
The Effect of Pre-Bond Contamination by Thermal Degradation and De-Icing Fluid on the Tensile Strength of Scarf Composite Bonded Joints


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Fabrication and Pre-Bond Contamination
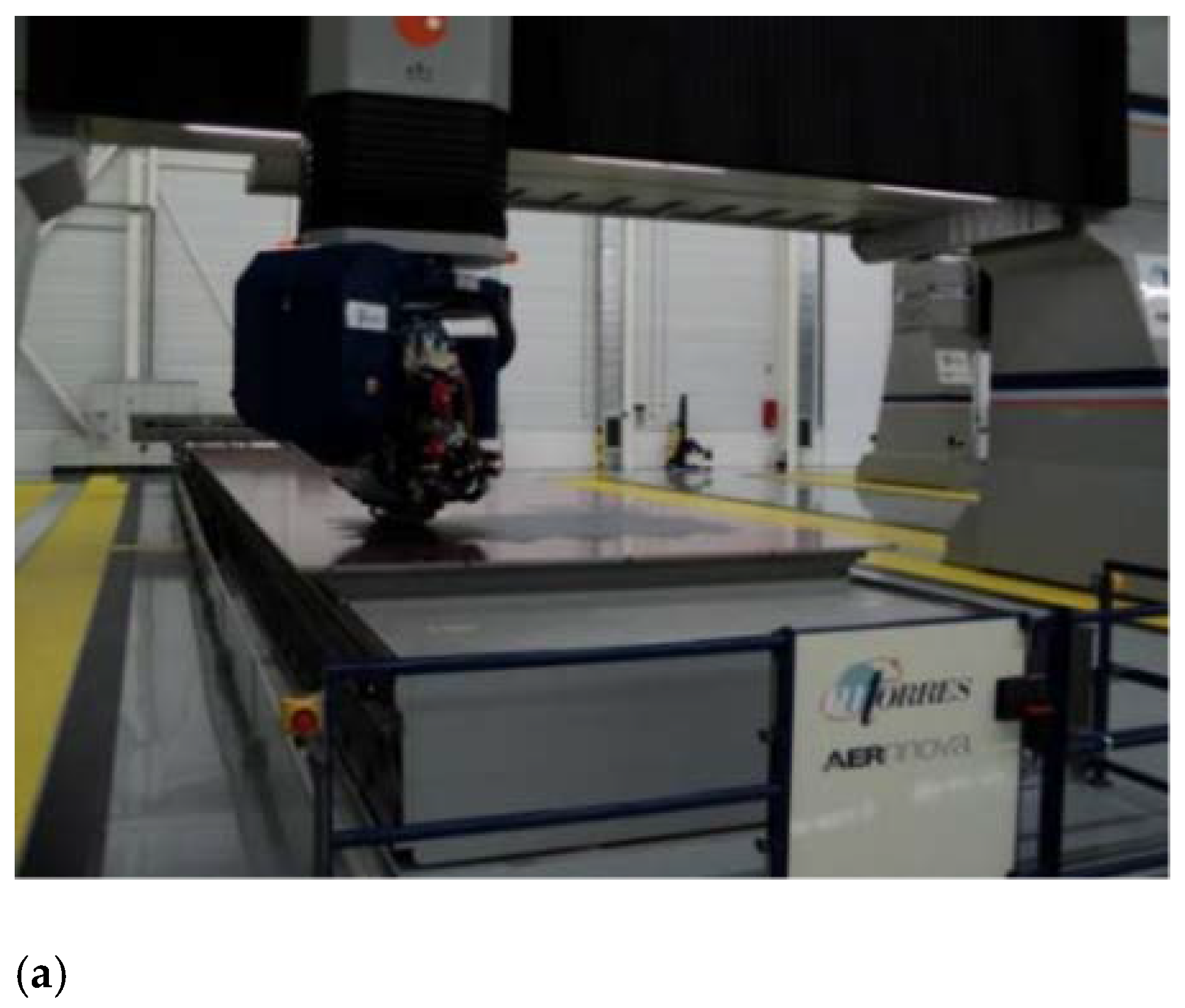
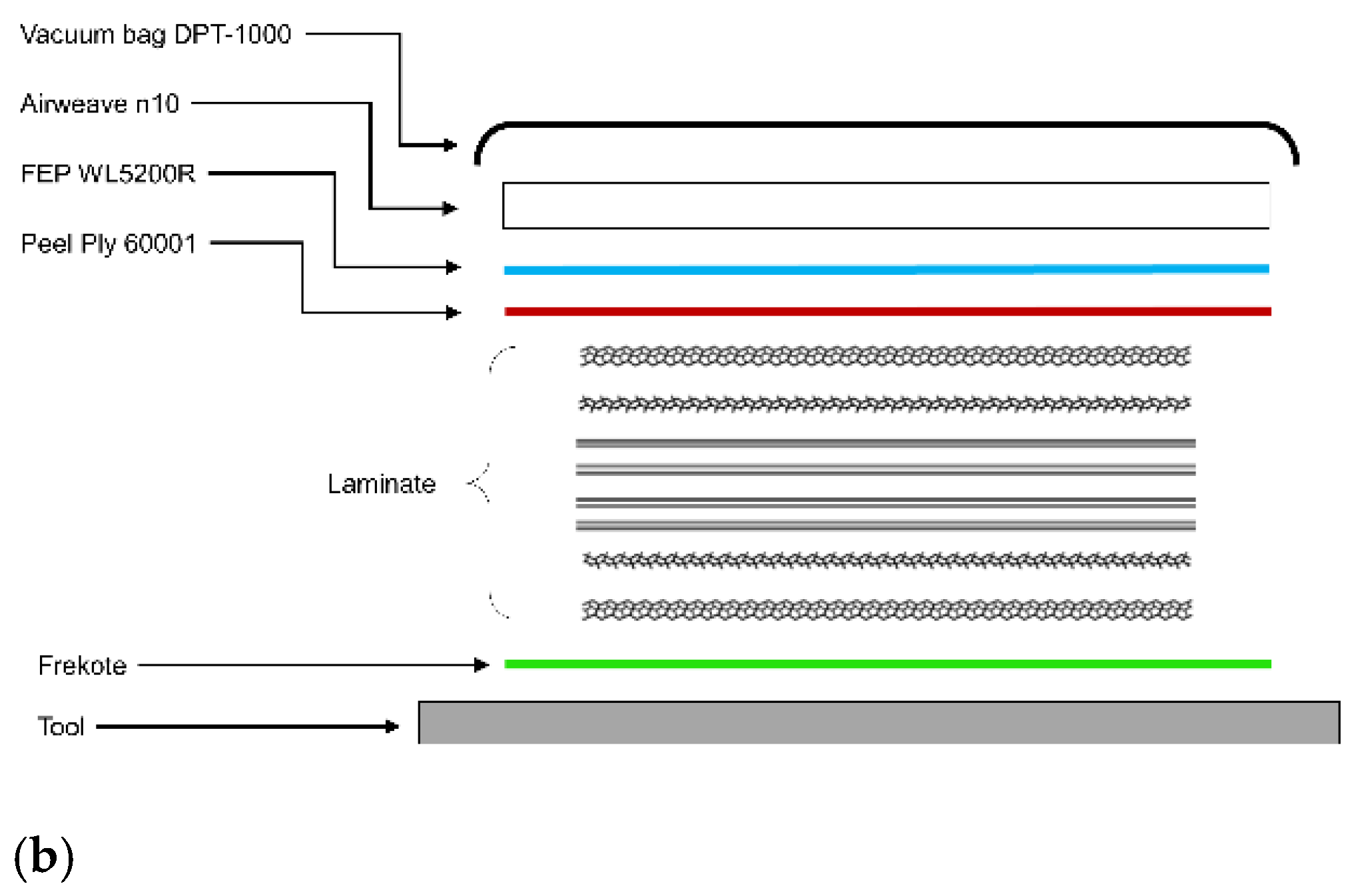
2.1. Materials
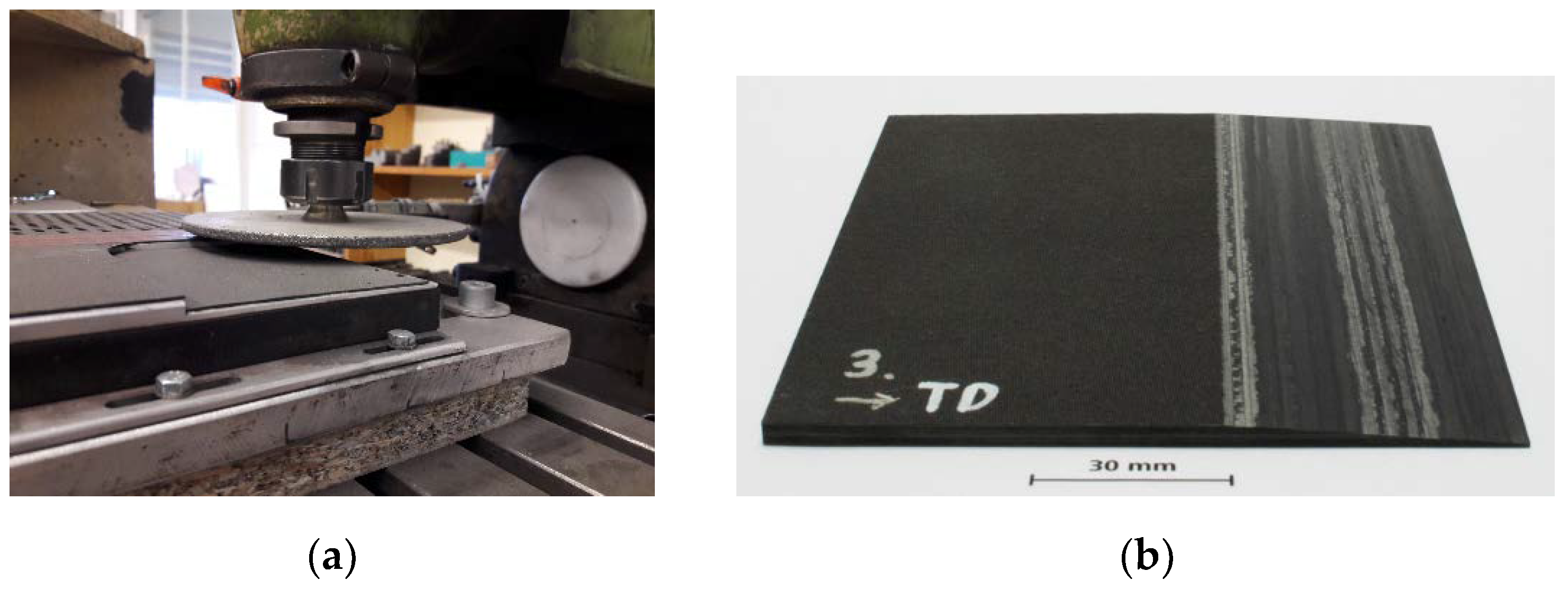
2.2. Adherents’ Preparation
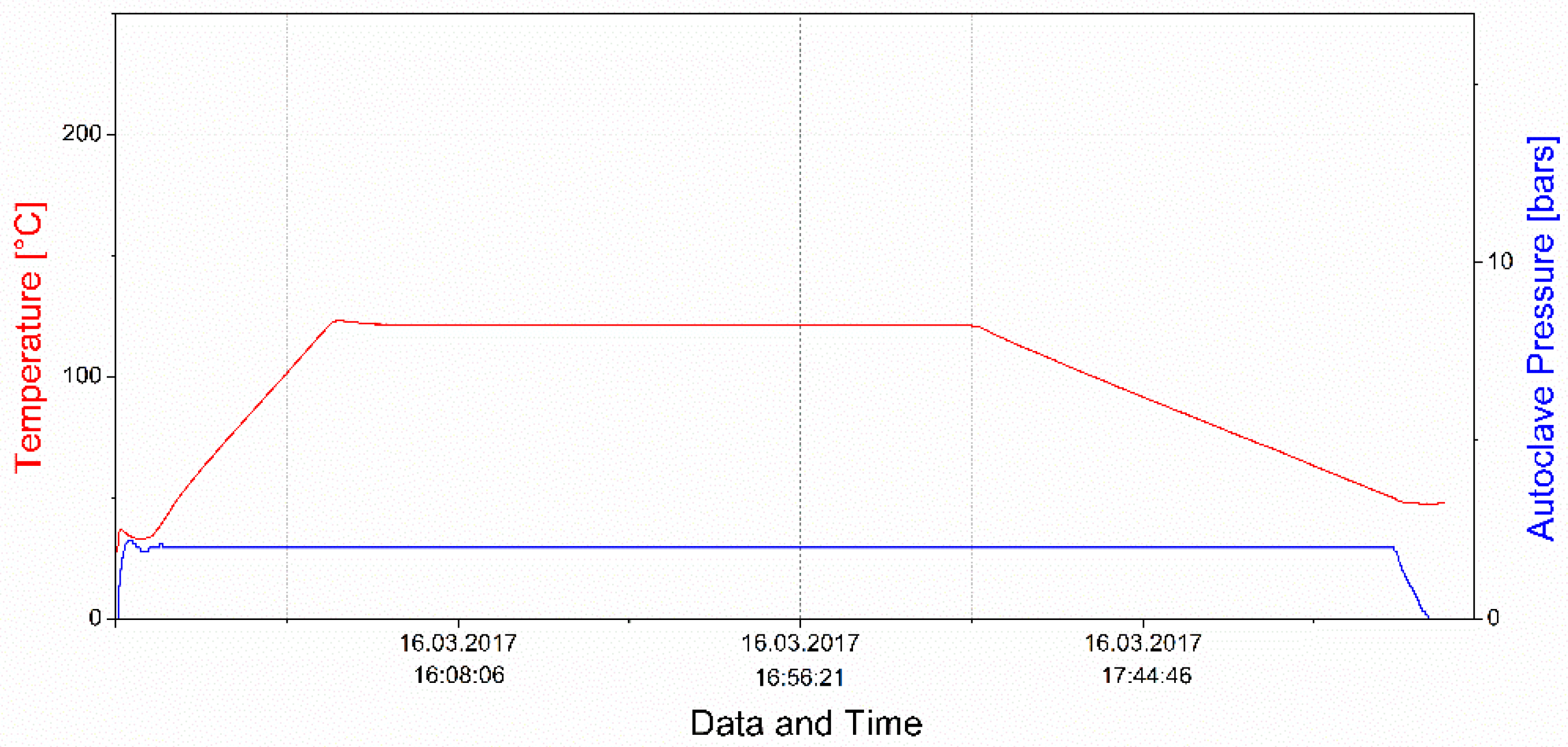
2.3. Pre-Bond Contamination and Bonding
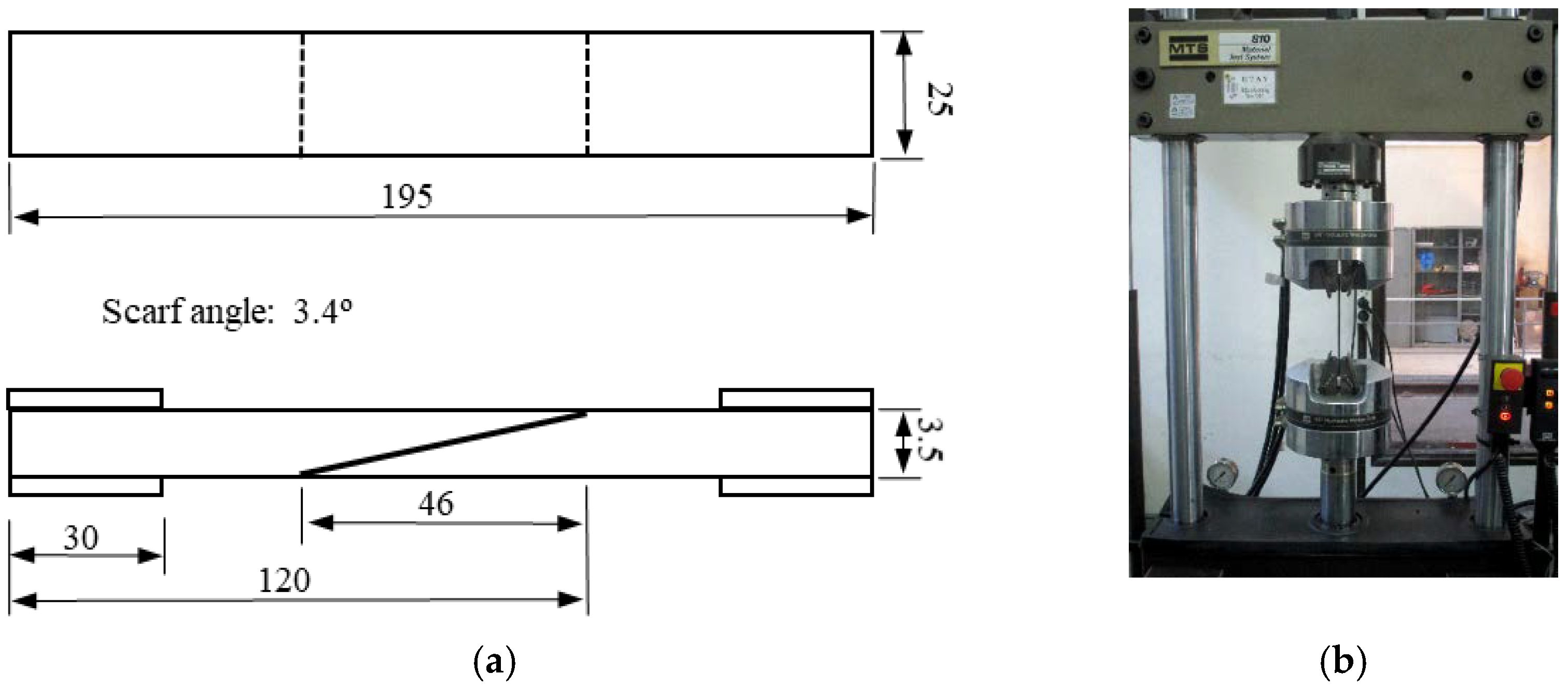
3. Experimental Procedure
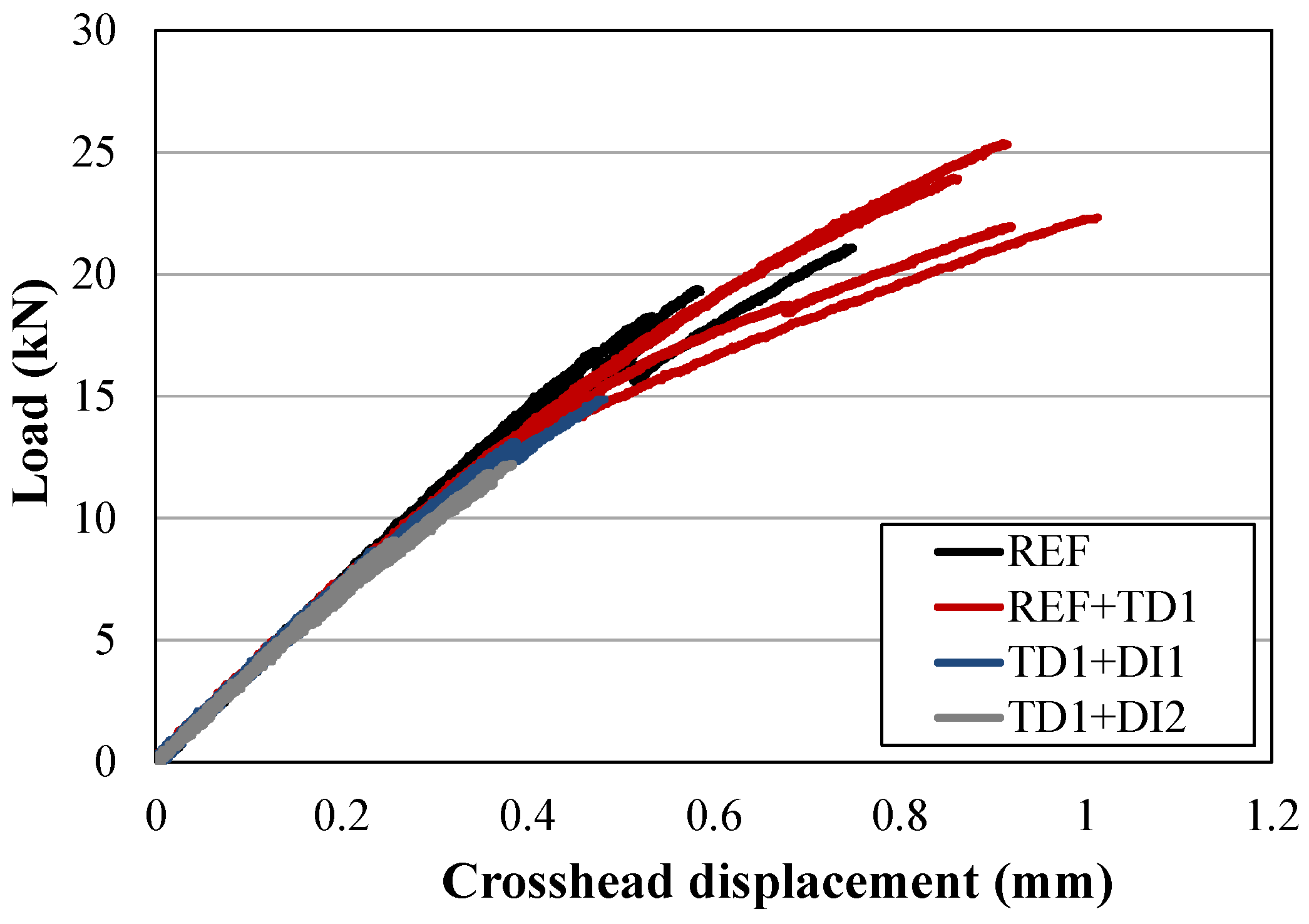
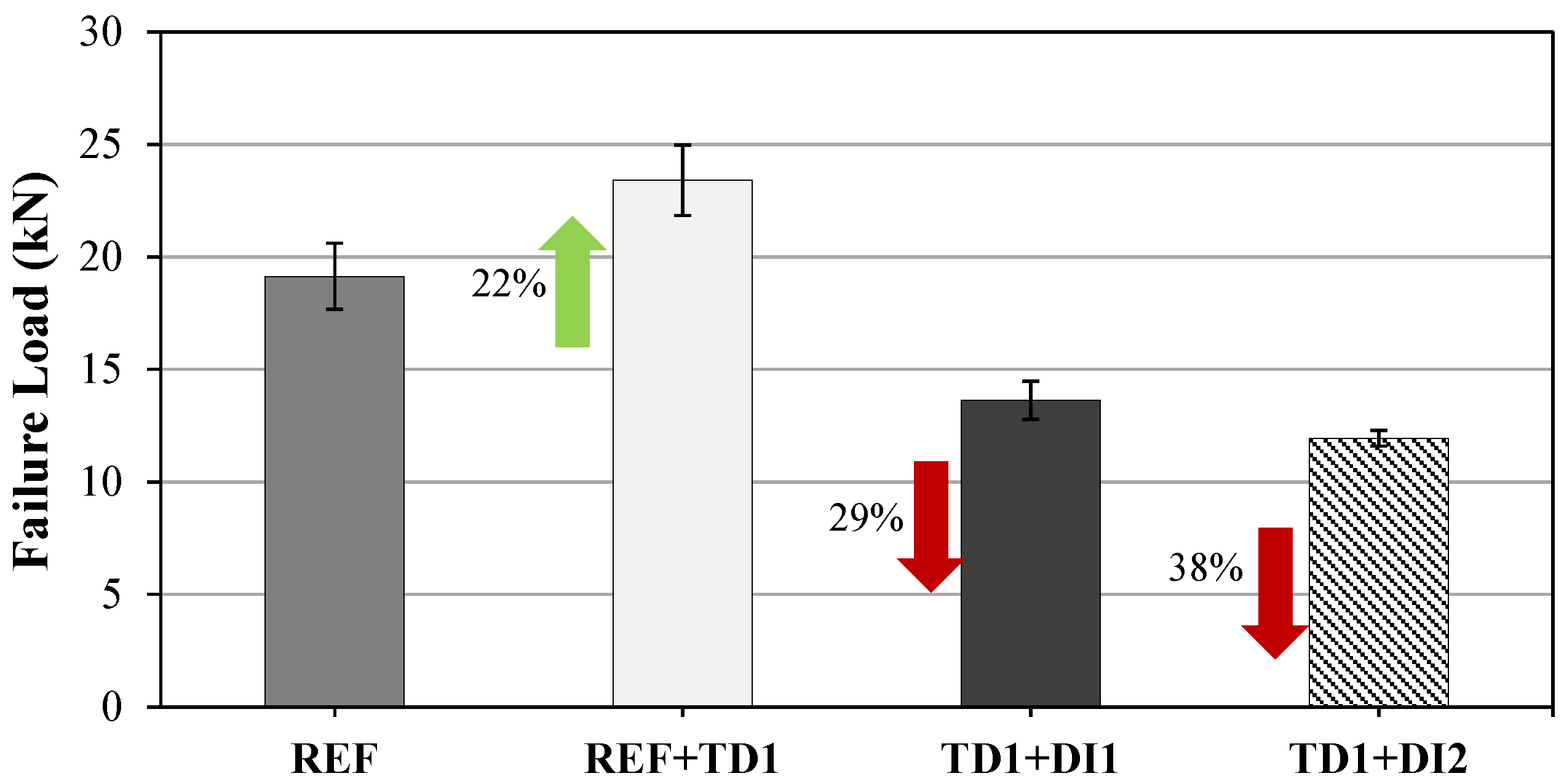
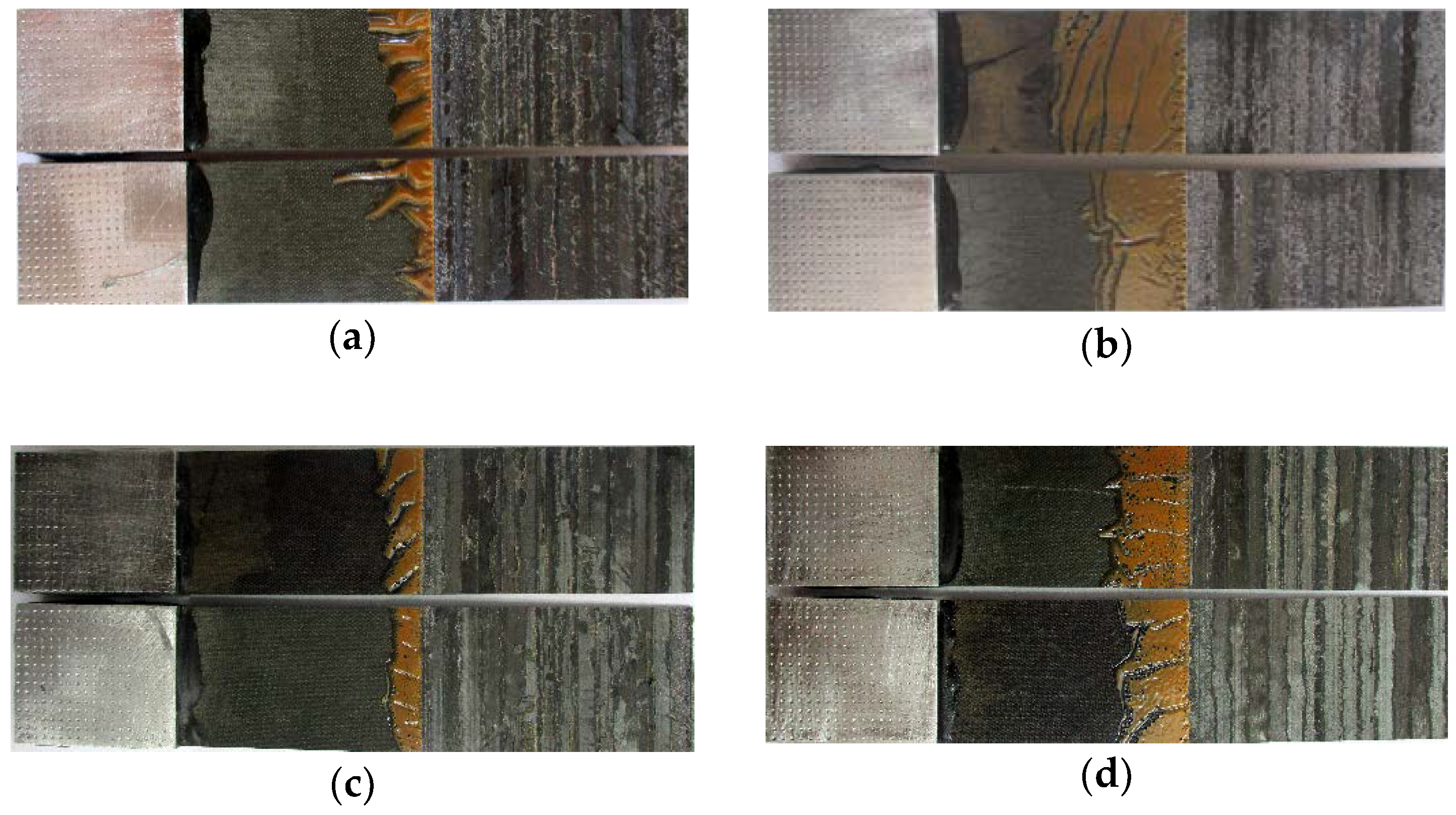
4. Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pantelakis, S.P.; Tserpes, K.I. (Eds.) Revolutionizing Aircraft Materials and Processes; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- European Union Aviation Safety Agency (EASA). Bonded Repair Size Limits in Accordance with CS 2x.603 and AMC 20–29, Notification of A Proposal to Issue A Certification Memorandum; EASA Proposed CM–S–005 Issue: 01; European Union Aviation Safety Agency: Cologne, Germany, 2014.
- Pantelakis, S.P.; Tserpes, K.I. Adhesive bonding of composite aircraft structures: Challenges and recent developments. Sci. Chin. Phys. Mech. 2014, 57, 2–11. [Google Scholar] [CrossRef]
- Pantelakis, S.P.; Tserpes, K.I. (Eds.) Adhesive Bonding of Aircraft Structures. In Revolutionizing Aircraft Materials and Processes; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Öchsner, A.; Adams, R.D. (Eds.) Introduction to adhesive bonding technology. In Handbook of Adhesion Technology; Springer: Berlin/Heidelberg, Germany, 2011; Volume 2, pp. 2–3. [Google Scholar]
- Cavalcanti, W.L.; Brune, K.; Noeske, M.; Tserpes, K.; Ostachowicz, W.; Schlag, M. (Eds.) Adhesive Bonding of Aircraft Composite Structures, Non Destructive Testing and Quality Assurance Concepts; Springer International Publishing: Berlin, Germany, 2021. [Google Scholar]
- Tserpes, K.I.; Markatos, D.N.; Brune, K.; Hoffmann, M.; Rau, E.; Pantelakis, S.P. A detailed experimental study of the effects of pre-bond contamination with a hydraulic fluid, thermal degradation, and poor curing on fracture toughness of composite-bonded joints. J. Adhes. Sci. Technol. 2014, 28, 1865–1880. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Landrock, A.H. Adhesives Technology Handbook; William Andrew Inc.: New York, NY, USA, 2008. [Google Scholar]
- Markatos, D.N.; Tserpes, K.I.; Rau, E.; Markus, S.; Ehrhart, B.; Pantelakis, S.P. The effects of manufacturing-induced and in-service related bonding quality reduction on the mode-I fracture toughness of composite bonded joints for aeronautical use. Compos. B Eng. 2013, 45, 556–564. [Google Scholar] [CrossRef]
- Moutsompegka, E.; Tserpes, K.I.; Polydoropoulou, P.; Tornow, C.; Schlag, M.; Brune, K.; Mayer, B.; Pantelakis, S. Experimental study of the effect of pre-bond contamination with deicing fluid and ageing on the fracture toughness of composite bonded joints. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1581–1591. [Google Scholar] [CrossRef] [Green Version]
- Shi, X. Airport Cooperative Research Program Synthesis 6, Impact of Airport Pavement Deicing Products on Aircraft and Airfield Infrastructure; Transportation Research Board: Washington, DC, USA, 2008. [Google Scholar]
- Tserpes, K.I.; Moutsompegka, E.; Schlag, M.; Brune, K.; Reguero Simon, A.; Ecault, R. Characterization of pre-bond contamination and ageing effects for CFRP bonded joints using reference laboratory methods, mechanical tests, and numerical simulation. In Adhesive Bonding of Aircraft Composite Structures: Non-Destructive Testing and Quality Assurance Concept; Cavalcanti, W.L., Brune, K., Noeske, M., Tserpes, K., Ostachowicz, W., Schlag, M., Eds.; Springer International Publishing: Berlin, Germany, 2021. [Google Scholar]
- Choi, D.M.; Park, C.K.; Cho, K.; Park, C.E. Adhesion improvement of epoxy resin/polyethylene joints by plasma treatment of polyethylene. Polymer 1997, 38, 6243–6249. [Google Scholar] [CrossRef]
- Ochoa-Putman, C.; Vaidya, U.K. Mechanisms of interfacial adhesion in metal–polymer composites—Effect of chemical treatment. Compos. Part A Appl. 2011, 42, 906–915. [Google Scholar] [CrossRef]
- ASTM International. ASTM D5573-99 Standard Practice for Classifying Failure Modes in Fiber-Reinforced-Plastic (FRP) Joints; ASTM International: West Conshohocken, PA, USA, 2008; Available online: www.astm.org (accessed on 30 November 2017).









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tserpes, K.; Moutsompegka, E. The Effect of Pre-Bond Contamination by Thermal Degradation and De-Icing Fluid on the Tensile Strength of Scarf Composite Bonded Joints. J. Compos. Sci. 2021, 5, 168. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5070168
Tserpes K, Moutsompegka E. The Effect of Pre-Bond Contamination by Thermal Degradation and De-Icing Fluid on the Tensile Strength of Scarf Composite Bonded Joints. Journal of Composites Science. 2021; 5(7):168. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5070168
Chicago/Turabian StyleTserpes, Konstantinos, and Elli Moutsompegka. 2021. "The Effect of Pre-Bond Contamination by Thermal Degradation and De-Icing Fluid on the Tensile Strength of Scarf Composite Bonded Joints" Journal of Composites Science 5, no. 7: 168. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5070168