Alkali-Activated Binders Based on Tungsten Mining Waste and Electric-Arc-Furnace Slag: Compressive Strength and Microstructure Properties



Abstract
:1. Introduction
- (a)
- Basic-Oxygen-Furnace (BOF) slag,
- (b)
- Electric-Arc-Furnace (EAF) slag,
- (c)
- Ladle slag.
2. Materials and Experimental Methods
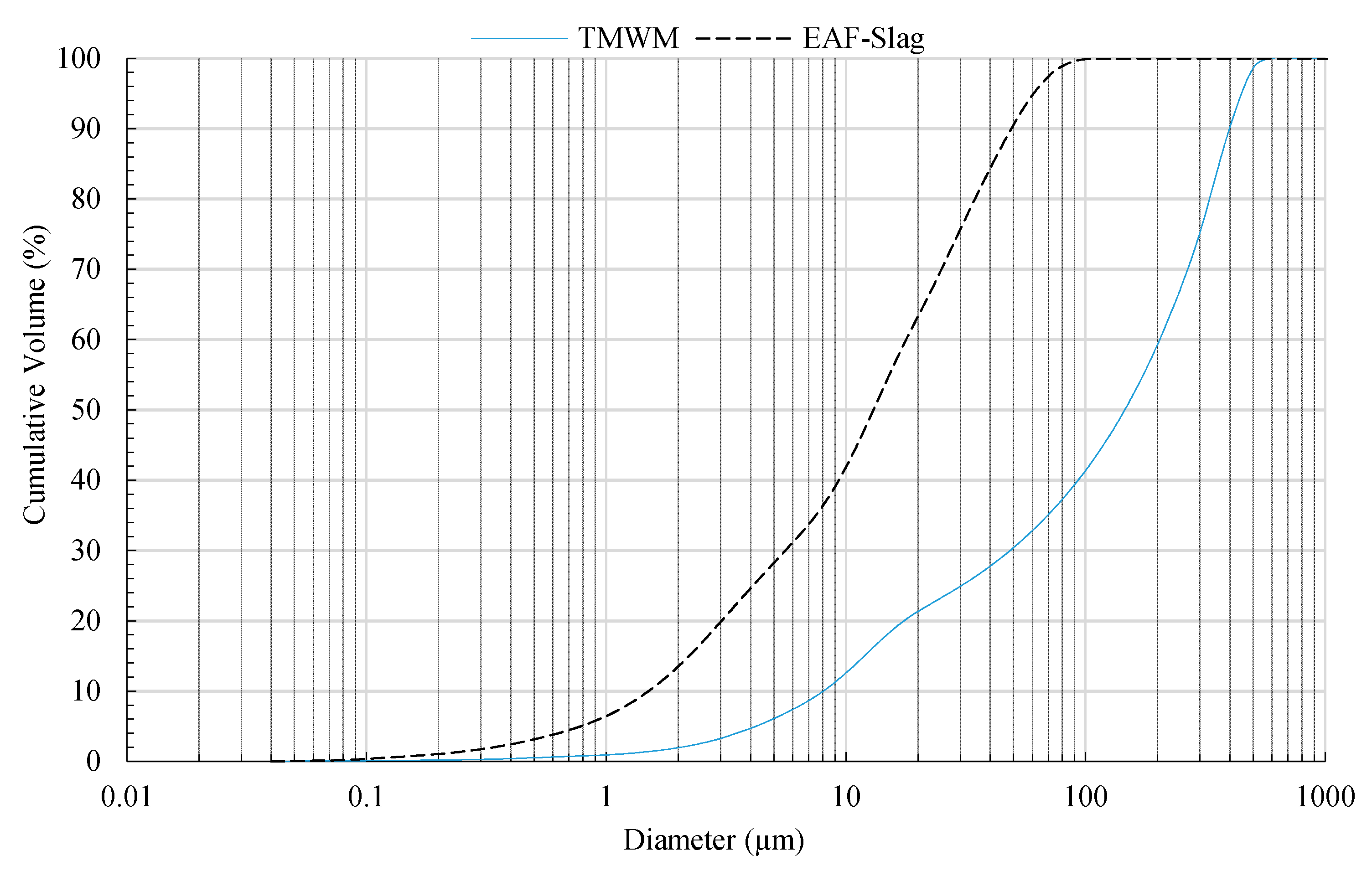
2.1. Raw Materials
2.1.1. Precursors
2.1.2. Alkaline Activator Solution
2.2. Experimental Methods
2.2.1. Preparation of Specimens
2.2.2. Curing Condition
2.2.3. Analytical Techniques
Compressive Strength
X-ray Diffraction Analyses
Scanning Electron Microscopy
Fourier Transform Infra-Red Analyses
Mercury Intrusion Porosimetry Analyses
3. Results and Discussion
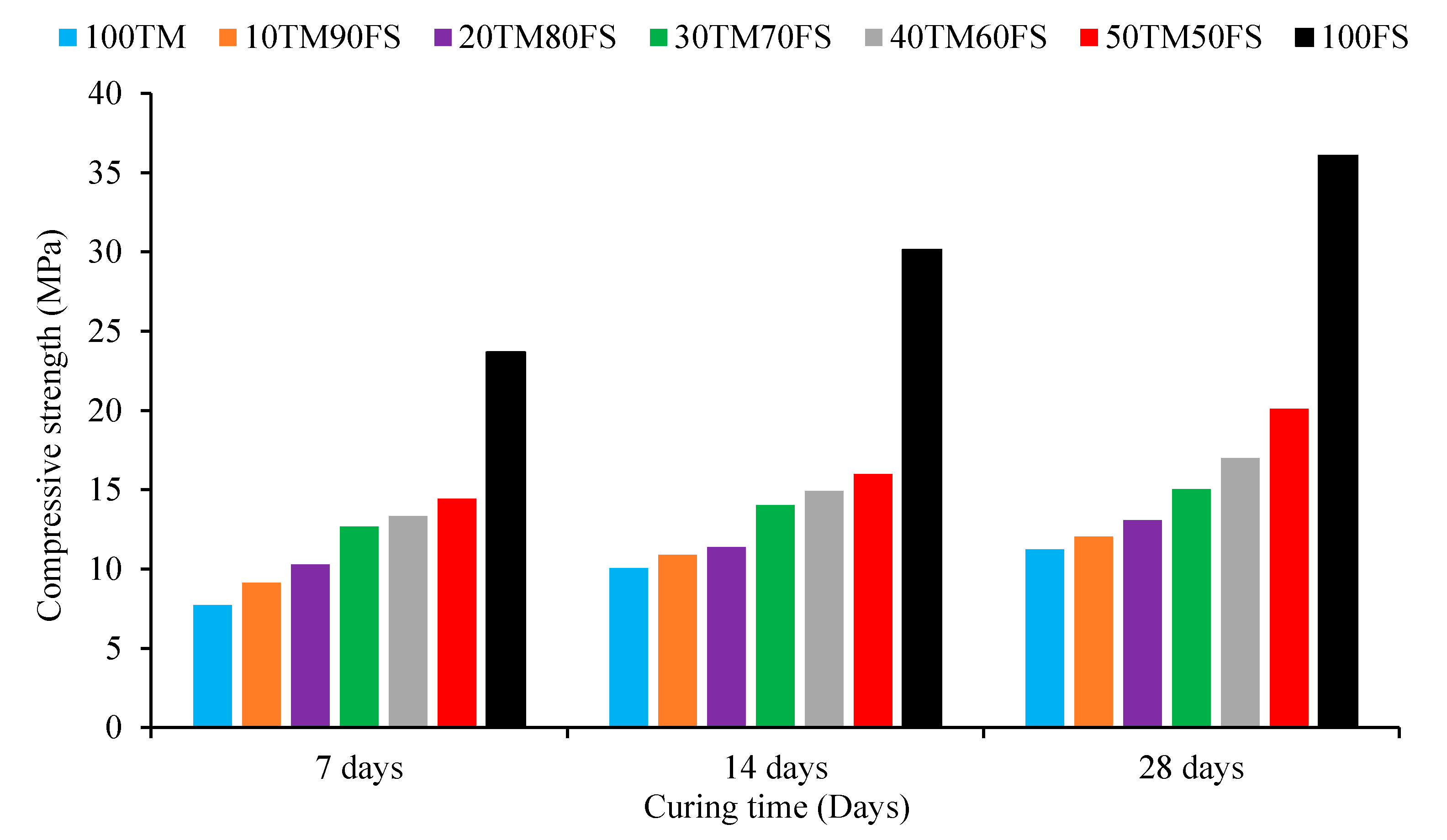
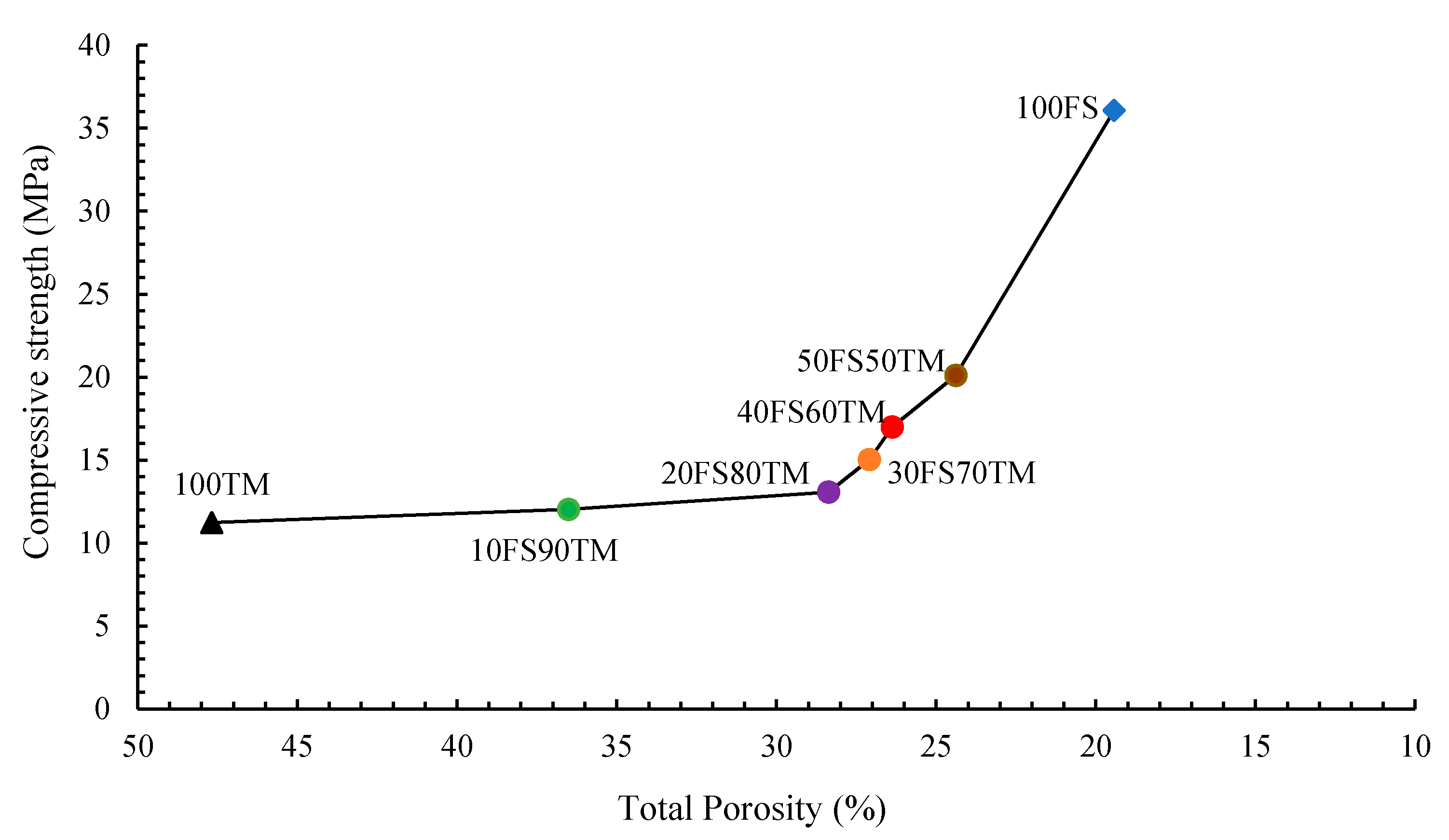
3.1. Compressive Strength
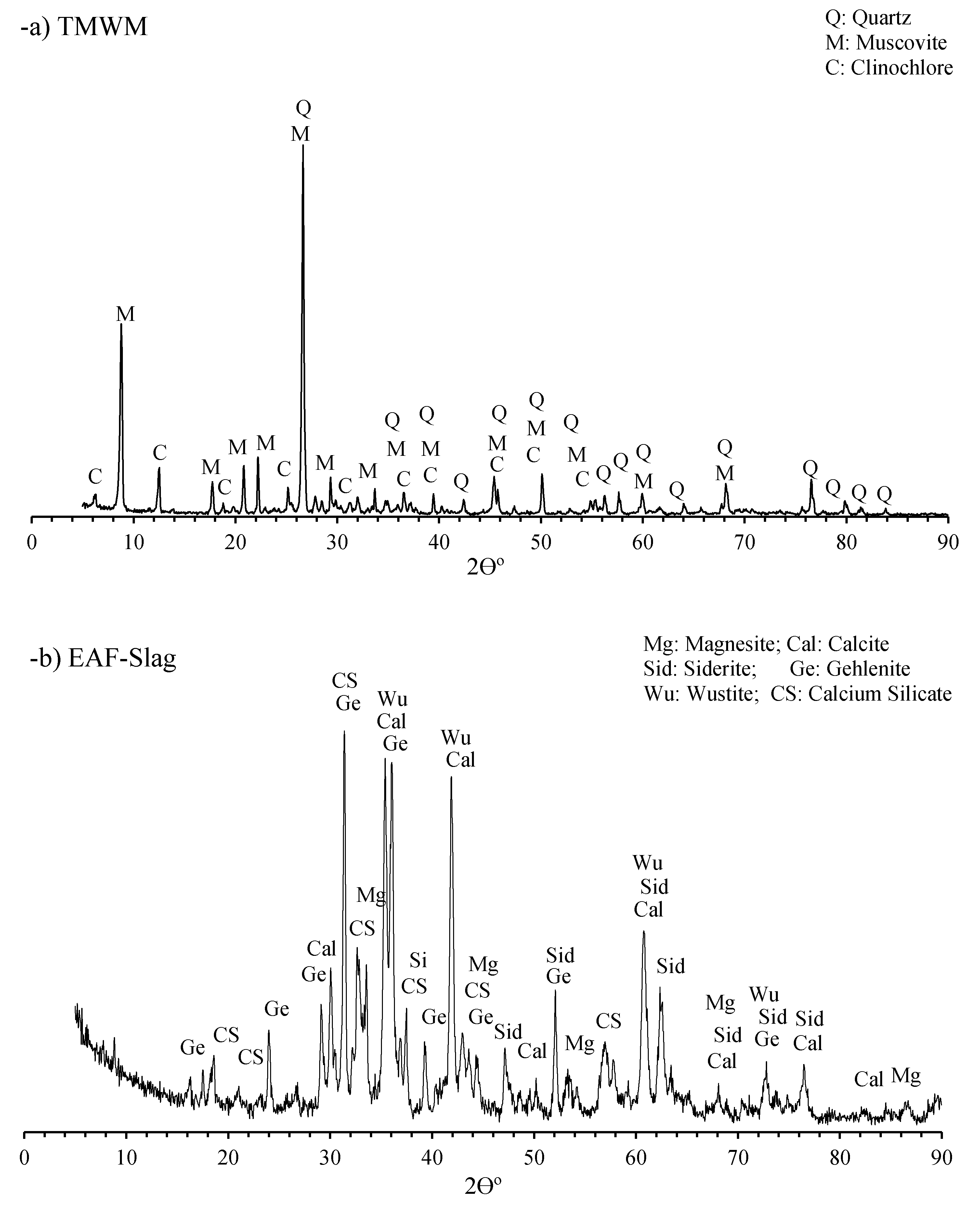
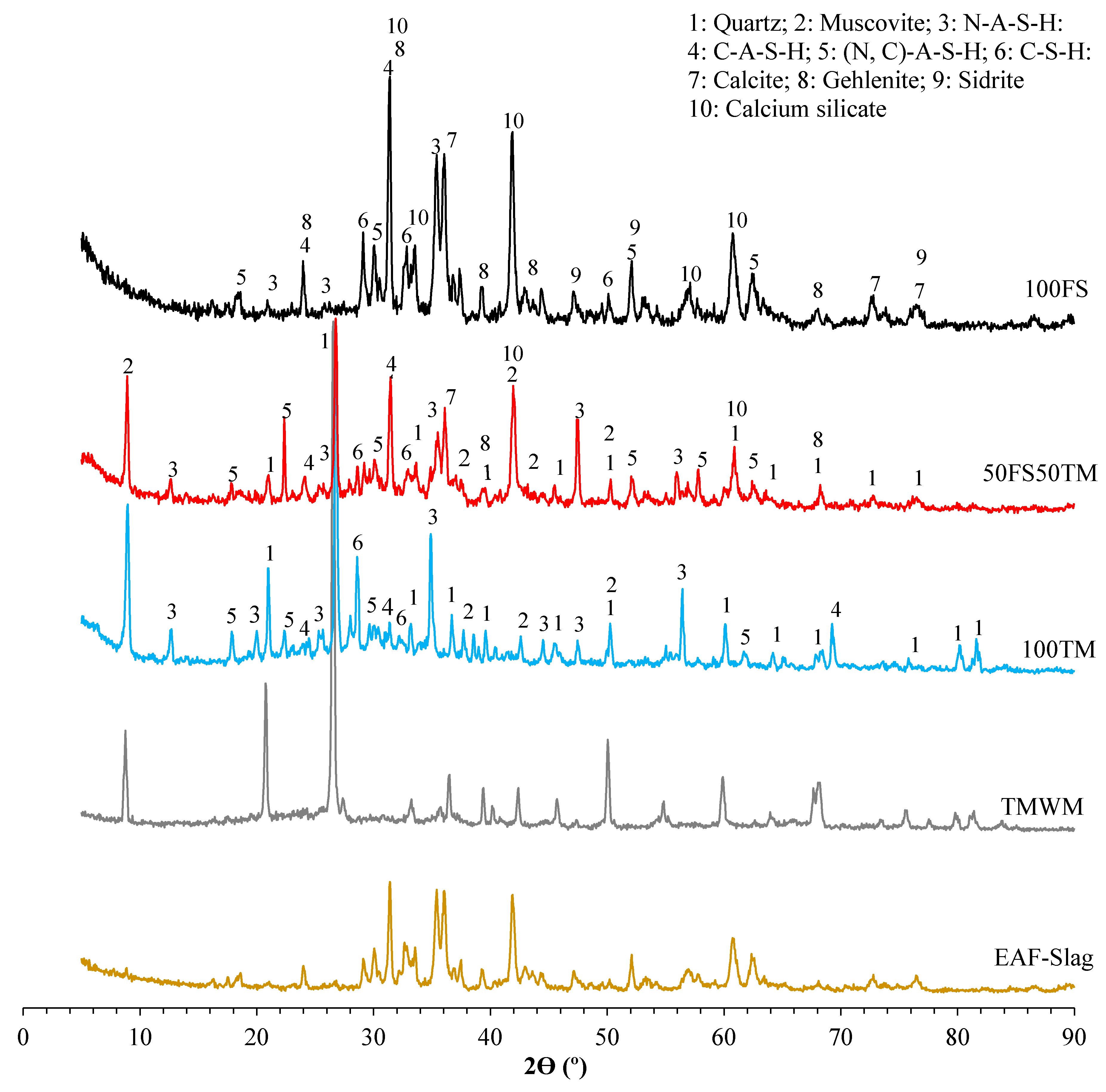
3.2. XRD Analysis
3.3. Scanning Electron Microscope-Energy Dispersive X-ray Spectroscopy (SEM-EDS)
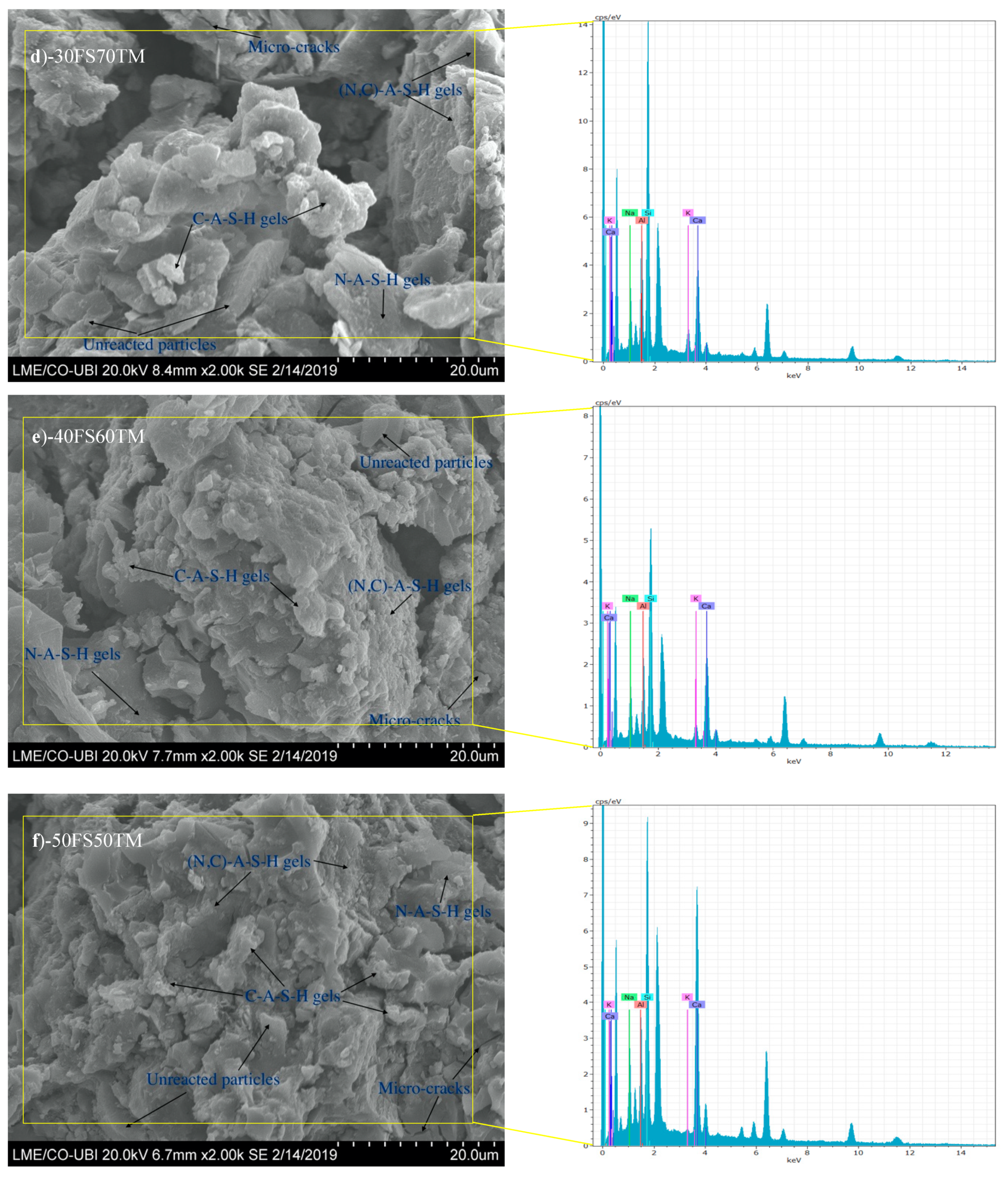
3.3.1. Scanning Electron Microscope (SEM)
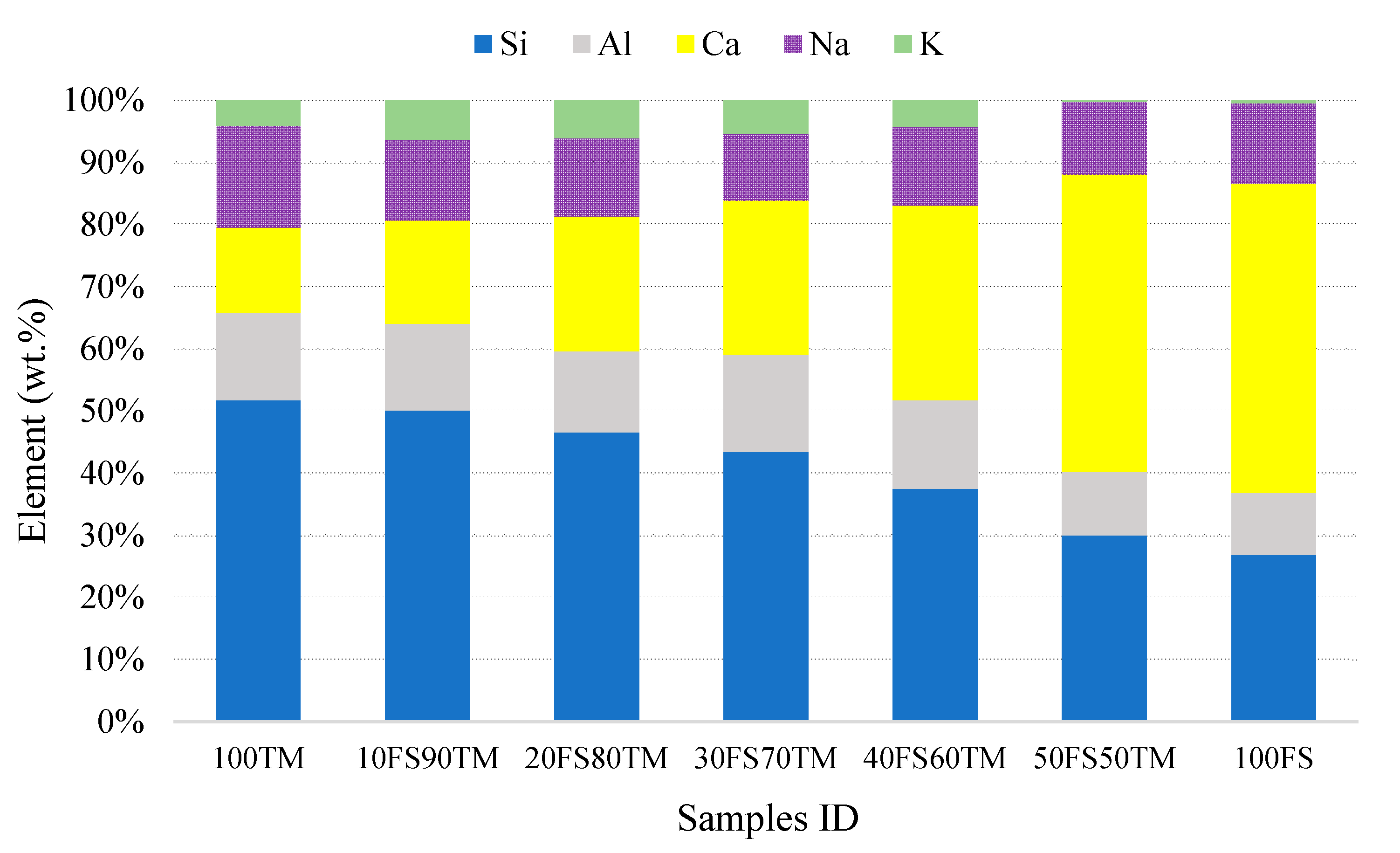
3.3.2. Energy Dispersive X-ray Spectroscopy (EDS)
3.4. Pore Structure
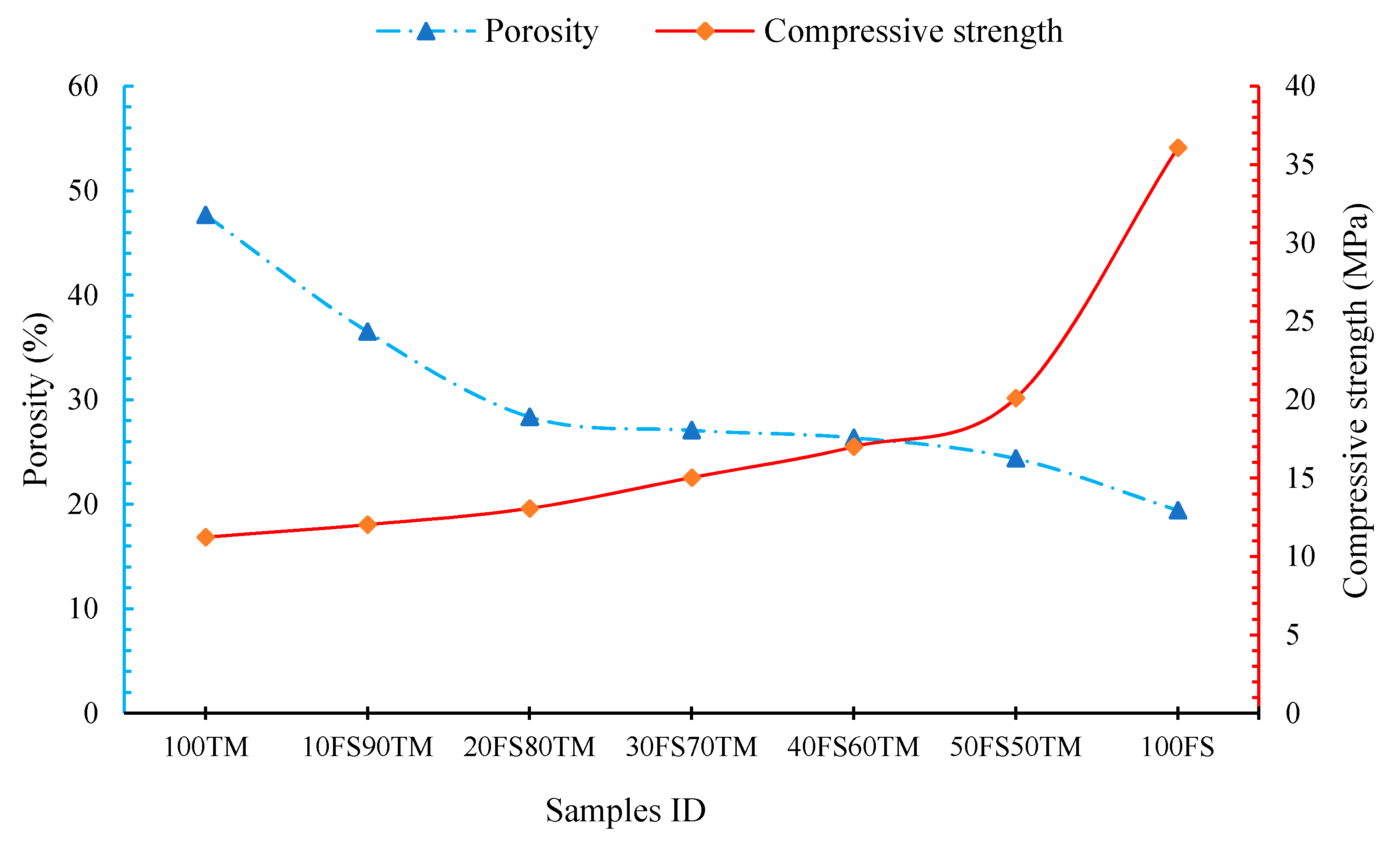
3.4.1. Porosity
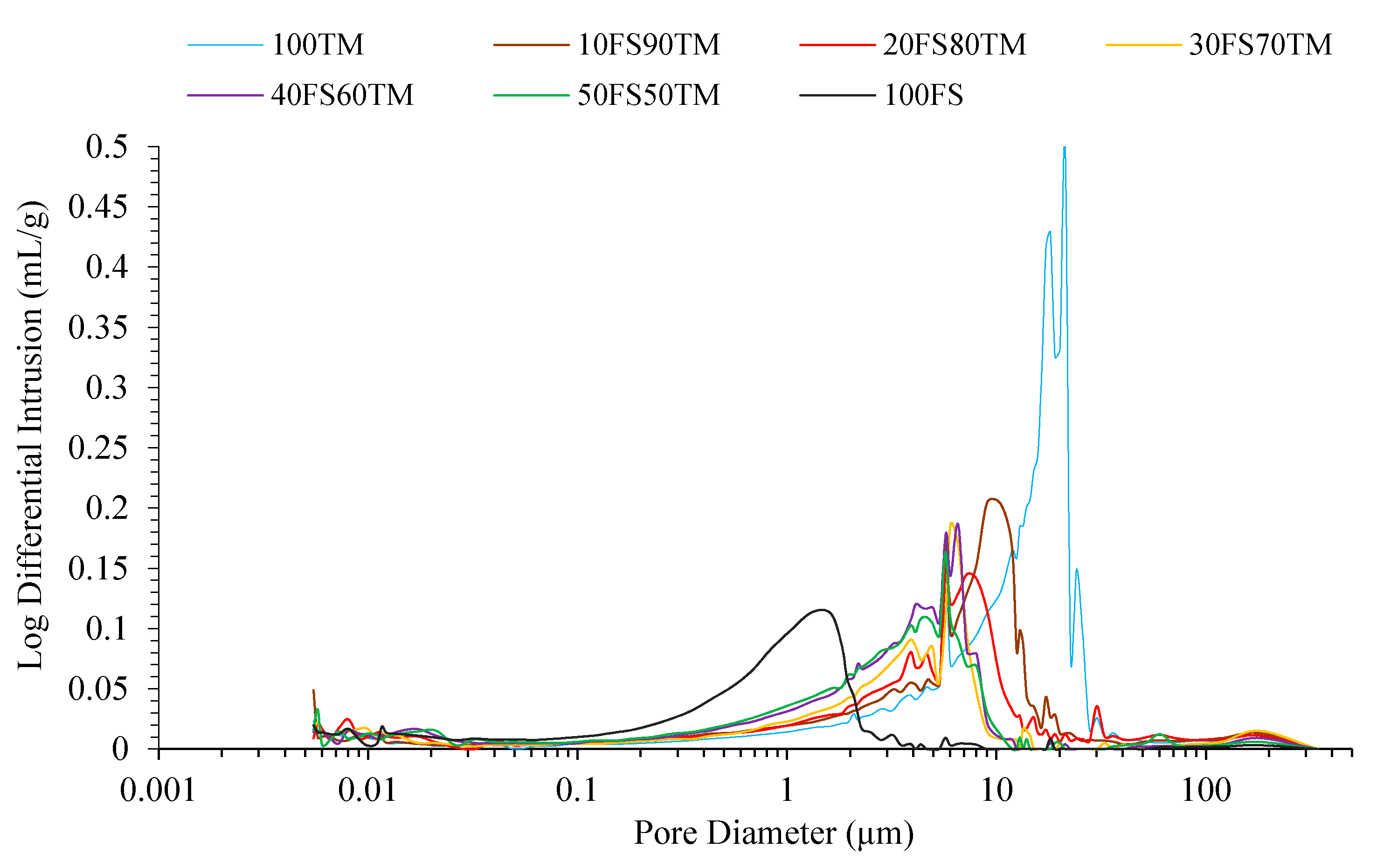
3.4.2. Pore-Size Distribution
3.4.3. Average Pore Diameter
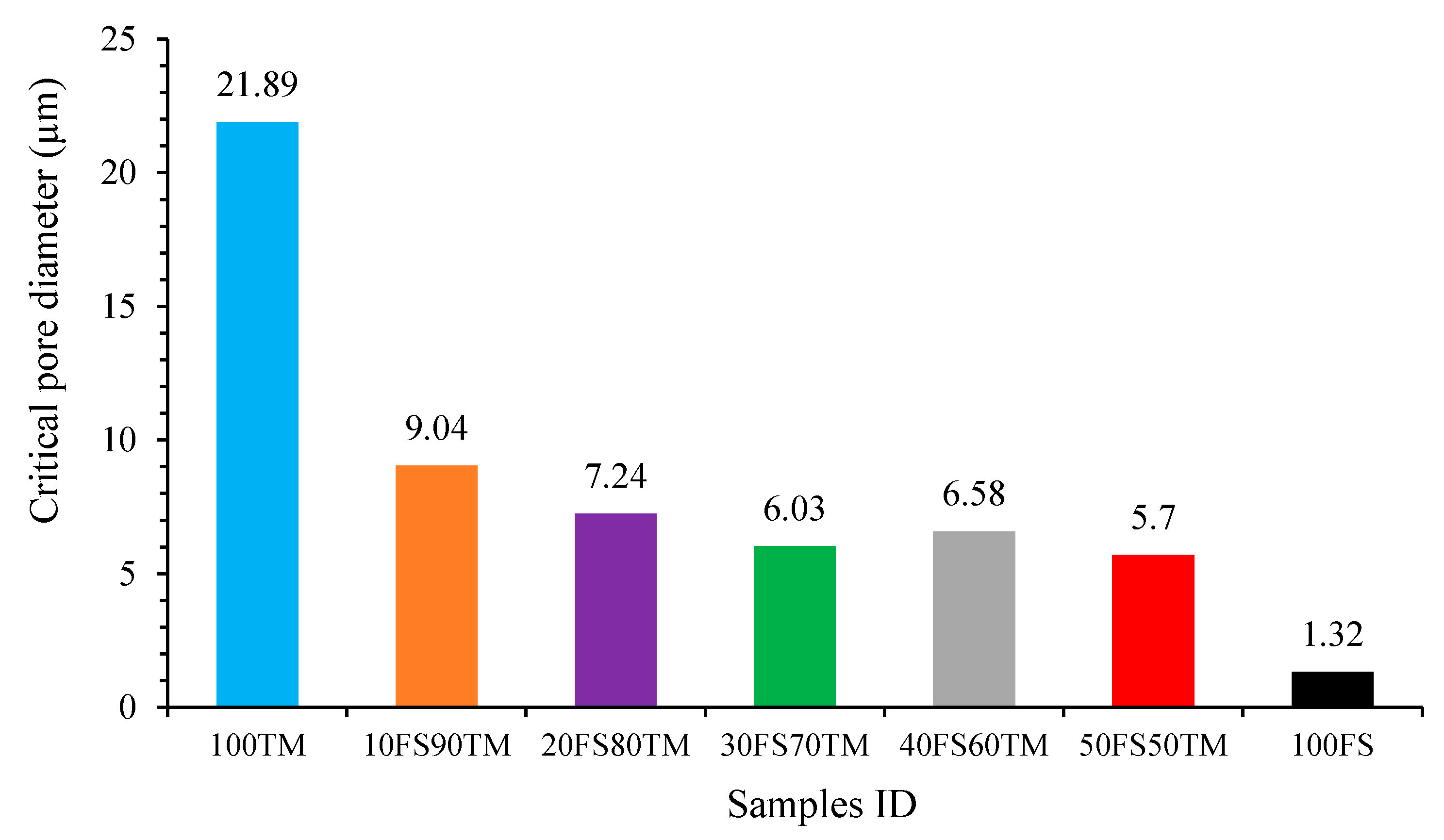
3.4.4. Critical Pore Diameter
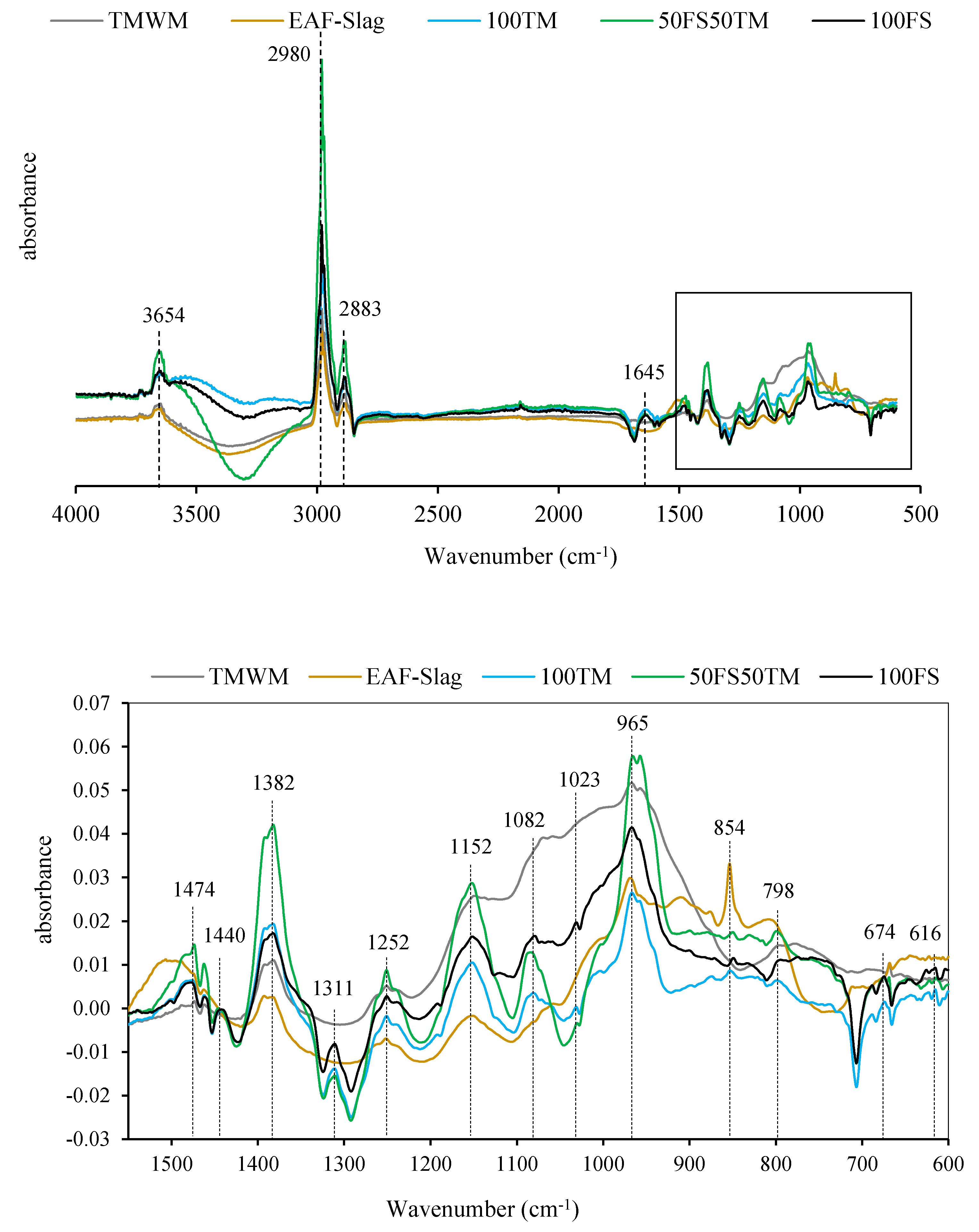
3.5. Fourier Transform Infra-Red (FT-IR) Spectroscopy
4. Conclusions
- The increase of EAF-Slag:TMWM volume ratios in the binary mixtures substantially enhanced the compressive strength development and the microstructure properties of the binary alkali-activated binders.
- The SEM micrographs showed that the morphology of 100TM-AAB sample was different, such as a monolayer of products with no sharp geometric outline (unreacted particles) and small sharp geometric needles dispersed on the surface of the matrix. The blend of 50 vt.% of TMWM with an amount of 50 vt.% EAF-Slag results in the growth of the amorphous content of N-A-S-H gel and the binding gels C-A-S-H which has a positive effect on enhancement in the microstructure properties of the binary binder.
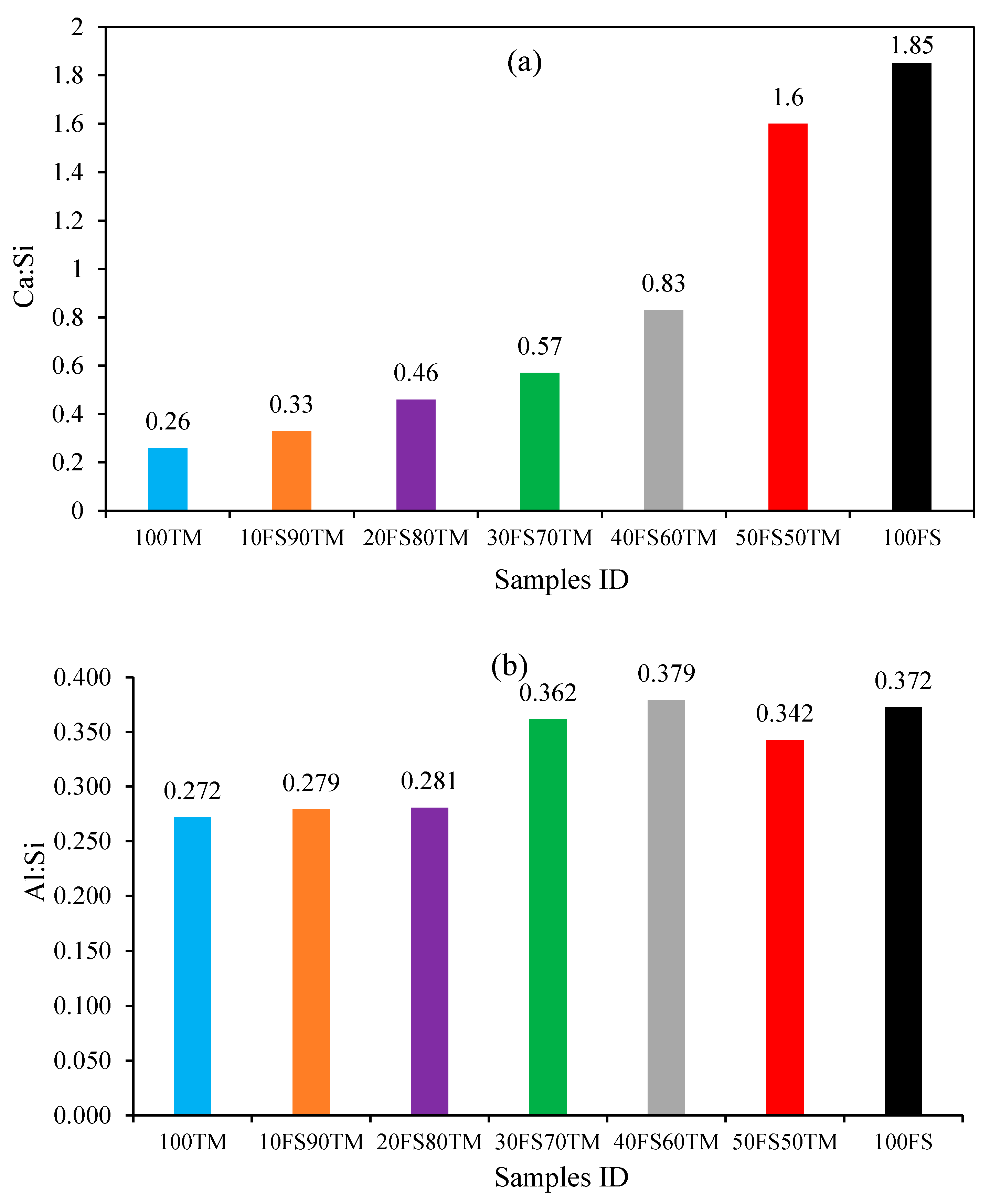
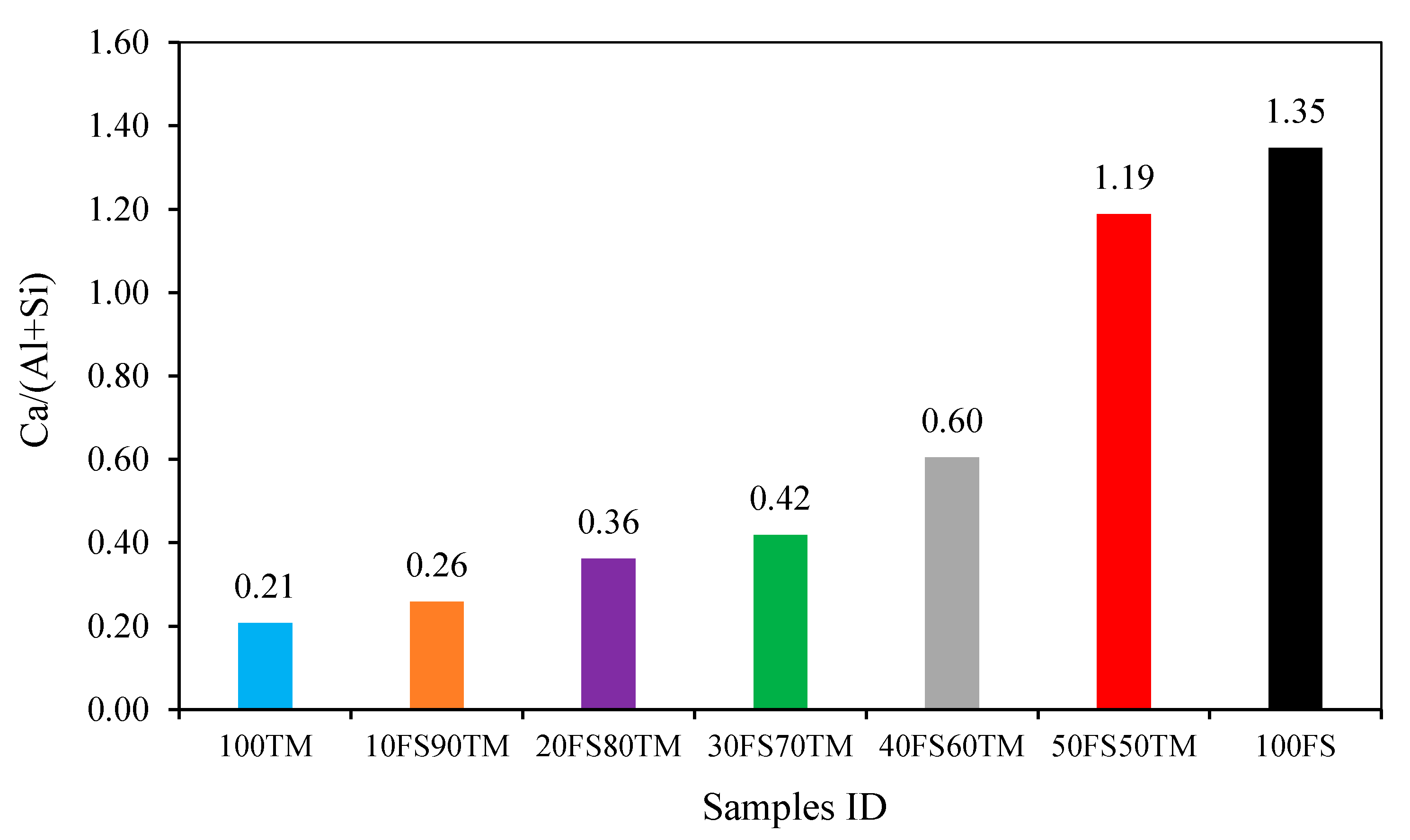
- The EDS results indicated that the Ca:Si and Ca:(Al + Si) ratios were significant to the mechanical performance of the binary alkali-activated specimens. The Ca:Si ratio changed from 0.33 and 1.6 and the Ca:(Al + Si) changed from 0.26 and 1.19 when the EAF-Slag content in the mixtures increased from 10 to 50 vt.%, which revealed that the increase of the Ca:Si and Ca:(Al + Si) ratios resulted in the increasing strength of the binary alkali-activated specimens.
- The inclusion of an alternative calcium source to the TMWM system such as EAF-Slag increases the compressive strength when compared 100TM-AAB because the coexistence of three reaction products such as C-A-S-H, N-A-S-H and (N, C)-A-S-H enhanced the microstructure by filling the range of the pores [air voids/cracks]. Moreover, the increase of the EAF-Slag dosage in the mixtures generated more reaction products (alumino-silicate phases).
- The increase of EAF-Slag content led to a reduction of the total porosity, the average pore diameter and the critical pore diameter which resulted in a refinement of the pore structure and an enhancement of the compressive strength as a result of the binary alkali-activated binders.
- The FT-IR studies indicate the presence of some phases that remained unreactive from both precursors. However, the alkaline activation of TMWM and EAF-Slag led to the formation of new reaction products (alumino-silicates and carbonates).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- EUROSLAG; EUROFER; Waste Framework Directive. Position Paper on the Status of Ferrous Slag Complying with the Waste Framework Directive (Articles 5/6) and the REACH Regulation; The European Slag Association: Duisburg, Germany; The European Steel Association: Brussels, Belgium, 2012; Volume 32. [Google Scholar]
- Yildirim, I.Z.; Prezzi, M. Chemical, mineralogical, and morphological properties of steel slag. Adv. Civ. Eng. 2011, 2011, 463638. [Google Scholar] [CrossRef] [Green Version]
- Humbert, P.S.; Castro-Gomes, J. CO2 activated steel slag-based materials: A review. J. Clean. Prod. 2019, 208, 448–457. [Google Scholar] [CrossRef]
- Provis, J.; Van Deventer, J.S.J. Geopolymers—Structure, Processing, Properties and Industrial Applications; Woodhed Publishing Limited and CRC Press LLC: Cambridge, UK, 2009. [Google Scholar]
- Khater, M.M. Influence of electric arc furnace slag on characterisation of the produced geopolymer composites. Epa. J. Silic. Based Compos. Mater. 2015, 67, 2015. [Google Scholar] [CrossRef]
- Khater, H.M. Impact of electric arc furnace slag on geopolymer composites exposed to sulphate solution. J. Build. Mater. Struct. 2017, 2, 12–26. [Google Scholar]
- Sedira, N.; Castro-Gomes, J.; Kastiukas, G.; Zhou, X.; Vargas, A. A review on mineral waste for chemical-activated binders: Mineralogical and chemical characteristics. Min. Sci. 2017, 24, 29–58. [Google Scholar]
- Eurostat Waste Statistics Main Statistical Findings-Total Waste Generation. 2016. Statistics Explained. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Waste_statistics#Total_waste_generation (accessed on 3 September 2020).
- Castro-Gomes, J.P.; Silva, A.P.; Cano, R.P.; Durán Suarez, J.; Albuquerque, A. Potential for reuse of tungsten mining waste-rock in technical-artistic value added products. J. Clean. Prod. 2012, 25, 34–41. [Google Scholar] [CrossRef]
- Kiventerä, J.; Lancellotti, I.; Catauro, M.; Poggetto, F.D.; Leonelli, C.; Illikainen, M. Alkali activation as new option for gold mine tailings inertization. J. Clean. Prod. 2018, 187, 76–84. [Google Scholar] [CrossRef]
- Kiventerä, J.; Golek, L.; Yliniemi, J.; Ferreira, V.; Deja, J.; Illikainen, M. Utilization of sulphidic tailings from gold mine as a raw material in geopolymerization. Int. J. Miner. Process. 2016, 149, 104–110. [Google Scholar] [CrossRef]
- Li, J.; Hitch, M.; Power, I.M.; Pan, Y. Integrated mineral carbonation of ultramafic mine deposits—A review. Minerals 2018, 8, 147. [Google Scholar] [CrossRef] [Green Version]
- Azadi, M.; Edraki, M.; Farhang, F.; Ahn, J. Opportunities for mineral carbonation in Australia’s mining industry. Sustainability 2019, 11, 1250. [Google Scholar] [CrossRef] [Green Version]
- Wilson, B.; Pyatt, F.B. Bio-availability of tungsten in the vicinity of an abandoned mine in the English Lake District and some potential health implications. Sci. Total Environ. 2006, 370, 401–408. [Google Scholar] [CrossRef]
- Kraus, T.; Schramel, P.; Schaller, K.H.; Zöbelein, P.; Weber, A.; Angerer, J. Exposure assessment in the hard metal manufacturing industry with special regard to tungsten and its compounds. Occup. Environ. Med. 2001, 631–634. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Tungsten mine waste geopolymeric binder: Preliminary hydration products investigations. Constr. Build. Mater. 2009, 23, 200–209. [Google Scholar] [CrossRef] [Green Version]
- Bernal, S.A.; Rodriguez, E.D.; Mejia De Gutiérrez, R.; Provis, J.L.; Delvasto, S. Activation of metakaolin/slag blends using alkaline solutions based on chemically modified silica fume and rice husk ash. Waste Biomass Valoriz. 2012, 3, 99–108. [Google Scholar] [CrossRef]
- Chang, J.J. A study on the setting characteristics of sodium silicate-activated slag pastes. Cem. Concr. Res. 2003, 33, 1005–1011. [Google Scholar] [CrossRef]
- Sedira, N.; Castro-gomes, J. Effects of EAF-S on alkali-activation of tungsten mining waste: Mechanical properties. In MATEC Web of Conferences; Castro-Gomes, J., Zhou, X., Durán-Suárez, J., Sangiorgi, C., Górski, M., Yang, S., Eds.; EDP Sciences: Ulysse, France, 2019. [Google Scholar] [CrossRef] [Green Version]
- Allahverdi, A.; Kani, E.N.; Yazdanipour, M. Effects of blast furnance slag on natural pozzolan-based geopolymer cement. Ceram. Silik. 2011, 55, 68–78. [Google Scholar]
- Longhi, M.A.; Zhang, Z.; Rodríguez, E.D.; Kirchheim, A.P.; Wang, H. Efflorescence of alkali-activated cements (geopolymers) and the impacts on material structures: A critical analysis. Front. Mater. 2019, 6, 89. [Google Scholar] [CrossRef]
- García-Lodeiro, I.; Palomo, A. Variation in hybrid cements over time. Alkaline activation of fly ash—Portland cement blends. Cem. Concr. Res. 2013, 52, 112–122. [Google Scholar] [CrossRef]
- Fernandez-Jimenez, A.; Flores, E.; Maltseva, O.; Garcia-Lodeiro, I.; Palomo, A. Hybrid Alkaline Cements. Part III. Durability and Industrial Applications. Rev. Rom. Mater. J. Mater. 2013, 43, 195–200. [Google Scholar]
- Reig, L.; Soriano, L.; Borrachero, M.V.; Monzó, J.; Payá, J. Influence of calcium aluminate cement (CAC) on alkaline activation of red clay brick waste (RCBW). Cem. Concr. Compos. 2016, 65, 177–185. [Google Scholar] [CrossRef]
- Criado, M.; Aperador, W.; Sobrados, I. Microstructural and mechanical properties of alkali activated Colombian raw materials. Materials 2016, 9, 158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pardal, X.; Pochard, I.; Nonat, A. Experimental study of Si-Al substitution in calcium-silicate-hydrate (C-S-H) prepared under equilibrium conditions. Cem. Concr. Res. 2009, 39, 637–643. [Google Scholar] [CrossRef]
- Feldman, R.F. Pore Structure Damage in Blended Cements Caused by Mercury Intrusion. J. Am. Ceram. Soc. 1984, 67, 30–33. [Google Scholar] [CrossRef] [Green Version]
- Wild, S. A discussion of the paper “mercury porosimetry—An inappropriate method for the measurement of pore size distributions in cement-based materials” by S. Diamond. Cem. Concr. Res. 2001, 31, 1653–1654. [Google Scholar] [CrossRef]
- Panesar, D.K.; Francis, J. Influence of limestone and slag on the pore structure of cement paste based on mercury intrusion porosimetry and water vapour sorption measurements. Constr. Build. Mater. 2014, 52, 52–58. [Google Scholar] [CrossRef]
- Everett, D.H. IUPAC Manual of symbols and terminology, appendix 2, part 1, Colloid and Surface Chemistry. Pure Appl. Chem. 1972, 31. [Google Scholar] [CrossRef]
- Moon, H.Y.; Kim, H.S.; Choi, D.S. Relationship between average pore diameter and chloride diffusivity in various concretes. Constr. Build. Mater. 2006, 20, 725–732. [Google Scholar] [CrossRef]
- Cook, R.A.; Hover, K.C. Mercury porosimetry of hardened cement pastes. Cem. Concr. Res. 1999, 29, 933–943. [Google Scholar] [CrossRef]
- Ma, H. Mercury intrusion porosimetry in concrete technology: Tips in measurement, pore structure parameter acquisition and application. J. Porous Mater. 2014, 21, 207–215. [Google Scholar] [CrossRef]
- Kalliopi, K. Aligizaki Pore structure of Cement-Based Materials: Testing, Interpretation and Requirements; Taylor & Francis Group: London, UK, 2006; ISBN 0419228004. [Google Scholar]
- Zeng, Q.; Li, K.; Fen-Chong, T.; Dangla, P. Pore structure characterization of cement pastes blended with high-volume fly-ash. Cem. Concr. Res. 2012, 42, 194–204. [Google Scholar] [CrossRef]
- Halamickova, P.; Detwilera, R.J.; Bentz, D.P.; Garboczi, E.J. Water permeability and chloride ion diffusion in Portland cement mortars: Relationship to sand content and critical pore diameter. Cem. Concr. Res. 1995, 25, 790–802. [Google Scholar] [CrossRef]
- Garboczi, E.J. Permeability, diffusivity, and microstructural parameters: A critical review. Cem. Concr. Res. 1990, 20, 591–601. [Google Scholar] [CrossRef]
- Criado, M.; Fernández-Jiménez, A.; Palomo, A. Alkali activation of fly ash: Effect of the SiO2/Na2O ratio. Part I: FTIR study. Microporous Mesoporous Mater. 2007, 106, 180–191. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Fernandez-Jimenez, A.; Palomo, A. Hydration kinetics in hybrid binders: Early reaction stages. Cem. Concr. Compos. 2013, 39, 82–92. [Google Scholar] [CrossRef]
- Lodeiro, I.G.; Macphee, D.E.; Palomo, A.; Fernández-jiménez, A. Effect of alkalis on fresh C-S-H gels. FTIR analysis. Cem. Concr. Res. 2009, 39, 147–153. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D.; Perdikatsis, V. Effect of synthesis parameters on the compressive strength of low-calcium ferronickel slag inorganic polymers. J. Hazard. Mater. 2009, 161, 760–768. [Google Scholar] [CrossRef]
- Lee, W.K.W.; Van Deventer, J.S.J. Structural reorganisation of class F fly ash in alkaline silicate solutions. Colloids Surf. A Physicochem. Eng. Asp. 2002, 211, 49–66. [Google Scholar] [CrossRef]
- Mejia, J.M.; Rodríguez, E.; de Gutiérrez, R.M.; Gallego, N. Preparation and characterization of a hybrid alkaline binder based on a fly ash with no commercial value. J. Clean. Prod. 2015, 104, 346–352. [Google Scholar] [CrossRef]
- Onisei, S.; Pontikes, Y.; Van Gerven, T.; Angelopoulos, G.N.; Velea, T.; Predica, V.; Moldovan, P. Synthesis of inorganic polymers using fly ash and primary lead slag. J. Hazard. Mater. 2012, 205–206, 101–110. [Google Scholar] [CrossRef]
- Zawrah, M.F.; Khattab, R.M.; Saad, E.M.; Gado, R.A. Effect of surfactant types and their concentration on the structural characteristics of nanoclay. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2014, 122, 616–623. [Google Scholar] [CrossRef]
- Šontevska, V.; Jovanovski, G.; Makreski, P.; Raškovska, A.; Šoptrajanov, B. Minerals from Macedonia. XXI. Vibrational spectroscopy as identificational tool for some phyllosilicate minerals. Acta Chim. Slov. 2008, 55, 757–766. [Google Scholar]
- Vaculíková, L.; Plevová, E. Identification of clay minerals and micas in sedimentary rocks. Acta Geodyn. Geomater. 2005, 2, 167–175. [Google Scholar]
- Socrates, G. Infrared and Raman Characteristic Group Frequencies, 7th ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2005. [Google Scholar]
- Chukanov, N.V.; Chervonnyi, A.D. Infrared Spectroscopy of Minerals and Related Compounds; Springer International Publishing: Cham, Switzerland, 2016; ISBN 3319253492. [Google Scholar]
- Medeghini, L.; Mignardi, S.; De Vito, C.; Conte, A.M. Evaluation of a FTIR data pretreatment method for Principal Component Analysis applied to archaeological ceramics. Microchem. J. 2016, 125, 224–229. [Google Scholar] [CrossRef]
- Panias, D.; Giannopoulou, I.P.; Perraki, T. Effect of synthesis parameters on the mechanical properties of fly ash-based geopolymers. Colloids Surf. A Physicochem. Eng. Asp. 2007, 301, 246–254. [Google Scholar] [CrossRef]
- Ye, N.; Yang, J.; Ke, X.; Zhu, J.; Li, Y.; Xiang, C.; Wang, H.; Li, L.; Xiao, B. Synthesis and characterization of geopolymer from bayer red mud with thermal pretreatment. J. Am. Ceram. Soc. 2014, 97, 1652–1660. [Google Scholar] [CrossRef]
- Huang, C.K.; Kerr, P.F. Infrared Study of the Carbonate Minerals. Am. Mineral. 1960, 45, 313–324. [Google Scholar]
- García Lodeiro, I.; Fernández-Jimenez, A.; Palomo, A.; Macphee, D.E. Effect on fresh C-S-H gels of the simultaneous addition of alkali and aluminium. Cem. Concr. Res. 2010, 40, 27–32. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Palomo, A.; Fernández-Jiménez, A.; MacPhee, D.E. Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O-CaO-Al2O3-SiO2-H2O. Cem. Concr. Res. 2011, 41, 923–931. [Google Scholar] [CrossRef]
- Vempati, R.K.; Rao, A.; Hess, T.R.; Cocke, D.L.; Lauer, H.V. Fractionation and characterization of Texas lignite class “F” fly ash by XRD, TGA, FTIR, and SFM. Cem. Concr. Res. 1994, 24, 1153–1164. [Google Scholar] [CrossRef]
- Temuujin, J.; Okada, K.; MacKenzie, K.J.D. Effect of mechanochemical treatment on the crystallization behaviour of diphasic mullite gel. Ceram. Int. 1999, 25, 85–90. [Google Scholar] [CrossRef]
- Yousuf, M.; Mollah, A.; Hess, T.R.; Tsai, Y.N.; Cocke, D.L. An FTIR and XPS investigations of the effects of carbonation on the solidification/stabilization of cement based systems-Portland type V with zinc. Cem. Concr. Res. 1993, 23, 773–784. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Rose, V.; Mejía De Gutierrez, R. Evolution of binder structure in sodium silicate-activated slag-metakaolin blends. Cem. Concr. Compos. 2011, 33, 46–54. [Google Scholar] [CrossRef]
- Barbosa, V.F.F.; Mackenzie, K.J.D.; Thaumaturgo, C. Synthesis and characterisation of materials based on inorganic polymers of alumina and silica: Sodium polysialate polymers. Int. J. Inorg. Mater. 2000, 2, 309–317. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D. Geopolymerisation: A review and prospects for the minerals industry. Miner. Eng. 2007, 20, 1261–1277. [Google Scholar] [CrossRef]
- Zaharaki, D.; Galetakis, M.; Komnitsas, K. Valorization of construction and demolition (C&D) and industrial wastes through alkali activation. Constr. Build. Mater. 2016, 121, 686–693. [Google Scholar]
- Yu, P.; Kirkpatrick, R.J.; Poe, B.; McMillan, P.F.; Cong, X. Structure of Calcium Silicate Hydrate (C-S-H): Near-, Mid-, and Far-Infrared Spectroscopy. J. Am. Ceram. Soc. 1999, 48, 742–748. [Google Scholar] [CrossRef]
- Bakharev, T. Resistance of geopolymer materials to acid attack. Cem. Concr. Res. 2005, 35, 658–670. [Google Scholar] [CrossRef]
- Puertas, F.; Torres-Carrasco, M. Use of glass waste as an activator in the preparation of alkali-activated slag. Mechanical strength and paste characterisation. Cem. Concr. Res. 2014, 57, 95–104. [Google Scholar] [CrossRef]
- Palomo, A.; Blanco-Varela, M.T.; Granizo, M.L.; Puertas, F.; Vazquez, T.; Grutzeck, M.W. Chemical stability of cementitious materials based on metakaolin—Isothermal conduction calorimetry study. Cem. Concr. Res. 1999, 29, 997–1004. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Oxide Composition (% Mass) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Al2O3 | SiO2 | TiO2 | SO3 | K2O | CaO | Fe2O3 | MgO | Na2O | MnO | Cr | ZnO | |
| TMWM | 17.05 | 46.67 | 0.6 | 7.9 | 4.9 | 0.69 | 15.47 | 4.83 | 0.85 | - | - | 1.04 |
| EAF-Slag | 10.08 | 15 | 0.82 | 0.19 | - | 33.29 | 30.48 | 4.54 | 0.13 | 3.23 | 2.08 | - |
| Precursor Powders | Density (g/cm3) | Specific Surface Area (cm2/g) | Median Particle Size (µm) | Appearance |
|---|---|---|---|---|
| TMWM | 3.0319 | 889 | 177.37 | Grey |
| EAF-Slag | 3.7030 | 1360 | 19.67 | Black |
| Samples ID | Mixes Proportions (vt.%) | Ratios (Atomic Mass) | ||||
|---|---|---|---|---|---|---|
| Al:Si | Ca:Si | Na:Si | K:Si | L:S Ratio | ||
| 100TM | 100%TMWM | 0.457 | 0.018 | 0.128 | 0.044 | 3.00 |
| 10FS90TM | 90%TMWM + 10%EAFS | 0.437 | 0.125 | 0.127 | 0.045 | 3.00 |
| 20FS80TM | 80%TMWM + 20%EAFS | 0.416 | 0.235 | 0.125 | 0.046 | 3.00 |
| 30FS70TM | 70%TMWM + 30%EAFS | 0.395 | 0.349 | 0.123 | 0.048 | 3.00 |
| 40FS60TM | 60%TMWM + 40%EAFS | 0.372 | 0.465 | 0.121 | 0.049 | 3.00 |
| 50FS50TM | 50%TMWM50%EAFS | 0.349 | 0.586 | 0.118 | 0.050 | 3.00 |
| 100FS | 100%EAFS | 0.223 | 1.250 | 0.107 | 0.058 | 3.00 |
| Samples ID | Elements | Atomic Ratios | ||||||
|---|---|---|---|---|---|---|---|---|
| Si | Al | Ca | Na | K | Al:Si | Ca:Si | Al:Ca | |
| 100TM | 51.74 | 14.06 | 13.67 | 16.4 | 4.13 | 0.27 | 0.26 | 1.03 |
| 10FS90TM | 50.08 | 13.97 | 16.56 | 13.01 | 6.38 | 0.28 | 0.33 | 0.84 |
| 20FS80TM | 46.58 | 13.08 | 21.59 | 12.62 | 6.13 | 0.28 | 0.46 | 0.61 |
| 30FS70TM | 43.42 | 15.7 | 24.73 | 10.7 | 5.45 | 0.36 | 0.57 | 0.63 |
| 40FS60TM | 37.5 | 14.22 | 31.26 | 12.71 | 4.31 | 0.38 | 0.83 | 0.45 |
| 50FS50TM | 29.96 | 10.26 | 47.79 | 11.7 | 0.29 | 0.34 | 1.6 | 0.21 |
| 100FS | 26.85 | 10 | 49.65 | 13 | 0.5 | 0.37 | 1.85 | 0.2 |
| Samples ID | 100TM | 10FS90TM | 20FS80TM | 30FS70TM | 40FS60TM | 50FS50TM | 100FS | |
|---|---|---|---|---|---|---|---|---|
| Porosity (%) | 47.69 | 36.51 | 28.37 | 27.09 | 26.37 | 24.38 | 19.43 | |
| Average pore diameter 4V/A (nm) | 146 | 118 | 108 | 112 | 114 | 86 | 71 | |
| Critical pore diameter (µm) | 21.89 | 9.04 | 7.24 | 6.03 | 6.58 | 5.7 | 1.32 | |
| Pore classification based on IUPAC (%) | Mesopores (5–50 nm) | 3.67 | 5.55 | 8.37 | 9.39 | 9.22 | 9.57 | 11.94 |
| Macropores (50 nm–10 µm) | 30.89 | 61.78 | 72 | 80.03 | 84.93 | 83.64 | 84.74 | |
| Air Voids/Cracks (>10 µm) | 65.44 | 32.67 | 19.63 | 10.58 | 5.85 | 6.89 | 3.32 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedira, N.; Castro-Gomes, J. Alkali-Activated Binders Based on Tungsten Mining Waste and Electric-Arc-Furnace Slag: Compressive Strength and Microstructure Properties. CivilEng 2020, 1, 154-180. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng1020010
Sedira N, Castro-Gomes J. Alkali-Activated Binders Based on Tungsten Mining Waste and Electric-Arc-Furnace Slag: Compressive Strength and Microstructure Properties. CivilEng. 2020; 1(2):154-180. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng1020010
Chicago/Turabian StyleSedira, Naim, and João Castro-Gomes. 2020. "Alkali-Activated Binders Based on Tungsten Mining Waste and Electric-Arc-Furnace Slag: Compressive Strength and Microstructure Properties" CivilEng 1, no. 2: 154-180. https://0-doi-org.brum.beds.ac.uk/10.3390/civileng1020010