1. Introduction
Due to rising emissions of climate-damaging gases, legislative restrictions are increasingly being imposed on the operation of machines, plants and mobility applications [
1]. One way of meeting these challenges is to develop lightweight components. Fiber-reinforced plastics (FRP) made of continuous fibers and thermoset matrix are particularly suitable for this purpose due to their high specific stiffness and strength [
2].
In addition to shell-shaped FRP components, rotationally symmetrical components such as drive shafts, tubes, rollers or tie rods are of particular importance. These components are often produced using pultrusion, winding, resin transfer molding (RTM) or blow molding [
3]. An alternative to these established manufacturing processes is the rotational molding process. In the early days of this process, cutted glass fibers with matrix were often used for liquid containers and silos [
4,
5]. Meanwhile, structural components are also manufactured for which a dry perform with continuous fiber reinforcement is used [
6,
7,
8,
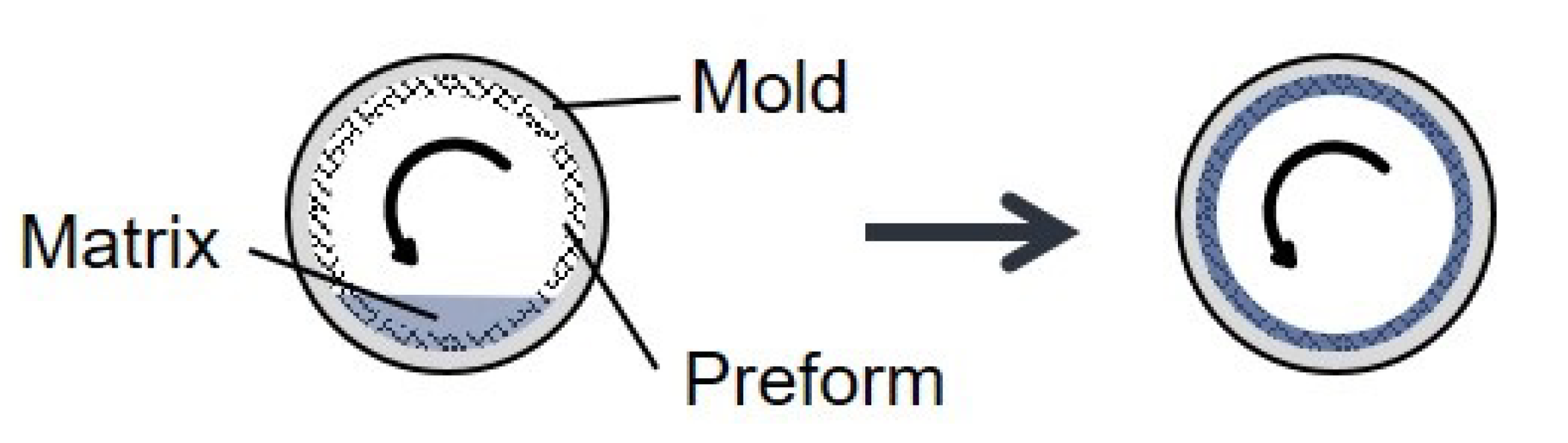
9]. This preform made of semi-finished products is placed in a mold and impregnated with a matrix under rotation (see
Figure 1). The matrix used can be either thermoplastic [
6] or thermoset [
7,
9]. The impregnation pressure is generated by the resulting centrifugal force due to the rotation. Infiltration and curing take place during rotation. After sufficient curing, the component can be removed from the mold with no need of further finishing work.
Compared to established manufacturing processes, metallic load introduction elements can be intrinsically joined in this process. No subsequent joining steps such as bolting, screwing or adhesive bonding are required [
9]. The connection between laminate and load introduction element can either be a co-cured or form-fit joint [
10,
11]. The co-cured joint is based on the adhesive properties of the thermoset matrix used.
Rotational molding, just as RTM or vacuum-assisted resin infusion (VARI), pertains to the liquid composite molding (LCM) processes. Therefore, the cycle time and thus the process costs strongly depend on the time required for infiltration and curing. In addition, it must be ensured that the preform is completely impregnated and that no dry spots occur. In general, the impregnation paths in the rotational molding process are short. As a result, the preform can be fully impregnated and cured in a very short time if heat is applied and low-viscosity matrix systems are used.
Koch [
10] developed an analytical model to predict the impregnation with thermoset matrix systems for rotational molding based on the work of Ehleben [
6]. The analytical model uses Darcy’s law [
12] and calculates the impregnation times as a function of preform permeability [
13,
14], viscosity and impregnation pressure. The impregnation pressure depends on geometry, rotation speed and volume of matrix used [
10].
A disadvantage of this analytical model is the fact that only very simple and no complex geometries with undercuts or polygons can be calculated. In addition, the analytical model cannot take into account multilayer structures with different fiber angles. Furthermore, in Koch’s model, the viscosity is assumed to be constant, and the cure degree is not considered. The cure degree is highly important, since this parameter can be used to determine the time of demolding to ensure that the part is not demolded too early (i.e. uncured) but also not too late (loss of valuable production time).
The current state of research shows different approaches for numerical modeling the LCM processes such as VARI [
15,
16] or RTM [
17,
18,
19,
20,
21]. As with analytical calculations, Darcy’s law is used. For the numerical simulation, kinetic, viscosity and permeability must be calculated. The Kamal-Sourour model [
22] is often used for kinetics and the Castro-Macosko model [
23] for viscosity. In addition, semi-analytical approaches [
13] or flow measurements [
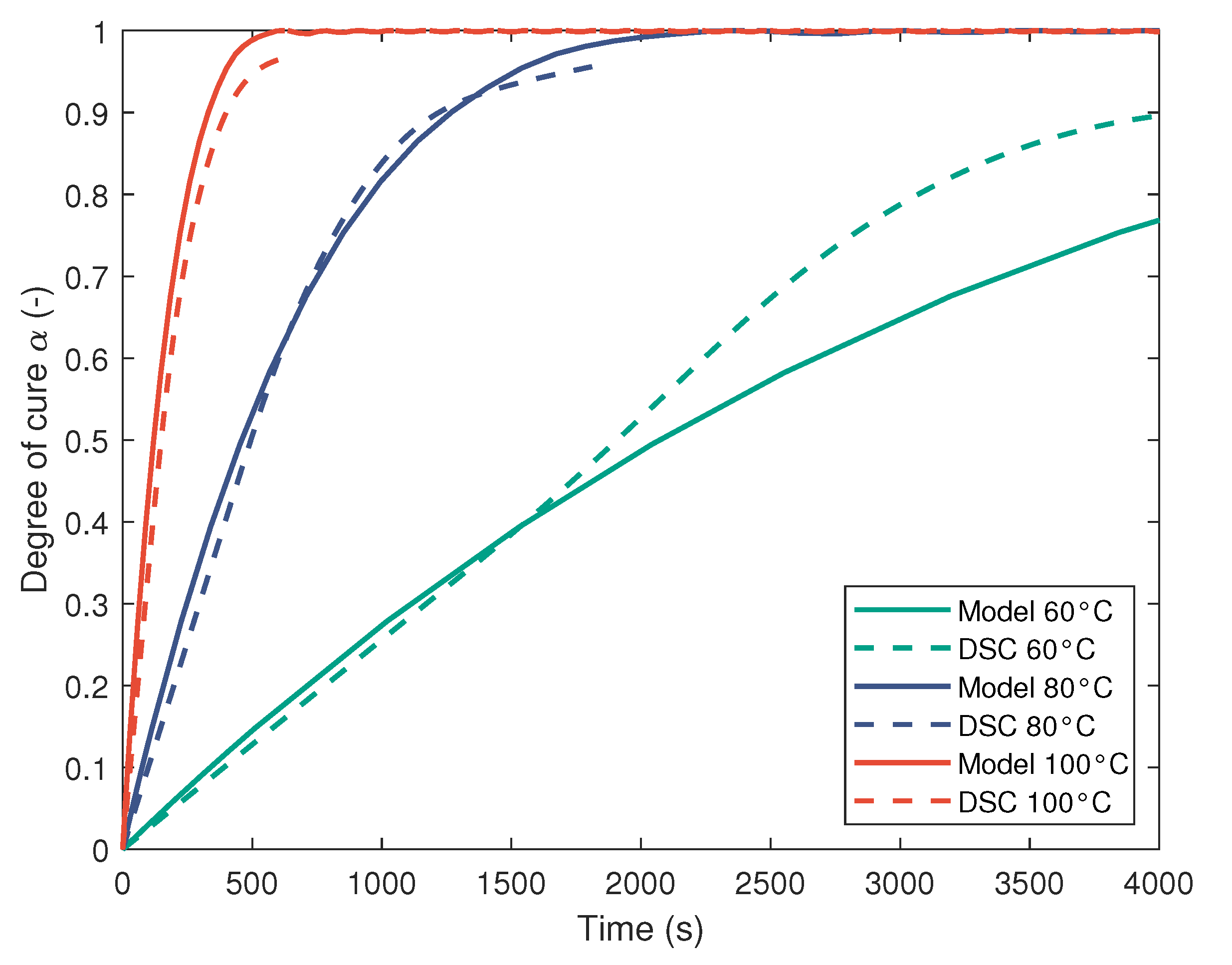
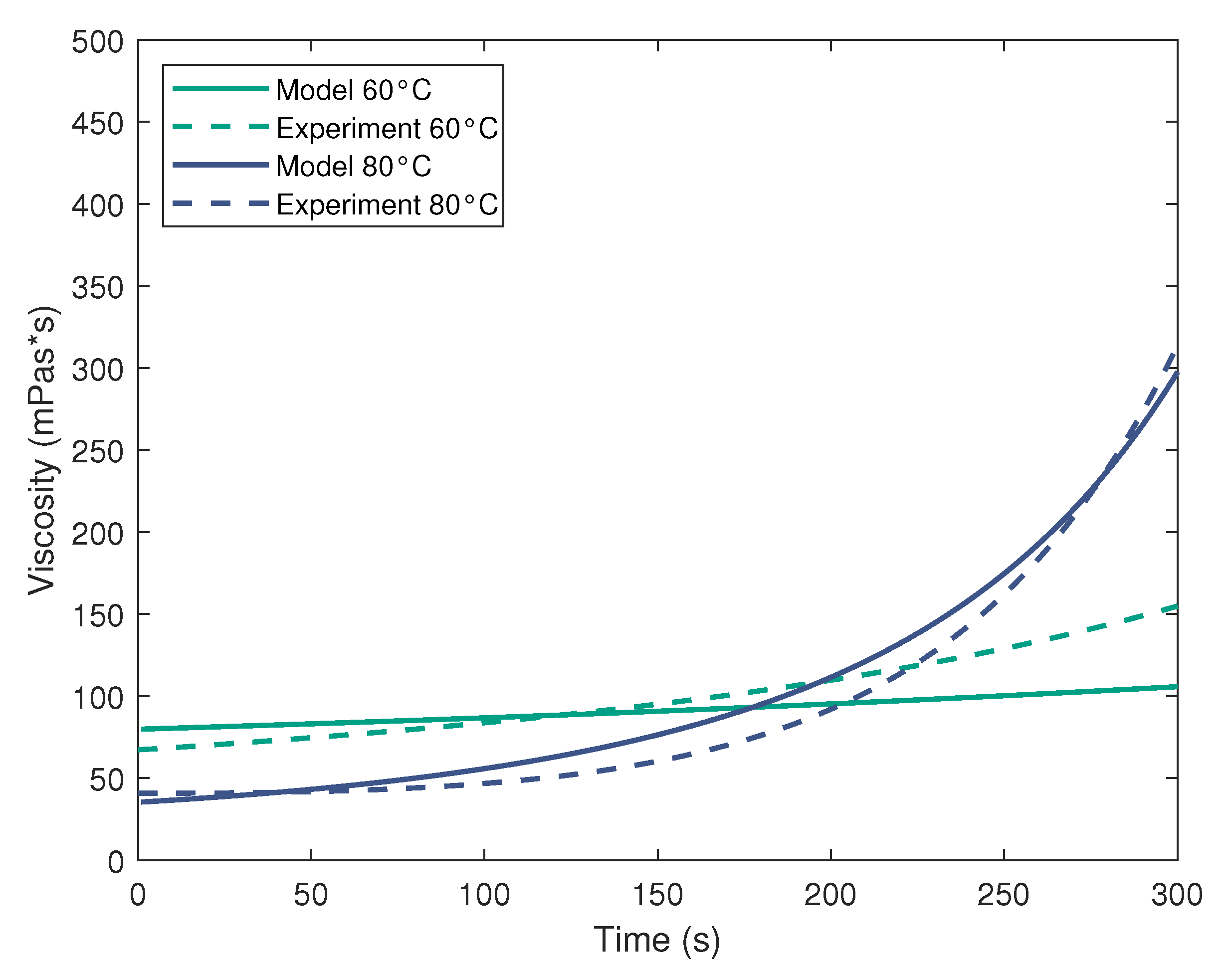
24] are used to determine permeability. Kinetic and viscosity model are linked via the degree of cure
. Isothermal measurements of curing show a faster increase in viscosity at higher temperature. The degree of cure
also increases faster over time at higher temperatures and reaches higher values. Laminates with higher values of
show slightly higher crack initiation stresses [
25]. However, depending on the desired mechanical properties, different temperatures and curing cycles can be applied [
26].
For the numerical modeling of conventional LCM processes, the commercial programs PAM-RTM or Ansys Fluent are often used. However, they are only specifically suitable for modeling the RTM or VARI process. The rotational molding process differs significantly from the known processes due to the rotating motion. Currently, no approach exists for numerical modeling of the rotational molding process.
Therefore, the objective of this research is to develop a numerical model for the rotational molding process. For the purpose of ensuring the necessary freedom in the implementation of the process, the present approach applies the OpenFOAM© software [
27]. Compared to the RTM or VARI process, other boundary conditions must be applied. The viscosity of the matrix system and the permeability of the preform are characterized using experimental data that is fitted to suitable models. To validate the numerical model, a measurement principle is developed and integrated into the rotational molding process. Experimental and simulated results are compared to evaluate the model.
4. Results
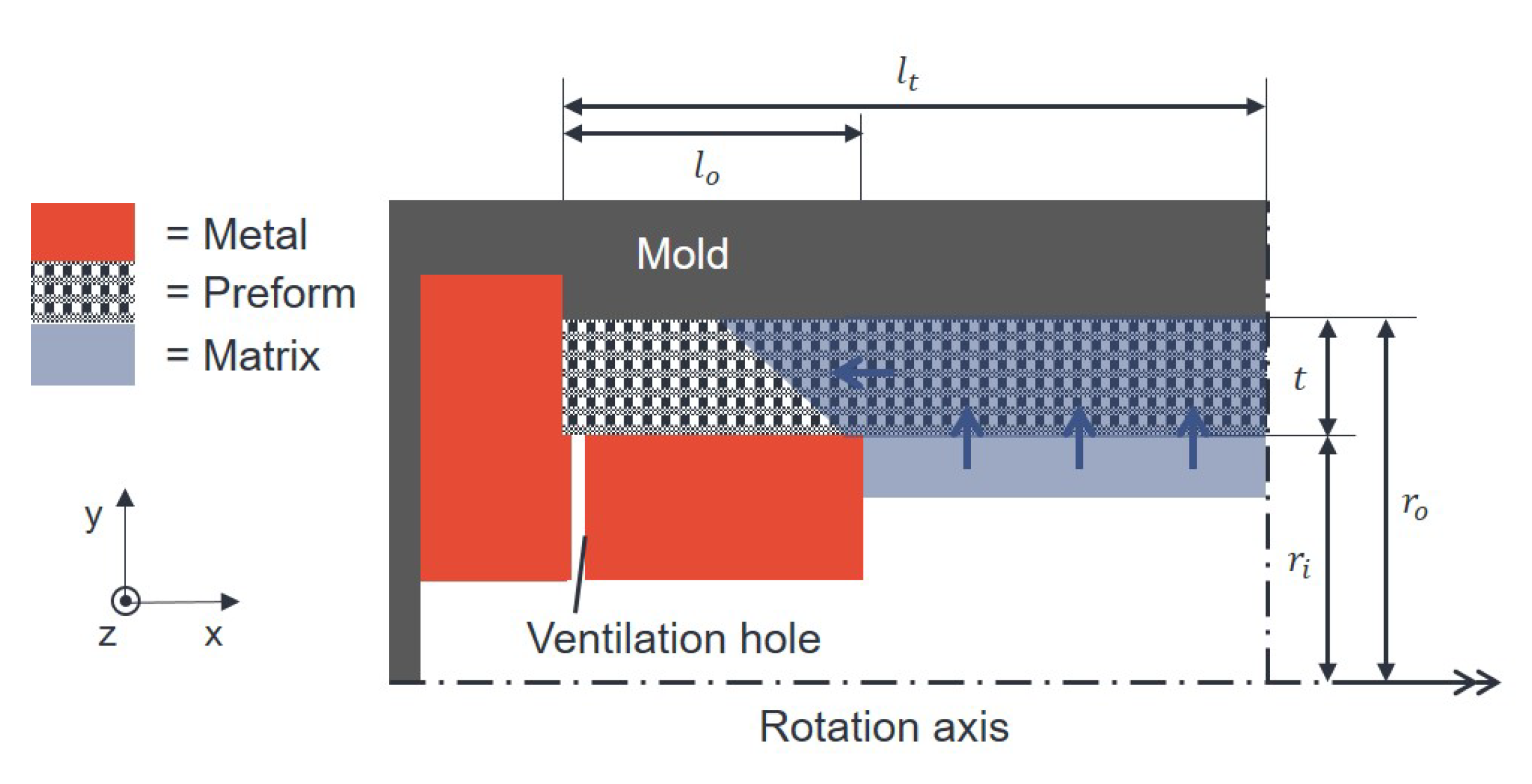
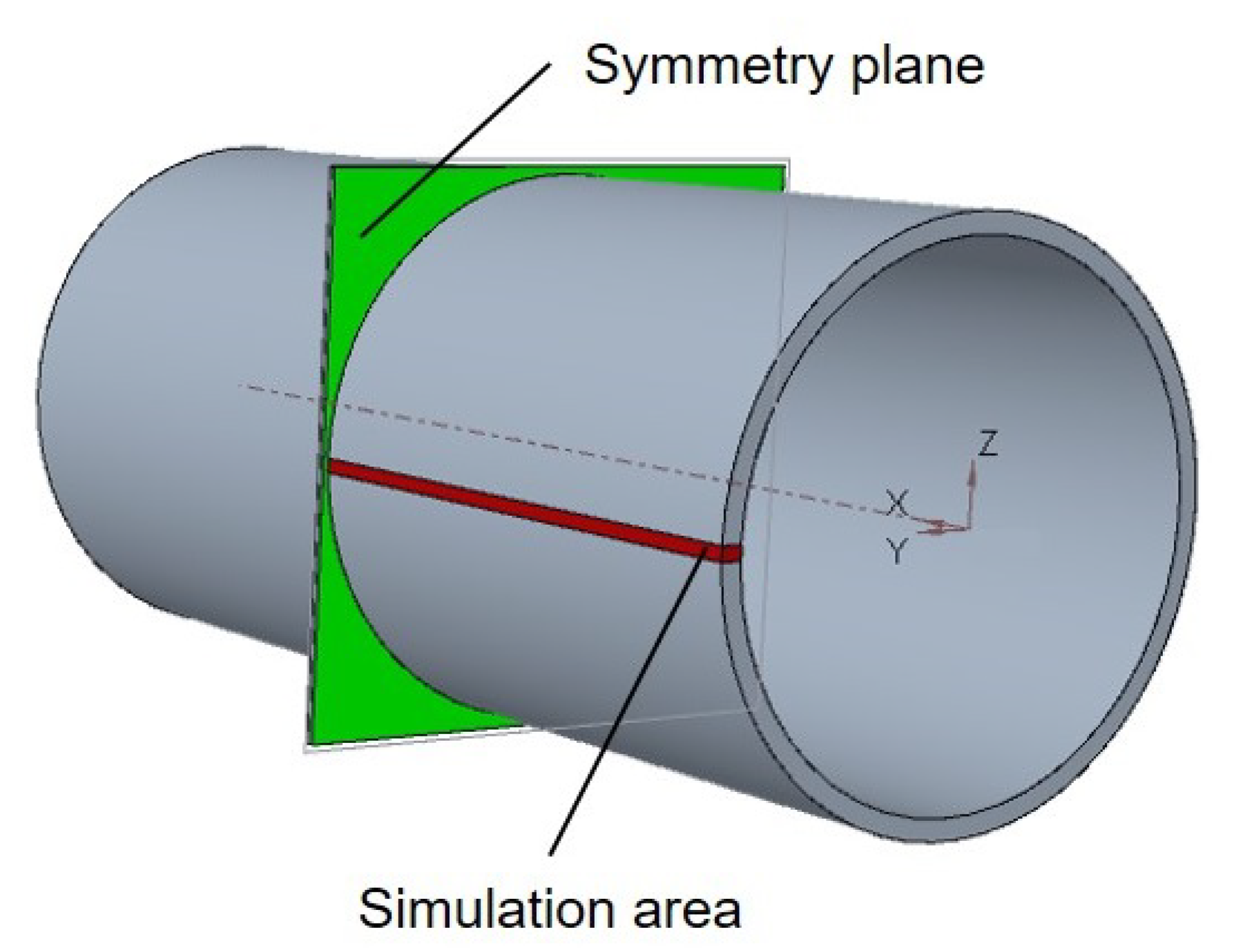
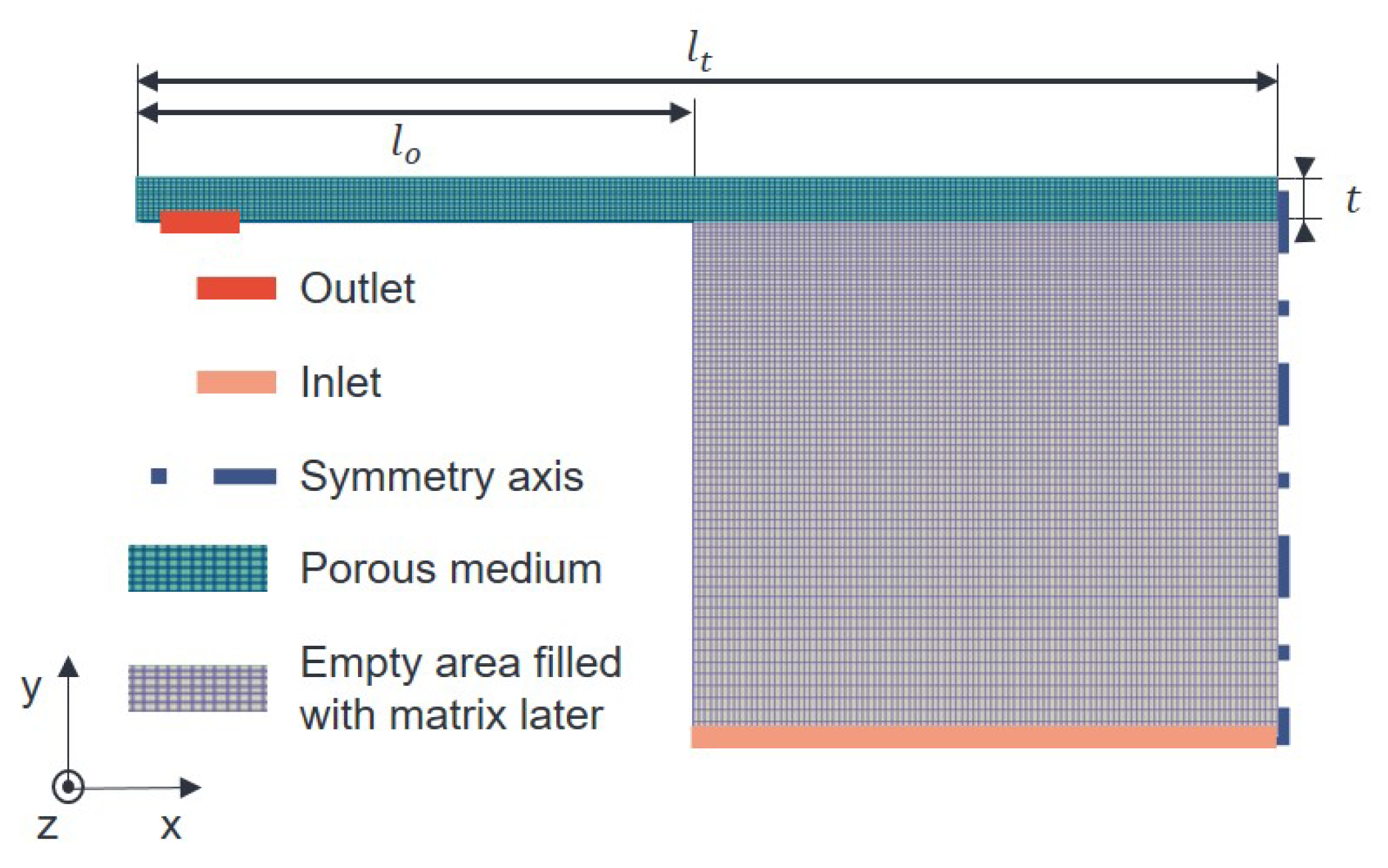
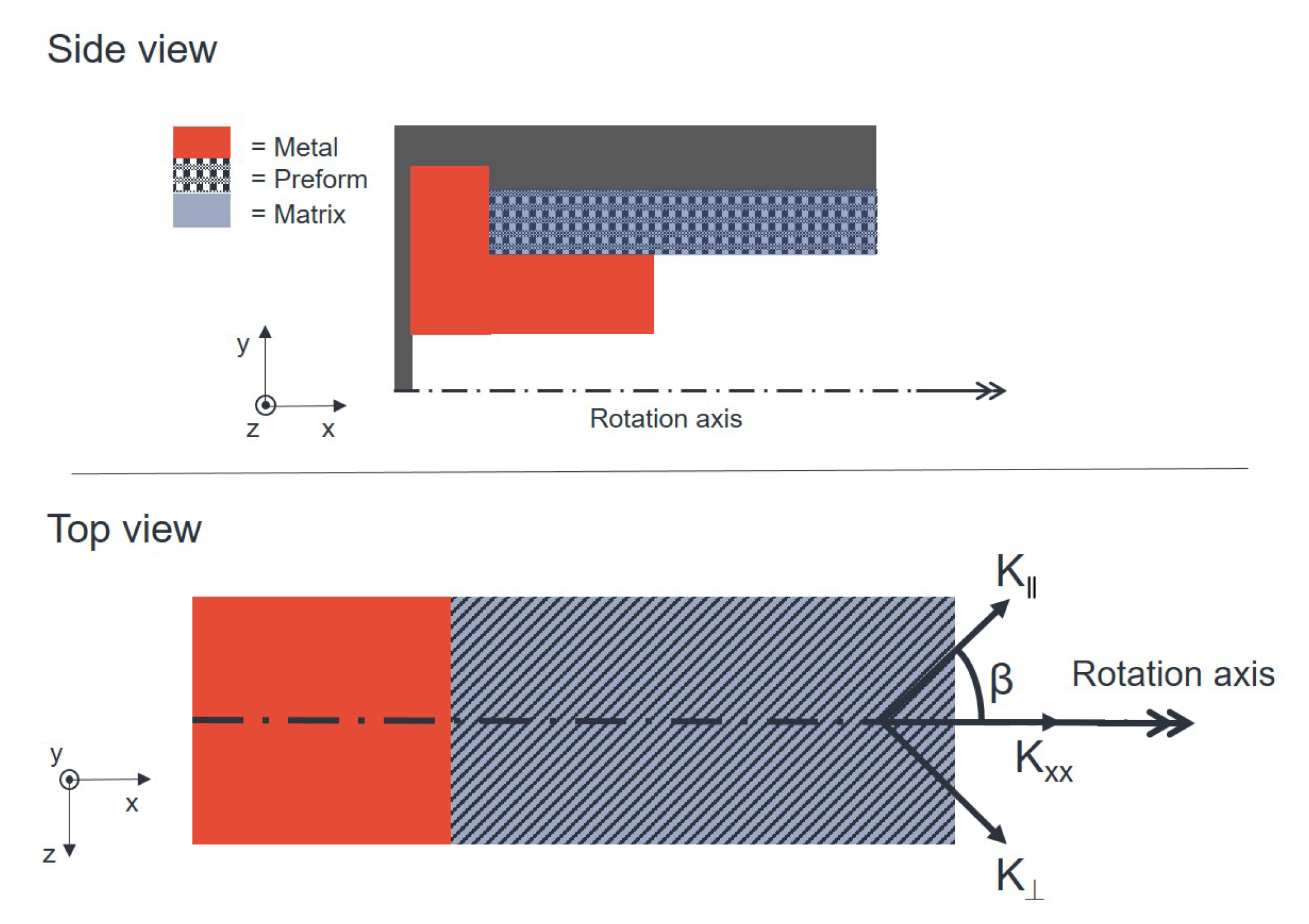
Using the developed numerical solver for the rotational molding process, a simulation is performed in OpenFOAM. For this purpose, the corresponding area from
Figure 3 and
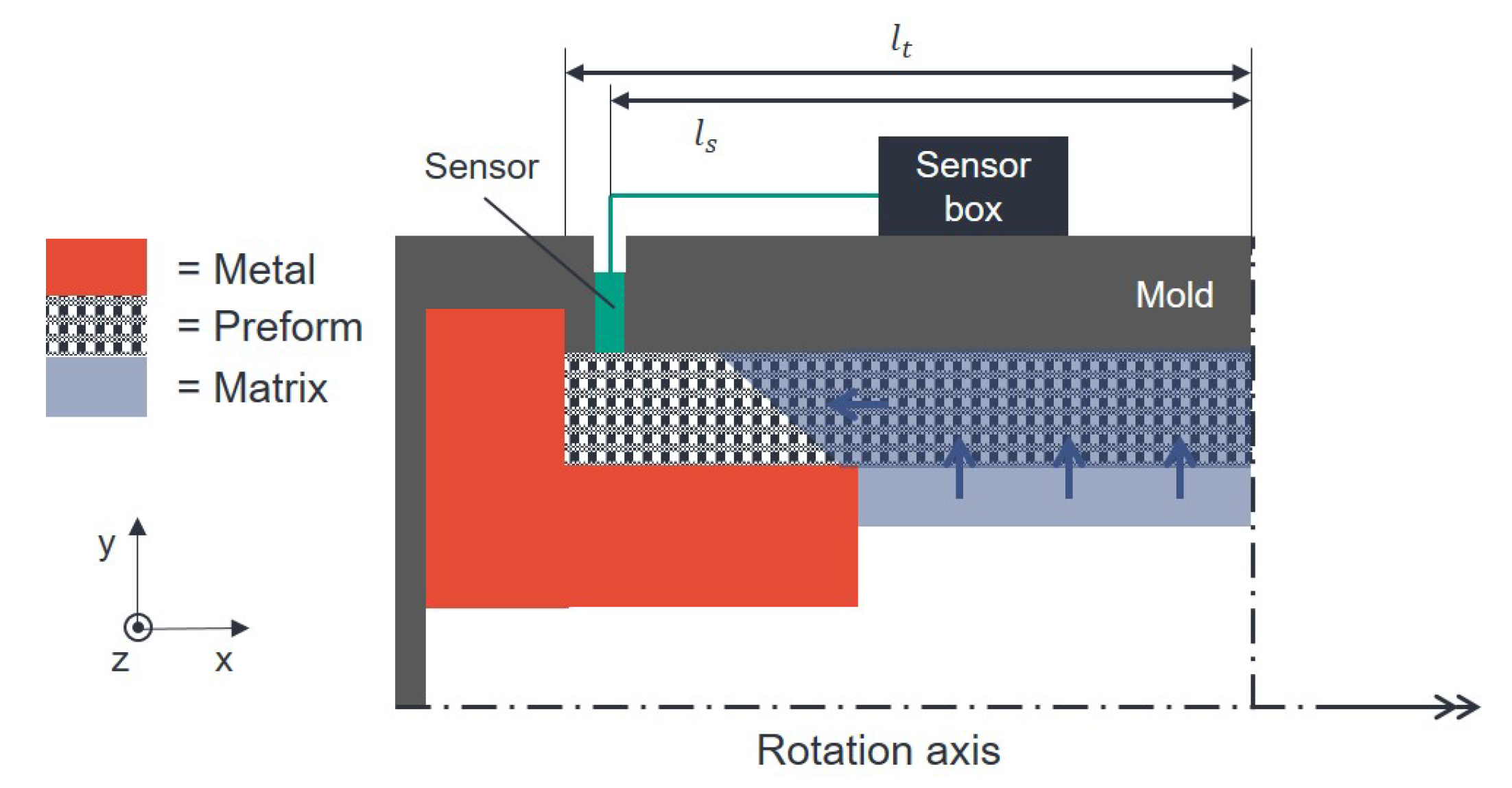
Figure 4 is considered. The size of the simulation model equals the validation geometry. The overlap length between laminate and load introduction element is 40 mm and the thickness of the preform is 3 mm (see
Table 8). The temperature specified is 60 °C, which is particularly important for the adapted kinetic model and also for the viscosity model. A speed of 1200 RPM is set for the rotation and the values for axial and radial permeability from
Section 2.2.3 are placed in the solver.
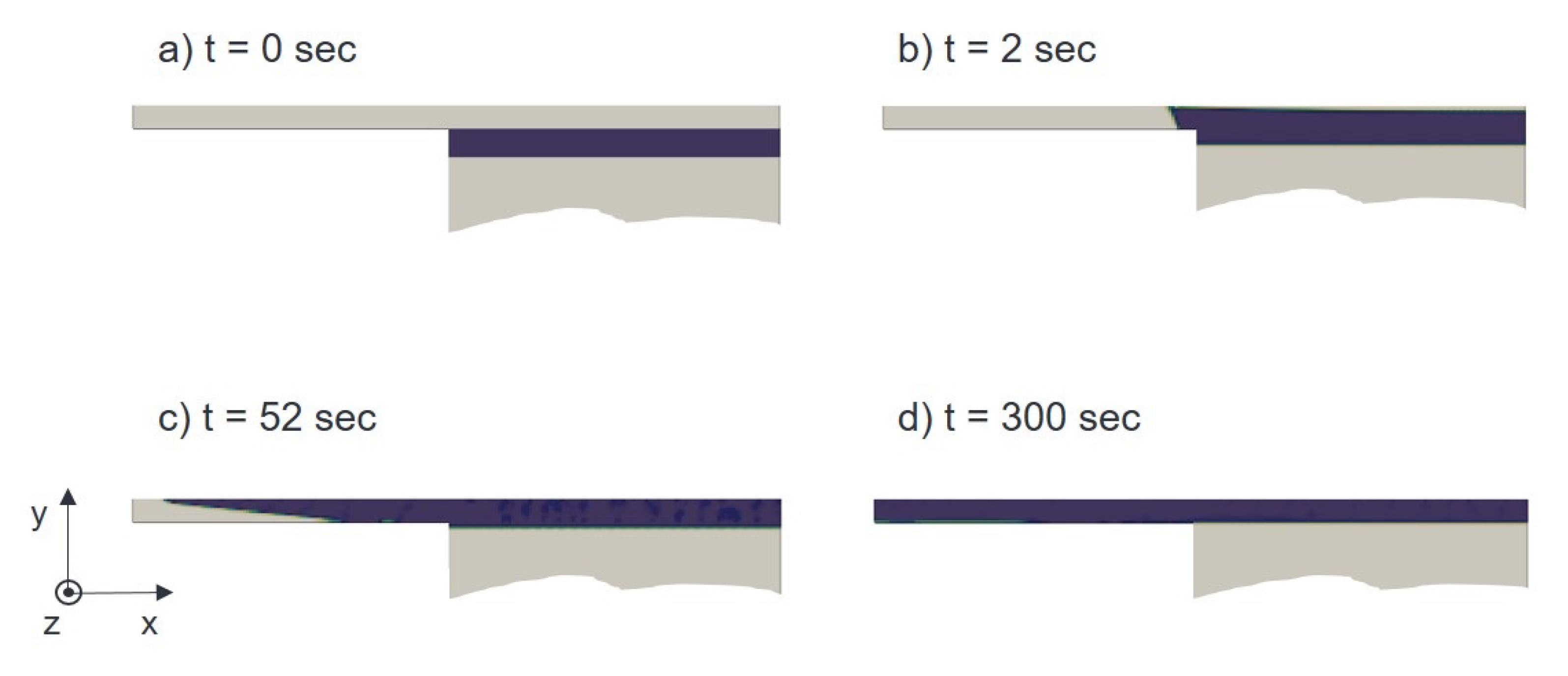
Different stages of the impregnation are illustrated in
Figure 13. At t = 0 s, the matrix is introduced into a region without permeability and there is no rotation yet. It can be observed that the radial impregnation (y direction) of the preform takes place very quickly at the parameters used and is almost complete at t = 2 s. Axial impregnation requires considerably more time and is preceded by a flow front on the inside of the mold (
Figure 13c).
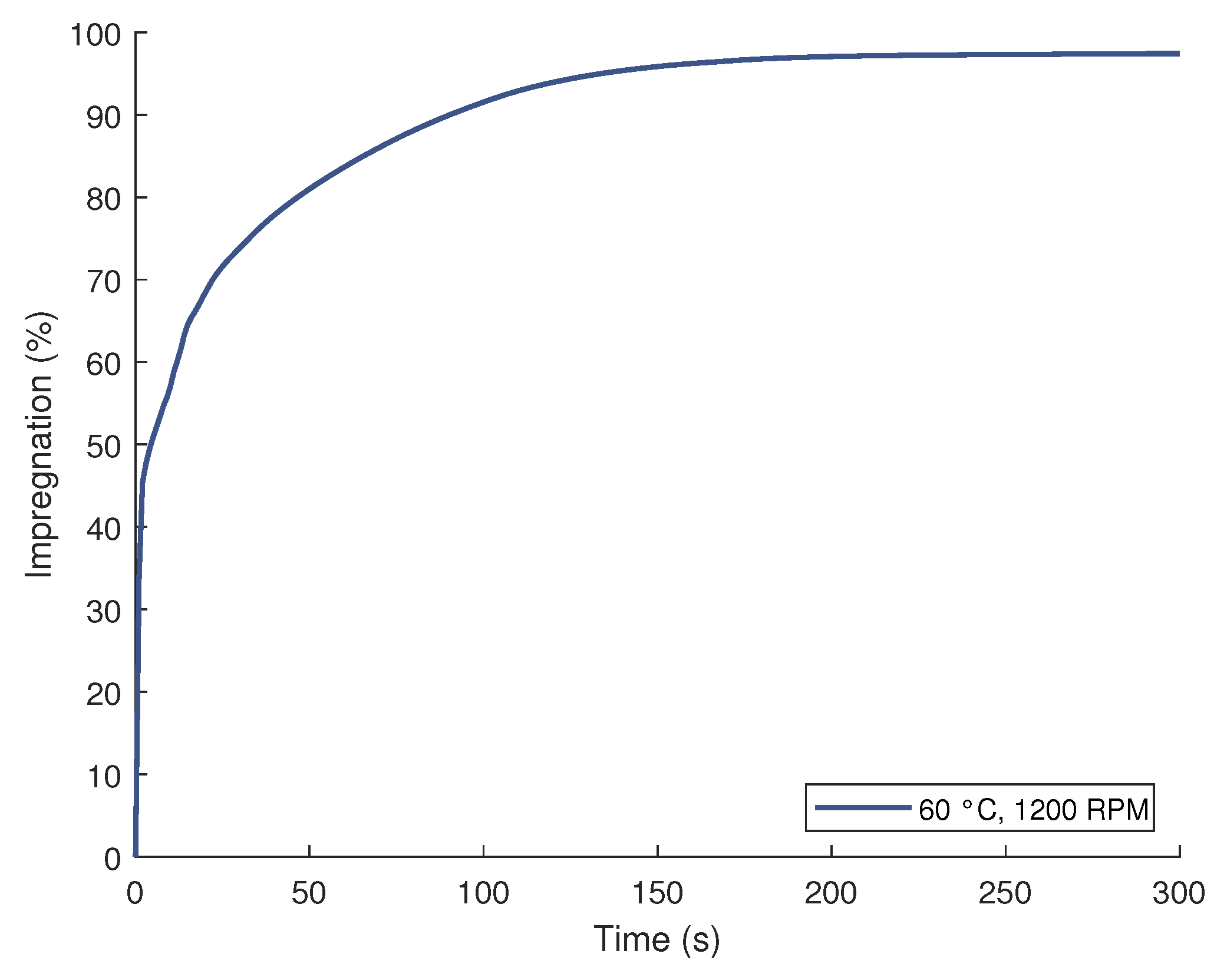
Figure 14 shows the impregnation process over time. A value of 100% means that the volume of the preform to be filled is completely impregnated. The simulation results demonstrate that 100% impregnation cannot be fully achieved with the used parameters. This is consistent with the findings from real experiments, where it is found that a small matrix excess is always required for generating sufficient pressure to ensure complete impregnation of the preform and good surface quality [
10].
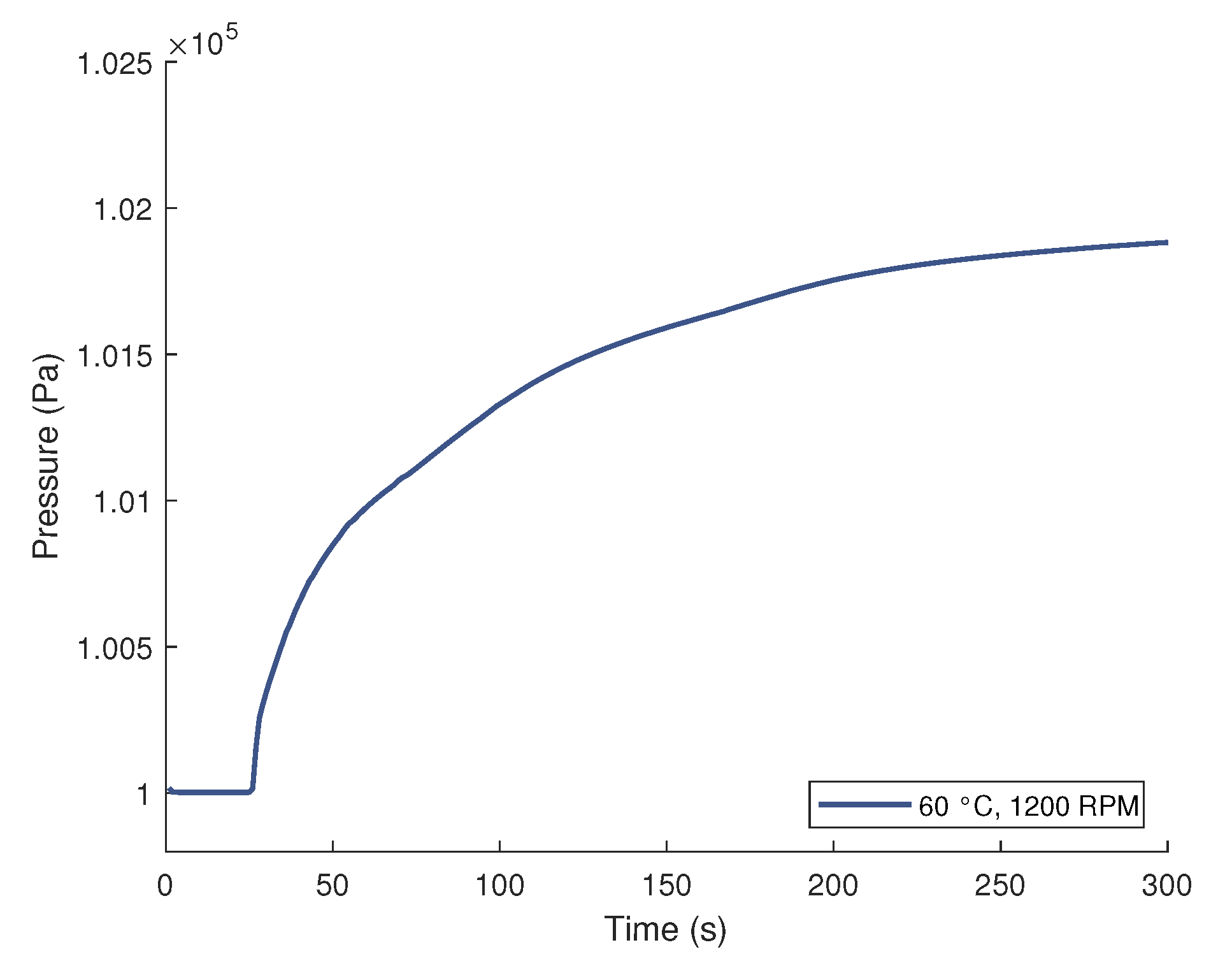
To compare the numerical simulation and the experiment, the position of the sensor was analyzed considering the pressure. The first pressure increase in the simulation is important (see
Figure 15), being the time to be compared with the time of the sensor deflection from the experiment. The mold only cools very slowly once it has been removed from the oven until the sensor signal is received due to the large mass. Its cooling is thus not considered in the simulation.
In order to compare and validate the model in a large parameter space, four different configurations are defined (see
Table 9). Temperature and rotation speed are varied. The two parameters are deliberately chosen low because it is very difficult to measure short impregnation times with the developed experimental setup. The structure of the preform is not changed. Four experimental measurements are conducted with the sensor for each configuration and the mean value and standard deviation are calculated subsequently.
As with all experiments, there is some scatter in the process parameters. These parameters comprise the temperature, the time for mixing the matrix and starting the rotation, and the axial as well as the radial permeability (see
Table 10). Depending on the type of scattering, the time until the sensor detects the matrix can be either reduced or increased. As a result, two limits can be distinguished for the impregnation time on the basis of the scattering: A lower limit (faster) and an upper limit (slower) (see
Table 10). For example, higher temperature and quick mixing decrease the viscosity of the matrix, accelerating impregnation. Lower permeability, on the other hand, increases flow resistance and slows down impregnation. Thus, for each configuration, an additional simulation is performed with the fastest and slowest limits, respectively.
The results of this comparison are shown in
Figure 16. Each configuration is indicated on the x axis whereas the respective time that the matrix needs to reach the sensor or the time which is calculated simulatively in OpenFOAM is presented on the y axis. The mean values of the experiments are shown as diamonds, while the mean values of the simulation are shown as squares. The error bars for the experiments represent the standard deviation and the error bars for the simulation represent the fastest and slowest impregnation (see limits in
Table 10).
The longest impregnation time for reaching the sensor is measured for variant 1 at 60 °C and 800 RPM. The simulation of this variant predicts a slightly shorter impregnation time.
Table 11 shows the percentage deviations of simulation results and measured values. In the present case, the deviation between simulation and experiment is 15.4%. The measured standard deviation falls within the simulated limits for the fastest or slowest impregnation time. Increasing the speed of rotation in variant 2 to 1200 RPM reduces the measured time to reach the sensor by more than half. Here, the lower standard deviation lies outside the simulated lower limit. The deviation between simulated and measured mean value is −41.7%. In variant 3, a higher temperature of 80 °C and a rotational speed of 800 RTM are specified. Compared to variant 1, the measured impregnation time is reduced. This can be explained by the lower viscosity due to the higher temperature. However, due to the lower rotational speed, the time is higher than the one of variant 2. For variant 4 with 80 °C and 1200 RPM, the time decreases significantly compared to variant 3. However, the measured mean value is higher than the one for variant 2 (60 °C and 1200 RPM). Here, a shorter time than that for variant 2 was expected due to the higher temperature. The devation between simulated and measured mean value is 52.1%. Overall, the absolute times measured at high rotational speeds are extremely low, so that even small deviations during measurement have a large influence on the result.
It can be seen that the discrepancy between mean values of experiments and simulation is small, varying between twenty and six seconds depending on the configuration. The deviations are between −41.7%–65.8%. Overall, this results in an average deviation of 43.8%. In the simulation, shorter impregnation times are calculated, except for configuration 2. The higher temperature and speed, the lower the scatter of the measurements.
A comparison of numerical and experimental results reveals that the standard deviations of the experiments and the fastest and slowest impregnation time simulations overlap (except for configuration 2). All mean values of the experiments are within the calculated limits of the simulation. This qualitative trend can be considered as a validation of the presented numerical model.
The results also demonstrate that lower impregnation times can be achieved both with an increase in rotation as well as an increase in temperature, whereby the selected temperature depends on the respective matrix and the number of rotations on the balance quality of the loaded mold.
5. Conclusions
This work pursued the objective of implementing a numerical model for the impregnation of dry fiber preforms in the rotational molding process. For this purpose, an existing RTM mold filling simulation method is extended and permeability, kinetic and viscosity models are selected and adapted. Comparisons between measurements and numerical results confirm the high quality of the developed model.
Hence, the numerical model can be used to calculate the impregnation progress for the rotational molding process and the time required for complete mold filling. Simulations demonstrate that radial impregnation occurs extremely quickly, whereas axial impregnation consumes a larger part of the time required. By increasing the viscosity-influencing temperature and the rotation speed, the impregnation time can be significantly reduced. In addition, other matrix systems, geometries or braided sleeves with smaller filament bundles can easily be integrated into the model by adjusting the parameters.
The model also considers the curing degree of the thermoset matrix. In future studies, this will be used to determine the optimum time for demolding. Thus, too early demolding with an uncured component, but also too late demolding with the loss of valuable production time should be prevented.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}