Two-Dimensional Micro-/Nanoradian Angle Generator with High Resolution and Repeatability Based on Piezo-Driven Double-Axis Flexure Hinge and Three Capacitive Sensors

Abstract
:1. Introduction
2. Double-Axis Flexure Hinge Based 2D-MNAG
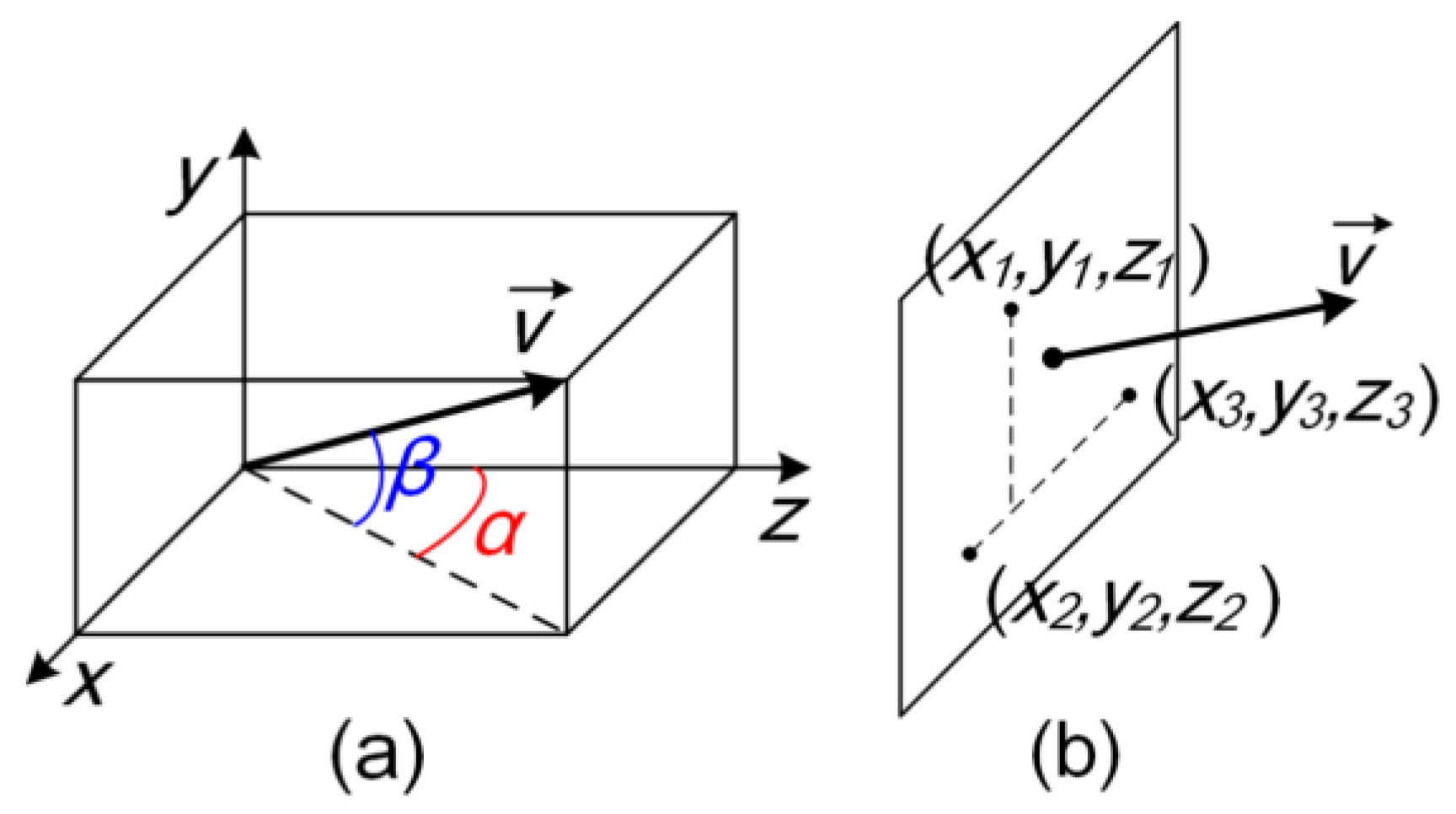
3. Capacitive-Sensor-Based 2D Angle Monitoring Unit
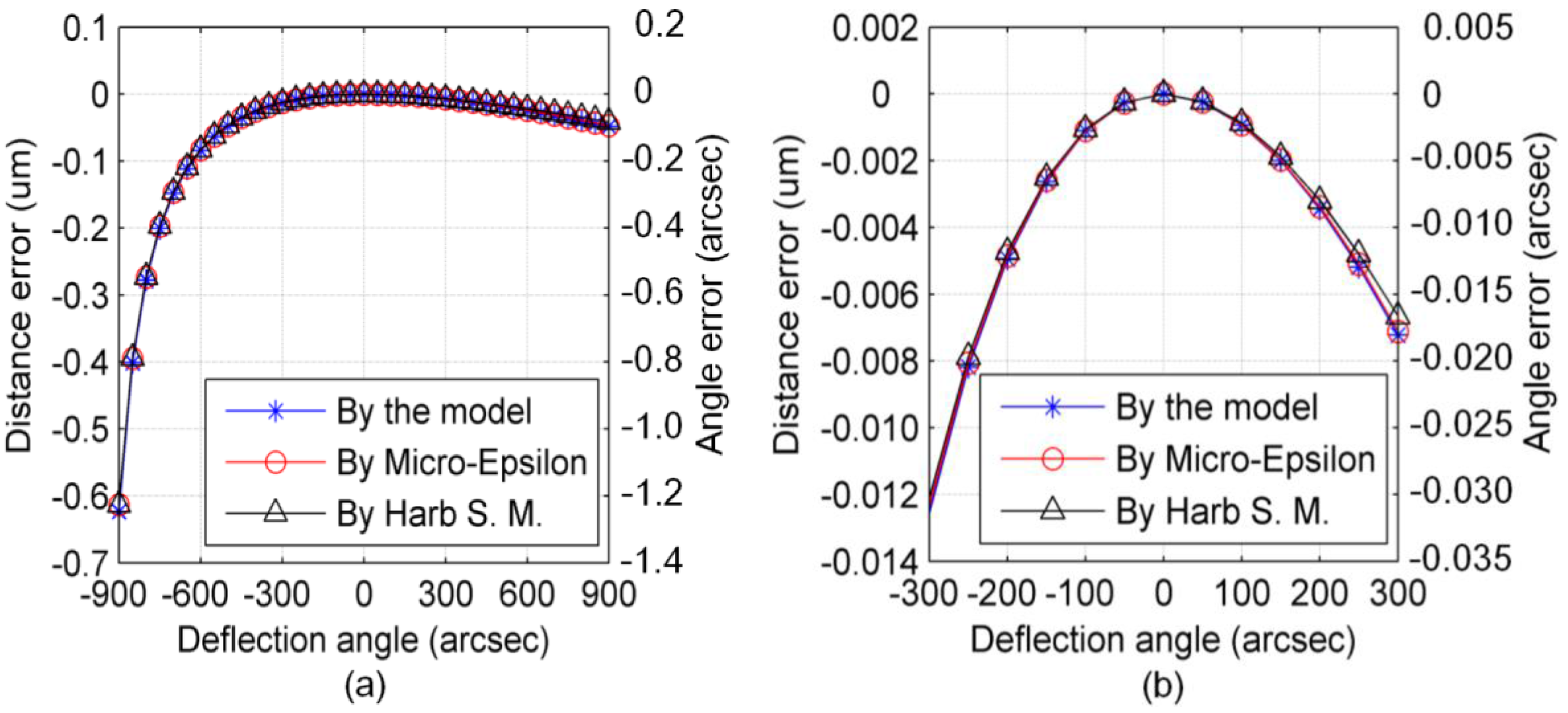
3.1. Analysis of Principal Error
3.2. Analysis of Error Sources
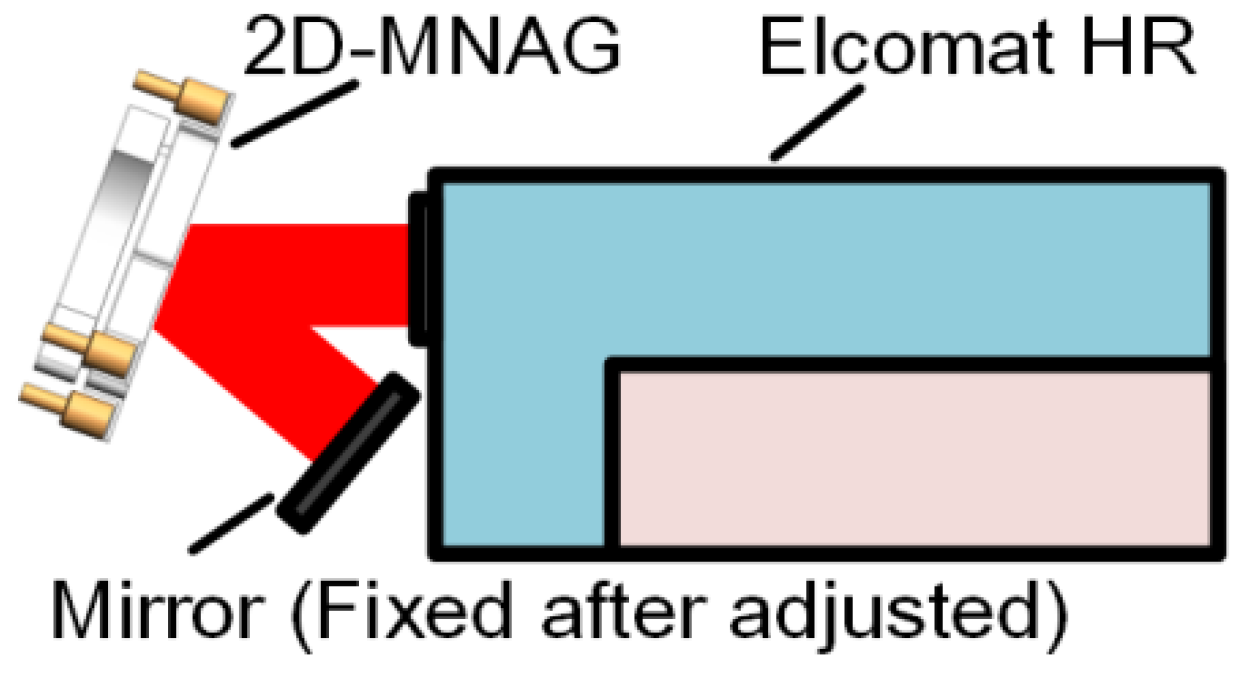
4. Experimental Results
4.1. Minimal Angle Increment and Scale Factor Test
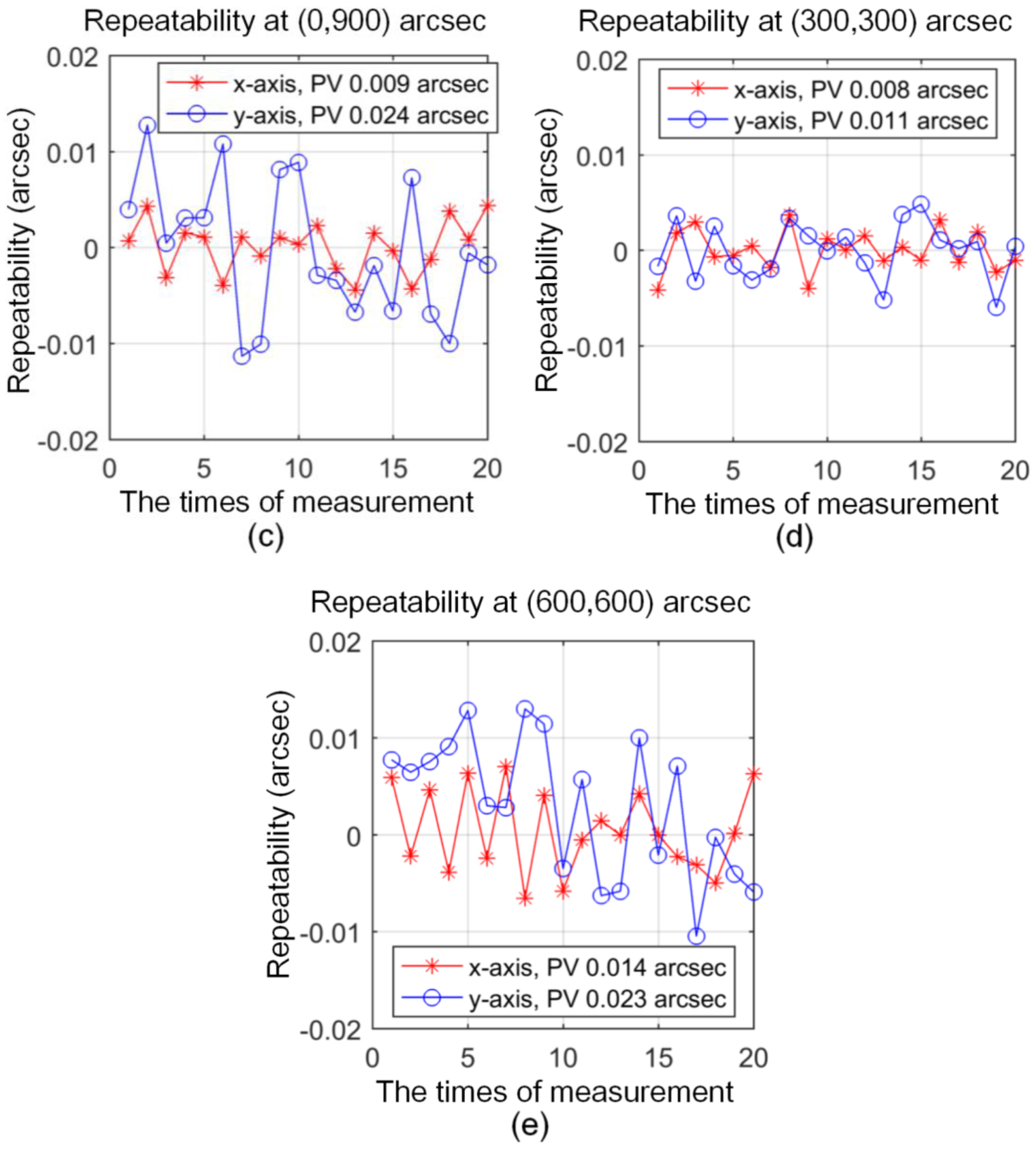
4.2. Angle Positioning Repeatability and Output Deviation
4.3. Scale Factor and Output Deviation Test
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
Appendix B
Appendix C

References
- Choi, E.; Sul, O.; Lee, S.B. Simultaneous Detection of Displacement, Rotation Angle, and Contact Pressure Using Sandpaper Molded Elastomer Based Triple Electrode Sensor. Sensors 2017, 17, 2040. [Google Scholar] [CrossRef] [PubMed]
- Hsieh, M.C.; Lin, J.Y.; Chang, C.O. Using a Hexagonal Mirror for Varying Light Intensity in the Measurement of Small-Angle Variation. Sensors 2016, 16, 1301. [Google Scholar] [CrossRef] [PubMed]
- Leandro, V.M.; Beatriz, L.B.; María, J.L.B.; Antonio, G.; Vicente, D. A Sensor Fusion Method Based on an Integrated Neural Network and Kalman Filter for Vehicle Roll Angle Estimation. Sensors 2016, 16, 1400. [Google Scholar] [CrossRef]
- Huang, J.; Wang, Z.; Gao, J.; Yu, B. Modeling and Analysis of Phase Fluctuation in a High-Precision Roll Angle Measurement Based on a Heterodyne Interferometer. Sensors 2016, 16, 1214. [Google Scholar] [CrossRef] [PubMed]
- Geckeler, R.D.; Krause, M.; Just, A. Determining interpolation errors of angle encoders by error-separating shearing techniques. DGaO Proc. 2013. Available online: http://www.dgao-proceedings.de/download/114/114_b38.pdf (accessed on 18 November 2017).
- Geckeler, R.D.; Just, A. A shearing-based method for the simultaneous calibration of angle measuring devices. Meas. Sci. Technol. 2014, 25, 105009. [Google Scholar] [CrossRef]
- Geckeler, R.D.; Krause, M.; Just, A.; Kranz, O.; Bosse, H. New frontiers in angle metrology at the PTB. Measurement 2015, 73, 231–238. [Google Scholar] [CrossRef]
- Geckeler, R.D.; Just, A. Distance-dependent influences on angle metrology with autocollimators in deflectometry. Proc. SPIE 2008, 7077, 70770B. [Google Scholar] [CrossRef]
- Qian, S.; Geckeler, R.D.; Just, A.; Idir, M.; Wu, X. Approaching sub-50 nanoradian measurements by reducing the saw-tooth deviation of the autocollimator in the nano-optic-measuring machine. Nucl. Instrum. Methods Phys. Res. A 2015, 785, 206–212. [Google Scholar] [CrossRef]
- Eom, T.; Chung, D.; Kim, J. The small angle generator based on a laser angle interferometer. Int. J. Precis. Eng. Manuf. 2007, 8, 20–23. [Google Scholar]
- Just, A.; Krause, M.; Probst, R.; Wittekopf, R. Calibration of high-resolution electronic autocollimators against an angle comparator. Metrologia 2003, 40, 288–294. [Google Scholar] [CrossRef]
- Just, A.; Krause, M.; Probst, R.; Bosse, H.; Haunerdinger, H.; Spaeth, C.H.; Metz, G.; Israel, I. Comparison of angle standards with the aid of a high-resolution angle encoder. Precis. Eng. 2009, 33, 530–533. [Google Scholar] [CrossRef]
- Geckeler, R.D.; Kranz, O.; Just, A.; Krause, M. A novel approach for extending autocollimator calibration from plane to spatial angles. Adv. Opt. Technol. 2012, 1, 427–439. [Google Scholar] [CrossRef]
- Kranz, O.; Geckeler, R.D.; Just, A.; Krause, M. Advancing from plane to spatial angle in autocollimator calibration. DGaO Proc. 2012. Available online: http://www.dgao-proceedings.de/download/113/113_p44.pdf (accessed on 18 November 2017).
- Kranz, O.; Geckeler, R.D.; Just, A.; Krause, M. Modelling PTB’s spatial angle autocollimator calibrator. Proc. SPIE 2013, 8789, 87890D. [Google Scholar] [CrossRef]
- Astrua, M.; Pisani, M. The new INRiM nanoangle generator. Metrologia 2009, 46, 674–681. [Google Scholar] [CrossRef]
- Yandayan, T.; Ozgur, B.; Karaboce, N.; Yaman, O. High precision small angle generator for realization of the SI unit of plane angle and calibration of high precision autocollimators. Meas. Sci. Technol. 2012, 23, 094006. [Google Scholar] [CrossRef]
- Alcock, S.G.; Bugnar, A.; Nistea, I.; Sawhney, K.; Scott, S.; Hillman, M.; Grindrod, J.; Johnson, I. A novel instrument for generating angular increments of 1 nanoradian. Rev. Sci. Instrum. 2015, 86, 125108. [Google Scholar] [CrossRef] [PubMed]
- Products Introduction of Z-Tip-Tilt Platforms. Available online: https://www.physikinstrumente.com/en/products/z-tip-tilt-platforms/piezo-platforms/s-330-piezo-tip-tilt-platform-300700/ (accessed on 19 November 2017).
- Products Introduction of Large Aperture Picomotor Piezo Mirror Mounts. Available online: https://www.newport.com/p/8824-AC (accessed on 19 November 2017).
- Products Introduction of Fast Steering Mirror. Available online: http://www.motionsmart.cn/fsm/ (accessed on 19 November 2017).
- Products Introduction of Piezo Flexure Tilting Mirrors. Available online: https://www.pi-china.cn/zh_cn/products/nanopositioning-piezo-flexure-stages/piezo-flexure-tilting-mirrors/ (accessed on 19 November 2017).
- Products Introduction of Piezo Tip-Tilt Mirrors. Available online: http://www.tip-tilt-stage.com/Piezo-Tip-Tilt-Mirrors.php (accessed on 19 November 2017).
- Catalog capaNCDT. Available online: http://www.micro-epsilon.com/download/products/cat--capaNCDT--en.pdf (accessed on 19 November 2017).
- Harb, S.M.; Chetwynd, D.G.; Smith, S.T. Tilt errors in parallel plate capacitance micrometry. In Proceedings of the Precision Engineering 8th International Precision Engineering Seminar, Compeigne, France, 30 June 1995; pp. 147–150. [Google Scholar]
- Hicks, T.R.; Atherton, P.D. The Nano Positioning Book; Queensgate Inst.: Bracknell, UK, 1997; pp. 53–62. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Error source | Distribution Pattern | Distribution Range | Impact at −4363 μrad (−900 arcsec) |
|---|---|---|---|
| Orientation error of normal vector of baseboard on x- and y-axes | |||
| αB | Rectangular | ±145 μrad (±30 arcsec) | 240 nrad (0.0494 arcsec) |
| βB | Rectangular | ±145 μrad (±30 arcsec) | 2 nrad (0.0004 arcsec) |
| Positioning error of center of sensor plane on x-, y- and z-axes | |||
| px | Rectangular | ±0.03 mm | 759.2 nrad (0.1566 arcsec) |
| py | Rectangular | ±0.03 mm | 0 nrad (0 arcsec) |
| Orientation error of normal vector of sensor plane on x- and y-axes | |||
| αC | Rectangular | ±145 μrad (±30 arcsec) | 238 nrad (0.0491 arcsec) |
| βC | Rectangular | ±145 μrad (±30 arcsec) | 2 nrad (0.0004 arcsec) |
| Distance measurement error of capacitive sensor after calibration | |||
| dC | Rectangular | 10 nm | 81.9 nrad (0.0169 arcsec) |
| Synthetic error | 846.0 nrad (0.1745 arcsec) | ||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, X.; Zhu, F.; Wang, C.; Yu, Y.; Shi, J.; Qi, X.; Yuan, F.; Tan, J. Two-Dimensional Micro-/Nanoradian Angle Generator with High Resolution and Repeatability Based on Piezo-Driven Double-Axis Flexure Hinge and Three Capacitive Sensors. Sensors 2017, 17, 2672. https://0-doi-org.brum.beds.ac.uk/10.3390/s17112672
Tan X, Zhu F, Wang C, Yu Y, Shi J, Qi X, Yuan F, Tan J. Two-Dimensional Micro-/Nanoradian Angle Generator with High Resolution and Repeatability Based on Piezo-Driven Double-Axis Flexure Hinge and Three Capacitive Sensors. Sensors. 2017; 17(11):2672. https://0-doi-org.brum.beds.ac.uk/10.3390/s17112672
Chicago/Turabian StyleTan, Xinran, Fan Zhu, Chao Wang, Yang Yu, Jian Shi, Xue Qi, Feng Yuan, and Jiubin Tan. 2017. "Two-Dimensional Micro-/Nanoradian Angle Generator with High Resolution and Repeatability Based on Piezo-Driven Double-Axis Flexure Hinge and Three Capacitive Sensors" Sensors 17, no. 11: 2672. https://0-doi-org.brum.beds.ac.uk/10.3390/s17112672