Investigating the Effect of Interface Morphology in Adhesively Bonded Composite Wavy-Lap Joints

 , and
, and
Abstract
:1. Introduction
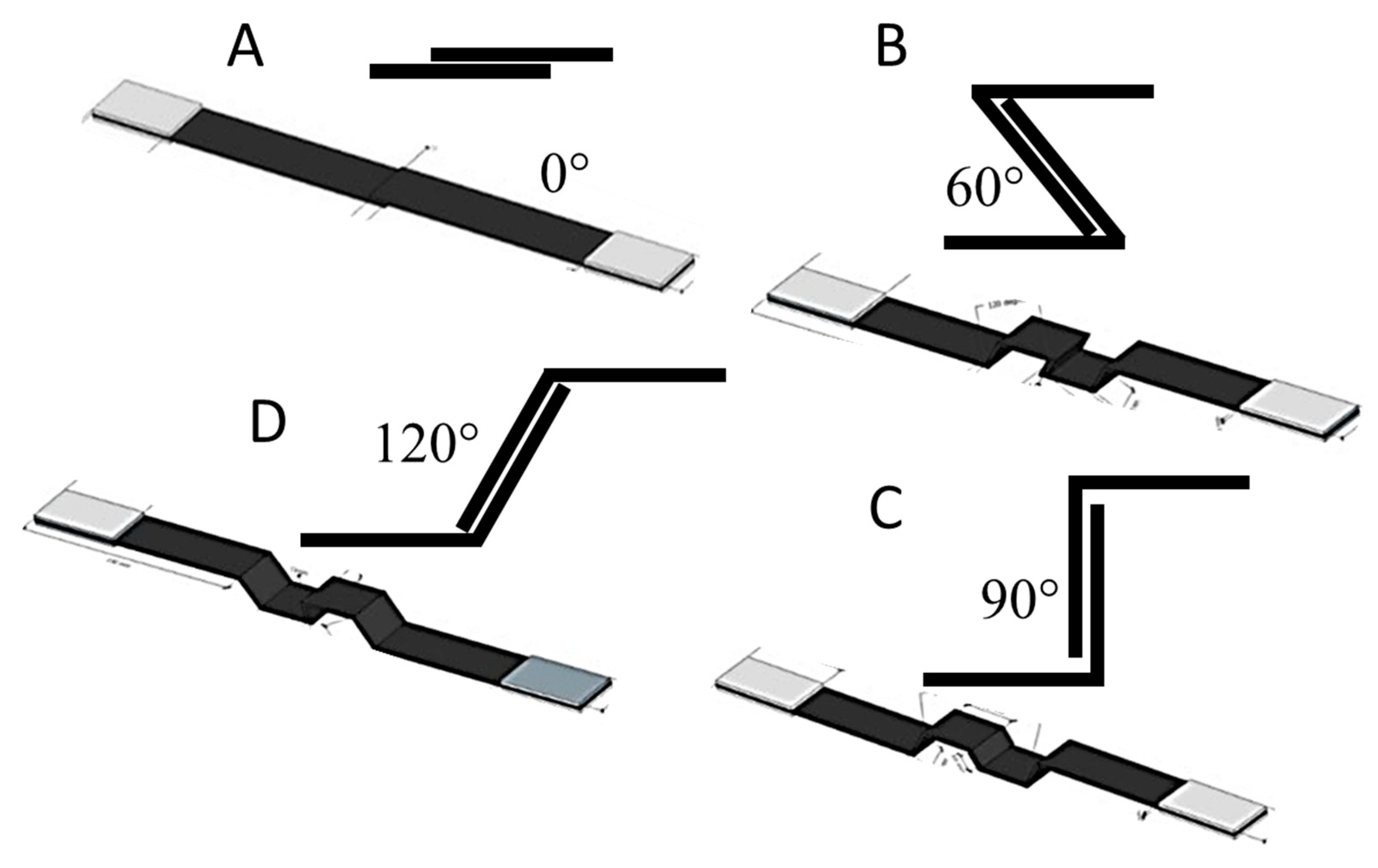
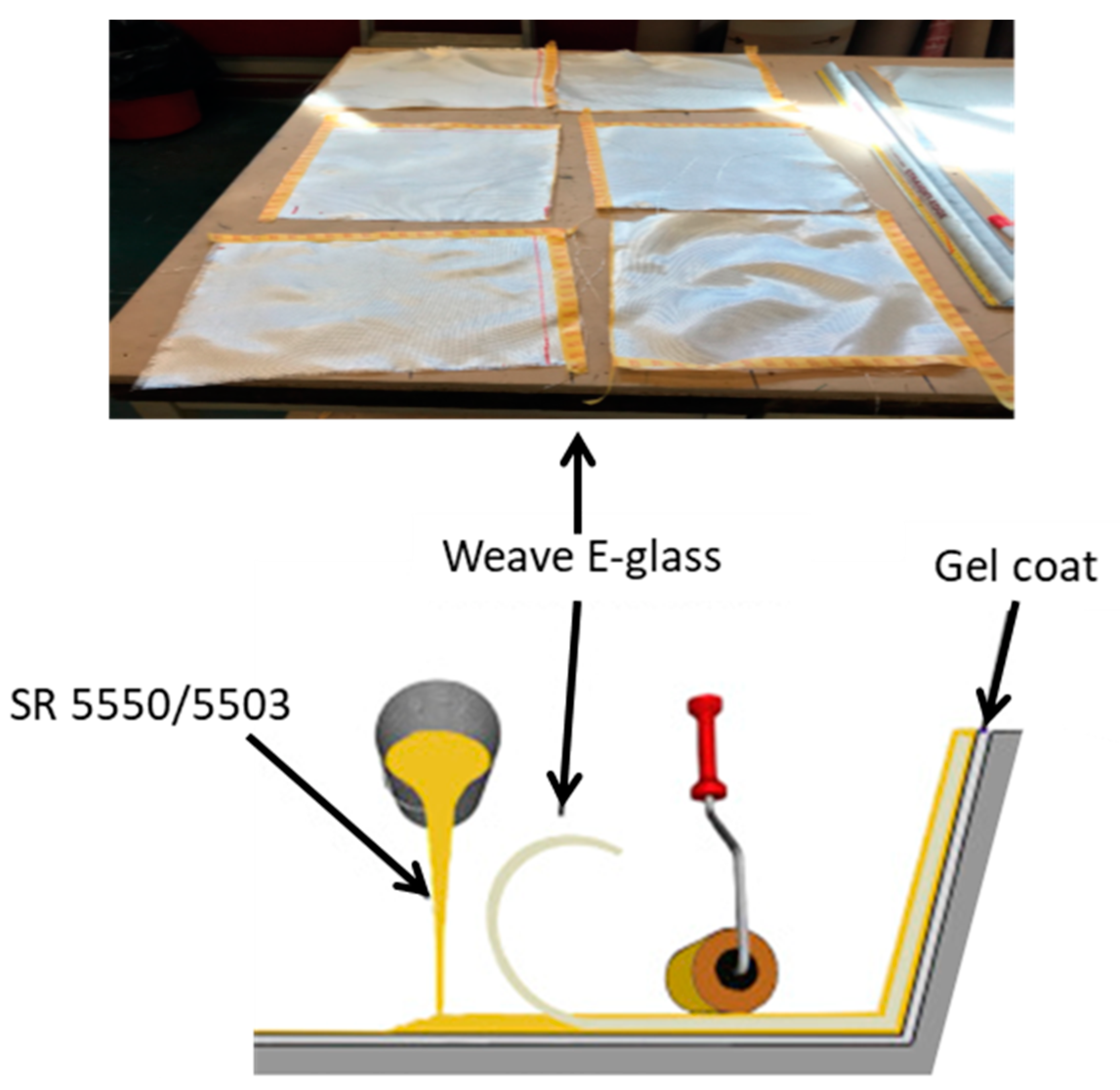
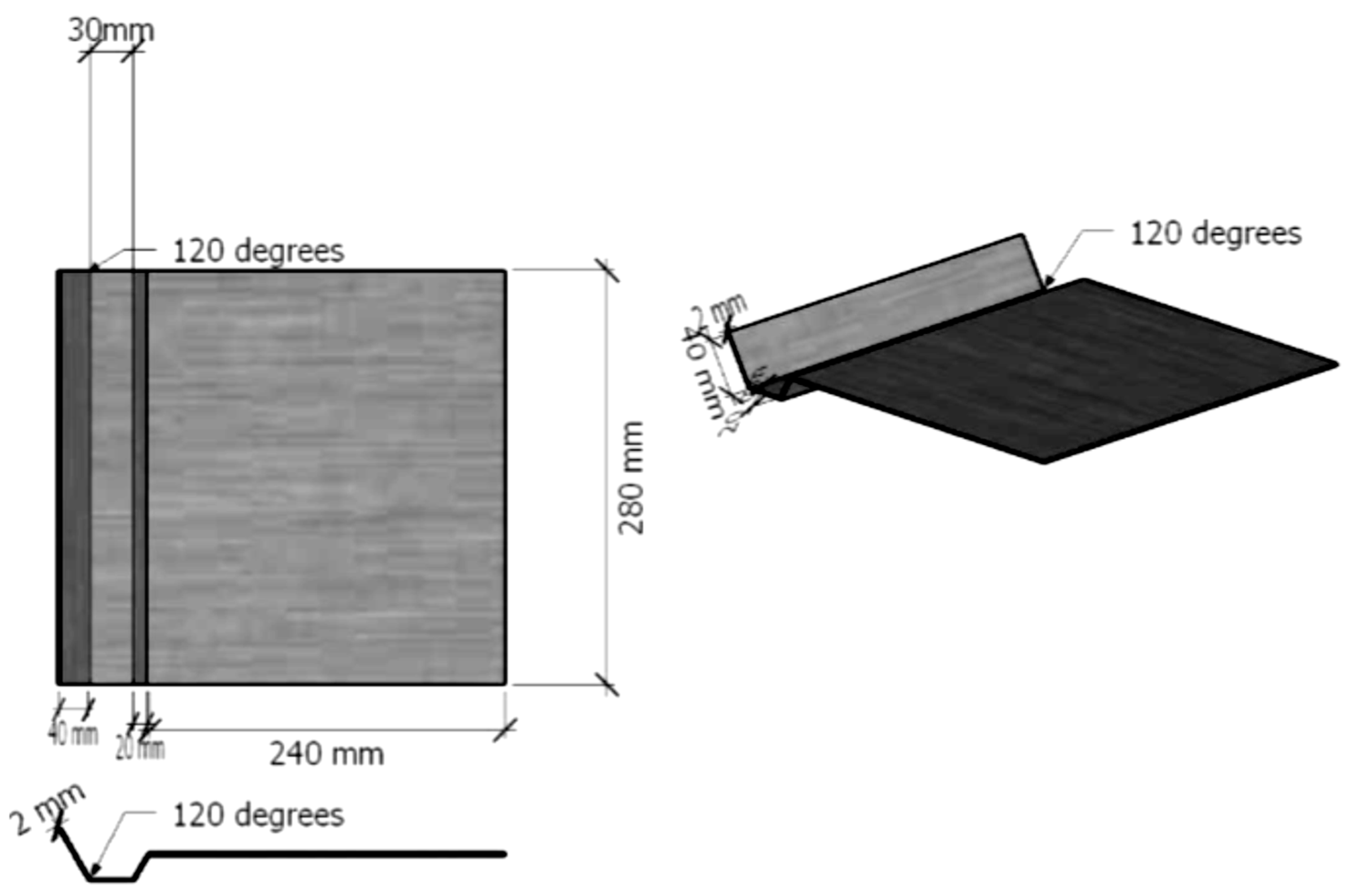
2. Materials and Manufacturing
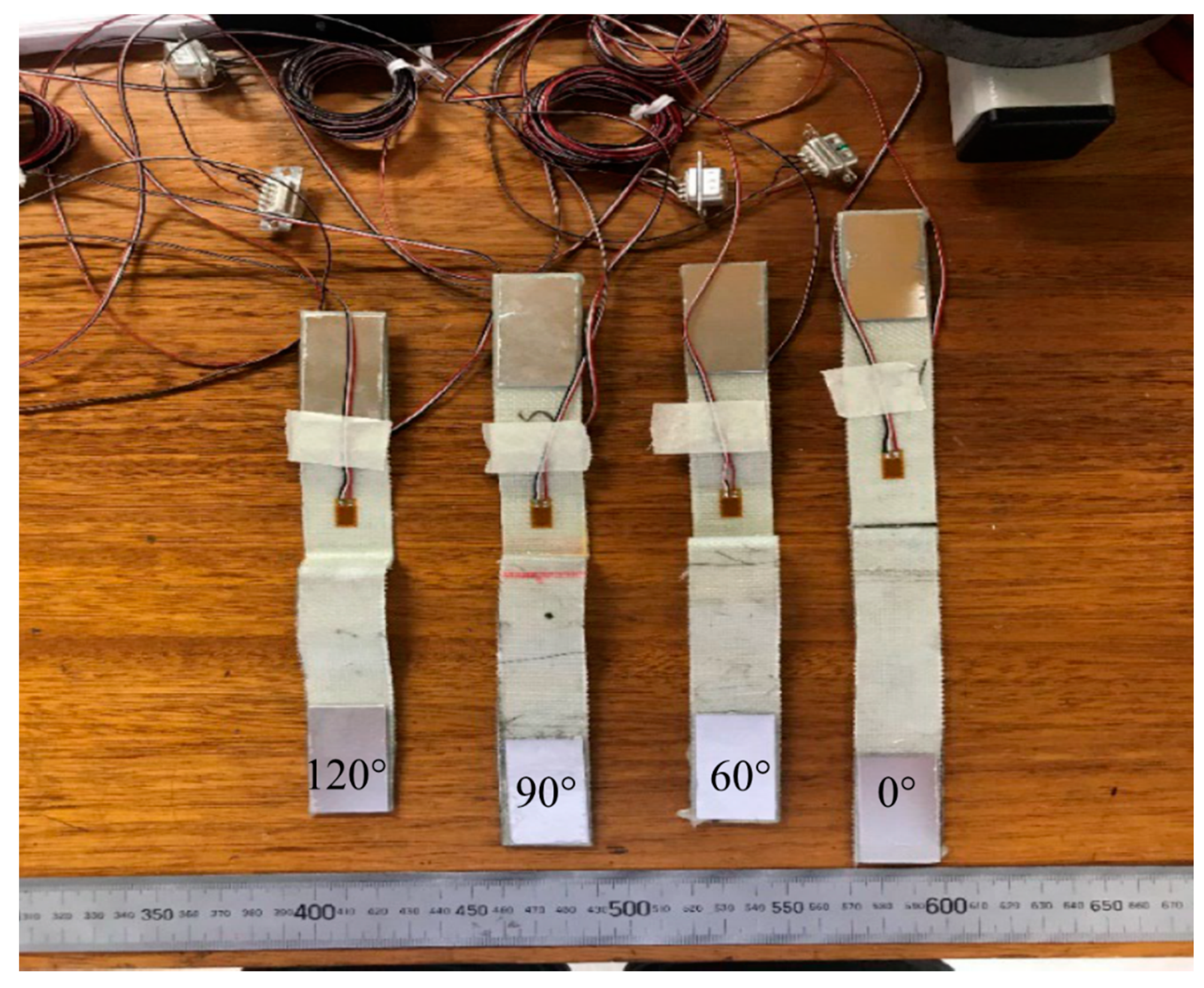
3. Mechanical Testing
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Meredith, J.; Bilson, E.; Powe, R.; Collings, E.; Kirwan, K. A performance versus cost analysis of prepreg carbon fibre epoxy energy absorption structures. Compos. Struct. 2015, 124, 206–213. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Sridhar, I.; Sivashanker, S.; Osiyemi, S.; Bag, A. Tensile failure of adhesively bonded CFRP composite scarf joints. Mater. Sci. Eng. B 2006, 132, 113–120. [Google Scholar] [CrossRef]
- Burns, L.; Mouritz, A.; Pook, D.; Feih, S. Bio-inspired design of aerospace composite joints for improved damage tolerance. Compos. Struct. 2012, 94, 995–1004. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Dong, Y.; Sarker, P.; Uddin, M.; Littlefair, G.; Dixit, A.; Chattopadhyaya, S. Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys—A review. Compos. Part A: Appl. Sci. Manuf. 2017, 101, 1–29. [Google Scholar] [CrossRef] [Green Version]
- Banea, M.D.; Da Silva, L.F.M. Adhesively bonded joints in composite materials: An overview. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2009, 223, 1–18. [Google Scholar] [CrossRef]
- Kim, K.-S.; Yoo, J.-S.; Yi, Y.-M.; Kim, C.-G. Failure mode and strength of uni-directional composite single lap bonded joints with different bonding methods. Compos. Struct. 2006, 72, 477–485. [Google Scholar] [CrossRef]
- Khan, M.; Aglietti, G.; Crocombe, A.; Viquerat, A.; Hamar, C. Development of design allowables for the design of composite bonded double-lap joints in aerospace applications. Int. J. Adhes. Adhes. 2018, 82, 221–232. [Google Scholar] [CrossRef] [Green Version]
- Silva, D.F.O.; Campilho, R.; Silva, F.J.G.; Carvalho, U.T.F. Application a direct/cohesive zone method for the evaluation of scarf adhesive joints. Appl. Adhes. Sci. 2018, 6, 13. [Google Scholar] [CrossRef] [Green Version]
- Budhe, S.; Banea, M.; De Barros, S.; Da Silva, L. An updated review of adhesively bonded joints in composite materials. Int. J. Adhes. Adhes. 2017, 72, 30–42. [Google Scholar] [CrossRef]
- Davis, M.; Bond, D. Principles and practices of adhesive bonded structural joints and repairs. Int. J. Adhes. Adhes. 1999, 19, 91–105. [Google Scholar] [CrossRef]
- Kinloch, A.J. Interfacial Fracture Mechanical Aspects of Adhesive Bonded Joints—A Review. J. Adhes. 1979, 10, 193–219. [Google Scholar] [CrossRef]
- Sheppard, A.; Kelly, D.; Tong, L. A damage zone model for the failure analysis of adhesively bonded joints. Int. J. Adhes. Adhes. 1998, 18, 385–400. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Landrock, A.H. Adhesives Technology Handbook; Elsevier BV: London, UK, 2015. [Google Scholar]
- Katsiropoulos, C.; Chamos, A.N.; Tserpes, K.I.; Pantelakis, S. Fracture toughness and shear behavior of composite bonded joints based on a novel aerospace adhesive. Compos. Part B Eng. 2012, 43, 240–248. [Google Scholar] [CrossRef]
- Kim, W.-S.; Yun, I.-H.; Lee, J.-J.; Jung, H.-T. Evaluation of mechanical interlock effect on adhesion strength of polymer–metal interfaces using micro-patterned surface topography. Int. J. Adhes. Adhes. 2010, 30, 408–417. [Google Scholar] [CrossRef]
- Molitor, P.; Barron, V.; Young, T. Surface treatment of titanium for adhesive bonding to polymer composites: A review. Int. J. Adhes. Adhes. 2001, 21, 129–136. [Google Scholar] [CrossRef]
- Renton, W.J.; Vinson, J.R. The Efficient Design of Adhesive Bonded Joints. J. Adhes. 1975, 7, 175–193. [Google Scholar] [CrossRef]
- Da Silva, L.; Adams, R. Adhesive joints at high and low temperatures using similar and dissimilar adherends and dual adhesives. Int. J. Adhes. Adhes. 2007, 27, 216–226. [Google Scholar] [CrossRef]
- Akrami, R.; Fotouhi, S.; Fotouhi, M.; Bodaghi, M.; Clamp, J.; Bolouri, A. High-performance bio-inspired composite T-joints. Compos. Sci. Technol. 2019, 184, 107840. [Google Scholar] [CrossRef]
- Zeng, Q.-G.; Sun, C.T. Novel Design of a Bonded Lap Joint. AIAA J. 2001, 39, 1991–1996. [Google Scholar] [CrossRef]
- Ávila, A.F.; Bueno, P.D.O. Stress analysis on a wavy-lap bonded joint for composites. Int. J. Adhes. Adhes. 2004, 24, 407–414. [Google Scholar] [CrossRef]
- Ashrafi, M.; Ajdari, A.; Rahbar, N.; Papadopoulos, J.; Nayeb-Hashemi, H.; Vaziri, A. Adhesively bonded single lap joints with non-flat interfaces. Int. J. Adhes. Adhes. 2012, 32, 46–52. [Google Scholar] [CrossRef]
- Her, S.-C. Stress analysis of adhesively-bonded lap joints. Compos. Struct. 1999, 47, 673–678. [Google Scholar] [CrossRef]
- Boss, J.; Ganesh, V.; Lim, C. Modulus grading versus geometrical grading of composite adherends in single-lap bonded joints. Compos. Struct. 2003, 62, 113–121. [Google Scholar] [CrossRef]
- Ayatollahi, M.; Samari, M.; Razavi, S.M.J.; Da Silva, L.F.M. Fatigue performance of adhesively bonded single lap joints with non-flat sinusoid interfaces. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1355–1363. [Google Scholar] [CrossRef]
- ASTM International. D5573-99 Standard Practice for Classifying Failure Mode in Fiber-Reinforced-Plastic (FRP); ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Adin, H. The effect of angle on the strain of scarf lap joints subjected to tensile loads. Appl. Math. Model. 2012, 36, 2858–2867. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Yan, Y.; Zhang, T.; Liang, Z. Experimental study of adhesively bonded CFRP joints subjected to tensile loads. Int. J. Adhes. Adhes. 2015, 57, 95–104. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Configuration | Max Far Filed Stress (MPa) | Max Strain on the Joint (με) |
|---|---|---|
| Single-lap | 119 | 1899 |
| 60° | 63 | −3099 |
| 90° | 56 | −4193 |
| 120° | 53 | −4397 |
| Failure (Interfacial Failure) | Separation Occurs at the Adhesive-Adherend Interface |
|---|---|
| Cohesive failure | Separation occurs within the adhesive |
| Thin-layer cohesive failure (interphase failure) | Similar to cohesive failure, however this time it occurs close to the adhesive–adherend interface. It is observed as a small amount of adhesive on one of the adherend surfaces, while a thick layer of adhesive remains on the other. |
| Fiber-tear failure | Occurs directly within the fiber reinforced plastic matrix and can be observed by the appearance of reinforcing fibers on both ruptured surfaces. |
| Light-fiber-tear failure | Occurs within the fiber-reinforced plastic adherend, close to the surface and appears as a thin layer of the FRP resin matrix which is visible on the adhesive. There are also very few or no glass fibers transferred from the adherend to the adhesive. |
| Stock-break failure | Occurs when separation appears within the adherend yet outside the bonded region. |
| Mixed failure | Occurs when there a mixture of the modes mentioned above present. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akrami, R.; Anjum, S.; Fotouhi, S.; Boaretto, J.; de Camargo, F.V.; Fotouhi, M. Investigating the Effect of Interface Morphology in Adhesively Bonded Composite Wavy-Lap Joints. J. Compos. Sci. 2021, 5, 32. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5010032
Akrami R, Anjum S, Fotouhi S, Boaretto J, de Camargo FV, Fotouhi M. Investigating the Effect of Interface Morphology in Adhesively Bonded Composite Wavy-Lap Joints. Journal of Composites Science. 2021; 5(1):32. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5010032
Chicago/Turabian StyleAkrami, Roya, Shahwaiz Anjum, Sakineh Fotouhi, Joel Boaretto, Felipe Vannucchi de Camargo, and Mohamad Fotouhi. 2021. "Investigating the Effect of Interface Morphology in Adhesively Bonded Composite Wavy-Lap Joints" Journal of Composites Science 5, no. 1: 32. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5010032