1.1. Motivation
In the most recent decades, the ease of processability of long-fiber-reinforced thermoplastics (LFT) has enabled their use as advanced lightweight engineering materials, particularly within the automotive sector [
1,
2]. As a key technology, the injection molding process is expected to take a major role in terms of value and volume [
3]. With an estimated market volume percentage of 65%, polypropylene (PP) is the material with the biggest market volume of LFTs in this field [
4]. Material glass is predominantly used for reinforcement due to its low cost and superior mechanical properties [
5].
Additive manufacturing (AM) is becoming increasingly important in industry in general and is becoming especially important in the automotive sector [
6]. Although a lot of research and development is carried out, AM is still very limited in its available range of materials, which prevents its widespread entry into large-scale industry [
7]. Due to its generative layer structure, most of the materials show lower molecular cohesion in one or more load directions [
8]. Consequently, anisotropic material properties that deviate from those of the injection molded (IM) pedant must be expected [
9]. This counts particularly for polymers; therefore, commodity construction materials such as PP, PU, PA, PC, blends, and other compounds can only be substituted to a very limited amount [
10].
Additive tooling (AT) describes a process which combines the potential of AM with the material spectrum of a traditional manufacturing process, such as IM, by replacing the molding tool unit by an additive one and keeping the existing equipment of the traditional manufacturing technology alive. In this way, it is possible to produce moldings with series properties, to reduce the cost and time-consuming tool manufacturing process, and to increase the tooling complexity and the resulting part design freedom at the same time [
11,
12]. For this procedure, polymer molds are currently preferred due to their superior surface quality, lower production time, and lower costs in comparison to its metal pedant [
13]. For AT, the most important production method is stereolithography (SL), which provides supreme surfaces with a high geometrical accuracy and the access to cross-linked and reinforced polymers. These composites are based on a high-temperature resistant polymer matrix which is enhanced with fillers such as aluminum or ceramics particles to improve the thermal conductivity, heat deflection point, and mechanical properties [
14,
15]. In general, plastic molds show a significant deviation from the conventional steel tools in points of heat capacity as well as in their temperature and thermal conductivity around a factor of 10 to 100 [
16]. As the properties and behavior of plastic components are mainly defined by their thermal history, the cooling process of the polymer tools is crucial for the morphology and the crystallization of the moldings.
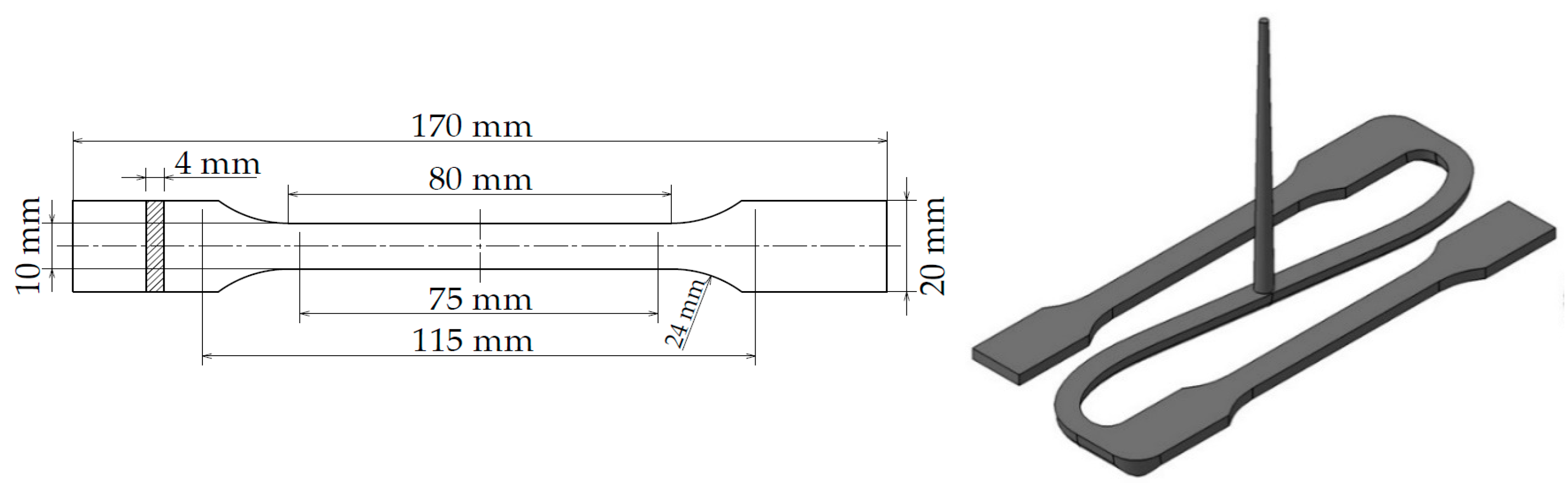
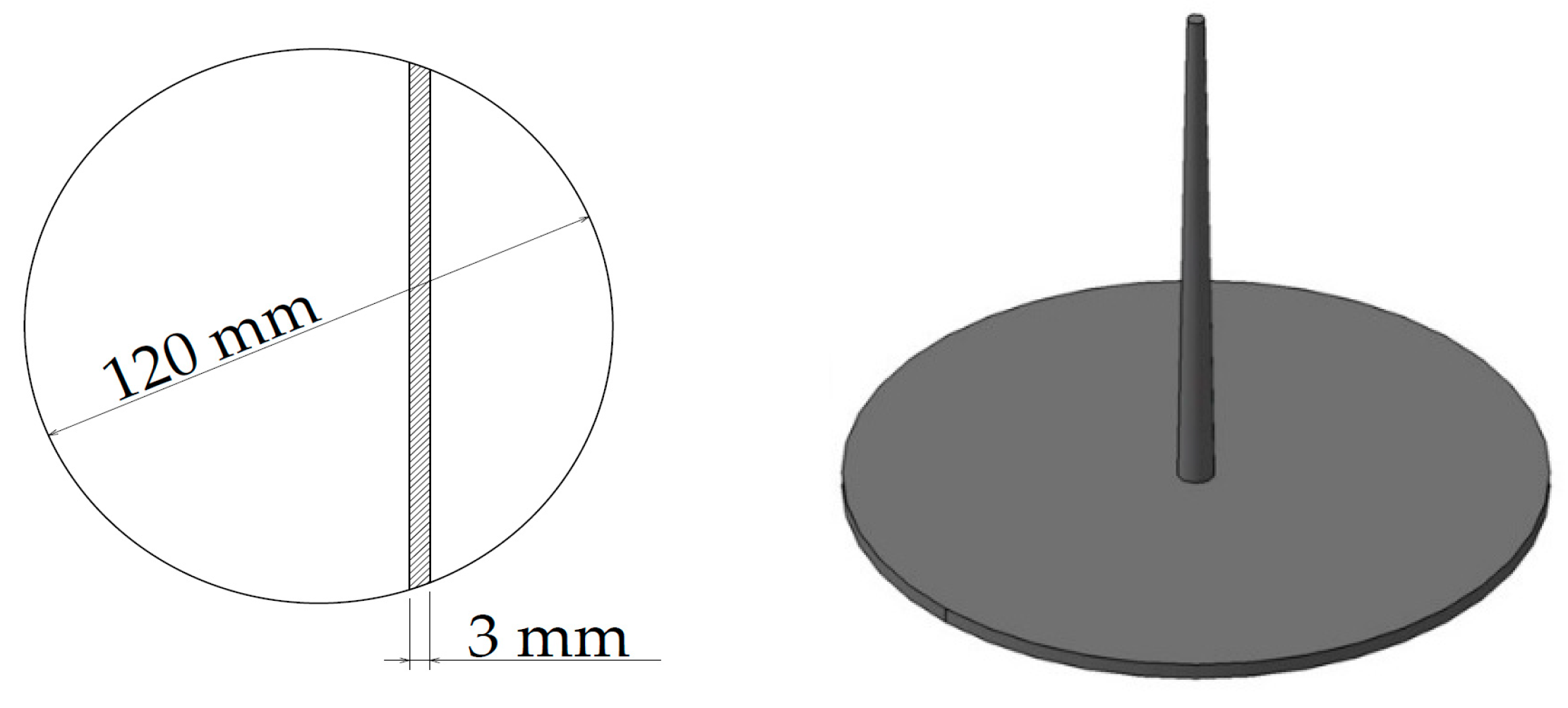
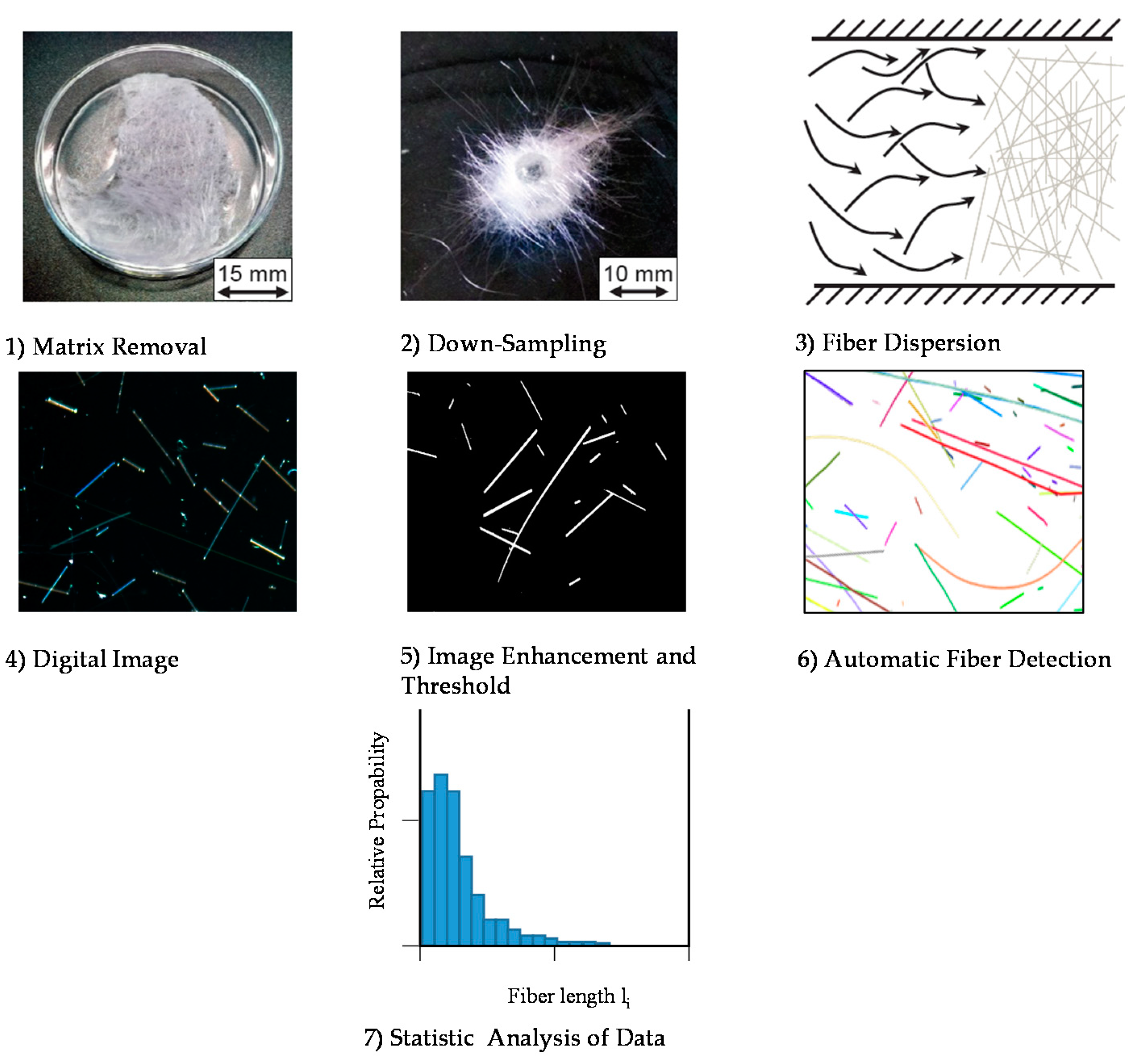
The objective of this investigation is to qualify additively manufactured polymer tools for the fabrication of LFT parts for functional validation, spare parts, and small series production. For this purpose, the effects of three different tool materials (ceramic reinforced plastic, steel, and aluminum) on the process-induced fiber configuration are investigated and compared with each other. The iterative tool design process is performed for all materials individually and is based on Moldflow simulations and basic principles of heat transfer. Especially in terms of the cooling systems, the advantages of AT are specifically implemented. Representative for the most used LFT, the glass fiber-reinforced PP injection molding material STAMAX™ from SABIC is used in different fiber weight percentages. Tensile specimens and discs are used as sample geometries to map both a linear and a radial source flow. The process-induced fiber configuration is investigated over the flow path and over the component thickness. The central injection point at the disc mold will also allow investigation of the transition from a swirling to a pointed flow. Furthermore, the impact of the different tool materials on significant mechanical properties of the fiber-reinforced moldings are analyzed. For the test methods, CT scan, pyrolysis, tensile testing, and a fiber length measurement method modeled after that of Goris et al. [
17] are carried out. To evaluate the economic efficiency, the tool life and the suitability of AT will be assessed on the degree of wear, defect patterns, and output quantity.
1.2. State of the Art
AM is ideally used to manufacture components directly without using the indirect process chain of AT. For this purpose, there are many commercially available fabrication methods (i.e., fused filament fabrication (FFF), selective laser sintering (SLS), and multi jet fusion) and materials that contain fiber reinforcements. However, their properties are not comparable with IM materials and especially not with LFTs due to their short fiber character and diverging fiber configuration. The commodity polymer PP is well known for its difficulty in processing within AM due to its shrinkage and low adhesion. Nevertheless, Sodeifian et al. [
18] achieved good processing results of PP/GF with the additive POE-g-MA on a FFF platform. Still, the material is lagging behind in its mechanical properties and is deviating strongly from its compression molding pedant by 30%. To fabricate classic IM materials directly, another promising approach arose in the most recent decades. It is a modified FFF method where the filament extruder is exchanged for a granulate-fed portable extruder unit. On that base, Hertle et al. [
19] achieved good results by melt extrusion of PP injection molding granulate. Though it was unlikely, the process suffers the same issue of an insufficient interlaminar bonding, which is strongly incoherent compared to the intralaminar ones and is leading into anisotropic material properties [
20].
AT is the indirect process chain and a tool-bound alternative, which allows it to maintain the original manufacturing process and its material variety. Kampker et al. [
21], investigated the suitability of polyjet (PJ), SL, digital light synthesis (DLS), and SLS processes for direct IM tool production. The investigations showed that the material PA 3200 GF is the most suitable for SLS, while for the SL method, composite materials such as Accura
® Bluestone™ and Perform are the most promising ones. Rahmati and Dickens [
22] examined the output of SL produced tools in the field of IM. They achieved an output of more than 500 parts and found that the main tool failure was due to flexural and excessive friction. Hofstätter et al. [
23] achieved the same results.
For the improvement of the part properties, as well as the extension of the tool life and to decrease the cycle time, extensive research is being done on optimized cooling systems and adapted process parameters. Altaf et al. [
24] demonstrate the general effectiveness of a conformal cooling system in a direct comparison with a conventional cooling design. In this example, the conformal cooling system leads to a cycle time reduction of approx. 20%. The investigations of Park et al. [
25] show even better performances of up to 30%, whereby only tool areas relevant to the cycle time are replaced by SLM (Selective Laser Melting) inserts with a conformal cooling unit. However, Hopkins et al. [
26] observed in a direct comparison of an aluminum and a polymer IM tool an increased cycle time and significant differences in the rheology of the injection molding material. The lower thermal conductivity of the mold materials results into longer flow paths, which in turn requires lower process pressures and melt temperatures. In earlier investigations of Martinho et al. [
27], the influence on the morphology of semi-crystalline PP moldings is revealed in a direct comparison of an epoxy and steel mold material. As soon as different materials were used for core and cavity, a clear asymmetrical crystalline structure was observed. In concerns of the influence on the material properties of the moldings, the investigations of Harris et al. [
28,
29] should be emphasized. He states that with the aid of a modified cooling system and the adaptation of the necessary process parameters, the crystallinity can be strongly influenced, even to the extent that comparable part properties can be achieved using polymer and CNC milled steel/aluminum molds. Similar results were achieved by Fernandes et al. [
30] and Volpato et al. [
31]. Recent investigations by Kampkar et al. [
16] proved that the materials still show a rather brittle and non-ductile fracture behavior. However, the deviations can be attributed with high probability to particle agglomeration due to the lower thermal conductivity and a greater surface roughness.
On the side of LFTs, the investigations of Kim et al. [
32] show that the mechanical and the impact strength increases with the fiber length. Furthermore, they measured a reduction of the initial fiber length of 4–16 mm to a residual fiber length of about 0.5–2 mm during processing. The results are consistent with Seong et al. [
33], who noted an increase in Young’s modulus, melting temperature, and viscoelastic properties, and a less uniform distribution of the fiber with an increasing fiber length. Hou et al. [
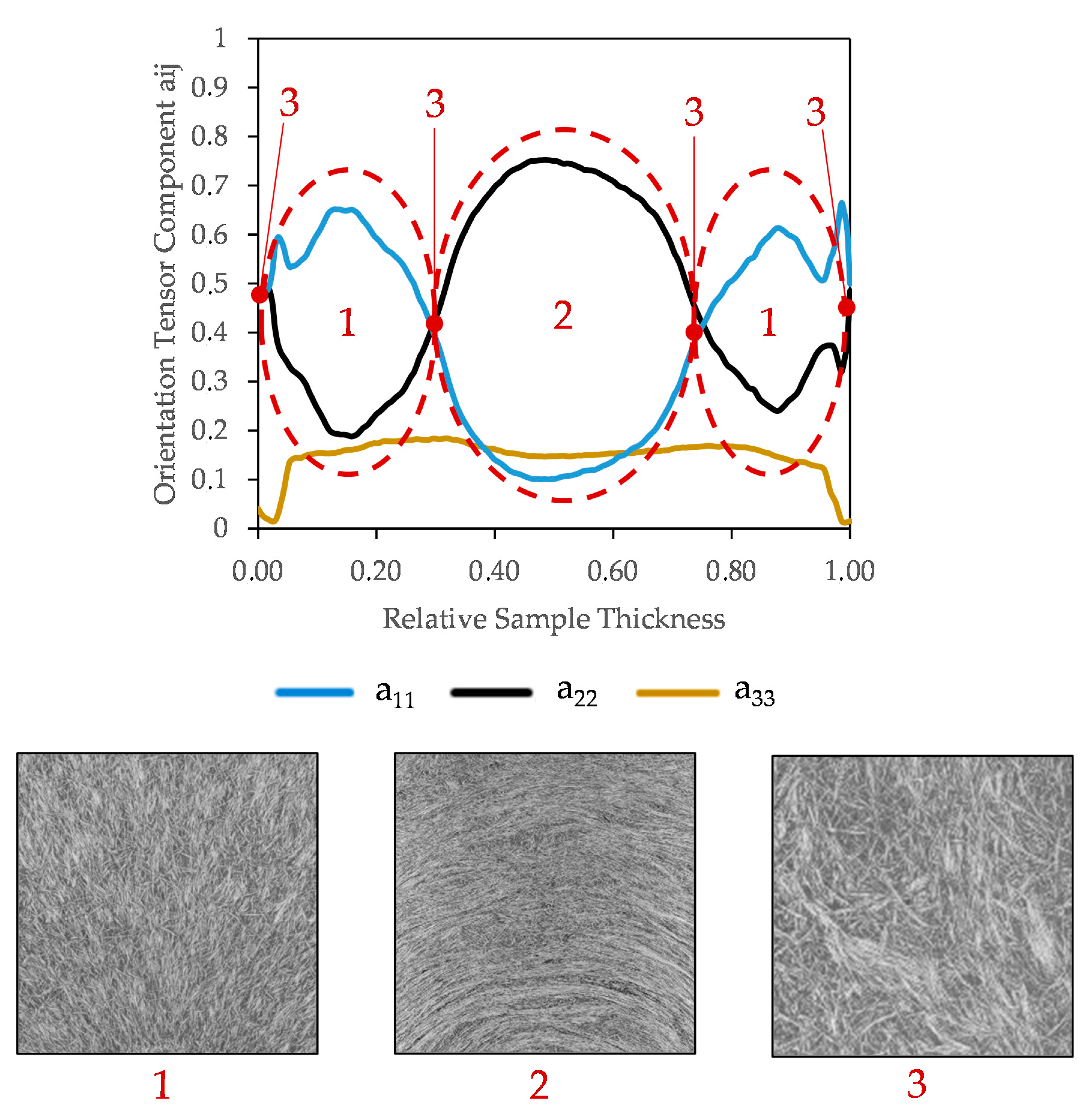
34] measured a reduction of the average fiber length with an increasing injection rate over the whole length of tensile specimens. Based on the work of Tadmor [
35] as well as Osswald and Menges [
36], there are seven characteristic regions that can be differentiated in injection molded parts, each with a specific fiber orientation. The two skin layers provide random fiber orientation, while the shell layers are aligned parallel to the melt flow direction. The fiber alignment of the core layer is perpendicular to the melt flow direction, with two randomly oriented transition layers between the core layer and the shell layers. This specific orientation pattern is well-known and caused by the fountain flow effect. However, the numerical predictions of Hou et al. [
34] do not match with the empirical orientation in the skin layer. Parveen et al. [
37] achieved comparable results to Hou et al. on a disc geometry (2 mm; 75 mm D) and stated that a higher fiber length leads to a wider core region with more fibers aligned transverse to the flow direction at the end of the flow path. Zhu et al. [
38] compared a centered and an end-gated injecting model. It is found that the end-gated plate has a more defined shell area of 55%, where the fibers align along the main flow direction and a core region of 20%, with fibers aligned perpendicular to it. The shell area of the center-gated plates takes a 35% and the core area 35% at an equal density and fiber weight content. Goris et al. [
17] detected a substantial increase in fiber length along the flow path, which is probably due to a fiber pullout effect. The same could be observed by Lafranche et al. [
39], who detected a strong influence of the used gate type in addition. Furthermore, Goris [
17] demonstrated in a comparative study that the so-called epoxy plug method, which is based on the investigations of Kunc et al. [
40]. The new measurement method is especially suitable for LFTs with a large sample size and can be used to generate accurate results with a strong repeatability while minimizing the manual handling effort. It is shown that the taken measurements agree with the outcome of previously reported studies [
12,
39,
41]. Aside from the epoxy plug method, the comparative study concentrated on two other fiber analysis methods: first, a full fiber analysis, which is a proprietary measurement system developed by SABIC (Geleen, Netherlands) and based on the work by Krasteva [
42]; and second, the FASEP method, which is a commercially available analysis method proprietary to IDM Systems (Darmstadt, Germany).
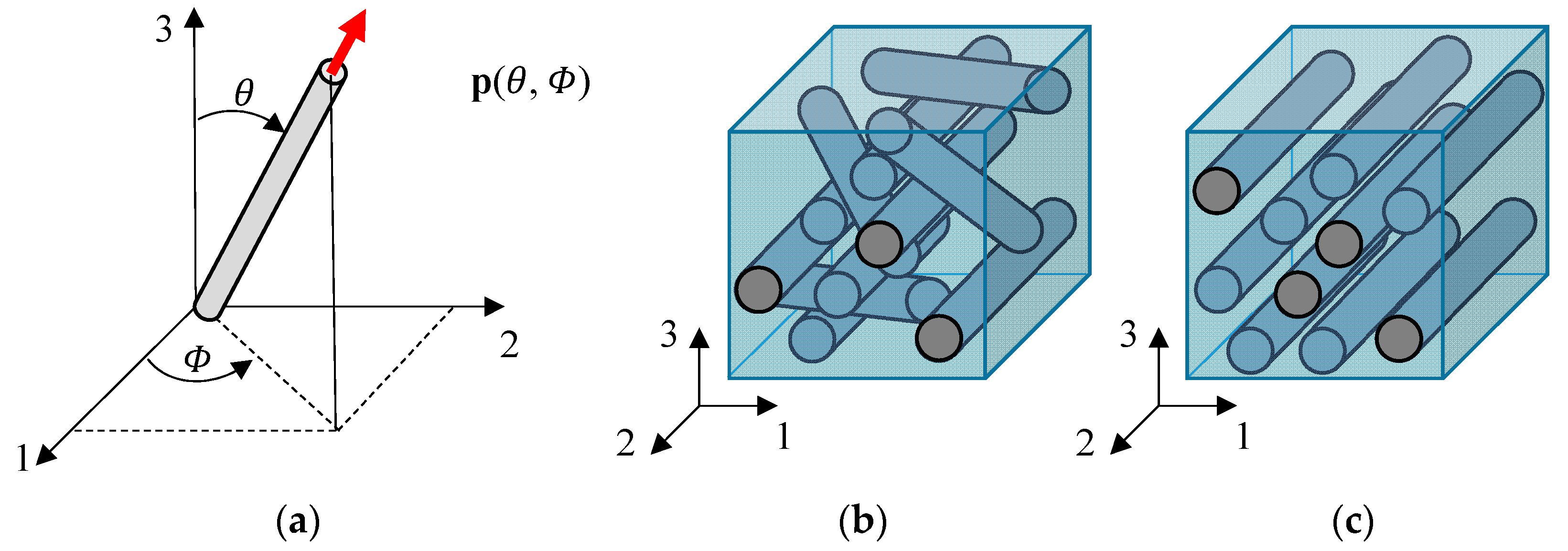
For the analysis of the fiber orientation distribution, Sharma et al. [
43] achieved sufficient results with a tensor-based marker watershed method. However, the method is relatively sensitive to improper surface preparation and image processing techniques. A better application seems to be the evaluation of industrial micro-computed tomography (μCT) images. The fiber orientation is described in accordance with the work of Adavani and Tucker [
44], who assume that each fiber can be represented by a unit vector
spherical coordinates. The orientation is then described in tensor form. A schematic representation can be seen in
Figure 1 (left). Mathematically, the unit vector is described with the angles
,
as:
The orientation tensor or Advani–Tucker tensor is calculated as:
While
is the product of the fiber orientation vector with itself,
represents a probability function of all possible orientations. This results in the following tensor components:
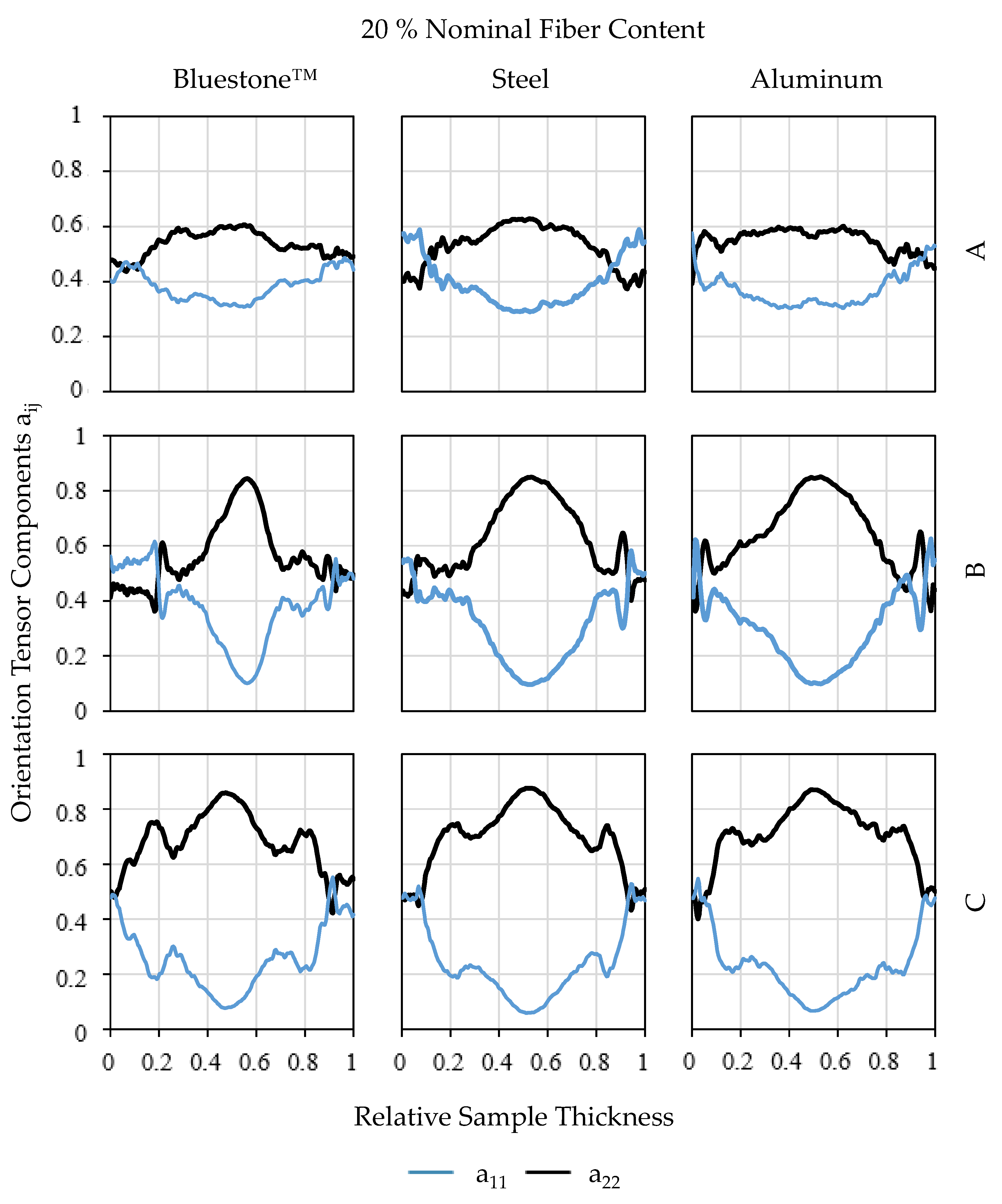
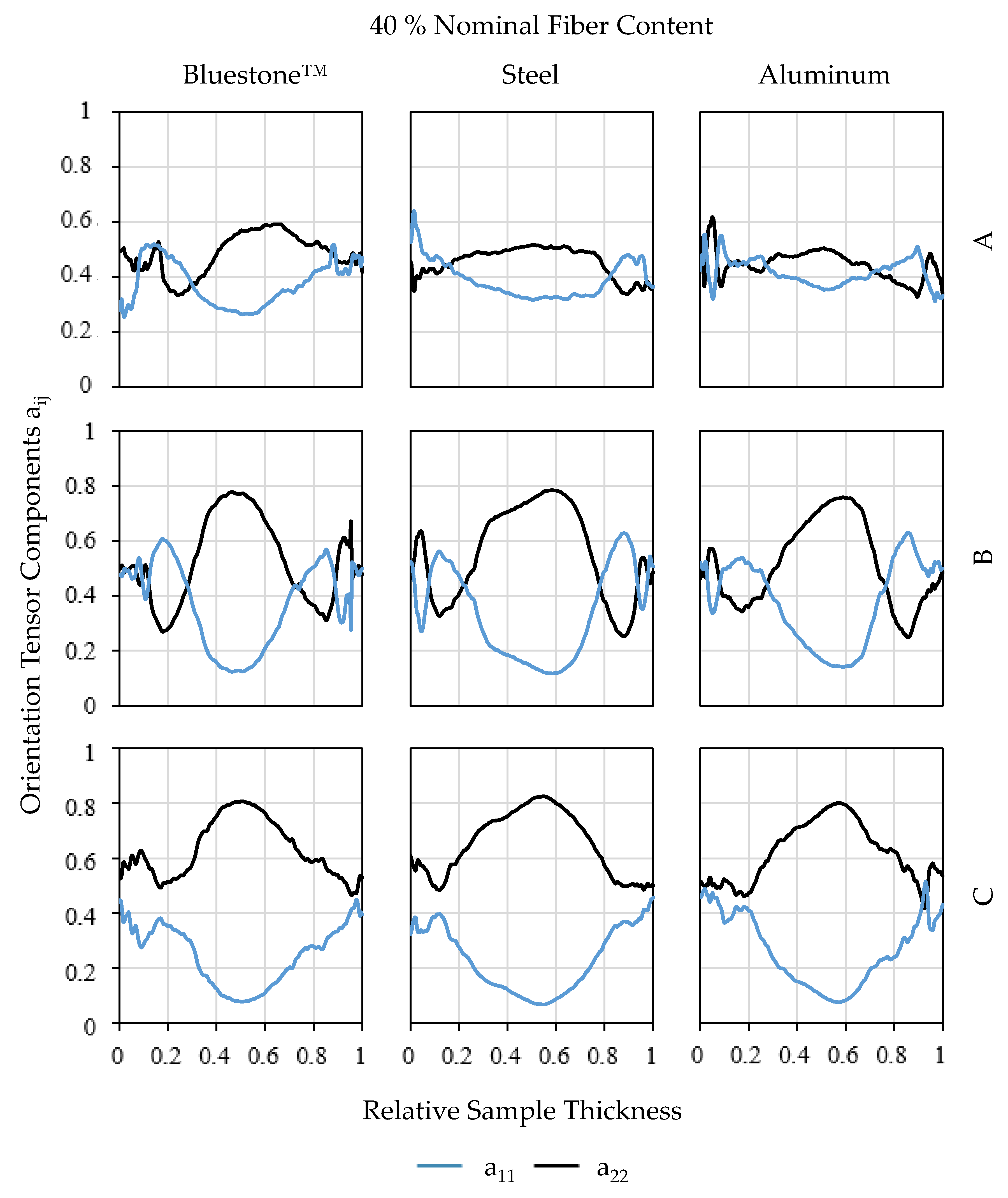
Experimental data are conventionally illustrated using the orientation tensor form. The diagonal components of the second order orientation tensor (
,
, and
) describe the degree of orientation with respect to the defined coordinate system. Conventionally, the reference coordinates are defined so that the 1-direction represents the inflow direction, the 2-direction is the crossflow direction and the 3-direction is the thickness direction. The off-diagonal components of the orientation tensor show the tilt of the orientation tensor from the coordinate axes. Hence, they are zero only if the coordinate axes align with the principal directions of the orientation tensor [
44]. Two examples for possible fiber alignment are given in
Figure 1. If completely random orientation occurs, the diagonal elements are
=
=
= 1/3 (middle). For fiber orientation perpendicular to in-flow direction, the tensor elements are
= 0
= 1 and
= 0 (right).





































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}