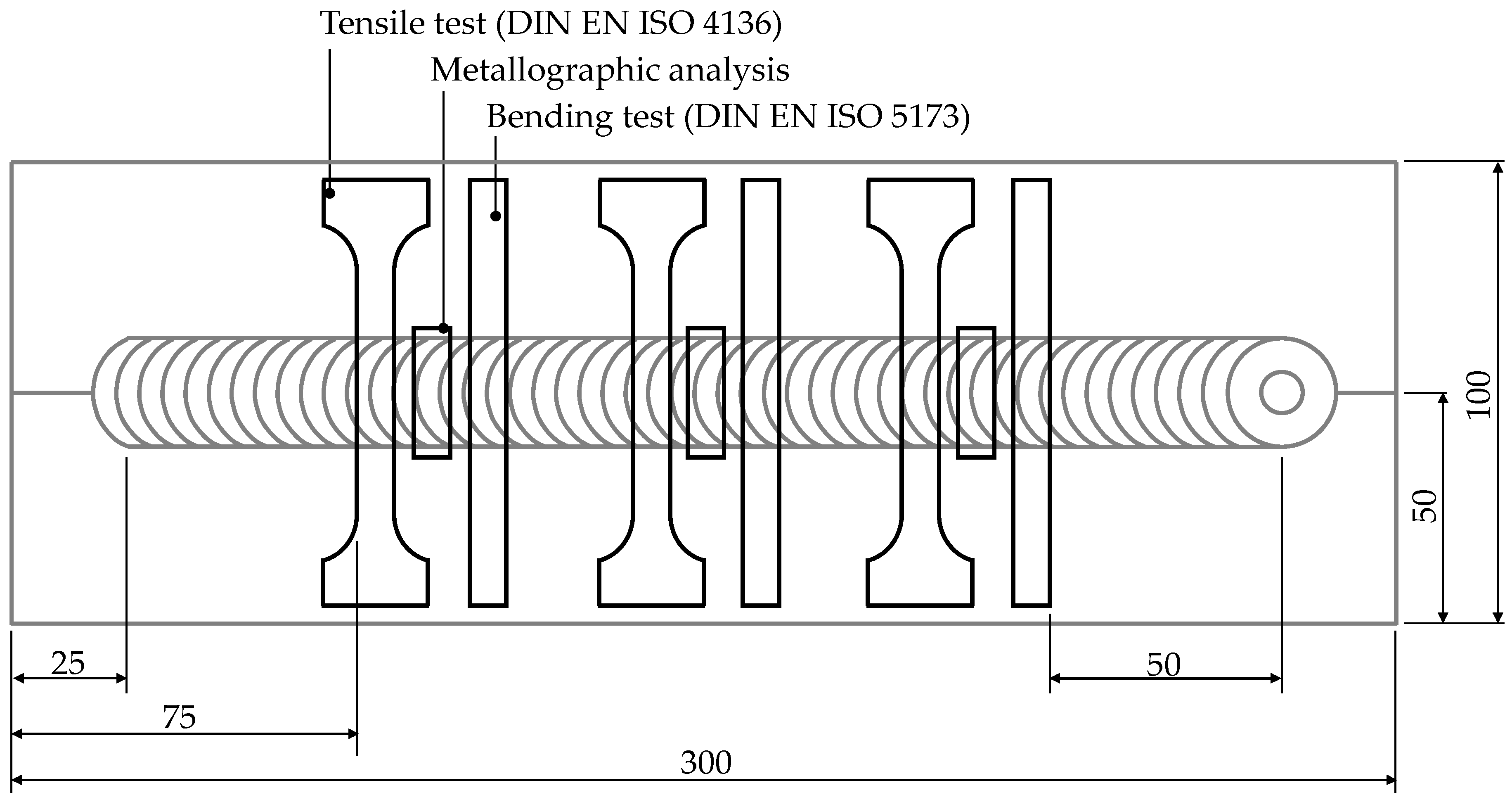
2. Materials and Methods
3. Results and Discussion
3.1. Tool Wear Characterization
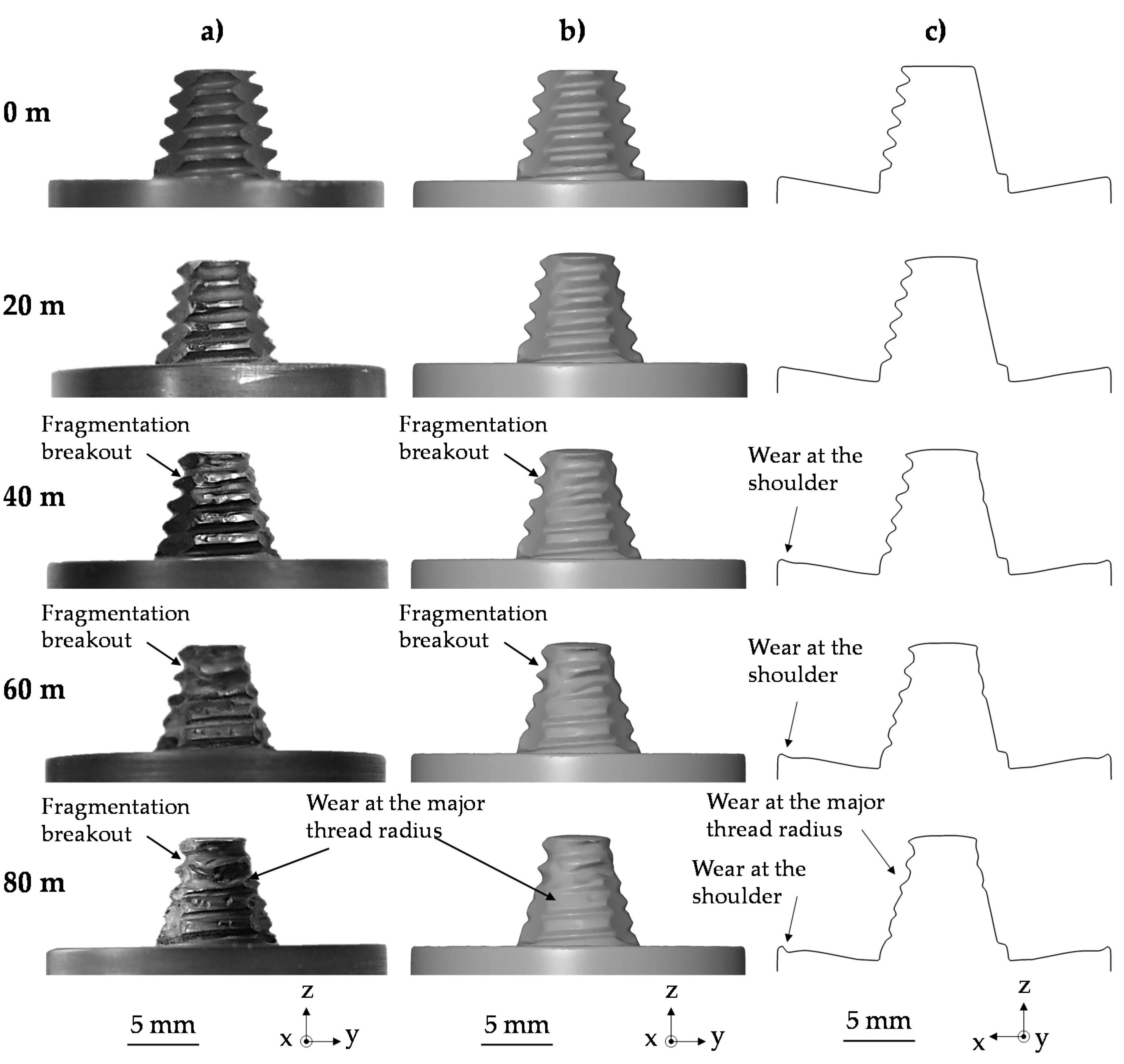
3.1.1. Qualitative Tool Wear Detection by Visual Inspection and Stripe Light Projection
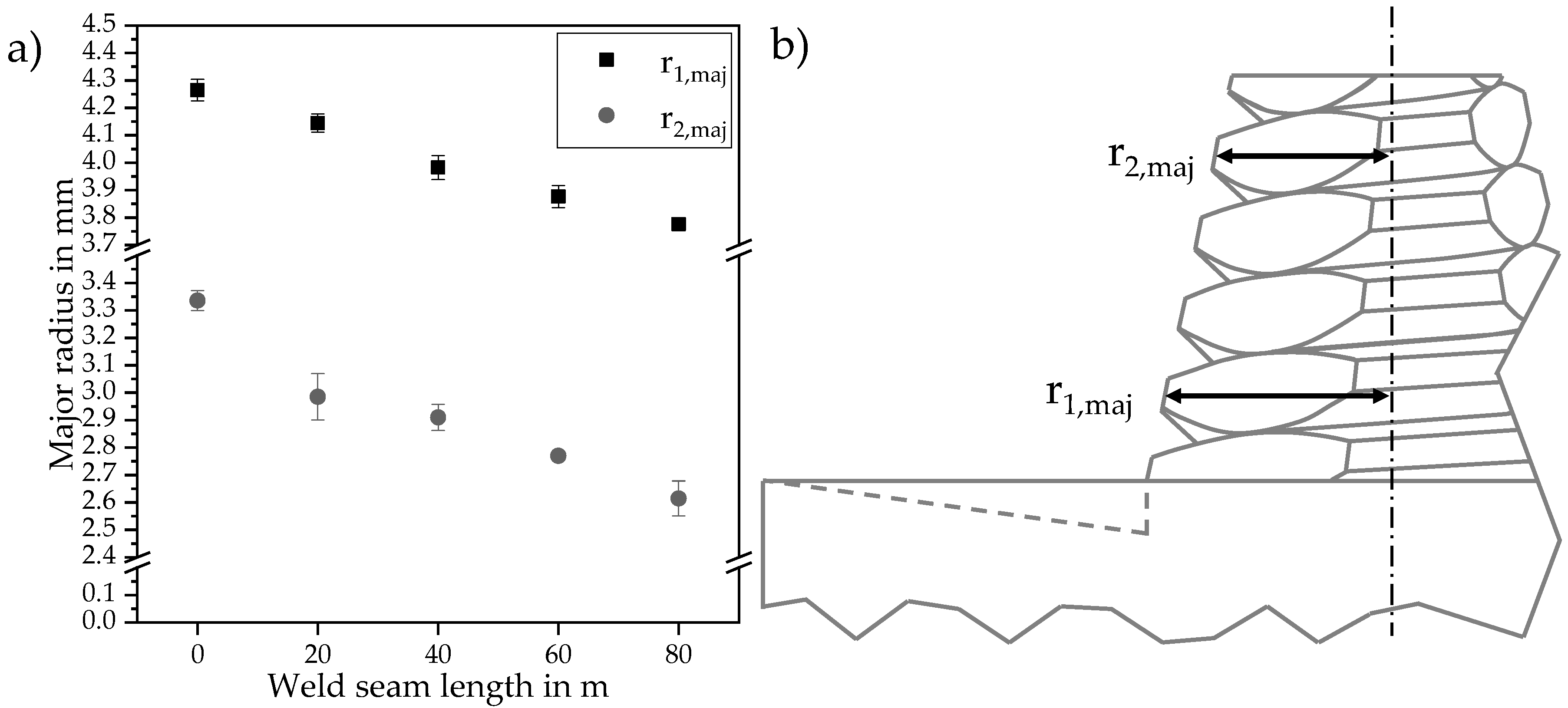
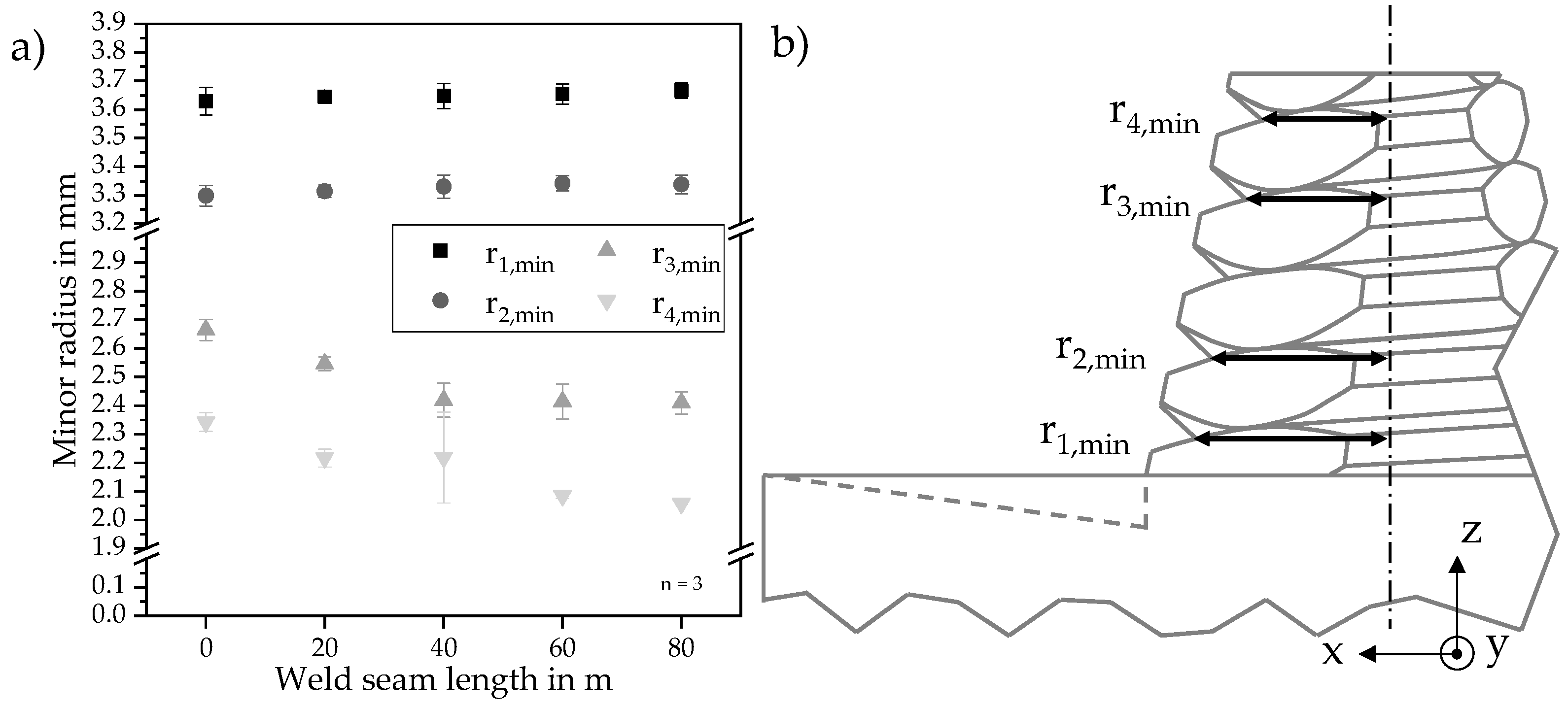
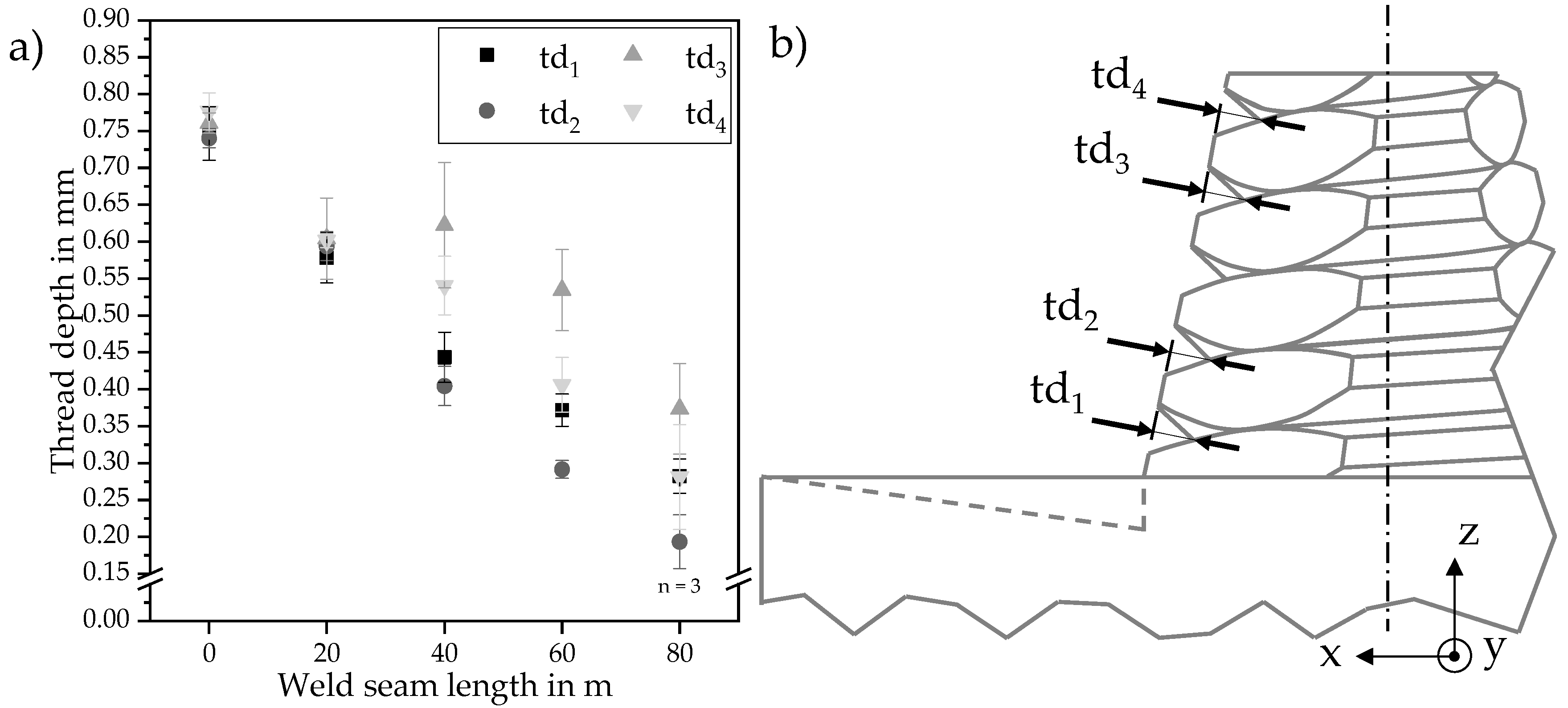
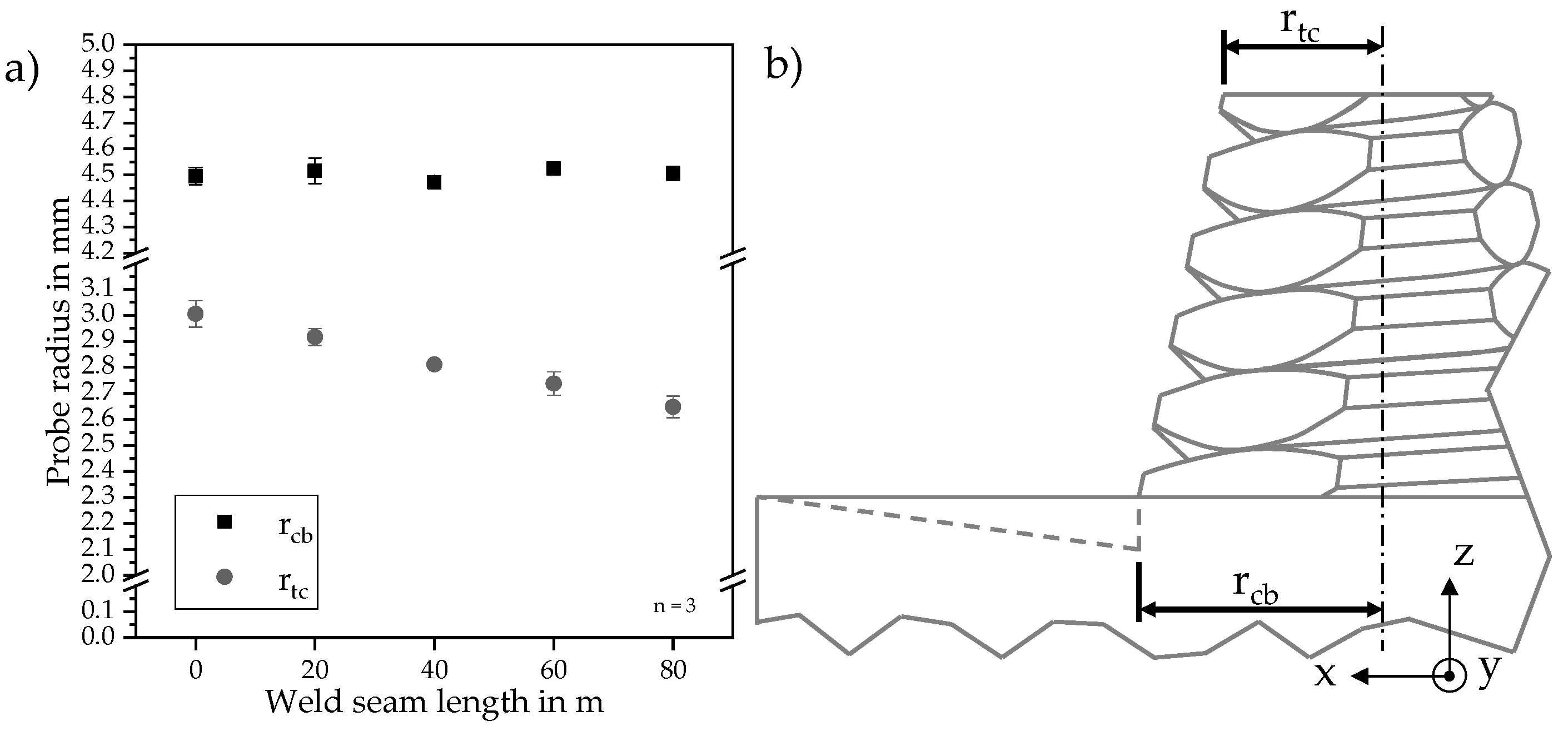
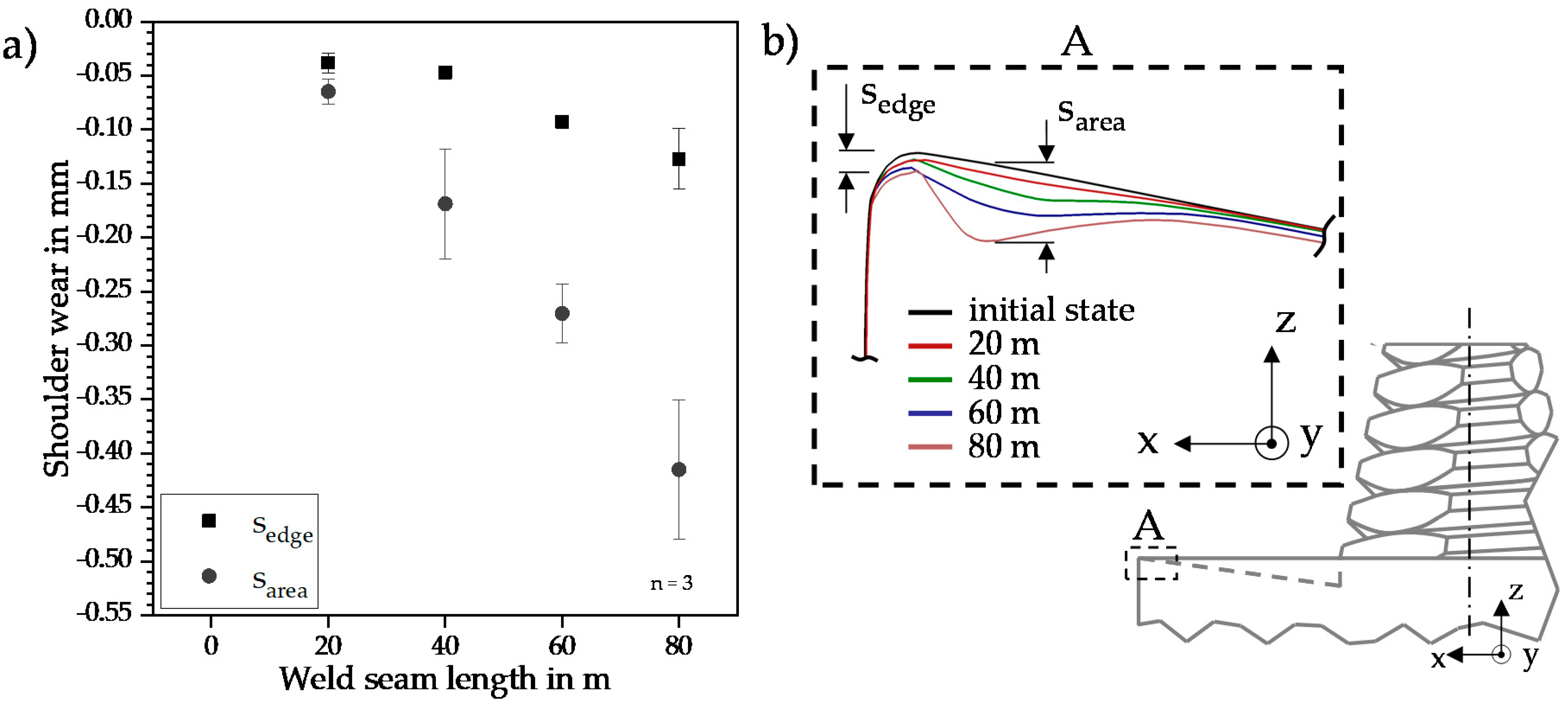
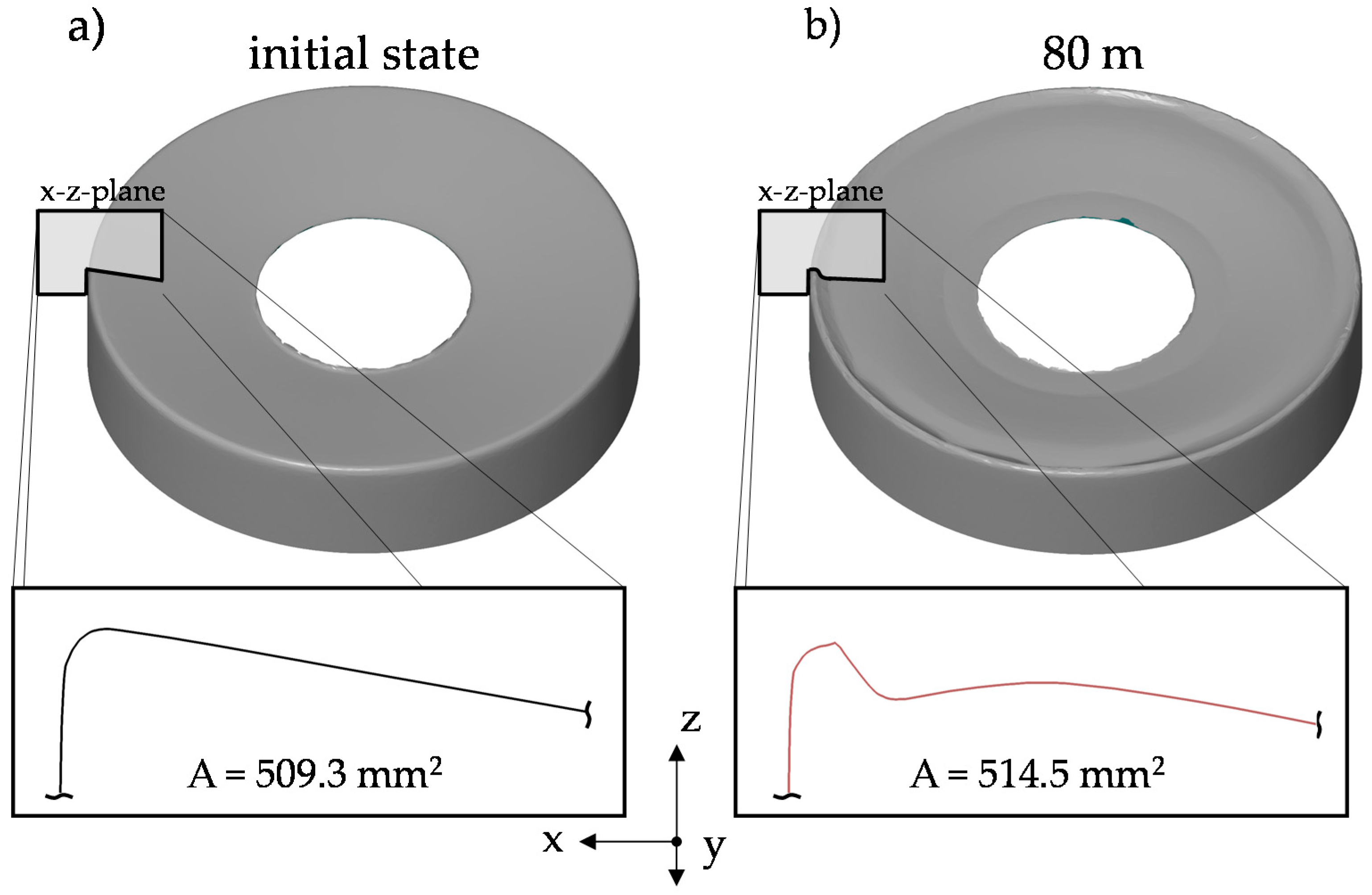
3.1.2. Quantitative Inspection of the Wear Behavior–Geometrical Change
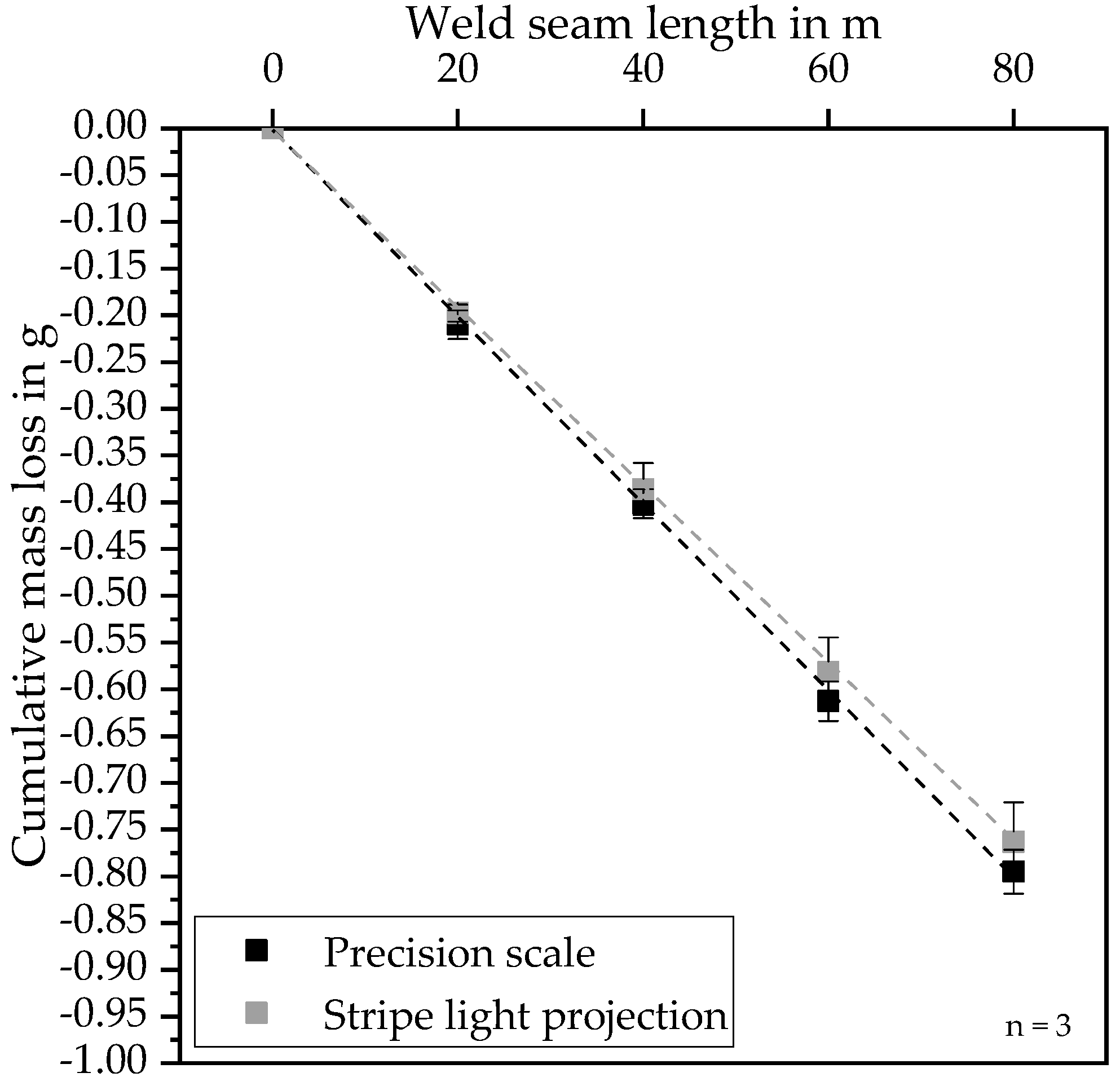
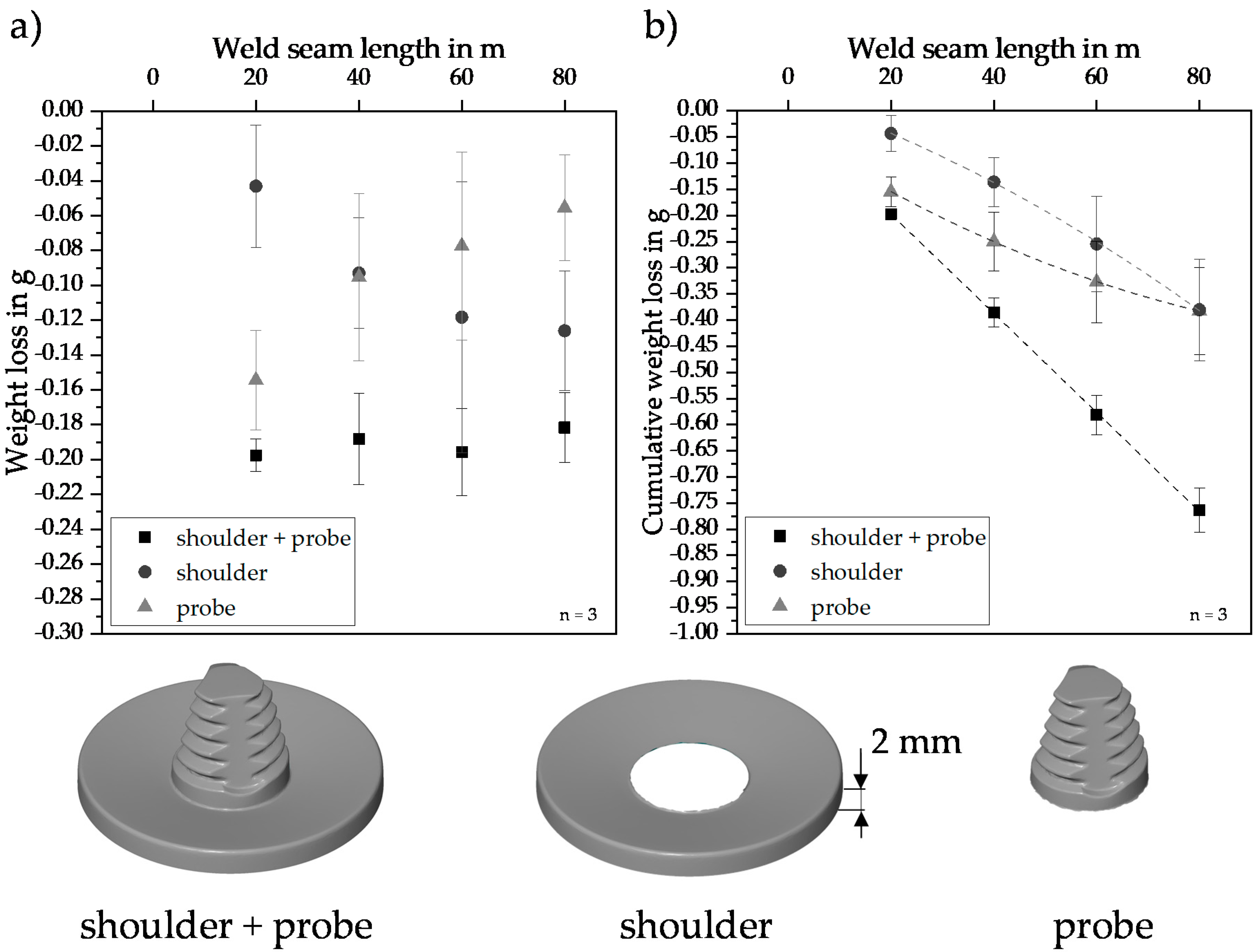
3.1.3. Quantitative Inspection of the Wear Behavior–Weight Loss
3.2. Influence of Tool Wear on the Weld Seam Quality
4. Conclusions
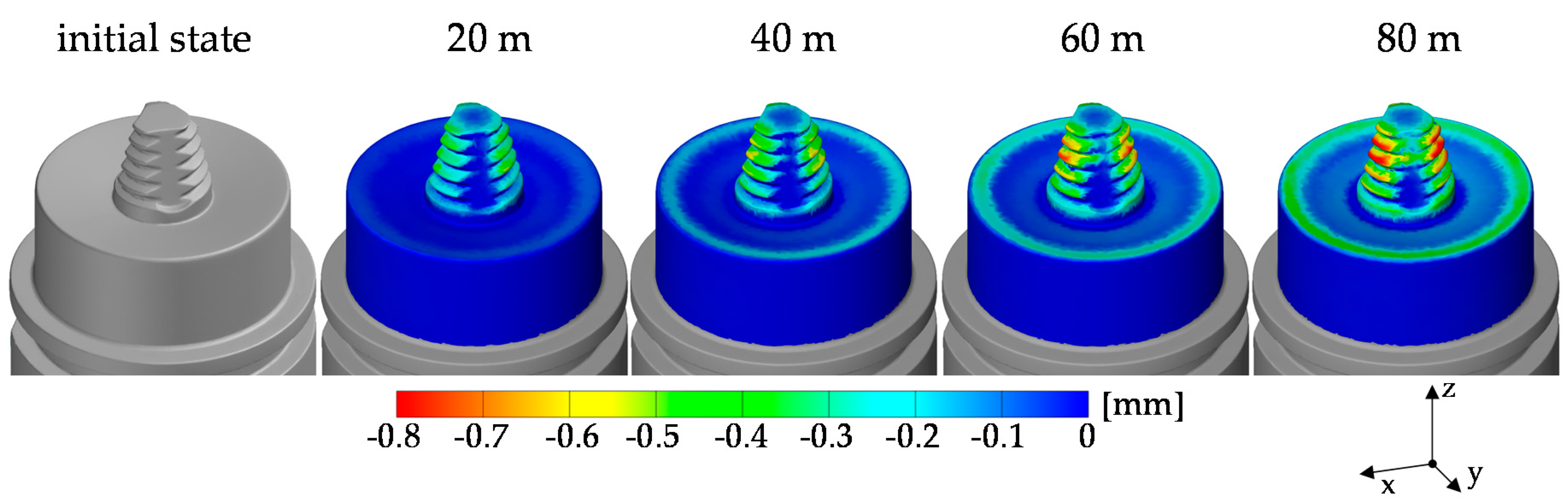
- It was shown that the geometrical and weight related deviations induced, by FSW tool wear, could be determined using stripe light projection. With this approach it was possible to illustrate and describe the FSW tool wear three-dimensionally as a function of the weld seam length for geometric elements on the tool such as shoulder, thread, or flanks. Therefore, significant areas of tool wear could be analyzed three-dimensionally and non-destructively in order to determine geometric deviations.
- Within the geometrical characterization of FSW tools a varying amount of wear was identified along the tapered probe surface. Compared to the cone base of the probe, significant wear was measured in the area of the truncated cone. The geometric deviation due to wear showed a reduction of the thread depth of up to 74% compared to the initial state, which resulted from a higher wear at the major thread radius to the minor thread radius.
- At the shoulder edge and the shoulder surface area a non-linear and progressive geometrical deviation was observed. The three-dimensional wear analysis showed that this behavior occurred after a weld seam length of 40 m for the first time and with further increase of 20 m weld seam length the shoulder surface wear is not only visible on the outer diameter area, but almost on the complete shoulder surface.
- The weight loss due to wear was characterized separately without weighing the tool. This allowed a separate analysis of wear for the shoulder and probe. For the probe, a degressive wear behavior was determined at a total weld seam length of 80 m, resulting in a weight change of 14.4% to the initial state. The shoulder showed a progressive behavior due to the continuously increasing friction surface. Compared to the initial state a weight change of 2.7% was observed.
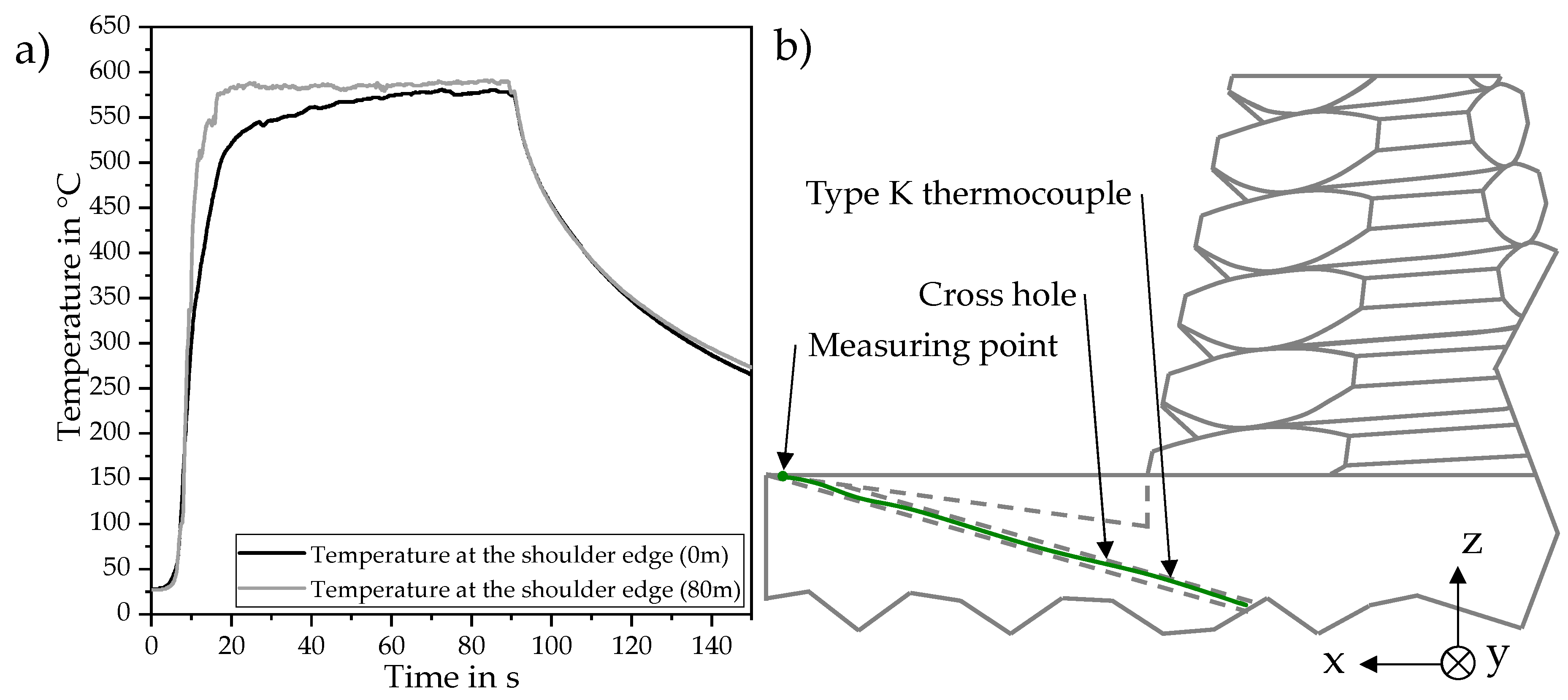
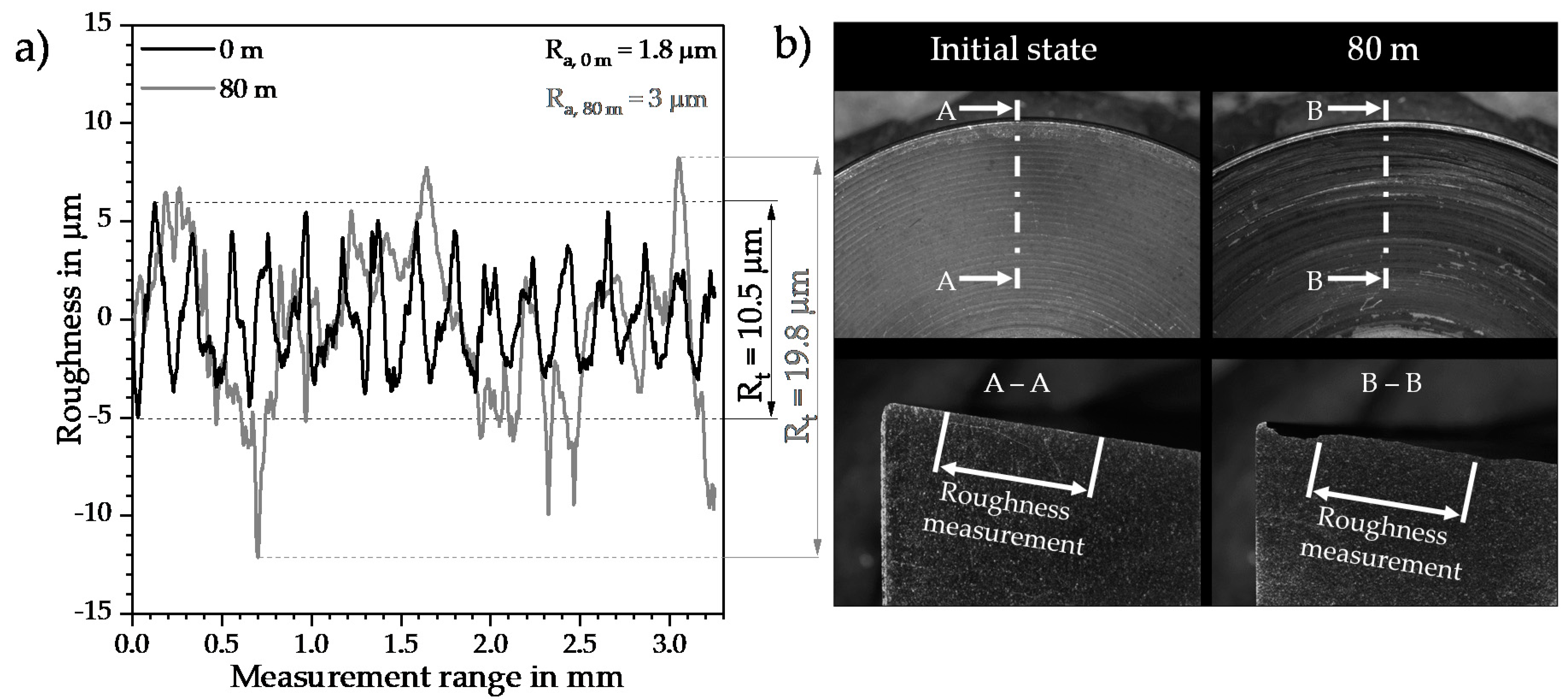
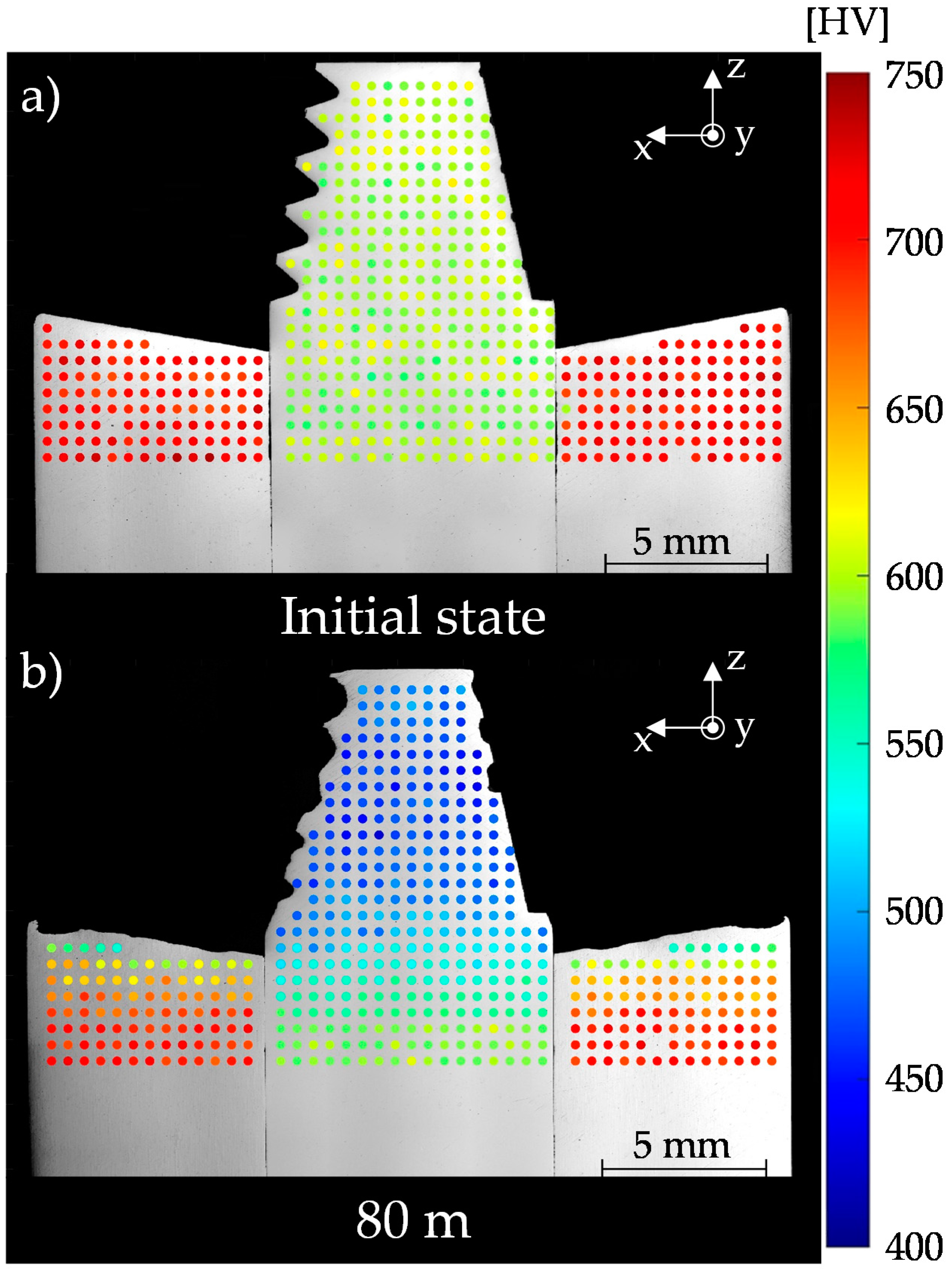
- A weld seam length of up to 80 m exhibits an increased joining temperature due to a growth of the surface roughness. Furthermore, the joining temperature of up to 559.8 °C caused a hardness reduction of shoulder and probe which additionally favored the tool wear.
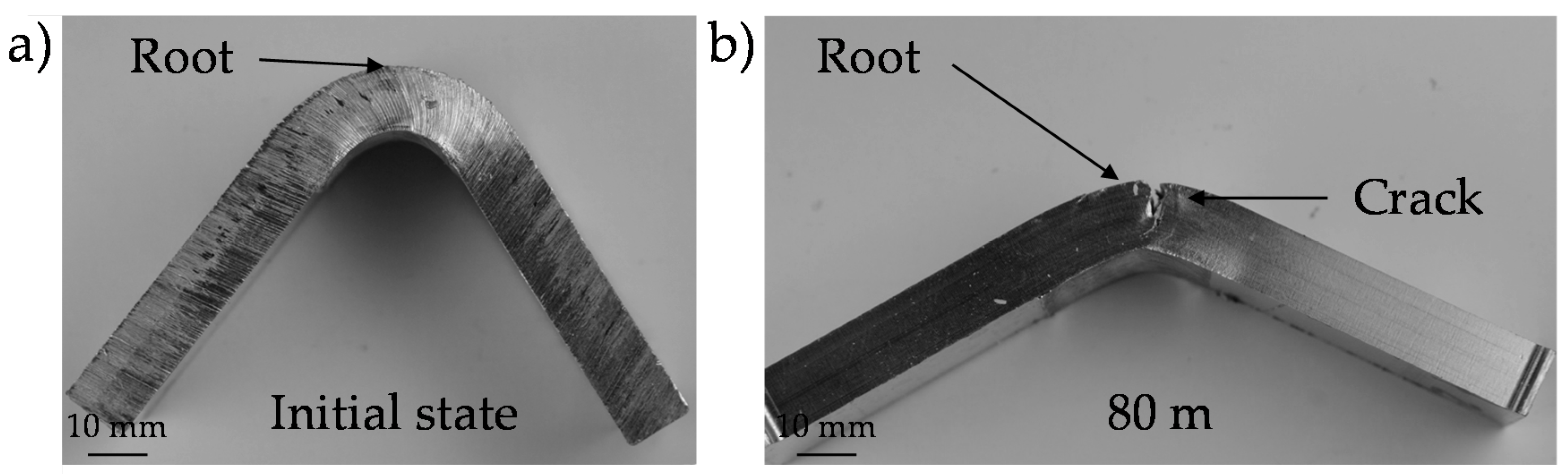
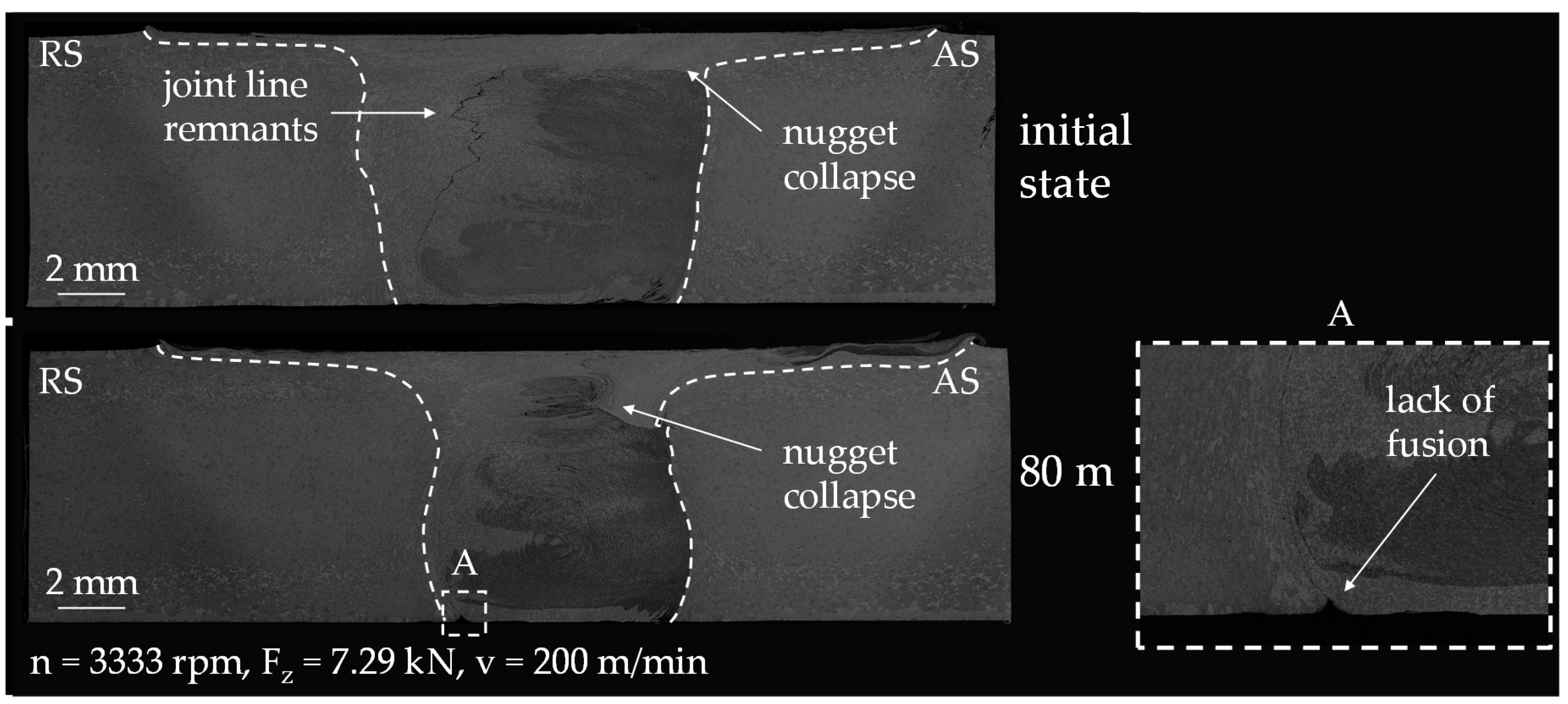
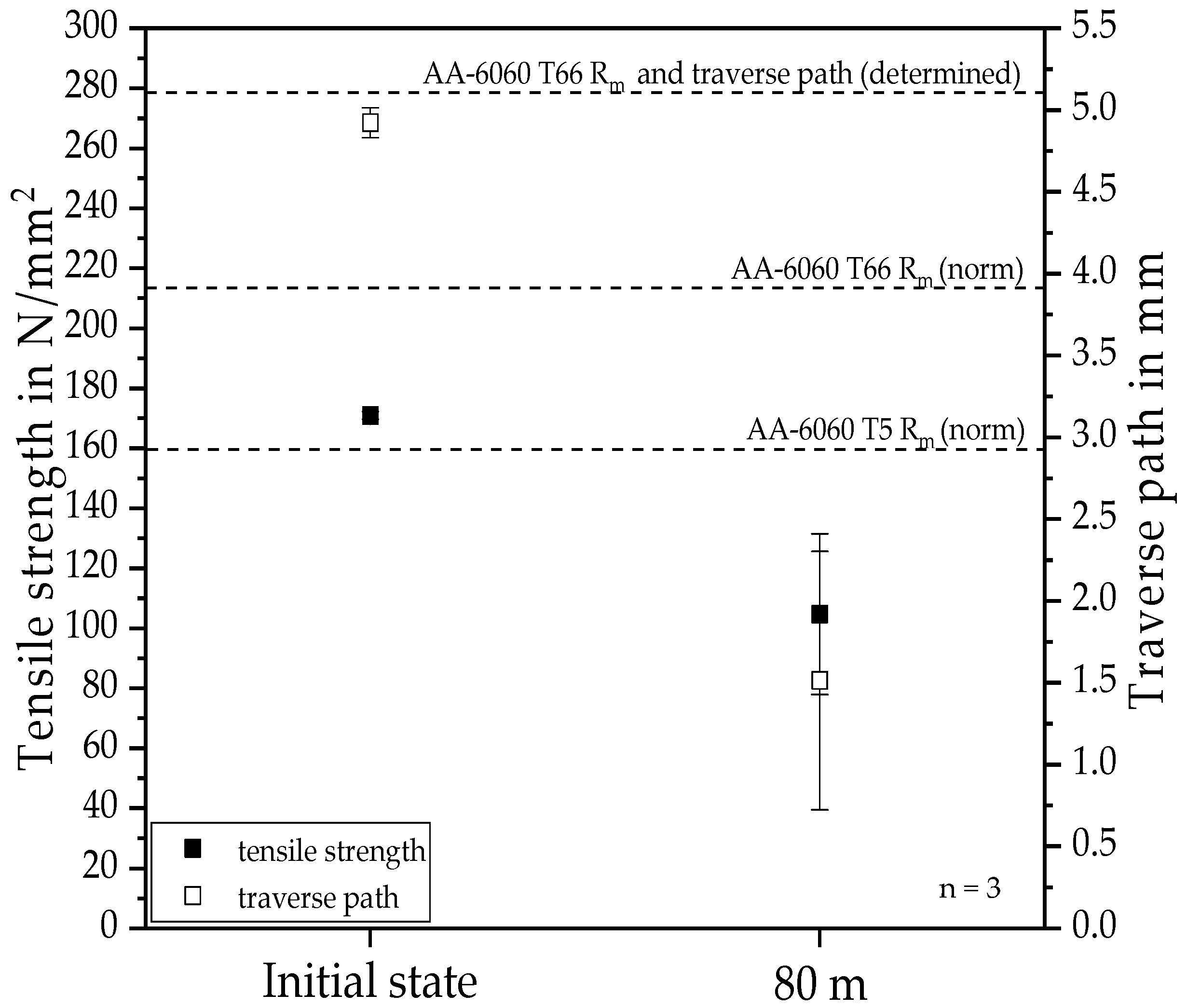
- Surface properties and tensile strength are negatively affected by increased tool wear and thus adjustments of the process managements are necessary to prevent weld seam irregularities such as insufficient penetration.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ostermann, F. Anwendungstechnologie Aluminium; Springer Vieweg: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Karakizis, P.N.; Pantelis, D.I.; Dragatogiannis, D.A.; Bougiouri, V.D.; Charitidis, C.A. Study of friction stir butt welding between thin plates of AA5754 and mild steel for automotive applications. Int. J. Adv. Manuf. Technol. 2019, 102, 3065–3076. [Google Scholar] [CrossRef]
- Richter, B. Robot-based Friction Stir Welding for E-mobility and General Applications. Biul. Inst. Spaw. Gliwicach 2017, 61, 103–110. [Google Scholar] [CrossRef] [Green Version]
- Goyal, A.; Garg, R.K. Parametric optimization of friction stir welding process for marine grade aluminum alloy. Int. J. Struct. Integr. 2019, 10, 162–175. [Google Scholar] [CrossRef]
- Reddy, S.N.J.; Sathiskumar, R.; Kumar, K.G.; Jerome, S.; Jebaraj, A.V.; Arivazhagan, N.; Manikandan, M. Friction based joining process for high strength aerospace Aluminum alloy. Mater. Res. Express 2019, 6, 0865a3. [Google Scholar] [CrossRef]
- Ruhstorfer, M. Rührreibschweißen von Rohren. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2012. (In German). [Google Scholar]
- Schmid, D. Rührreibschweißen von Aluminiumlegierungen mit Stählen für die Automobilindustrie. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2015. (In German). [Google Scholar]
- Zum Gahr, K.H. Tribologie: Reibung-Verschleiß Schmierung. Naturwissenschaften 1985, 72, 260–267. [Google Scholar] [CrossRef] [PubMed]
- Czichos, H.; Habig, K.H. Tribologie-Handbuch: Tribometrie, Tribomaterialien, Tribotechnik, 4th ed.; Springer Vieweg: Wiesbaden, Germany, 2010. [Google Scholar]
- Thompson, B.T. Tool Degradation Characterization in the Friction Stir Welding of Hard Metals, Graduate Program in Welding Engineering; The Ohio State University: Columbus, OH, USA, 2010. [Google Scholar]
- Hoßfeld, M. Experimentelle, Analytische und Numerische Untersuchungen des Rührreibschweißprozesses. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2016. (In German). [Google Scholar]
- Prado, R.A.; Murr, L.E.; Soto, K.F.; McClure, J.C. Self-optimization in tool wear for friction-stir welding of Al 6061+ 20% Al2O3 MMC. Mater. Sci. Eng. 2003, 349, 156–165. [Google Scholar] [CrossRef]
- Weinberger, T.; Khosa, S.U.; Führer, B.; Enzinger, N. Analysis of tool wear and failure mechanism during friction stir welding of steel. In Proceedings of the 7th International Symposium Friction Stir Welding, Awaji, Japan, 20–22 May 2008. [Google Scholar]
- Kalashnikov, K.N.; Zhukov, L.L.; Kalashnikova, T.A. Influence of tribological inter-action conditions on the material transfer process during adhesive friction between Al-alloy and high-speed tool steel. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019. [Google Scholar]
- Sommer, K.; Heinz, R.; Schöfer, J. Verschleiß Metallischer Werkstoffe; Vieweg und Teubner: Wiesbaden, Germany, 2010. (In German) [Google Scholar]
- Eff, M. The Effects of Tool Texture on Tool Wear in Friction Stir Welding of X-70 Steel. Ph.D. Thesis, The Ohio State University: Columbus, OH, USA, 2012. [Google Scholar]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Boride formation induced by pcBN tool wear in friction-stir-welded stainless steels. Metall. Mater. Trans. A 2009, 40, 625–636. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.E.; Kolubaev, E.A. A proposed diffusion-controlled wear mechanism of alloy steel friction stir welding (FSW) tools used on an aluminum alloy. Wear 2014, 318, 130–134. [Google Scholar] [CrossRef]
- Prado, R.A. Friction Stir Welding: A Study of Tool Wear Variation in Aluminum Alloy 6061+ 20% Al2O3. Frict. Stir Weld. Process. 2001, 2001, 105–116. [Google Scholar]
- Shindo, D.J.; Rivera, A.R.; Murr, L.E. Shape optimization for tool wear in the friction-stir welding of cast AI359-20% SiC MMC. J. Mater. Sci. 2002, 37, 4999–5005. [Google Scholar] [CrossRef]
- Fernandez, G.J.; Murr, L.E. Characterization of tool wear and weld optimization in the friction-stir welding of cast aluminum 359+ 20% SiC metal-matrix composite. Mater. Charact. 2004, 52, 65–75. [Google Scholar] [CrossRef]
- Liu, H.J.; Feng, J.C.; Fujii, H.; Nogi, K. Wear characteristics of a WC–Co tool in friction stir welding of AC4A+ 30 vol% SiCp composite. Int. J. Mach. Tools Manuf. 2005, 45, 1635–1639. [Google Scholar] [CrossRef]
- Prater, T.J.; Strauss, A.M.; Cook, G.E.; Gibson, B.T.; Cox, C.D. A phenomenological model for tool wear in friction stir welding of metal matrix composites. Metall. Mater. Trans. A 2013, 44, 3757–3764. [Google Scholar] [CrossRef]
- Sahlot, P.; Jha, K.; Dey, G.K.; Arora, A. Wear-induced changes in FSW tool pin profile: Effect of process parameters. Metall. Mater. Trans. A 2018, 49, 2139–2150. [Google Scholar] [CrossRef]
- Więckowski, W.; Burek, R.; Lacki, P.; Łogin, W. Analysis of wear of tools made of 1.2344 steel and MP159 alloy in the process of friction stir welding (FSW) of 7075 T6 aluminum alloy sheet metal. Eksploatacja i Niezawodność 2019, 21, 54–59. [Google Scholar] [CrossRef]
- Schüddekopf, S.; Mienert, G.; Böhm, S. Effects on the Friction Stir Welding process by laser implanting ceramic particles into the boundary layer. In Proceedings of the 12th International Symposium on FSW (12IFSW), Chicoutimi, Canada, 26–28 June 2018. [Google Scholar]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heat generation in friction stir welding. Model. Simul. Mater. Sci. Eng. 2003, 12, 143. [Google Scholar] [CrossRef]
- Adesina, A.Y.; Al-Badour, F.A.; Gasem, Z.M. Wear resistance performance of AlCrN and TiAlN coated H13 tools during friction stir welding of A2124/SiC composite. J. Manuf. Process. 2018, 33, 111–125. [Google Scholar] [CrossRef]
- Roberts, G.A.; Kennedy, R.; Krauss, G. Tool Steels; ASM international: Novelty, OH, USA, 1998. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Min. % | 0.3 | 0.1 | - | - | 0.35 | - | - | - | Bal. |
| Max. % | 0.6 | 0.3 | 0.1 | 0.1 | 0.6 | 0.05 | 0.15 | 0.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasieber, M.; Grätzel, M.; Bergmann, J.P. A Novel Approach for the Detection of Geometric- and Weight-Related FSW Tool Wear Using Stripe Light Projection. J. Manuf. Mater. Process. 2020, 4, 60. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4020060
Hasieber M, Grätzel M, Bergmann JP. A Novel Approach for the Detection of Geometric- and Weight-Related FSW Tool Wear Using Stripe Light Projection. Journal of Manufacturing and Materials Processing. 2020; 4(2):60. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4020060
Chicago/Turabian StyleHasieber, Michael, Michael Grätzel, and Jean Pierre Bergmann. 2020. "A Novel Approach for the Detection of Geometric- and Weight-Related FSW Tool Wear Using Stripe Light Projection" Journal of Manufacturing and Materials Processing 4, no. 2: 60. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp4020060