1. Introduction
The digital twin concept is often described in research but rarely implemented in practice. Even rarer is implementing the physical production system with its digital equivalent in the context of hybrid assembly. The practical exploration of virtual commissioning of complex and interlinked production systems is challenging in research, as corresponding research objects are rarely available.
This untapped potential exists even though the digital twin is becoming increasingly important in industrial discussions to reduce cost and increase economic effectiveness in various industries. Nevertheless, the digital twin still faces several challenges, and issues such as data standardisation, data management, and data security need to be further explored and improved to realise its market potential [
1].
Moreover, practical research objects such as implemented production systems are helpful and even necessary in some research work. This paper presents an approach that results in an implemented production system with a digital twin to address issues of purely theoretical research work in this context, the lack of practical evaluation of promising theoretical approaches, and the gap between simulation and reality.
After identifying several promising research approaches, a production system was developed in cooperation with
EDAG Production Solutions. On the one hand, this production system has a solid industrial reference. On the other hand, it is designed to meet the requirements of the identified practical research approaches. Topics such as real hybrid assembly and researching relevant topics around digital twinning will be addressed practically with this system, as shown in
Figure 1. It is called
COssembly, as it combines the two focus areas of Assembly and Cobots. This research object is ideal for investigating challenges such as increasing the efficiency of virtual commissioning in processes with human–robot interaction (HRI), line balancing of HRI assembly systems, bin picking in virtual commissioning, or HRI training in the context of learning factories.
After giving an overview of the relevant literature, the following section deals with various research potentials that have been elaborated based on the literature. In particular, the intersections between the three domains production systems, HRI, and virtual commissioning are addressed. Subsequently, in the course of the presentation of COssembly with its digital twin, the functionalities, structure, and design are explained, and the digital behavioural twin is presented.
2. State of the Art: Digital Twin in the Context of Hybrid Assembly
The digital twin has a broad and diverse range of applications, including, e.g., aerospace, construction, agriculture, mining, utilities, healthcare, and smart cities. Nevertheless, the current dominant application area is engineering and manufacturing. In this context, the digital twin is mainly used for the virtual representation of objects and processes and for the simulation of operational processes [
1].
In this work, various publications dealing with different challenges in manufacturing have been analysed. Five relevant research fields were then defined, and the literature was allocated to these fields.
Table 1 lists the literature considered for this work and its classification into the research fields of digital twin in manufacturing, virtual commissioning, HRI, line balancing of HRI assembly lines, and bin-picking. The publications analysed included literature reviews on the different areas and publications presenting novel promising approaches, ultimately with the aim of presenting relevant research in the areas mentioned.
2.1. Digital Twin in Manufacturing
The term digital twin is still not uniformly interpreted and defined in the current literature. Some definitions differ more, and some characteristics are generally valid across different meanings. Additional variations of the digital twin and its definition have emerged. The context and perspective from which a definition of the digital twin emerges greatly influence how it is defined [
2].
One of the first descriptions of a digital equivalence to a physical product is the concept of Grieves [
3], which was the basis for many further definitions. In this description, the term digital twin was introduced. In Grieves’s work, the digital twin consists of three main parts: the physical product in the real world, the digital product in the virtual world, and the data as well as information that link both worlds [
3]. To illustrate this abstract concept, it was exemplified for manufacturing processes by Qi and Tao [
4] while considering the product life cycle. The concept is presented in
Figure 2. Through the implemented reciprocal data exchange, the digital twin integrates all manufacturing processes to achieve a closed loop and thus improve the operations of the individual phase in the product life cycle.
According to [
5], realising the reciprocal exchange of data between the products of the real and the virtual world is a key requirement for implementing a digital twin. Also, according to the definition of [
6], the distinction between the digital model, the digital shadow, and the digital twin is made according to their level of data integration between the real world and the virtual world product. This understanding of the structure and development of systems at different maturity levels towards a digital twin can be further extended by the concept of a pre-digital twin, shown in
Figure 3. It is characterised by a virtual generic executable system model that primarily aims to reduce technical risks and reveal technical issues before the physical product is manufactured. For this reason, it is also known as a virtual prototype [
7,
8].
Regardless of the definition of a digital twin and despite the promising forecasts in several industries, the digital twin still faces significant challenges in terms of high deployment costs, increased demands for power and storage, and the complexity of its architecture. Similarly, the issues of data quality and security, the usability of complex systems such as a digital twin, and the benefits of a digital twin solution are not fully explored. These issues need to be addressed, and the digital twin’s current state of the art needs to be improved to develop an efficient technology that can be used across industries and contribute to a highly advanced digital revolution [
1].
2.2. Virtual Commissioning
The Association of German Engineers (VDI) published a standard to define virtual commissioning accurately. This standard defines virtual commissioning as testing single components and functions of an automation system using simulation models and methods [
9]. Virtual commissioning is used to detect errors in engineering, design, or programming of manufacturing systems at an early stage and therefore reduce the time needed to correct them during real commissioning. It consists of commissioning and testing the manufacturing system based on simulation instead of the physically existing system [
10]. In this way, virtual commissioning promises higher quality and makes project schedules more likely to be met [
11].
According to [
12], the most common application scenario of virtual commissioning is still testing the PLC program in automation systems. At the same time, simulations related to safety or energy management are not widely established yet. Therefore, Lechler et al. present a scenario of virtual commissioning in human–robot collaboration systems, allowing the analysis of potential risks for workers in a safe environment and improving the acceptance of the collaborative setting [
12].
Sinnemann et al. add another aspect to the methods and propose an architecture for optimising energy consumption in production systems by including energy models in virtual commissioning. Including the simulation of energy consumption during the engineering phase results in a significantly higher optimisation potential than optimisations during the operating phase. However, as a prerequisite, Sinnemann et al. claim that adequate models need to be provided by component manufacturers as standard, as is the case today with CAD data [
13]. Although virtual commissioning has been researched for several years, it still lacks standardisation regarding the methods and terminology, resulting in challenges in consolidating virtual commissioning [
14].
2.3. Human–Robot Interaction
The field of HRI encompasses a wide range of interaction possibilities. In addition to interaction in the area of cognition and perception, exchange in the area of handling also needs to be considered [
15]. In this area, different types of interaction are classified:
Coexistence: Humans and robots work side by side in fenceless mode but do not have a shared workspace.
Synchronised: The workflow is designed so that the human and robot share a common workspace, but the intended sequence is that only one interaction partner is in the workspace at a time.
Cooperation: Both interaction partners can have tasks in a shared workspace but are not working on the same product or component.
Collaboration: Common task simultaneous at the same product or component [
16].
HRI systems are characterised by the elimination of separating protective devices between the industrial robot and its environment. Therefore, HRI-specific operation modes are necessary to ensure the health of the operating personnel [
17]. According to the DIN EN ISO 10218, there are four permissible operating modes for collaborative tasks: safety-rated monitored stop, manual guidance, velocity and distance monitoring, and power and force limitation [
18]. Apart from power and force limitation, the operating modes are based on sensors so that safety requirements are met. For this purpose, different sensors are used, such as laser-based distance, force and torque, attendance, or contact sensors [
17].
The use of HRI systems combines the capabilities of humans with the advantages of automation and robotics. While humans can act flexibly and intelligently to unexpected tasks or events and thus possess fast and high adaptability, robots have advantages in speed, repeatability, endurance, and strength.
2.4. Line Balancing of HRI Assembly Lines
Assembly line balancing (ALB) describes the problem of distributing tasks involved in product assembly to available assembly stations. The tasks are subject to various constraints, such as prescribed sequences or process times. The main objective of optimal distribution is to maximise the output of an assembly line or to maximise efficiency by maintaining the output and reducing the costs (e.g., by reducing the workstations required) [
19]. The use of collaborative robots in assembly lines is increasing. Nevertheless, only a few published scientific articles address assembly line balancing optimisation for HRI scenarios. Therefore, Li et al. propose a mathematical model to solve the line balancing problem for a collaborative U-shaped assembly line, considering different process alternatives and collaborative robots. However, the approach does not consider a mixed model scenario with different products assembled in one assembly line. Moreover, the authors do not describe how the task execution times are determined [
20].
Gualteri et al. propose a methodology to optimise the assembly cycle time in the HRI assembly line in six steps. The procedure includes the analysis of the assembly system and tasks, the static task allocation between robot and human, the definition of the robot execution time based on coefficients, the identification of the assembly scenarios, and the calculation of an optimised assembly cycle time [
21].
Safety issues are crucial in the planning and success of HRI assembly lines, but they are just marginally considered in the proposed approaches. Therefore, Faccio et al. introduced a model that considers safety as an additional constraint. The model allows the authors to consider the distance between the operator and the collaborative robot and consequently include the robot’s speed while optimising the task assignment [
22].
2.5. Bin-Picking
The field of bin picking has been researched for decades and is still a highly researched topic. Bin-picking can be described as the process of picking parts that are stored arbitrarily in boxes or bulks and placing them in a defined way. It is usually performed by a robot guided by a vision system [
23]. According to Cordeiro et al., bin picking can be divided into two main challenges: robot grasping and data acquisition. In addition to short cycle times, robustness, and easy maintenance, bin-picking systems also have to be flexible in terms of the parts handled. Flexible or general bin-picking systems are researched to accomplish this. Recent approaches mainly propose methods based on machine learning techniques to encounter the different challenges of bin picking for differing parts, such as pose estimation or path planning [
24]. Furthermore, combining conventional methods like feature extraction and matching with novel machine learning methods shows promising results regarding short cycle time and high precision in industrial bin picking [
25].
Another researched aspect is the shortening of planning and commissioning of bin-picking systems. Schyja and Kuhlenkötter present an approach for the realistic simulation of bin-picking systems using physics engines and realistic robot simulation, therefore facilitating the configuration and optimisation of the system before commissioning [
26]. Li et al. propose a framework to train neural networks for object recognition and pose estimation based on semi-synthetic data generation. The framework can generate synthetical data based on a 3D model of the part, which is then improved by using cropped scenes from real images [
27].
Metzner et al. present a system for the virtual commissioning of bin-picking cells covering tasks from object detection and pose estimation to robot grasping. The system includes a virtual camera that computes point clouds from a virtual scene, rendered in an industrial CAD system and ultimately used for pose estimation with a feature-mapping algorithm. An additional virtual robot controller allows real robot programs to be tested and grasping to be simulated [
28].
3. Research Potentials for the Use of a Production System with a Digital Twin
The state of the art reveals numerous challenges and untapped potential for the optimal use of virtual commissioning, production systems, and HRI in manufacturing. Especially in the planning and optimisation of HRI assembly systems, there is still excellent research potential, which should be exploited for a broad market introduction of HRI systems. The authors of this paper aim to address the research gaps outlined in the following section.
Figure 4 provides an overview of the three intersecting thematic areas of research to be addressed. Explicit research gaps can be identified, especially at the intersection of these topics. They are therefore discussed in the following paragraphs. At the intersection of all three areas,
COssembly is presented because, with this production system and its digital twin, it is possible to address all the thematic areas. As an interlinked production system with an HRI focus and a digital twin, it combines all the necessary aspects for the envisioned research projects.
3.1. Increasing Efficiency in the Use of Virtual Commissioning for HRI Systems
As Lechler, Sinnemann, and Lidell [
12,
13,
14] stated, a significant effort in virtual commissioning is the creation of suitable models, as automation component manufacturers often do not provide sufficient models beyond CAD data. Therefore, we aim to extend existing and widely accepted standards for using advanced simulation models for virtual commissioning supplied by different manufacturers. The standard can be based on the neutral data exchange format AutomationML, defined in IEC 62714 [
29]. It should facilitate the provision of the correct information needed for simulation while protecting the technical knowledge of the manufacturers. The goal is to overcome proprietary models and provide models for relevant components in assembly systems. A standardised workflow is needed to enable the evolution from virtual commissioning to a digital twin through the physically existing assembly system. This way, the necessary modelling effort is reduced.
Another step in establishing virtual commissioning is to improve the accuracy of the simulation model, especially for the virtual commissioning of HRI systems. The data provided by the manufacturers to optimise the robot trajectory are usually insufficient to represent the robot’s dynamic behaviour. To improve the accuracy, experimental identification of the parameters of the real robots should be carried out [
30]. Because HRI scenarios can be manifold, the experiments should be as diverse as possible. Hence, collaboration scenarios with differing sizes, manufacturers, and tasks such as handling or assembling need to be analysed and used to improve the dynamic models of the robot. Furthermore, the potential of the HRI simulation tool presented by Glogowski et al. [
31] needs to be exploited by using interfaces to real robot systems from different manufacturers, leading to a higher accuracy of HRI simulation.
3.2. Line Balancing of HRI Assembly Systems
Regarding line balancing problems in HRI assembly systems, existing approaches should be combined with the simulation tool developed by Glogowski et al. [
31]. Since none of the in
Section 2 mentioned models for optimal line balancing, included realistic robot simulation for the cycle time estimation, more precise results can be expected using this simulation tool. Another advantage of the simulation tool is the possibility of including safety aspects in calculating robot cycle times. Nevertheless, a realistic environment is needed to validate the simulation results and the optimal line balancing, including varying scenarios, processes, resources, and real products. In advance, the proposed combination can be extended by means of digital twin architecture, as seen in
Figure 5. The digital twin architecture for line balancing enables the system to react to process deviations and changes in the general workload. Deviations can be errors like damaged parts, exhausted labourers, or differing skill levels. On the other hand, a changing workload results from production planning, fluctuating product demands, or any other superior management decision.
3.3. Including Bin Picking in Virtual Commissioning
Current approaches in the field of bin picking focus on improving vision systems utilising novel methods such as machine learning and simulation to generate training data. Nevertheless, the approaches consider the bin-picking systems as individual systems. Since bin-picking systems are often used for material supply in a production system [
32], they should be considered in the planning and virtual commissioning phase of assembly lines. Schyja and Kuhlenkötter [
26] already proposed a framework for the virtual commissioning of bin-picking systems without considering object detection or a complete production system. An extension of the mentioned framework is proposed to achieve better results during the virtual commissioning of a bin-picking cell. The complete process chain of bin picking can be simulated by combining virtual object detection with realistic robot simulation. Therefore, better cycle-time and process-stability estimations can be achieved. For a holistic assessment of bin-picking in an assembly line, virtual commissioning of the whole assembly line is needed since synchronisation of the bin-picking system with preceding and/or subsequent assembly stations must be achieved to exploit the potential of such a system. Even after the commissioning and start of production of an assembly line, virtual commissioning models containing the bin-picking system entail promising benefits when there is a change in resources, materials to be handled, or products to be assembled. As bin-picking is always bound to randomness due to arbitrarily positioned objects, varying process times and process stability can occur. By including simulations of bin-picking systems in a digital twin, dynamic adjustments in production management can be made to ensure optimal balancing and synchronisation. In an HRI assembly system, such an adjustment can also imply dynamic task allocation, for example, by assigning the bin-picking task to a worker based on the complexity of the corresponding part and its position.
3.4. HRI Training in the Context of Learning Factories
With the introduction of new technologies and digital transformation, the tasks of employees in manufacturing are changing. Following advancements in technology, new methods and structures need to be introduced regarding employee qualifications. One promising approach is teaching in the context of learning factories [
33]. Especially concerning the introduction of cobots in manufacturing processes, employees need to be prepared to cope with the changing work environment. Training settings that represent the working environment to a high degree seem to be best suited to impart the necessary knowledge for interaction with robots. Practical scenarios that contain relevant products and processes increase the acceptance of the training while enabling the transferability to everyday work [
34]. Training programs based on the digital twin of a production plant need to be elaborated to do so. Thus, the preparation of employees for HRI can be conducted in a safe environment using technologies like augmented or virtual reality [
35].
Using the digital twin for training purposes comprises the benefits wherein training can start before the physical plant exists, training does not disturb actual production, and scenarios like malfunctioning robots can be simulated. Furthermore, for a comprehensive acquisition of competencies regarding HRI, a training plant that contains various degrees of interaction while simultaneously representing an industrial manufacturing scenario is needed. Furthermore, a methodology must be developed to derive training environments from the digital twin, thus limiting the needed working effort and reducing costs.
4. Implementation of the COssembly with Its Digital Twin
In order to meet the challenges of practical and interdisciplinary research work, a flexible production plant was developed in cooperation with the system integrator EDAG Production Solutions. This production system is called COssembly to emphasise one of the main fields of application in the research project, namely, the combination of human collaboration capability and assembly technologies. COssembly is installed in the Learning and Research Factory at the Chair of Production Systems at the Ruhr-University Bochum, where researchers from different disciplines can use it for their research interests. Primarily, COssembly has been conceptualised to cover HRI and new approaches in application-centred robotics in the field of bin picking, pick and place, robot-guided gripping techniques, assistance systems, line balancing, and innovative product service systems. The research fields of data management, simulation, and virtual commissioning in the context of digital twins are also covered.
4.1. Assembly Process
COssembly was developed as an interlinked production system with different process steps to serve these research areas, which partly differ in significant ways. Within this one-linked production system, several different robot manufacturers and robot types, also regarding various HRI capabilities, were integrated. COssembly combines common industry robots, HRI-capable robots, and a mobile robot system from Kuka, ABB, and Fanuc. To establish an industrial reference, the production process of a real industrial product, a photovoltaic switch box from Phoenix Contact, was chosen as the initial demonstration process of COssembly. Thus, the system is ideally suited to cover relevant topics regarding production management in the industry.
The photovoltaic switch box is a complex product produced in the industry for commercial use. It requires several different assembly steps, e.g., bolting, plugging, clamping, and electric measurements, for testing its functionalities in quality assurance. The various production processes and stations of COssembly are outlined below using the photovoltaic switch box as an example product. The mounting process of the photovoltaic switch box consists of eight production steps. Starting from the plastic housing, the following steps must be carried out:
Human–robot collaborative bolting of the cable gland.
Automated bolting of the profile rail.
Automated bin picking and mounting of several terminals in fenceless mode.
Automated jumper mounting in fenceless mode.
Manual wiring.
Human–robot collaborative electrical measurements for quality assurance.
Manual mounting of the cover.
Automated packaging in fenceless mode.
COssembly was developed as a cyber–physical system to research hybrid or purely digital topics in the context of production systems. The digital twin of
COssembly, as the primary digital research object of the production system, enables various research approaches.
Figure 6 illustrates
COssembly with its process steps and the transition of a digital production system in the virtual world to a physical production system in the real world.
4.2. Digital Behavioural Twin
The functionality of the digital twin developed for COssembly differs in some points from the existing and established definitions. For this reason, this digital twin cannot be categorised as either a digital model, a pre-digital twin, a digital shadow, or a complete digital twin in the respective definition. The implemented digital twin does not provide an automated function for data exchange unidirectionally or reciprocally, so it can neither be a digital shadow nor a complete digital twin. However, the functionality of COssembly’s digital twin goes far beyond that of a digital model and beyond that of a pre-digital twin, as the implemented twin can act as an accurate behavioural model while providing detailed visualisations.
The digital twin of COssembly is therefore defined as a digital behavioural twin that does not exchange data automatically but depicts accurate behaviour. It contains a detailed visualisation of all essential components. It can, therefore, act ultimately independently but simultaneously synchronously with the physical production system. The multifunctionality of the digital behavioural twin results in multiple benefits with only one model.
With this digital twin structure, it is possible to explore past, present, and future production scenarios and disruptions without hindering the physical production system, which results in higher flexibility and independence and, thus, increased availability of the physical production system. This independent mode of operation is particularly advantageous when finding the causes of malfunctions with error messages in production systems. At the same time, the production capability has already been restored through symptom control. Malfunctions without error messages can also be documented in the physical production system and be investigated with the digital behavioural twin without affecting the production operation of the physical production system. Further potential of a digital behavioural twin is the opportunity to use it for education and training purposes of specialists and future system operators. They can learn the functionality of the entire system and its subsystems without the risk of committing errors resulting in interruptions or damages to the physical production system and thus save unnecessary costs.
4.3. Digital Twin Structure
The digital behavioural twin of
COssembly considers the physical plant’s functional components that are relevant to the behaviour of the physical production system.
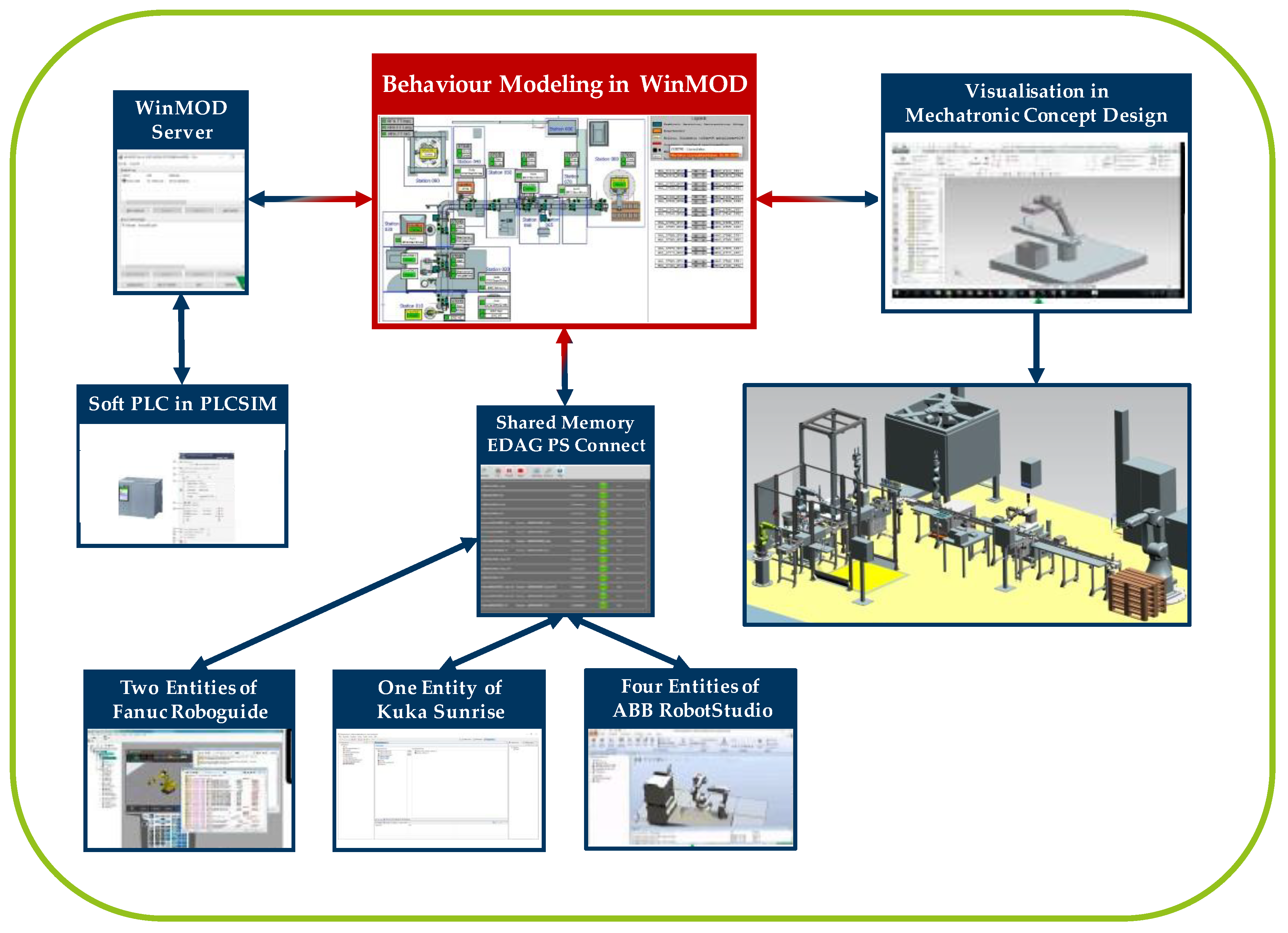
Figure 7 shows an overview of
COssembly’s digital behavioural twin structure. The modelling of the system’s behaviour is performed in WinMOD [
36]. All information and states are merged in WinMOD. It logically maps the mechatronic behaviour of the components so that the virtual controller with the same PLC program as the physical controller cannot detect differences. For the virtual PLC, PLCSIM by Siemens is used, as the physical controller of
COssembly is an S7-PLC from Siemens. The virtual robot controllers are primarily used to model robot movement and signal control. Therefore, the virtual robot controllers included in ABB RobotStudio and FANUC Roboguide are used. Also, the virtual robot controllers run the same programs as the physical robot controllers. Mechatronic concept design is used to visualise the entire system. It receives all necessary dynamic information from WinMOD to generate a realistic process visualisation.
As far as possible and reasonable, the system architecture of the behavioural twin is based as closely as possible on that of COssembly’s physical production system. However, it logically deviates when WinMOD is used as the central element for behaviour modelling. In the digital behavioural twin, the various robot-based entities communicate via TCP/IP to exchange signals and information such as axis values. The data exchange with WinMOD itself and also with Mechatronic Concept Design is mainly realised via shared memories. Furthermore, the behavioural twin contains the modelling of buttons used by the operator, meaning that inputs such as starting a process or acknowledging that a process has finished can be triggered virtually. Additionally, virtual workpieces can be generated in the behavioural twin and are then assembled virtually. The HMI of the physical production system is also built identically in PLCSIM, allowing the operator to monitor the state of the system and acknowledge errors. In principle, the communication structure is already complex due to the number of participants; in addition, the system was divided into three local computing units due to the high-performance requirements. The computing units use the same Ethernet/IP network as the subsystems of the physical plant. This allows manually triggered data exchange between the digital twin and the physical plant.
The behavioural twin still lacks minor deviations from the physical entity. To be noted is the missing model of the vibrating bowl feeder, which is utilised in the second assembly station for the feeding of screws in the bolting process. This is due to the high complexity of modelling and missing data from the manufacturer. Furthermore, deviation between physical and virtual entities results from friction and abrasion in the various kinematic elements of the physical production systems, which are not considered extensively. Also, accurate acceleration ramps of the conveyor systems are not taken into account. These factors might lead to discrepancies in the process times. Lastly, the manual assembly steps are not included in the digital behavioural twin yet.
5. Conclusions and Outlook
Virtual commissioning and the digital twin have gained much interest in the context of manufacturing systems in recent years. Yet, there is still a lot of potential to be exploited. The authors of this paper identified research areas related to current challenges in production systems in the context of virtual commissioning and the digital twin. Therefore, an insight was given into the state of the art of various technologies in manufacturing. Based on this, a concrete need for research was depicted by the authors.
In particular, linking the domains’ production systems, HRI, and virtual commissioning is of great importance so that no isolated standalone solutions are researched and developed, but a holistic approach is taken. This approach leads to better transferability from research to practice and thus generates industry-relevant results more quickly. Since the use of collaborative robots in manufacturing systems is increasing, the need to extend the known methods in virtual commissioning or line balancing towards integrating cobots is identified. Another focus lies in transforming virtual commissioning models towards a digital twin and exploring the potential a digital twin holds in hybrid manufacturing systems.
To address the previously identified research gaps, a flexible production system called COssembly was developed in cooperation with an industrial partner. COssembly contains a comprehensive digital behavioural twin representing all the relevant elements of the real production system digitally. Therefore, it is able to display a real assembly situation digitally, simultaneously, and independently from each other. COssembly is designed for manufacturing an existing industrial product, thus representing industrial requirements and scenarios. Concurrently, the design and implementation process considered the intended research focus. Therefore, the system is ideally suited to address current challenges in modern hybrid manufacturing systems.
Further work will focus on developing an efficient procedure for transforming virtual commissioning models to a digital twin and identifying, as well as exploiting, the benefits of a digital twin in manufacturing. In addition, bin-picking simulation will be integrated into the digital twin, and HRI simulations will be used during virtual commissioning. The reduction of the simulation to reality gap, e.g., in the vibrating bowl feeder or the conveyor belts, should be achieved in future investigations and research work with COssembly. Special focus will be on the consideration of safety aspects and line-balancing methods in hybrid assembly lines. COssembly will be expanded and used as a validation scenario to achieve this. Another focal point will be further improving existing HRI simulation frameworks using real robot controllers and motion-capturing technology. Furthermore, proficient training will be developed using COssembly as a hybrid assembly system to accelerate the introduction of HRI into manufacturing systems. Further publications will provide specific insight into the different research fields and implementations of novel approaches.
Author Contributions
Conceptualization, L.C. and E.M.; methodology, M.B.; investigation, L.C and E.M.; resources, B.K.; writing—original draft preparation, L.C and E.M.; writing—review and editing, L.C., E.M., M.B., A.H. and B.K.; visualization, L.C.; supervision, B.K.; project administration, A.H.; funding acquisition, B.K. and L.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the German Research Foundation (DFG) under the grant number INST 213/965-1 FUGG. We would like to take this opportunity to express our special thanks for this funding. Additionally, the authors acknowledge support by the Open Access Publication Funds of the Ruhr University Bochum.
Data Availability Statement
No new data were created or analysed in this study. Data sharing is not applicable to this article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Attaran, M.; Celik, B.G. Digital Twin: Benefits, use cases, challenges, and opportunities. Decis. Anal. J. 2023, 6, 100165. [Google Scholar] [CrossRef]
- van der Valk, H.; Haße, H.; Möller, F.; Otto, B. Archetypes of Digital Twins. Bus. Inf. Syst. Eng. 2022, 64, 375–391. [Google Scholar] [CrossRef]
- Grieves, M. Digital Twin: Manufacturing Excellence through Virtual Factory Replication, White Paper, 2015. Available online: https://www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication (accessed on 28 November 2023).
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Barbieri, G.; Bertuzzi, A.; Capriotti, A.; Ragazzini, L.; Gutierrez, D.; Negri, E.; Fumagalli, L. A virtual commissioning based methodology to integrate digital twins into manufacturing systems. Prod. Eng. Res. Dev. 2021, 15, 397–412. [Google Scholar] [CrossRef]
- Madni, A.; Madni, C.; Lucero, S. Leveraging Digital Twin Technology in Model-Based Systems Engineering. Systems 2019, 7, 7. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure e.V. Virtual Commissioning Part 1: Model Types and Glossary; Beuth Verlag GmbH: Berlin, Germany, 2016; Available online: https://nautos.de/6RC/search/item-detail/DE88640157 (accessed on 11 July 2023).
- Hoffmann, P.; Schumann, R.; Maksoud, T.M.A.; Premier, G.C. Virtual Commissioning of Manufacturing Systems A Review and New Approaches for Simplification. In Proceedings of the 24th European Conference on Modelling and Simulation, Kuala Lumpur, Malaysia, 1–4 June 2010; pp. 175–181. [Google Scholar]
- Shahim, N.; Moller, C. Economic justification of Virtual Commissioning in automation industry. In Proceedings of the 2016 Winter Simulation Conference (WSC), Washington, DC, USA, 11–14 December 2016; IEEE: Piscataway, NJ, USA, 2016. [Google Scholar]
- Lechler, T.; Fischer, E.; Metzner, M.; Mayr, A.; Franke, J. Virtual Commissioning—Scientific review and exploratory use cases in advanced production systems. Procedia CIRP 2019, 81, 1125–1130. [Google Scholar] [CrossRef]
- Sinnemann, J.; Bartelt, M.; Strahilov, A.; Kuhlenkötter, B. Architecture for Simulation and Optimization of Energy Consumption of Automated Production Systems. Procedia CIRP 2020, 93, 1241–1246. [Google Scholar] [CrossRef]
- Lidell, A.; Ericson, S.; Ng, A.H. The Current and Future Challenges for Virtual Commissioning and Digital Twins of Production Lines. In Proceedings of the 10th Swedish Production Symposium (SPS2022), Skövde, Sweden, 26–29 April 2022; Ng, A.H., Syberfeldt, A., Högberg, D., Holm, M., Eds.; IOS Press: Amsterdam, The Netherlands, 2022. ISBN 9781643682686. [Google Scholar]
- Gradmann, M.; Henrich, D.; Orendt, E.M.; Riedelbauch, D.; Riedl, M.; Spangenberg, M.; Werner, T. Mensch-Roboter-Interaktion. In Handbuch Mensch-Roboter-Kollaboration; Müller, R., Franke, J., Henrich, D., Kuhlenkötter, B., Raatz, A., Verl, A., Eds.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2019; pp. 169–276. ISBN 978-3-446-45016-5. [Google Scholar]
- Bauer, W.; Bender, M.; Braun, M.; Rally, P.; Scholtz, O. Leichtbauroboter in der Manuellen Montage-Einfach Einfach Anfangen; IRB Mediendienstleistungen: Stuttgart, Germany, 2016. [Google Scholar]
- Ramer, C.; Landgraf, M.; Blank, A.; Seßner, J.; Schäffer, E.; Yoo, I.S.; Buschhaus, A.; Riedle, H. Sensortechnik. In Handbuch Mensch-Roboter-Kollaboration; Müller, R., Franke, J., Henrich, D., Kuhlenkötter, B., Raatz, A., Verl, A., Eds.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2019; pp. 71–115. ISBN 978-3-446-45016-5. [Google Scholar]
- ISO 10218-2:2011; Robots and Robotic Devices—Safety Requirements for Industrial Robots—Part 2: Robot Systems and Integration. International Organization for Standardization (ISO): Geneva, Switzerland, 2011. Available online: https://nautos.de/6RC/search/item-detail/DE30088454 (accessed on 28 November 2023).
- Boysen, N.; Schulze, P.; Scholl, A. Assembly line balancing: What happened in the last fifteen years? Eur. J. Oper. Res. 2022, 301, 797–814. [Google Scholar] [CrossRef]
- Li, Z.; Janardhanan, M.; Tang, Q.; Zhang, Z. Models and algorithms for U-shaped assembly line balancing problem with collaborative robots. Soft Comput. 2023, 27, 9639–9659. [Google Scholar] [CrossRef]
- Gualtieri, L.; Rauch, E.; Vidoni, R. Methodology for the definition of the optimal assembly cycle and calculation of the optimized assembly cycle time in human-robot collaborative assembly. Int. J. Adv. Manuf. Technol. 2021, 113, 2369–2384. [Google Scholar] [CrossRef]
- Faccio, M.; Granata, I.; Minto, R. Task allocation model for human-robot collaboration with variable cobot speed. J. Intell. Manuf. 2023, 1–14. [Google Scholar] [CrossRef]
- Buchholz, D. Bin-Picking—New Approaches for a Classical Problem; Technische Universität Braunschweig: Braunschweig, Germany, 2015. [Google Scholar]
- Cordeiro, A.; Rocha, L.F.; Costa, C.; Costa, P.; Silva, M.F. Bin Picking Approaches Based on Deep Learning Techniques: A State-of-the-Art Survey. In Proceedings of the 2022 IEEE International Conference on Autonomous Robot Systems and Competitions (ICARSC), Santa Maria da Feira, Portugal, 29–30 April 2022; IEEE: Piscataway, NJ, USA, 2022. [Google Scholar]
- Lee, S.; Lee, Y. Real-Time Industrial Bin-Picking with a Hybrid Deep Learning-Engineering Approach. In Proceedings of the 2020 IEEE International Conference on Big Data and Smart Computing (BigComp), Busan, Republic of Korea, 19–22 February 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 584–588, ISBN 978-1-7281-6034-4. [Google Scholar]
- Schyja, A.; Kuhlenkötter, B. Realistic simulation of industrial bin-picking systems. In Proceedings of the 2015 6th International Conference on Automation, Robotics and Applications (ICARA), Queenstown, New Zealand, 17–19 February 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 137–142, ISBN 978-1-4799-6466-6. [Google Scholar]
- Li, X.; Cao, R.; Feng, Y.; Chen, K.; Yang, B.; Fu, C.-W.; Li, Y.; Dou, Q.; Liu, Y.-H.; Heng, P.-A. A Sim-to-Real Object Recognition and Localization Framework for Industrial Robotic Bin Picking. IEEE Robot. Autom. Lett. 2022, 7, 3961–3968. [Google Scholar] [CrossRef]
- Metzner, M.; Weissert, S.; Karlidag, E.; Albrecht, F.; Blank, A.; Mayr, A.; Franke, J. Virtual Commissioning of 6 DoF Pose Estimation and Robotic Bin Picking Systems for Industrial Parts. IFAC-PapersOnLine 2019, 52, 160–164. [Google Scholar] [CrossRef]
- International Electrotechnical Commission. Engineering Data Exchange Format for Use in Industrial Automation Systems Engineering: Automation Markup Language: All Parts; International Electrotechnical Commission: Geneva, Switzerland, 2018. [Google Scholar]
- Lemmerz, K.D. Entwicklung und Simulationsgestützte Analyse Einer Hybriden Kollaborativen Betriebsart für Die Mensch-Roboter-Interaktion. Ph.D. Thesis, Ruhr-University, Bochum, Germany, 2022. [Google Scholar]
- Glogowski, P.; Böhmer, A.; Hypki, A.; Kuhlenkötter, B. Robot Speed Adaption in Multiple Trajectory Planning and Integration in a Simulation Tool for Human-Robot Interaction. J. Intell. Robot Syst. 2021, 102, 25. [Google Scholar] [CrossRef]
- Sarna, M.; Meixner, K.; Biffl, S.; Luder, A. Reducing Risk in Industrial Bin Picking With PPRS Configuration and Dependency Management. In Proceedings of the 2021 26th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Västerås, Sweden, 7–10 September 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 1–4, ISBN 978-1-7281-2989-1. [Google Scholar]
- Öztürk, E.; Hulla, M.; Prinz, C.; Kuhlenkötter, B.; Ramsauer, C. Digital Transformation Methods in Learning Factory Based Trainings. In Proceedings of the 12th Conference on Learning Factories (CLF2022), Singapore, 11–13 April 2022. [Google Scholar] [CrossRef]
- Aljinovic, A.; Crnjac, M.; Nikola, G.; Mladineo, M.; Basic, A.; Ivica, V. Integration of the human-robot system in the learning factory assembly process. Procedia Manuf. 2020, 45, 158–163. [Google Scholar] [CrossRef]
- Guo, Q. Learning in a Mixed Reality System in the Context of ‘Industrie 4.0’. J. Technical Educ. JOTED 2015, 3, 92–115. [Google Scholar] [CrossRef]
- WINMOD GmbH. WinMOD®: For Virtual Commissioning—And More! Available online: https://www.winmod.de/english/ (accessed on 12 October 2023).
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}