1. Introduction
In the last few decades, researchers have created a growing consciousness about science having to seek alternatives and sustainable materials for those products that are largely used in our society. Among others, agricultural waste and food byproducts have gained increasing attention [
1,
2,
3,
4,
5,
6,
7]. Avocado cores, sugar cane bagasse and corn cobs have been involved in biofuel production, while rice husk ash (RHA) is currently being used in high performance concrete or as a rubber filler for tires, among other applications [
1,
2,
3,
4,
5,
6,
7].
Another extremely common and demanded material in our daily lives is glass. Its major component, silica, is mainly obtained by the mineral quartz (sand). In Brazil only, the glass industry requires 1.7 million tons of silica every year [
8]. The mining of this material can lead to several environmental problems, like erosion, river deviation and native vegetation removal [
9]. Therefore, it would be of extreme interest to have an alternative source for silica; this is found in rice husk ashes. As already reported in the literature, RHA may contain more than 80% of silica, depending on the purification steps adopted [
6,
9,
10]. Considering that Brazil harvests 13 million tons/year of rice [
9,
11], 4% of which can be RHA, it is possible to obtain almost 500 million tons of RHA every year. This means that a third of the country’s glass production could be sustained by this biomass reutilization, which would otherwise be discarded in nature, causing soil desertification and air pollution [
12].
Most of the commercial glasses are transparent, which means that silica and the other components used for their production have to be extremely pure. Being a natural product, RHA retains some oxides and minerals that were useful to the original plant physiology and that also depend on soil composition, agronomic handling and climate [
13]. Generally, this implies the presence of aluminum, sodium, calcium, phosphate and iron oxides in traces [
6,
7,
9]. The concentrations vary from region to region, and other elements may also appear to differentiate a particular harvest. The Rio Grande do Sul state, the author’s location, is the most rice-productive region in Brazil [
11], and it has been reported that the RHA from this region typically also contains small percentages of manganese oxide (II) [
14]. The presence of transition metal oxides and how they react and oxidize in the melt (ie., Mn
2+/Mn
3+ and Fe
2+/Fe
3+ ratio) can affect the transparency of the glass, giving colored hues to the final material [
15,
16]. Thus, the crucial step for the effective industrial application of RHA as a source of silica for transparent glass production is its purification.
As reported by Hossain et al., silica purification can be obtained either by controlling the combustion conditions in a fluidized bed (fluidizing velocity, gas flux, temperature and time) or by adding a chemical pretreatment step to the rice husk (RH) before calcination to RHA [
9]. This second option is more accessible to a wider range of industries, and various treatments have already been applied with success, resulting in >95% of pure silica [
9]. In the literature, we can find simple lixiviation methods, involving only one purification step with either a strong base or acid solutions [
10,
17,
18], together with more complicated methods composed of several steps and optimized by the Taguchi method [
19]. Due to the possible toxicity of acid treatments and the subsequent waste management related to it, alternative methods may be more efficient and more ecofriendly in achieving the same purpose. Particularly, the glass melt is an extremely complex system, where many oxidation-reduction equilibria take place [
20,
21]. It can, to an extent, be possible to control and tailor these reactions by simply adding other reagents. Antimony oxides have been used for many years in the glass industry as a fining agent, and, as already demonstrated in the literature, antimony (Sb) can react with iron and particularly manganese to change their oxidation state (and thus their coloration) [
22,
23,
24]. For this reason, the addition of antimony oxide (III) to the melt was also explored as a method to eliminate the effect of manganese on the final glass production.
Therefore, in this work, we explored and compared the efficiency of a simple acidic lixiviation pretreatment with hydrochloric or sulfuric acid with the addition of antimony oxide (III) in the production of discolored glasses from RHA with a considerable content of manganese. A thorough discussion on the influence of this transition metal on the final glass color is also presented.
2. Materials and Methods
The rice husk used in this work was donated by CERGRAL LTDA, from Itaqui, a city in the western part of the Rio Grande do Sul state, Brazil. Hydrochloric acid (HCl) 37% PA/ACS grade was purchased from Neon (Brazil), and sulfuric acid (H2SO4) 1N from Synth (Brazil). Sodium carbonate (Na2CO3), calcium carbonate (CaCO3) and sand (99,5% SiO2 and 600 ppm iron) were donated by the glass industry Verallia–Brasil, from Campo Bom, Rio Grande do Sul, Brazil.
2.1. Rice Husk Treatment
The rice husk, cleaned and dried, was treated with hydrochloric acid (HCl) or sulfuric acid (H
2SO
4), followed by a calcination step in order to produce high purity silica. Particularly, two different concentrations, 4 and 10
w/
w%, were used for the different acid baths, in a proportion of 1:9 between the rice husk and the acid solutions. The mixtures were heated on a hot plate at 50 ± 5 °C for 1 h, under stirring. Afterwards, the rice husk was filtered and washed with distilled water until neutral pH. The treated husk was then dried at 100 °C for 24 h in order to remove moisture. High purity silica was obtained by calcination of the treated rice husk at 800 °C for 5 h in a muffle. The ashes were kept inside the muffle until being cooled at room temperature. For comparison, a sample of RH was calcined at the same temperature without any previous acid treatment, and it was considered as a control (A1). Moreover, pure commercial sand was also used to produce a glass sample for comparison, designed as a standard (STD). A summary of sample names and treatments can be found in
Table 1.
2.2. Glass Production
Simple soda-lime glass was produced by mixing 50 mol% of SiO2 exclusively from RHA, 35 mol% of sodium oxide, Na2O, generated by decomposition of sodium carbonate (Na2CO3) and 15 mol% of calcium oxide, CaO, derived from calcium carbonate (CaCO3). The relatively lower amount of silica with respect to the normally used amount in the industry for this type of glass (70–75 mol%) was chosen to decrease the melting point of the melt, based on the equipment available. The well-homogenized mixture was placed into a platinum-gold crucible and heated up to 1400 °C and kept at this temperature for 2 h. The heating rate was 10 °C/min, and the overall process lasted 5 h. The melt was poured into a preheated mold at 400 °C to reduce the superficial stress of the formed glass. Moreover, the glasses were annealed at 350 °C for 6 h to reduce tensions. The final dimensions of the produced glass were 15 × 15 × 10 mm. In order to be able to compare it with a standard soda-lime glass found on the market, a sample with commercial sand (STD) as the silica source was also produced, maintaining the same batch proportions.
2.3. Characterization
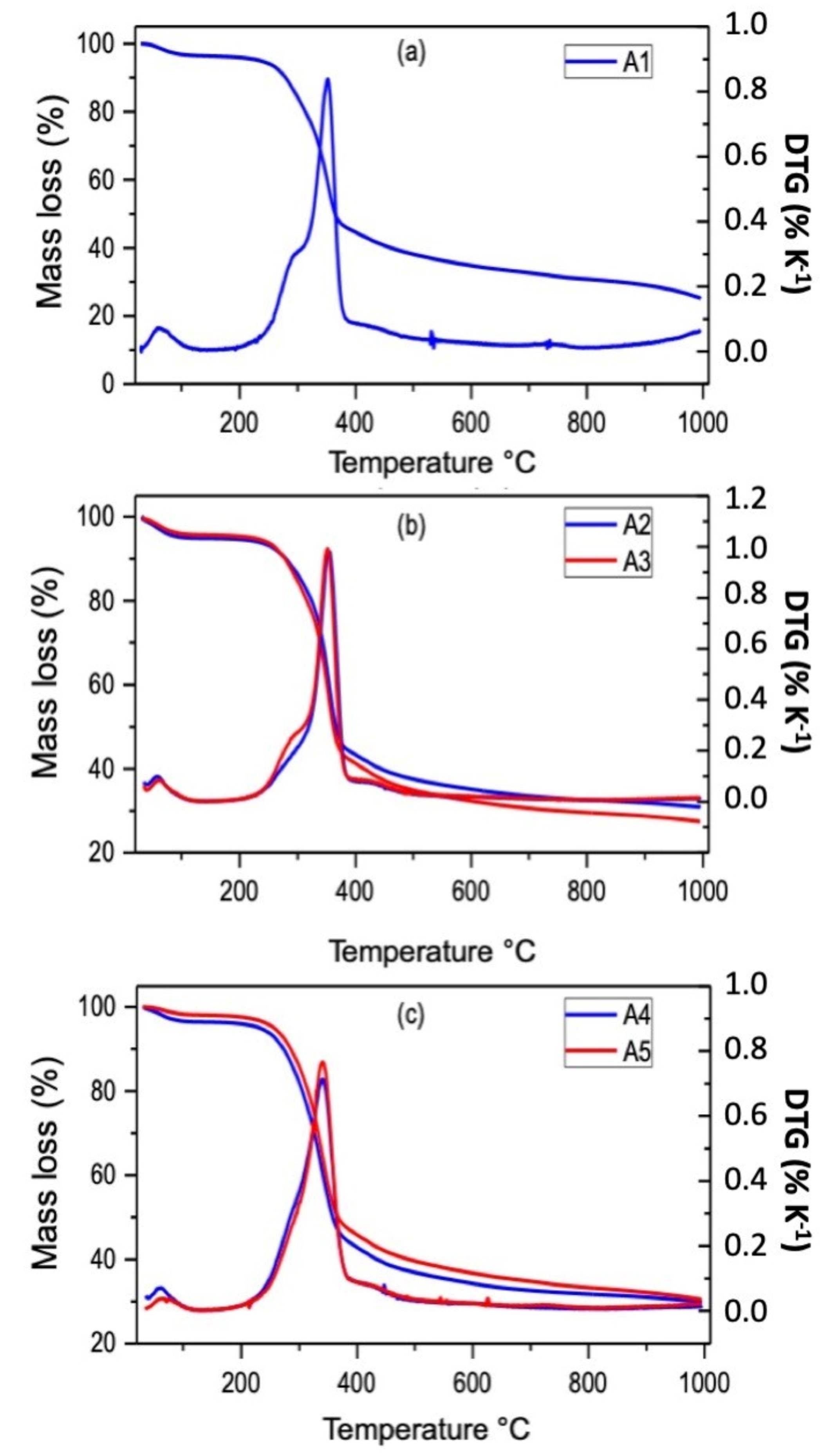
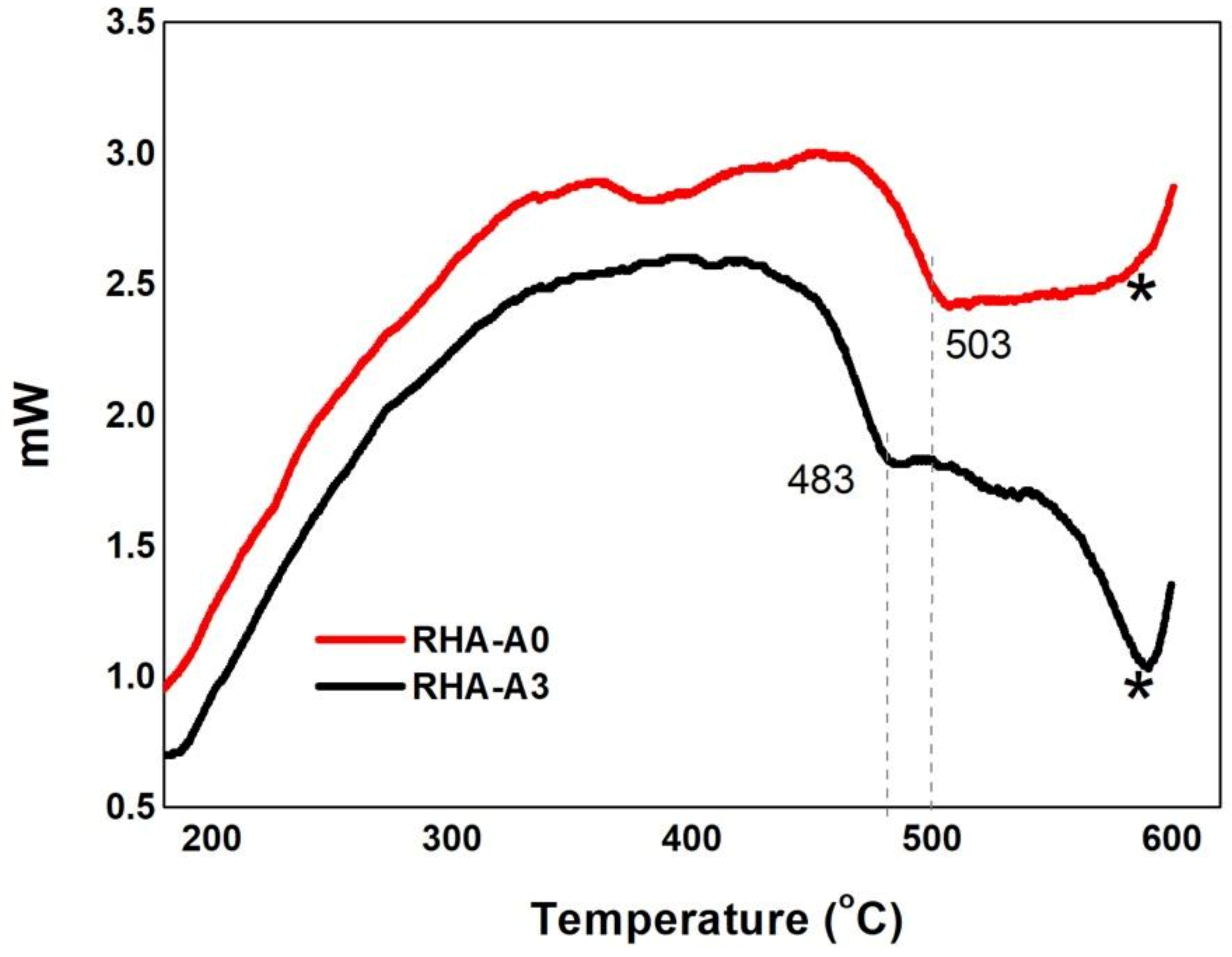
The composition of RHA was obtained by X-Ray Fluorescence, XRF (BRUKER, model Turbo SD, silver anode, SSD detector). The composition was measured three times for the same sample. For the thermogravimetry analyses (TGA), the equipment from TA INSTRUMENT, model SDT 600, was used. Approximately 8 mg of RHA were weighted, and the analyses were carried out under an N2 atmosphere, with a gas flow of 100 mL·min−1 and heating rate of 10 °C·min−1. The explored temperature interval was from 30 to 1000 °C. For the differential scanning calorimetry (DSC) analysis, 8 mg of grounded sample were tested in a Shimadzu DSC-60 equipment, in nitrogen atmosphere, from 180 °C to 600 °C with a heating rate of 10 °C/min.
To evaluate the optical transparency, the produced glass was analyzed by UV-Vis (BEL PHOTONICS, model UV-M51) in the visible range of 400–680 nm. Each sample was cut to roughly a size of 2 cm × 3 cm × 3 mm, sanded and polished before being analyzed optically. The transmittance measurements were also carried out three times for each glass sample, and the average spectra were plotted.
3. Results
As a first step, it was important to better understand the thermal stability of the used RH and to decide which calcination temperature range should be the optimal one in order to obtain a high percentage of amorphous silica for glass production. Based on thermogravimetric and derivative thermogravimetric analyses (TGA-DTG) of our pure and treated RH (described in
Appendix A), it was confirmed that the best trade-off between removing all the organic matter and obtaining high purity amorphous silica was a temperature between 600 and 800 °C.
Table 2 collects the data obtained by X-ray Fluorescence, after calcination, for the RHA composition in terms of percentage by weight (wt%), with its standard deviation. First of all, it can be seen that the degree of purity of the obtained silica is extremely high, meaning that one can obtain a market-ready silica from RH with a simple procedure, as reported in other works [
17,
18,
19]. Secondly, it is possible to see how the acid treatment effectively removes manganese and iron from the ashes, improving the silica purity. Particularly, manganese oxide (II)-(MnO) is almost completely removed, where only a 0.01 wt% persists when RH is treated with HCl and the 10
w/
w% concentration of sulfuric acid. In the case of iron oxide (III)-(Fe
2O
3), the amount found in the sample without treatment is halved after acid lixiviation; however, a ~0.20 wt% is still detectable. Moreover, it is possible to perceive that the acidic treatment completely removes (if any) the alkali and alkali earth metal oxides, while it does not affect the amount of alumina present. Although this small proportion of Al
2O
3 is not sufficient to alter the composition of the melt (i.e., to aluminosilicate glass), it is worth mentioning that it might influence its overall basicity.
The effects of the acidic lixiviation on the RHA composition and consequently the final glass coloration can be seen in
Figure 1;
Figure 2.
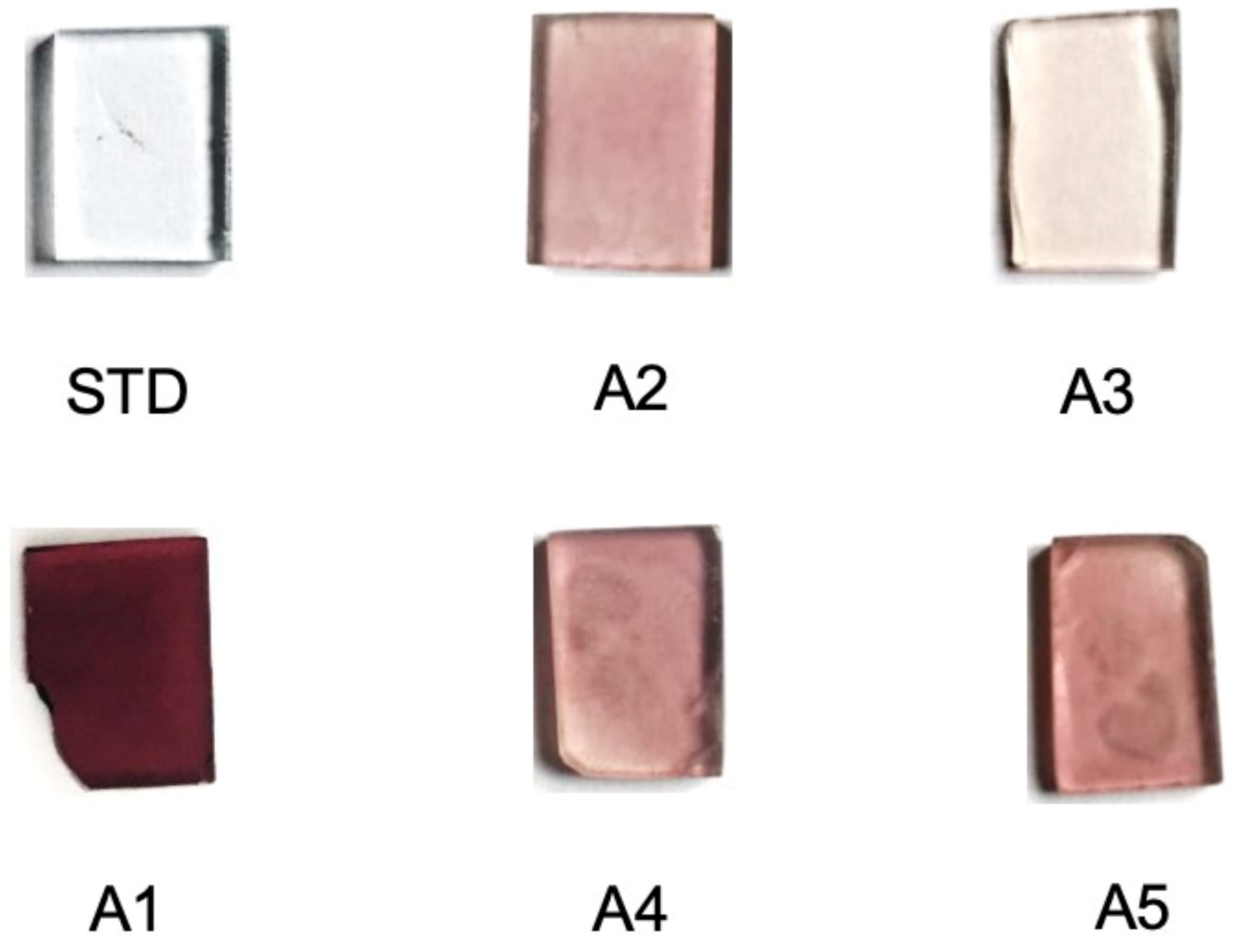
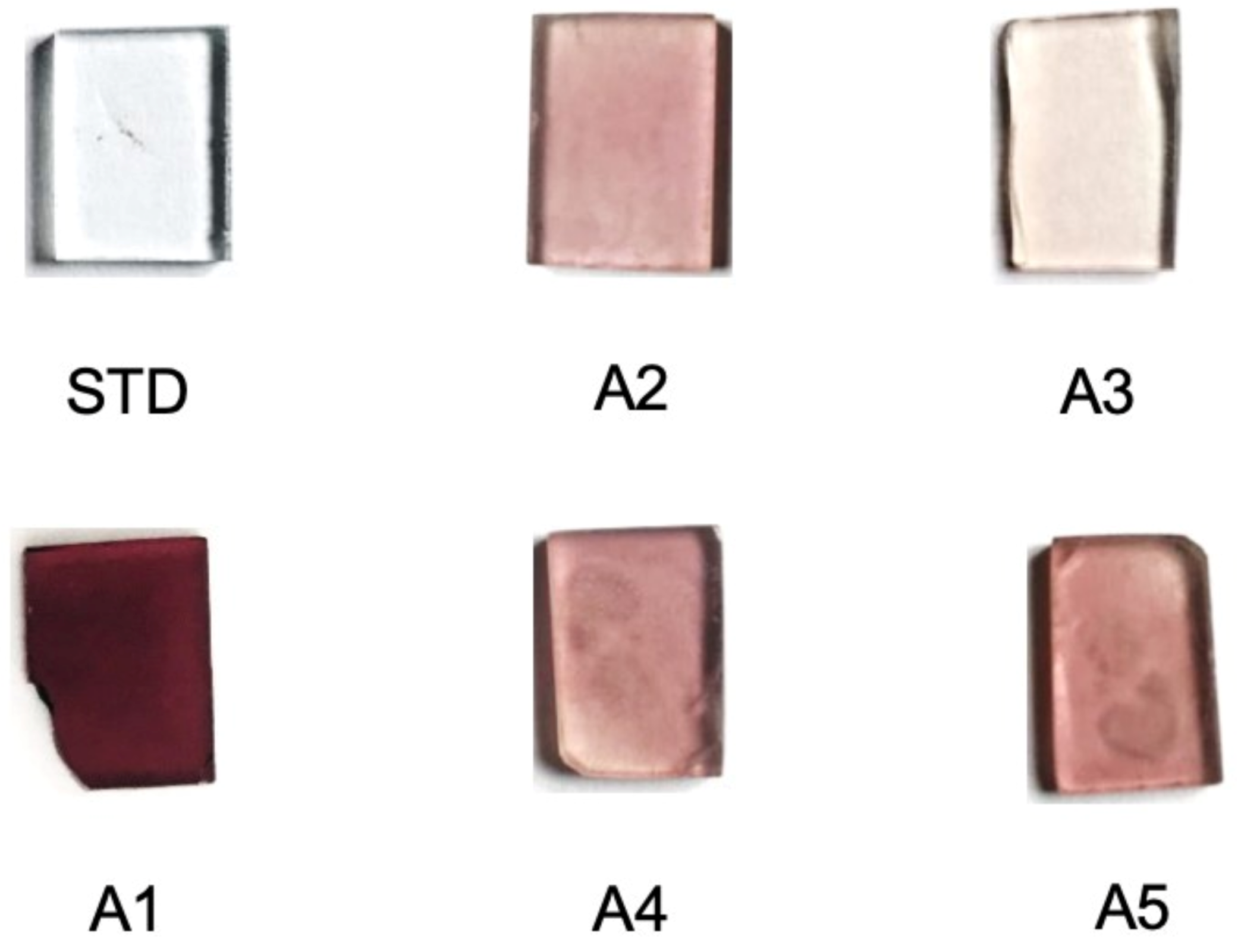
Figure 1 collects all the produced glass samples. Clearly, it is possible to find a strict correlation between the amount of iron and manganese in each sample and its coloration. Particularly, the sample A3 (treatment 10
w/
w% HCl) displays the best transparency among all the fabricated samples with RHA; the slightly yellow hue can be assigned to the presence of residual manganese and iron, as reported in
Table 2, which can also be confirmed by the typical absorption band of Fe
3+ in the UV-edge range [
15]. It is important to mention here that all the samples have a thickness of 2.5 mm, which is considerable and close to the thickness of commercial window glass (3–6 mm).
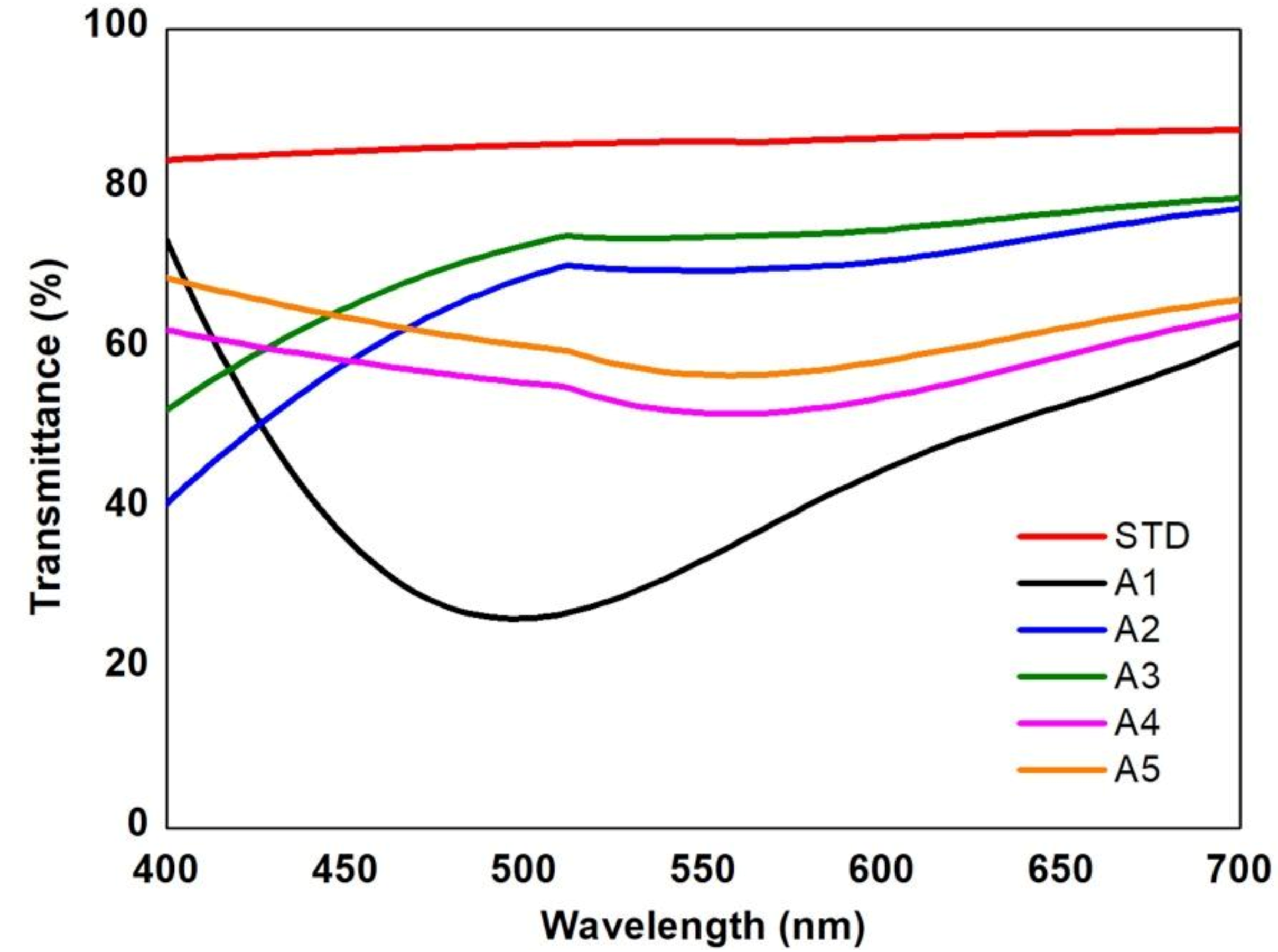
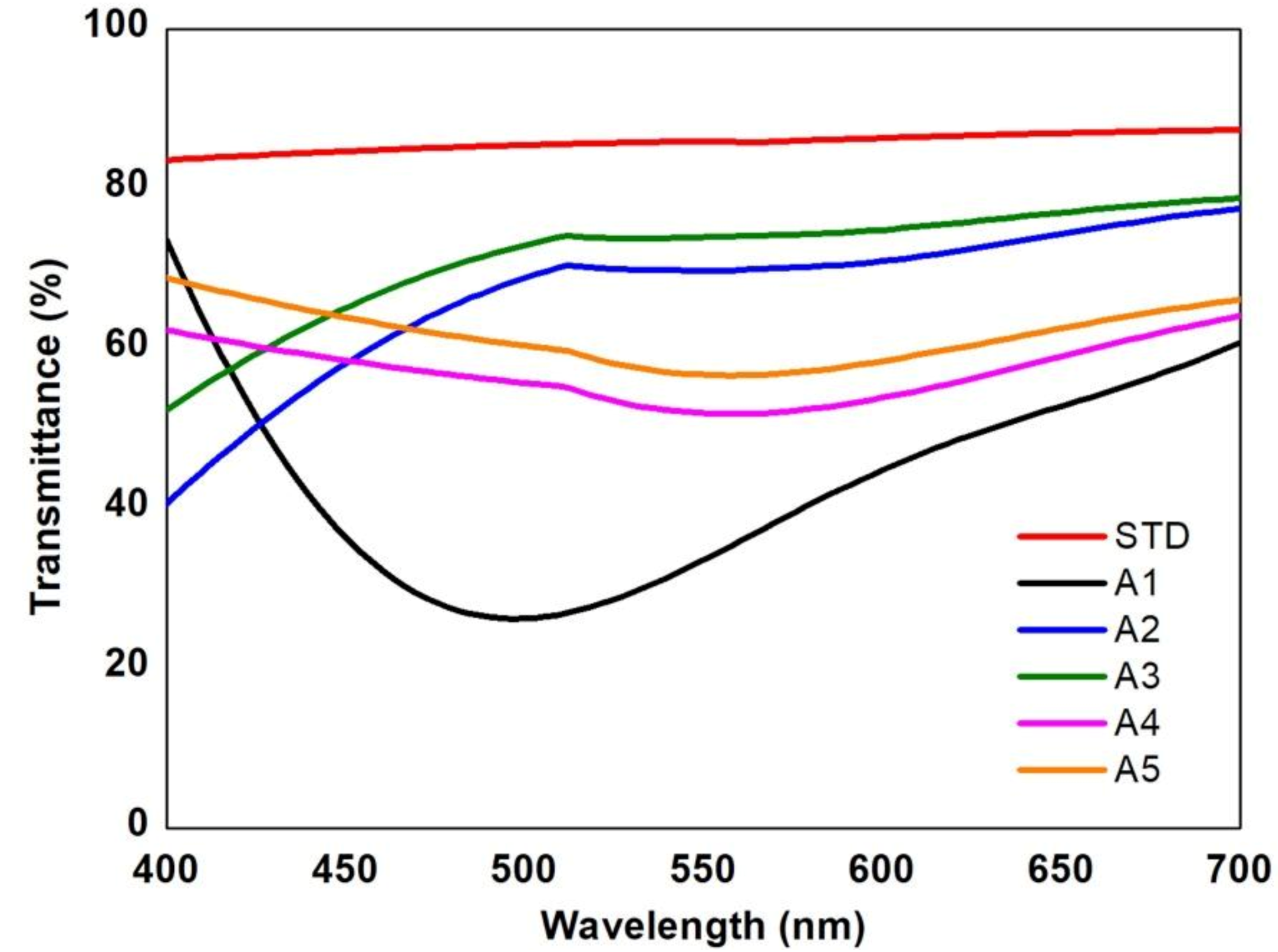
Moreover, the UV-vis spectra shown in
Figure 2 demonstrate in more details the high absorbance of the untreated sample (A1, black line) around 500 nm due to the Mn
3+ ions, and the improved percentage of light transmittance in the treated samples. After the treatment with sulfuric acid, samples A4 and A5 (pink and orange lines) presented the most residual amount of Mn
3+, which can be detected by the persistent broad peak at 500 nm [
25]. Overall, these samples presented a light transmittance of almost 60%. Samples A2 (blue line) and A3 (green line), with less residual manganese content, display the highest transmittance over all the visible spectrum. Particularly, sample A3 demonstrates an overall transmission of 70% or more, which is very close to the STD sample, which is at 83% on average (red line).
Additionally, the thermal stability of the produced glasses was evaluated by DSC (for details, please see
Appendix A), and the glass transition temperature was found to be around 478–510 °C for all samples.
As an alternative method for fabricating optically transparent glass with RHA, the work of Kaewkhao et al. came to our attention, where a transparent boron-soda-lime silica glass was produced with RHA presenting traces of MnO [
25]. Particularly, the composition of the glass was constituted by 55SiO
2(from RHA):13B
2O
3:1Al
2O
3:6.3CaO:4.5BaO:20Na
2O:0.2Sb
2O
3 (antimony oxide) in mol%. The addition of this last element was not discussed in the paper, but we believe it plays a crucial role in the final glass transparency, as already related in the literature [
22].
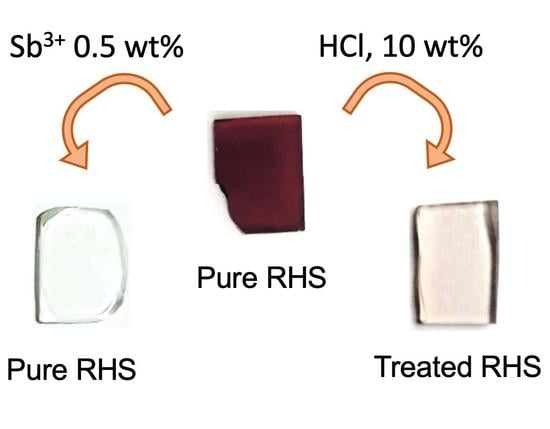
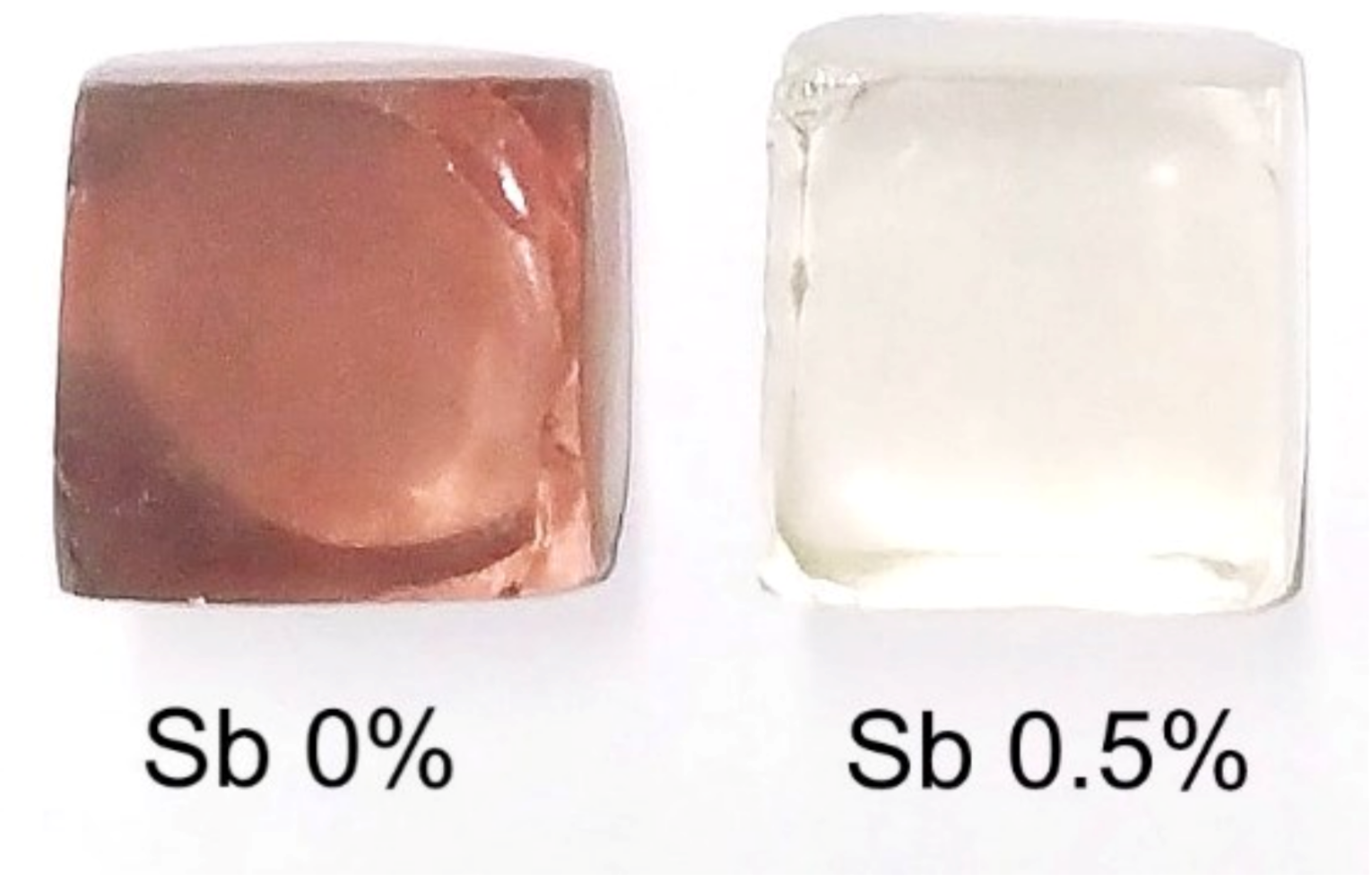
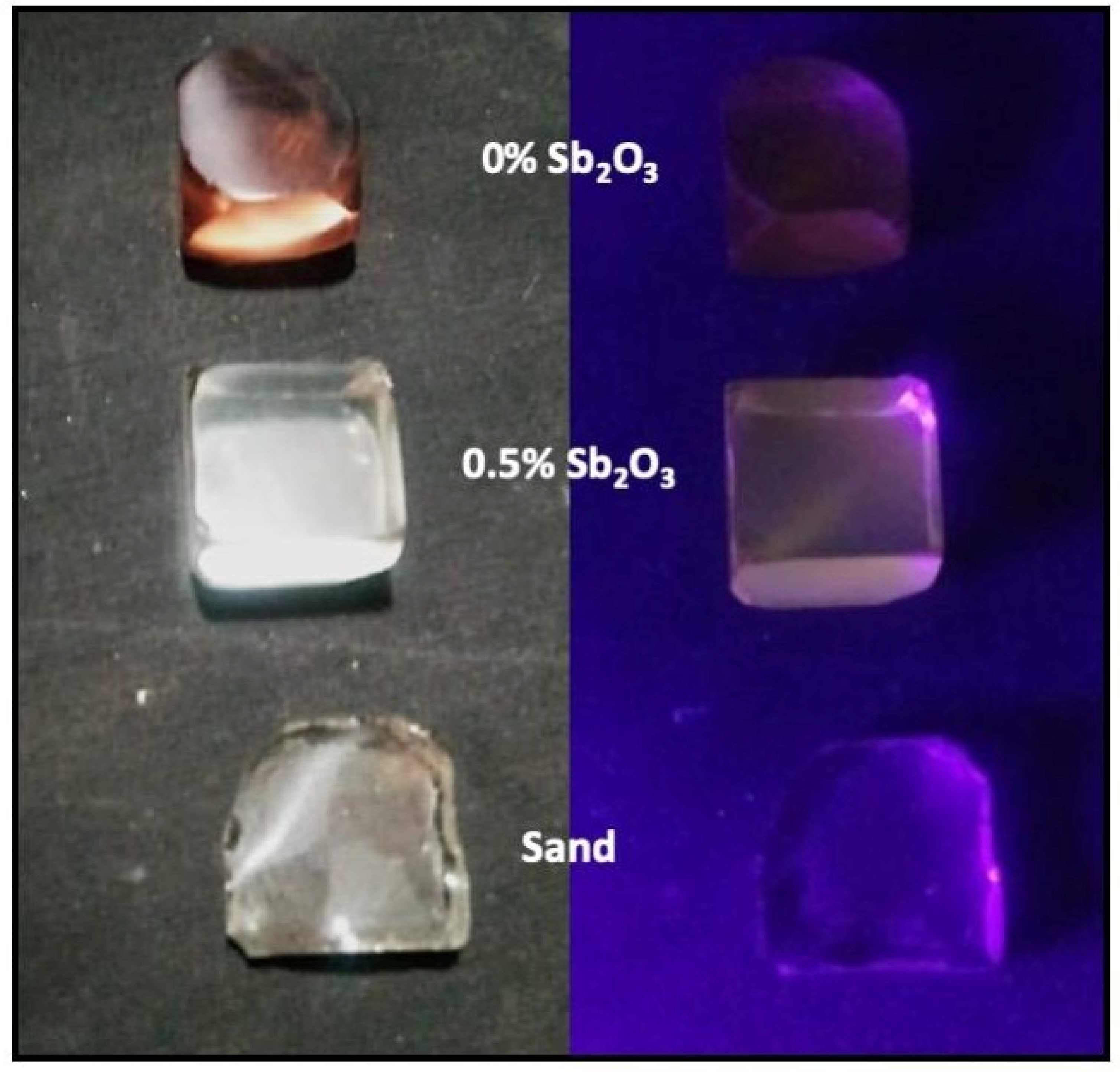
In order to prove this point, we produced a silicate glass with pure RHA (without any pretreatment) and Sb
2O
3 added in excess. As can be seen in
Figure 3, the addition of 0.5 mol% of Sb
2O
3, ((SiO
2–
x) composition) was sufficient to reduce Mn
3+ to Mn
2+ and thus to obtain colorless glass. These melting conditions were repeated three times, and the same results were found.
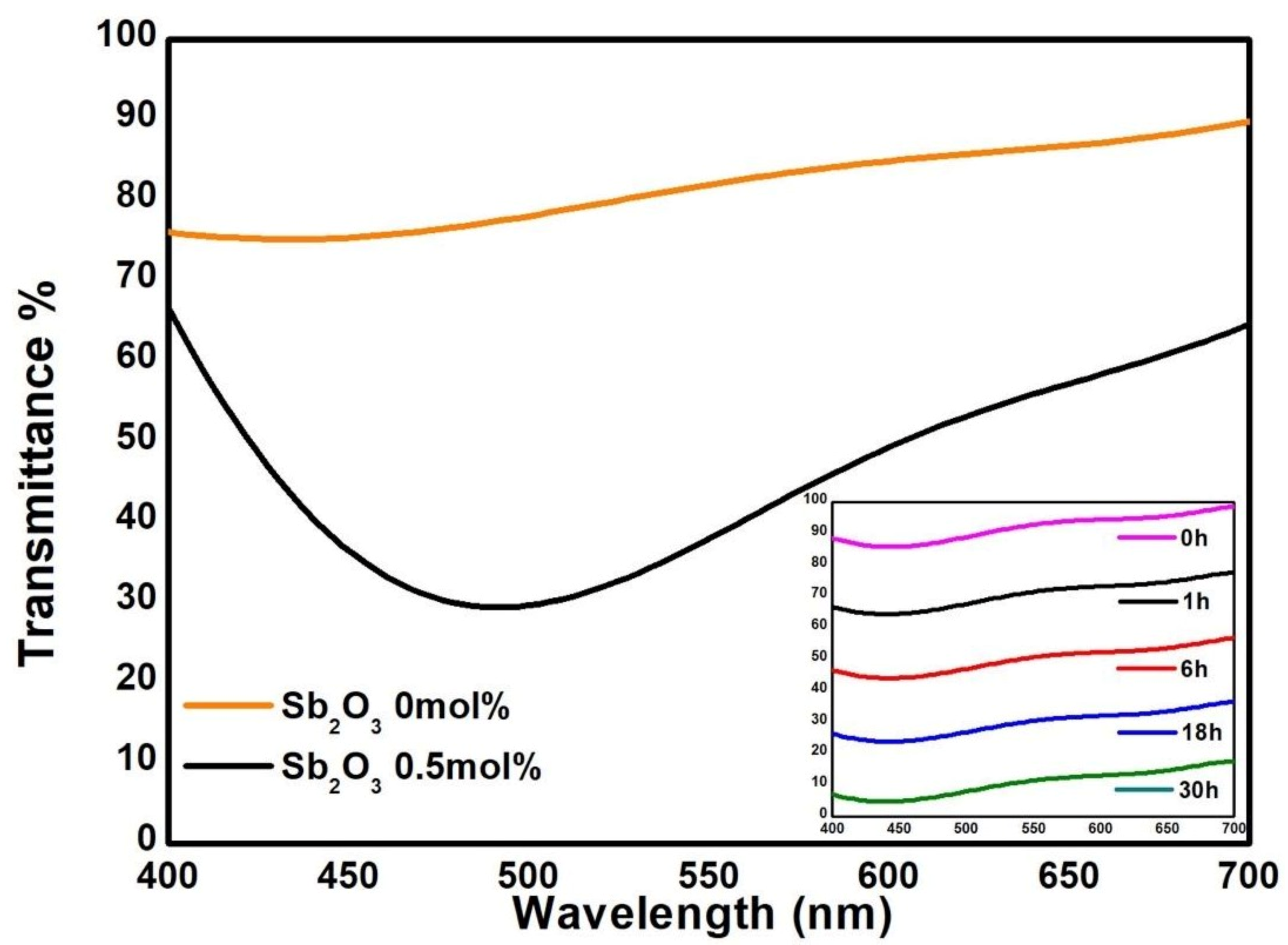
In
Figure 4, it is possible to see once more the high absorbance around 500 nm for the untreated RHA glass sample (black line). On the other hand, with the addition of 0.5 mol% Sb
2O
3, a transmission of more than 80% (orange line) was obtained.
Moreover, the glass produced with 0.5 mol% of Sb
2O
3 was tested against solarization (reversion of the equilibrium Mn-Sb) and, as a consequence, the reappearance of the Mn
3+ absorbance band. The sample was exposed to UV-A radiation (50 W) for 30 h, and the UV-Vis spectra were taken after 1, 6, 18 and 30 h. As shown in the inset in
Figure 4, there is no variation in the optical transparency of the glass after the exposure (the spectral lines were shifted for better clarity). We can state that, at least for the time measured, solarization did not occur.
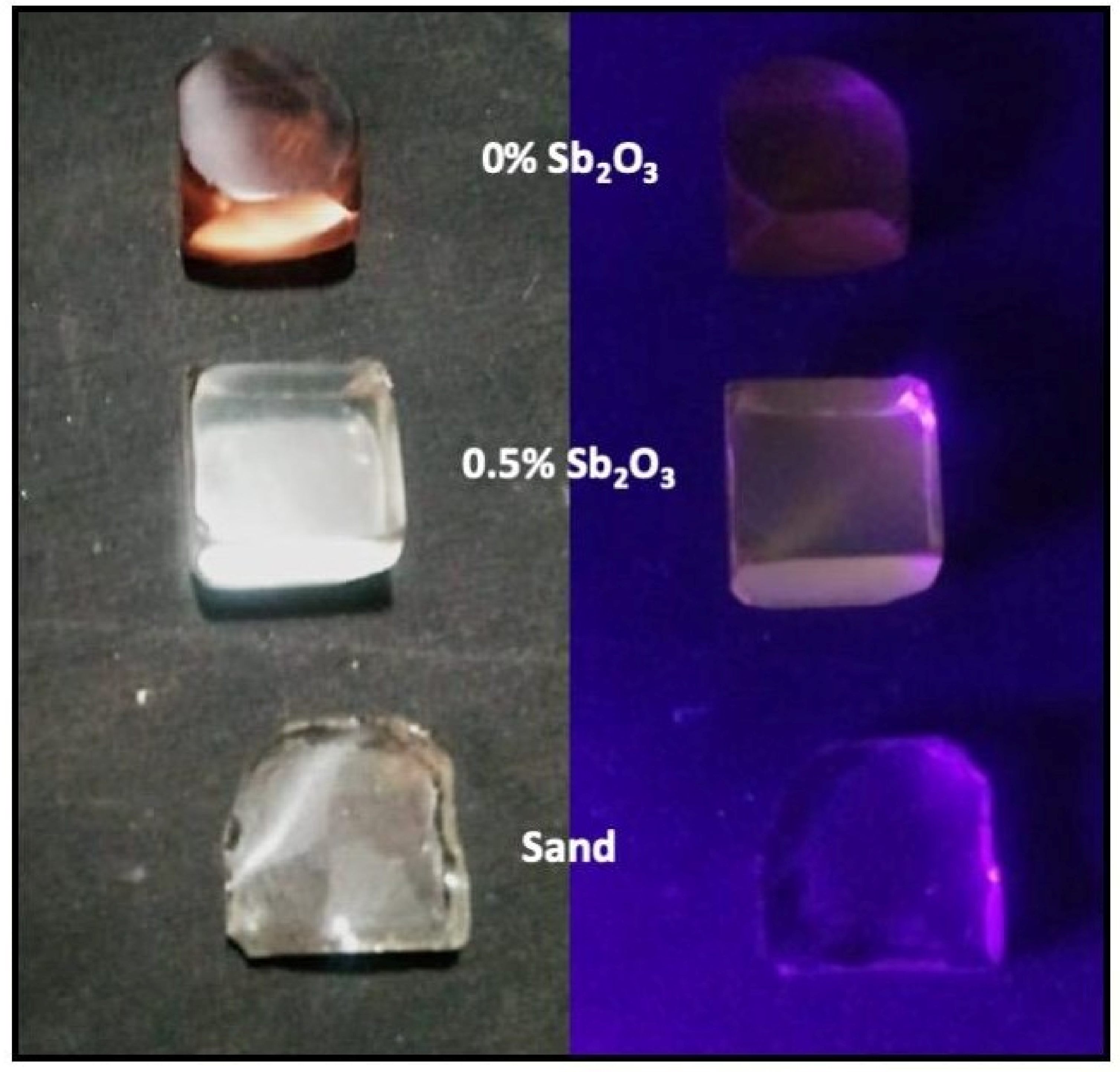
As a last consideration, it was perceived that the 0.5% Sb
2O
3 glass sample presented a bright orange fluorescence when exposed to UV light during the solarization analysis, as represented in
Figure A3 (
Appendix A). The same effect was not visible for the glass samples prepared without antimony oxide or with sand.
4. Discussion
In the literature, it is possible to find other studies in which glasses were fabricated using RHA as a silica precursor, sometimes with a very similar pretreatment for the RHA [
26,
27]. Most of these glasses were fabricated with specific technological purposes, like photoluminescent glass [
26], radiation shielding (presenting a 60% to 70% transmittance in the visible range) [
27] and bioactive glasses [
28]. However, these materials are not simple soda-lime glasses, and for this reason the eventual transparency cannot be compared with the glass reported in this work. Other works reported the fabrication of soda-lime glasses, like Berkin et al. and Maia et al.; however, due to the presence of chromium, iron and manganese, the results were green [
7], dark grey [
29] or brown [
30] glasses, presenting less than 10% and ~20% light transmittance, respectively [
29,
30]. The only case about a transparent soda-lime glass with RHA (proven by photos) found in the literature, by Cordejo et al., did not mention the presence of manganese impurities in the used RHA [
31,
32].
Thus, in this work, it is in our interest to study more deeply the connection between the presence of Fe and mainly Mn impurities, typical of our raw material, with the overall transparency of the produced glass.
In the initial RHA composition, shown in
Table 2, Fe
3+ and Mn
2+ ions were detected. While the most oxidized state of iron (Fe
3+) has a pale yellow coloration, the manganese ions Mn
2+ present a very weak yellow coloration due to a forbidden d-d electronic transition [
15]. On the other hand, it is known from the literature that it is the cation Mn
3+ that is responsible for a purple coloration, as it absorbs around 500 nm, due to the
5E
g →
5T
2g transition [
25]. As can be seen from
Figure 1 and
Figure 2, the glass sample fabricated with RHA without acid pretreatment presented a strong purple coloration due to the presence of Mn
3+ ions.
Srisittipokakun et al. also studied soda-lime glasses made with pure quartz silica with different additions of MnO
4 (Mn
4+) and obtained purple-colored glasses [
33]. They reported, in fact, that the most abundant species after the melting process was Mn
3+. Thus, we might assume that in our soda-lime glass forming conditions, part, if not all of Mn
2+, is also oxidized to Mn
3+. In the case of iron, Donald et al. stated that the redox pair Fe
3+/Fe
2+ depends on the oxidation conditions [
24]. Particularly, the more O
2 is present, the more the equilibrium is shifted to higher concentrations of Fe
3+. Yamashita et al. also stated that 90% of Fe in soda-lime glasses made with pure silica exists in the species Fe
3+ [
34], while, as reported by Chen et al., the addition of Sb
2O
3 tends to oxidize Fe
2+ to Fe
3+ [
22]. For these reasons, we might assume that, in our glass, iron impurities are maintained predominantly as Fe
3+ ions.
However, this might be a simplistic way to see the situation. In fact, studies on soda-lime silica glasses containing the Mn-Fe system actually state that the reaction between the redox pairs Mn
3+/Mn
2+ and Fe
3+/Fe
2+ (Equation (1)) favor the presence of Fe
3+ and Mn
2+, the opposite of what was found in this work regarding the manganese oxidation state [
23]:
Yamashita et al., i.e., reported that these species on the right side are more thermodynamically stable, particularly with high metal impurity concentrations and reductive conditions [
34]. On the other hand, these authors also state that their soda-lime glass with Mn-Fe impurities solarizes under UV light (Equation (1) is shifted to the left), while Long et al. did not report this behavior in glasses with an almost identical composition [
23]. Moreover, Long et al. did not see a purple coloration in their soda-lime glasses with only manganese as an impurity, contradicting what was found by Srisittipokakun et al. using very similar glass composition and glass melting conditions [
33]. In general, oxidation-reduction reactions in a complex amorphous matrix such as glass are difficult to target and depend on many variables, like the metal concentration, matrix basicity, viscosity, oxygen and CO
2 partial pressures, melting time, etc. [
20,
21]. Particularly in this work, the use of untreated RHA as a silica substitute might add amounts of alkali or alkali earth metal oxides, like CaO, that might affect the basicity of the glass matrix, affecting the redox equilibria. By calculating the optical basicity following Duffy’s method, using Equation (9) and
Table 1 in [
35], it was possible to find a value of 0.715 for untreated RHA glass. The value obtained is relatively high with respect to commercial soda-lime glasses, which is in the range 0.63–0.68, depending on the composition. The elevated optical basicity sustains the fact that the melt environment favors the most oxidized species of Fe and Mn [
36]. Last but not least, the reaction between Mn and Fe will depend on the concentration of each species. In the case of our untreated RHA, if we consider that only 10% is Fe
2+, as stated above [
24,
37], manganese ions will be 15× in excess (in mol%). For this reason, even if reaction 1 occurs, we will still have a purple glass due to the presence of unreacted Mn
3+.
Considering all of the above, it appears that only by reducing the amount of metal impurities through a pretreatment step will it be possible to obtain decolorized glasses with RHA presenting significant amounts of manganese. However, as shown by Kaewkhao et al. [
25] and also as proven by our results, it might be possible to convert Mn
3+ to Mn
2+ by altering the redox equilibrium of the melt. In fact, from the literature, it is known that antimony can react with manganese following the redox reaction (Equation (2)) [
23]:
Thus, it is possible to take advantage of this reaction, and with the addition of antimony oxide (III)-Sb
2O
3 the purple effect of Mn
3+ may, at the right redox conditions, be eliminated by its reduction to Mn
2+, which is colorless, avoiding further steps and pretreatments in the glass formation process. Moreover, the optical transparency is permanent, and the glass does not suffer solarization, even when exposed to UV light (50 W) for 30 h. At last, the fact that under UV-light exposure only the 0.5% Sb
2O
3 glass sample presented a visible orange fluorescence (
Figure A3), typical of the Mn
2+ species [
38], further confirms that Equation (2) took place.
As a final note, comparing the two methods presented in this work to eliminate metal oxide impurities and their effect on the final color of the glass produced, it seems that the addition of elements that alter the redox equilibria of the melt, without an RH pretreatment, might be a more efficient, cheaper and more environmentally friendly way to produce transparent soda-lime silica glasses with RHA and Mn impurities. Different concentrations of Sb2O3 and other redox agents will be further explored in future works.

 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}