
Multi-Point Flexible Temperature Sensor Array and Thermoelectric Generator Made from Copper-Coated Textiles

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
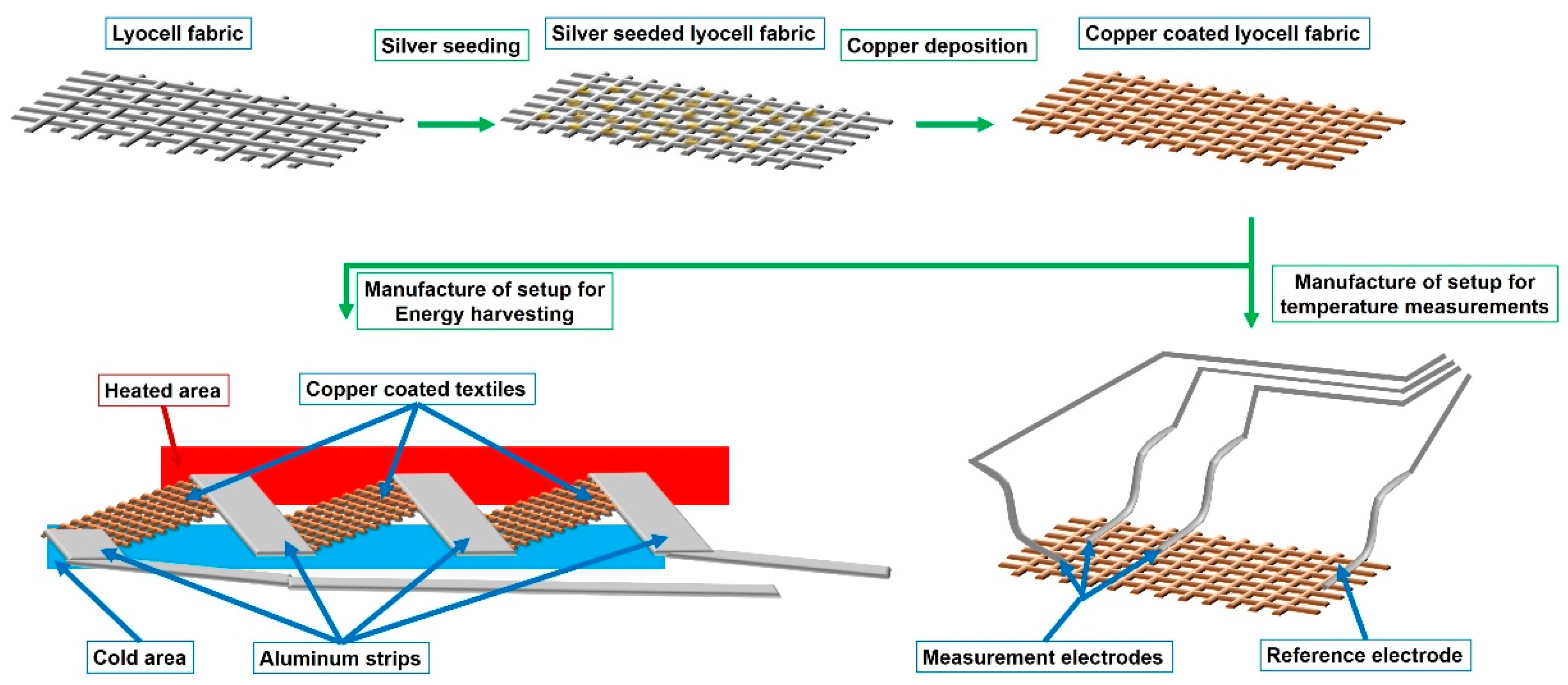
2.2. Manufacture of Copper-Coated Cellulose Fabrics
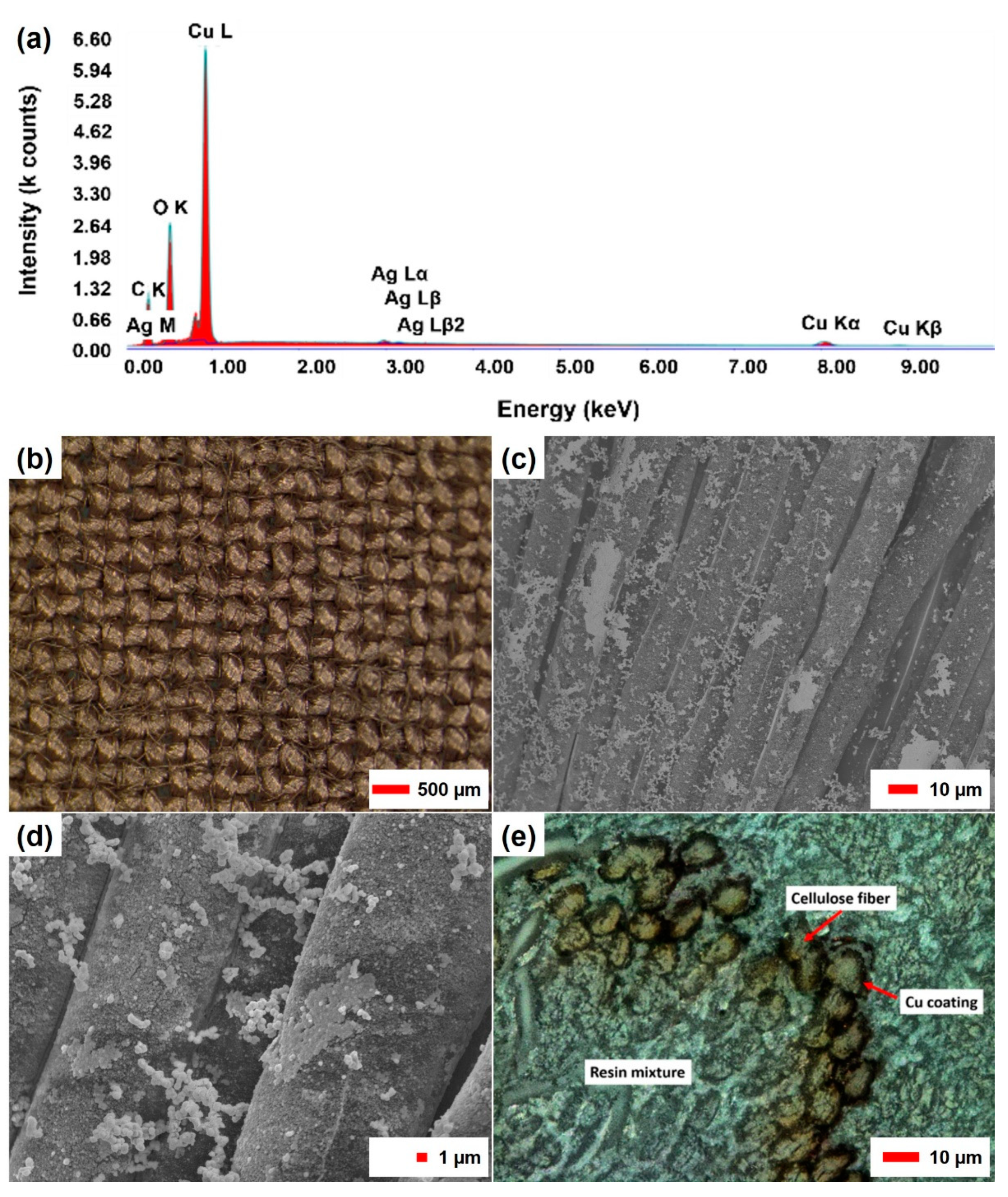
2.3. Microscopy and Material Characterization
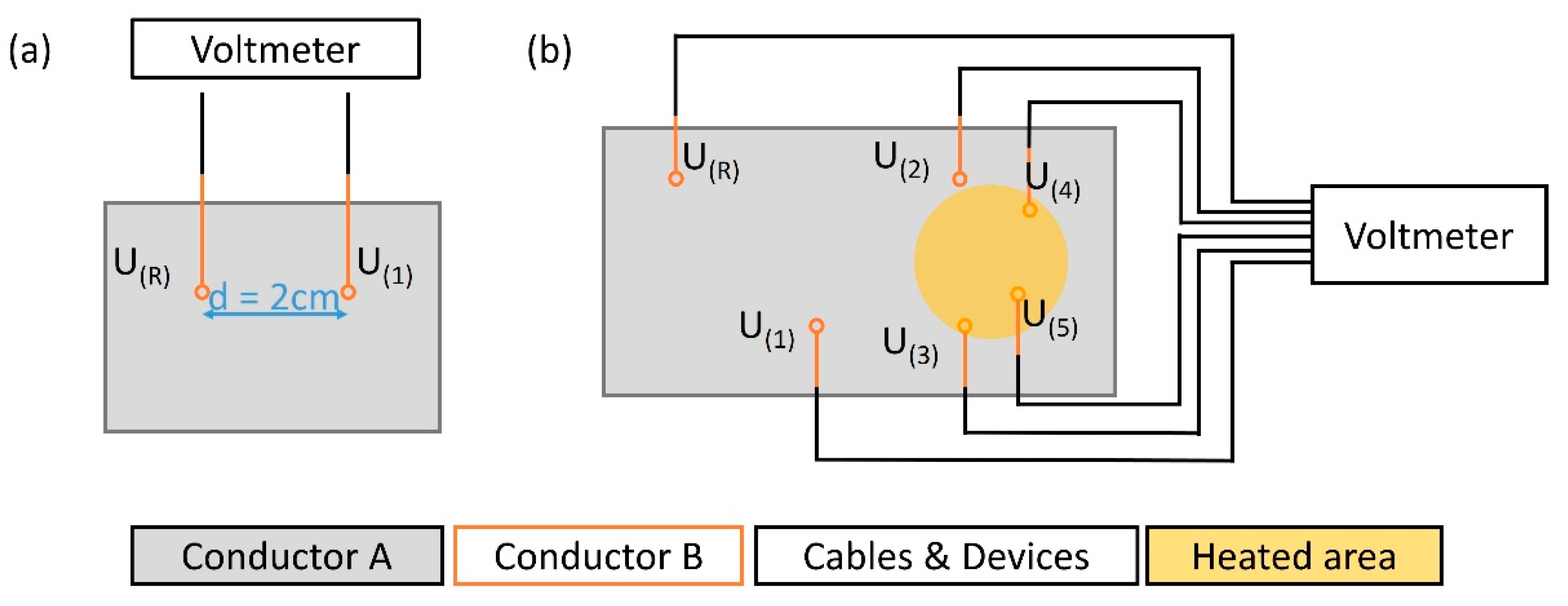
2.4. Determination of Temperature Sensitivity and Thermoelectric Energy
2.5. Thermoelectric Generator
3. Results and Discussion
3.1. Manufacture of Textile-Based Thermocouples
3.2. Characterization of the Copper-Coated Fabric
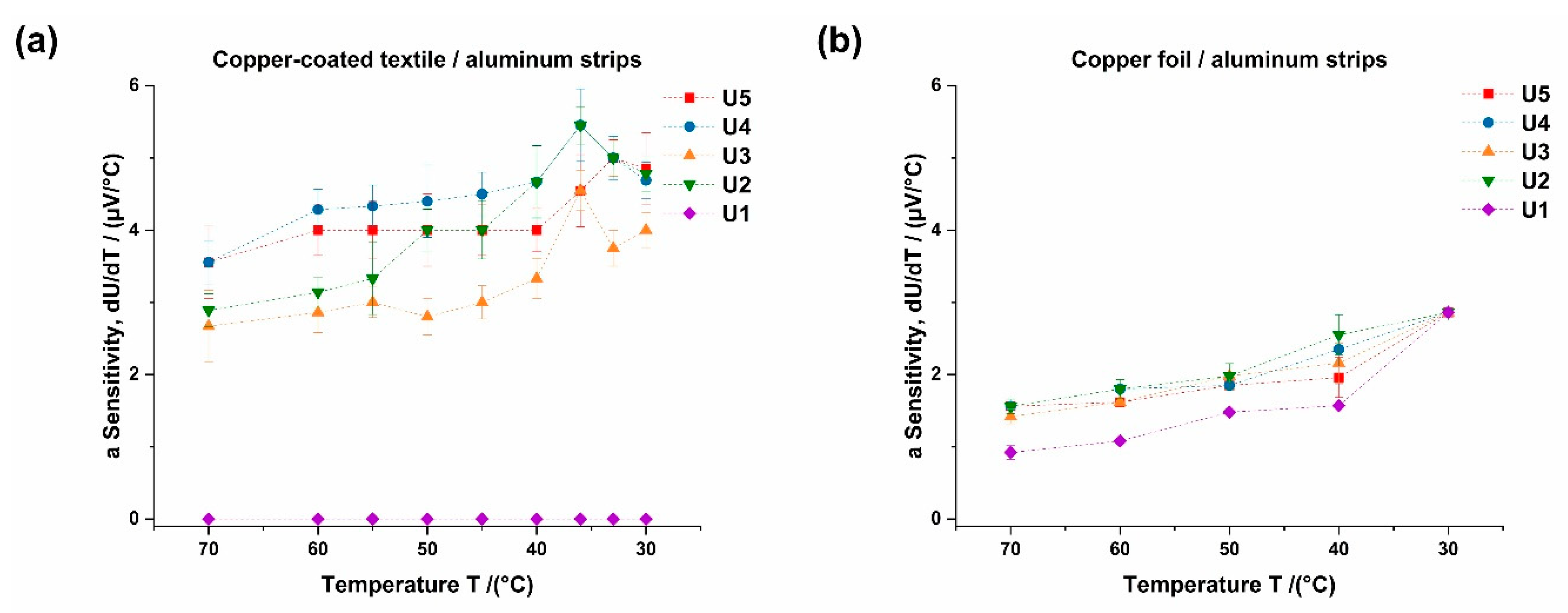
3.3. Characterization of Textile-Based Thermocouples
3.4. Characterization of Thermoelectric Generator
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Beeby, S.P.; Cao, Z.; Almussallam, A. Kinetic, Thermoelectric and Solar Energy Harvesting Technologies for Smart Textiles; Woodhead Publishing Limited: Cambridge, UK, 2013; ISBN 9780857093424. [Google Scholar]
- Arman Kuzubasoglu, B.; Kursun Bahadir, S. Flexible temperature sensors: A review. Sens. Actuators A Phys. 2020, 315, 112282. [Google Scholar] [CrossRef]
- Du, Y.; Shen, S.Z.; Cai, K.; Casey, P.S. Research progress on polymer-inorganic thermoelectric nanocomposite materials. Prog. Polym. Sci. 2012, 37, 820–841. [Google Scholar] [CrossRef]
- Wang, S.; Chung, D.D.L. Carbon fiber polymer-matrix composite interfaces as thermocouple junctions. Compos. Interfaces 1999, 6, 519–529. [Google Scholar] [CrossRef] [Green Version]
- Dias, T. Electronic Textiles—Smart Fabrics and Wearable Technology, 1st ed.; Dias, T., Ed.; Woodhead Publishing: Sawston, UK, 2015; ISBN 978-0081002018. [Google Scholar]
- Liu, H.; Sun, W.; Xu, S. An extremely simple thermocouple made of a single layer of metal. Adv. Mater. 2012, 24, 3275–3279. [Google Scholar] [CrossRef] [PubMed]
- Sun, W.; Liu, H.; Gong, W.; Peng, L.M.; Xu, S.Y. Unexpected size effect in the thermopower of thin-film stripes. J. Appl. Phys. 2011, 110, 083709. [Google Scholar] [CrossRef]
- Kirihara, K.; Wei, Q.; Mukaida, M.; Ishida, T. Thermoelectric power generation using nonwoven fabric module impregnated with conducting polymer PEDOT:PSS. Synth. Met. 2017, 225, 41–48. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, Y.; Lu, X.; Ma, Z.; Xie, C.; Zheng, Z. Chemical formation of soft metal electrodes for flexible and wearable electronics. Chem. Soc. Rev. 2018, 47, 4611–4641. [Google Scholar] [CrossRef]
- Graedel, T.E.; Bertram, M.; Fuse, K.; Gordon, R.B.; Lifset, R.; Rechberger, H.; Spatari, S. The contemporary European copper cycle: The characterization of technological copper cycles. Ecol. Econ. 2002, 42, 9–26. [Google Scholar] [CrossRef]
- Root, W.; Aguiló-Aguayo, N.; Pham, T.; Bechtold, T. Conductive layers through electroless deposition of copper on woven cellulose lyocell fabrics. Surf. Coat. Technol. 2018, 348, 13–21. [Google Scholar] [CrossRef]
- Cahill, D.G.; Fischer, H.E.; Klitsner, T.; Swartz, E.T.; Pohl, R.O. Thermal conductivity of thin films: Measurements and understanding. J. Vac. Sci. Technol. A Vac. Surf. Film. 1989, 7, 1259–1266. [Google Scholar] [CrossRef]
- Kim, H.S.; Liu, W.; Chen, G.; Chu, C.W.; Ren, Z. Relationship between thermoelectric figure of merit and energy conversion efficiency. Proc. Natl. Acad. Sci. USA 2015, 112, 8205–8210. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kharote, A.P.; Ramachandran, D. Processing and assessment of silver and copper wires for thermoelectric effect. ECS J. Solid State Sci. Technol. 2017, 6, N3001–N3005. [Google Scholar] [CrossRef]
- Nath, P.; Chopra, K.L. Thermal conductivity of copper films. Thin Solid Film. 1974, 20, 53–62. [Google Scholar] [CrossRef]
- Ziegler, S.; Frydrysiak, M. Initial research into the structure and working conditions of textile thermocouples. Fibres Text. East. Eur. 2009, 77, 84–88. [Google Scholar]
- Seeberg, T.M.; Royset, A.; Jahren, S.; Strisland, F. Printed organic conductive polymers thermocouples in textile and smart clothing applications. In Proceedings of the Annual International Conference of the IEEE Engineering in Medicine and Biology Society, Boston, MA, USA, 30 August–3 September 2019; pp. 3278–3281. [Google Scholar] [CrossRef]
- Hardianto, H.; Malengier, B.; De Mey, G.; Van Langenhove, L.; Hertleer, C. Textile yarn thermocouples for use in fabrics. J. Eng. Fiber. Fabr. 2019, 14, 1–7. [Google Scholar] [CrossRef]
- Hardianto, H.; De Mey, G.; Malengier, B.; Hertleer, C.; Langenhove, V. Characterization of carbon-nickel thermocouples integrated in textile fabrics. In Proceedings of the 19th World Textile Conference on Textiles at the Crossroads, Ghent, Belgium, 11–15 June 2019. [Google Scholar]
- Landsiedel, J.; Root, W.; Schramm, C.; Menzel, A.; Witzleben, S.; Bechtold, T.; Pham, T. Tunable colors and conductivity by electroless growth of Cu/Cu2O particles on sol-gel modified cellulose. Nano Res. 2020, 12, 1–7. [Google Scholar] [CrossRef]
- Qin, Y.; Wang, X.; Wang, Z.L. Microfibre-nanowire hybrid structure for energy scavenging. Nature 2008, 451, 809–813. [Google Scholar] [CrossRef]
- Torfs, T.; Leonov, V.; Vullers, R.J.M. Pulse oximeter fully powered by human body heat. Sens. Transducers J. 2007, 80, 1230–1238. [Google Scholar]
- Leonov, V. Human machine and thermoelectric energy scavenging for wearable devices. ISRN Renew. Energy 2011, 2011, 785380. [Google Scholar] [CrossRef] [Green Version]
- Lund, A.; Tian, Y.; Darabi, S.; Müller, C. A polymer-based textile thermoelectric generator for wearable energy harvesting. J. Power Sources 2020, 480, 228836. [Google Scholar] [CrossRef]
- Weber, J.; Potje-Kamloth, K.; Haase, F.; Detemple, P.; Völklein, F.; Doll, T. Coin-size coiled-up polymer foil thermoelectric power generator for wearable electronics. Sens. Actuators A Phys. 2006, 132, 325–330. [Google Scholar] [CrossRef]
- Bedeloglu, A.; Demir, A.; Bozkurt, Y.; Sariciftci, N.S. A photovoltaic fiber design for smart textiles. Text. Res. J. 2010, 80, 1065–1074. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | S Seebeck Coefficient (µV/K) | σ Electrical Conductivity (S/m) | κ Thermal Conductivity (W/m*K) | Z Figure of Merit (1/K) |
|---|---|---|---|---|
| Constantan | −40 | 20.4 | 21.2 | 1539.6 |
| Nickel | −20 | 143.0 | 90.9 | 629.3 |
| Platinum | −5 | 94.3 | 71.6 | 32.9 |
| Aluminum | −1.5 | 377.0 | 237.0 | 3.6 |
| Copper | 1.5 | 596.0 | 401.0 | 3.3 |
| Gold | 1.5 | 411.0 | 318.0 | 2.9 |
| Silver | 1.5 | 630.0 | 429.0 | 3.3 |
| Iron | 13 | 100.0 | 40.4 | 418.3 |
| Nichrome | 20 | 6.7 | 11.3 | 237.2 |
| Materials Used | Technique of Incorporation into Textiles | Comments | Sensitivity (µV/°C) | References |
|---|---|---|---|---|
| Steel knitted fabric/Constantan wire | Glued connections on steel knitted fabric | Low flexibility, high sensitivity, high abrasion resistance, allergenic substance | 41.8 | [16] |
| PEDOT:PSS/PANI | Screen printed | High flexibility, moderate sensitivity, low abrasion resistance | 10 | [17] |
| Carbon yarn/nickel-coated carbon yarn | Proposed stitching | Moderate flexibility, high sensitivity, moderate abrasion resistance, allergenic substance | 145 (10 pairs) | [18] |
| Stitched thermopiles | 11.61 (1 pair) | [19] |
| Operational Technique | Materials Used | Technique of Incorporation in Textiles | Comments | Output Power | References |
|---|---|---|---|---|---|
| Piezoelectric | ZnO nanowire coated aramid fibers | Proposed weaving | High energy output, high cost, low abrasion resistance, moderate flexibility | 20–80 W/m2 | [21] |
| Thermoelectric | Conventional thermoelectric module | Glued | High energy output, low cost, high abrasion resistance, low flexibility | 0.8 to 1 mW | [22,23] |
| Thermoelectric | PEDOT:PSS coated silk thread/silver-plated polyamide thread | Stitched | Moderate energy output, moderate abrasion resistance, moderate flexibility | 1.2 µW at ΔT = 65 °C 0.2 µW at ΔT = 65 °C | [24] |
| Thermoelectric | Antimony and bismuth printed on capton | Attached as a coil | High energy output, high abrasion resistance, low flexibility | 2 µW at ΔT = 5 °C | [25] |
| Photovoltaic | PP fiber coated with PEDOT:PSS, P3HT:PCBM, and LiF/Al | Proposed weaving | High energy output at ambient light, moderate flexibility, high cost | 0.11 W | [26] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Landsiedel, J.; Root, W.; Aguiló-Aguayo, N.; Duelli, H.; Bechtold, T.; Pham, T. Multi-Point Flexible Temperature Sensor Array and Thermoelectric Generator Made from Copper-Coated Textiles. Sensors 2021, 21, 3742. https://0-doi-org.brum.beds.ac.uk/10.3390/s21113742
Landsiedel J, Root W, Aguiló-Aguayo N, Duelli H, Bechtold T, Pham T. Multi-Point Flexible Temperature Sensor Array and Thermoelectric Generator Made from Copper-Coated Textiles. Sensors. 2021; 21(11):3742. https://0-doi-org.brum.beds.ac.uk/10.3390/s21113742
Chicago/Turabian StyleLandsiedel, Justus, Waleri Root, Noemí Aguiló-Aguayo, Heinz Duelli, Thomas Bechtold, and Tung Pham. 2021. "Multi-Point Flexible Temperature Sensor Array and Thermoelectric Generator Made from Copper-Coated Textiles" Sensors 21, no. 11: 3742. https://0-doi-org.brum.beds.ac.uk/10.3390/s21113742