
Processing and Analysis of Long-Range Scans with an Atomic Force Microscope (AFM) in Combination with Nanopositioning and Nanomeasuring Technology for Defect Detection and Quality Control


Abstract
:1. Introduction
2. Configuration of the Measurement Set-Up Used
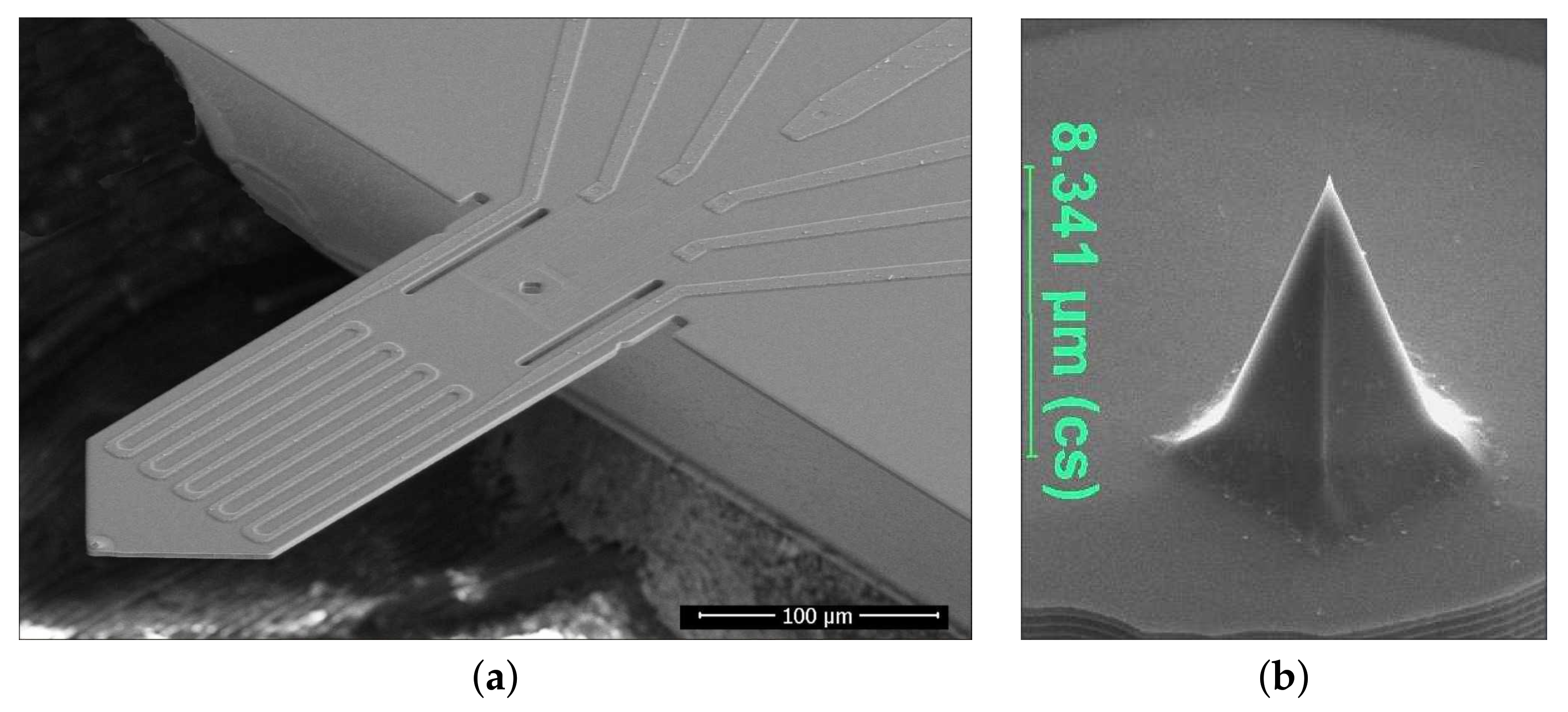
2.1. Tip-Based Measuring System with Active Microcantilevers
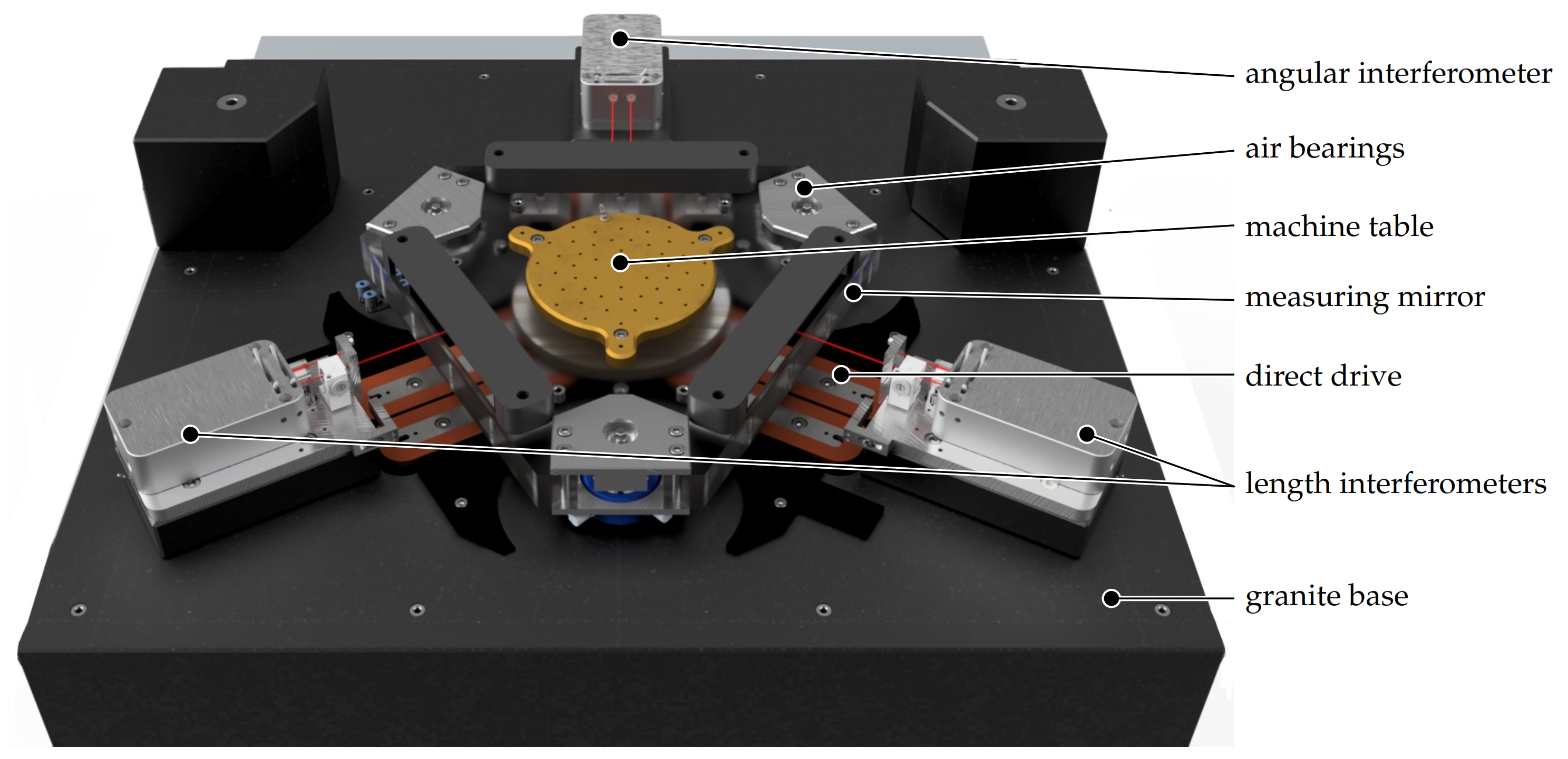
2.2. Nanopositioning and Nanomeasuring Machine
3. Measurement Strategy
4. Processing and Analysis of Measurement Data
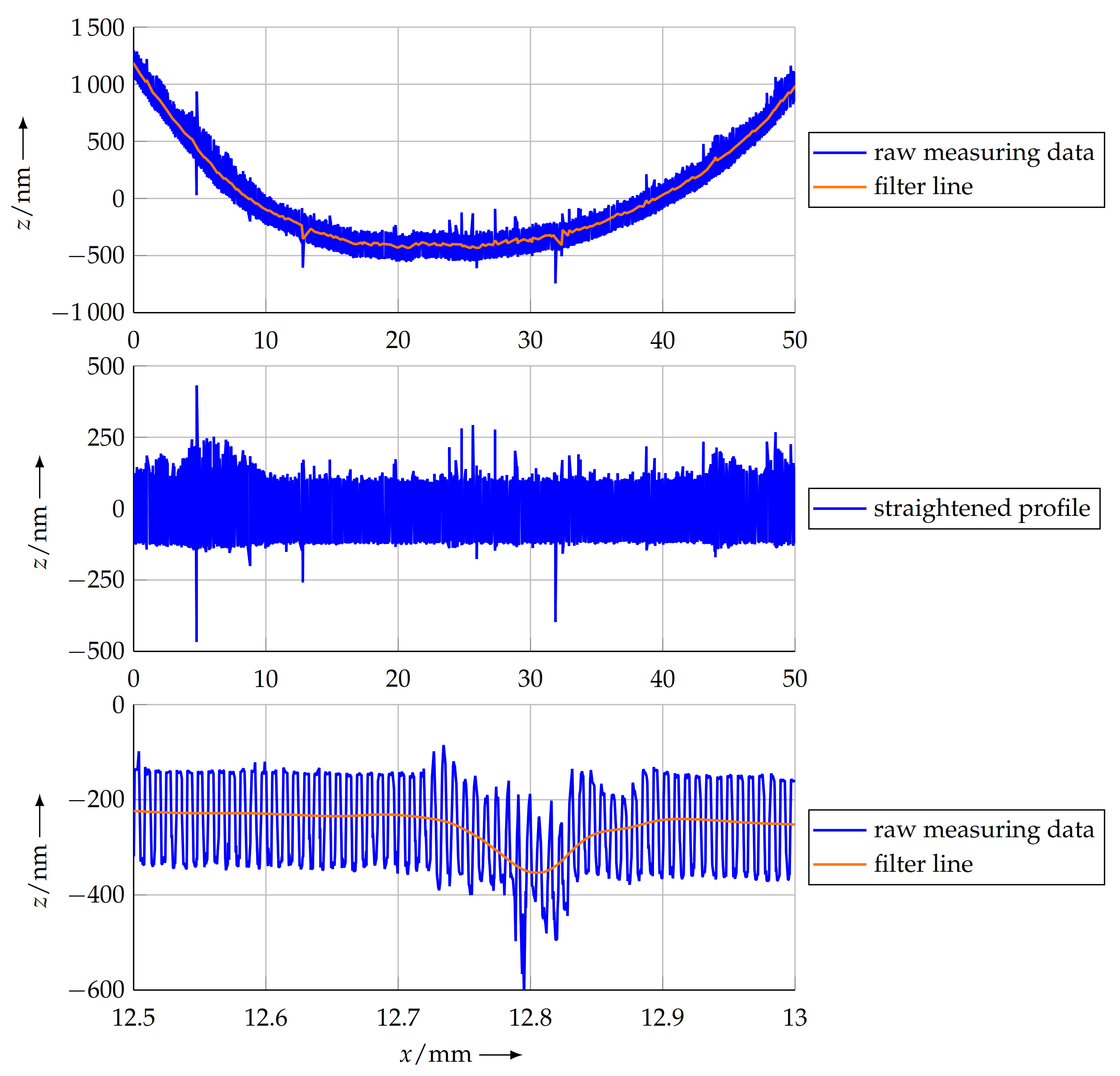
4.1. Sample Misalignment and Sample Deformation
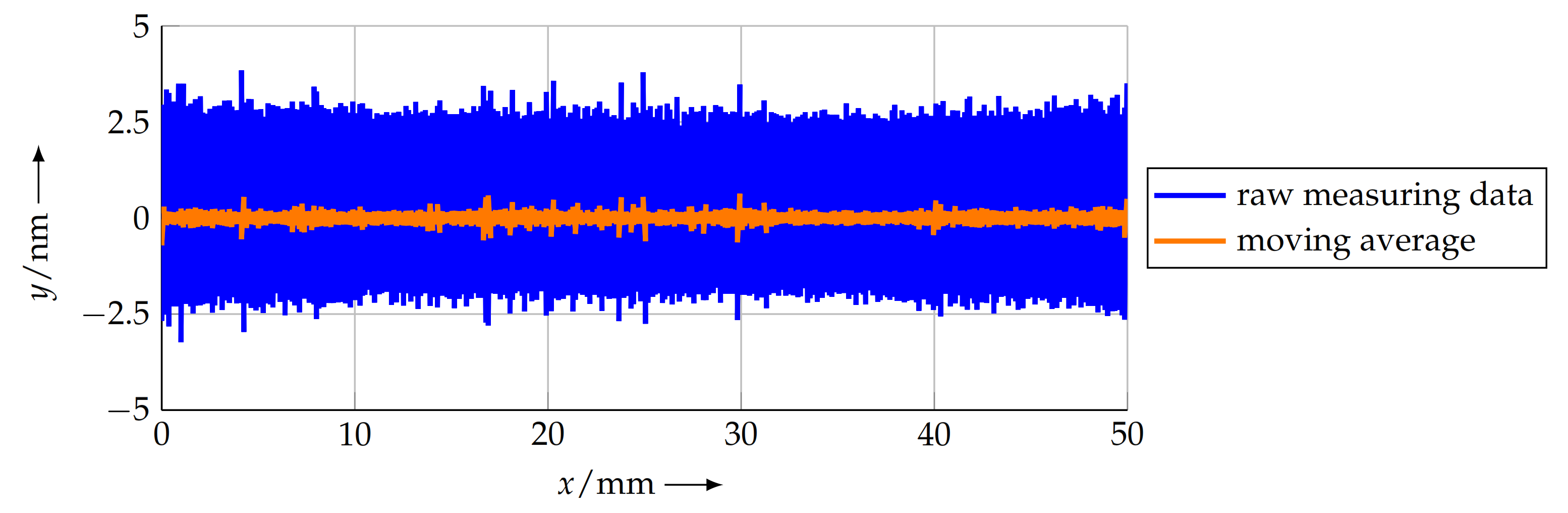
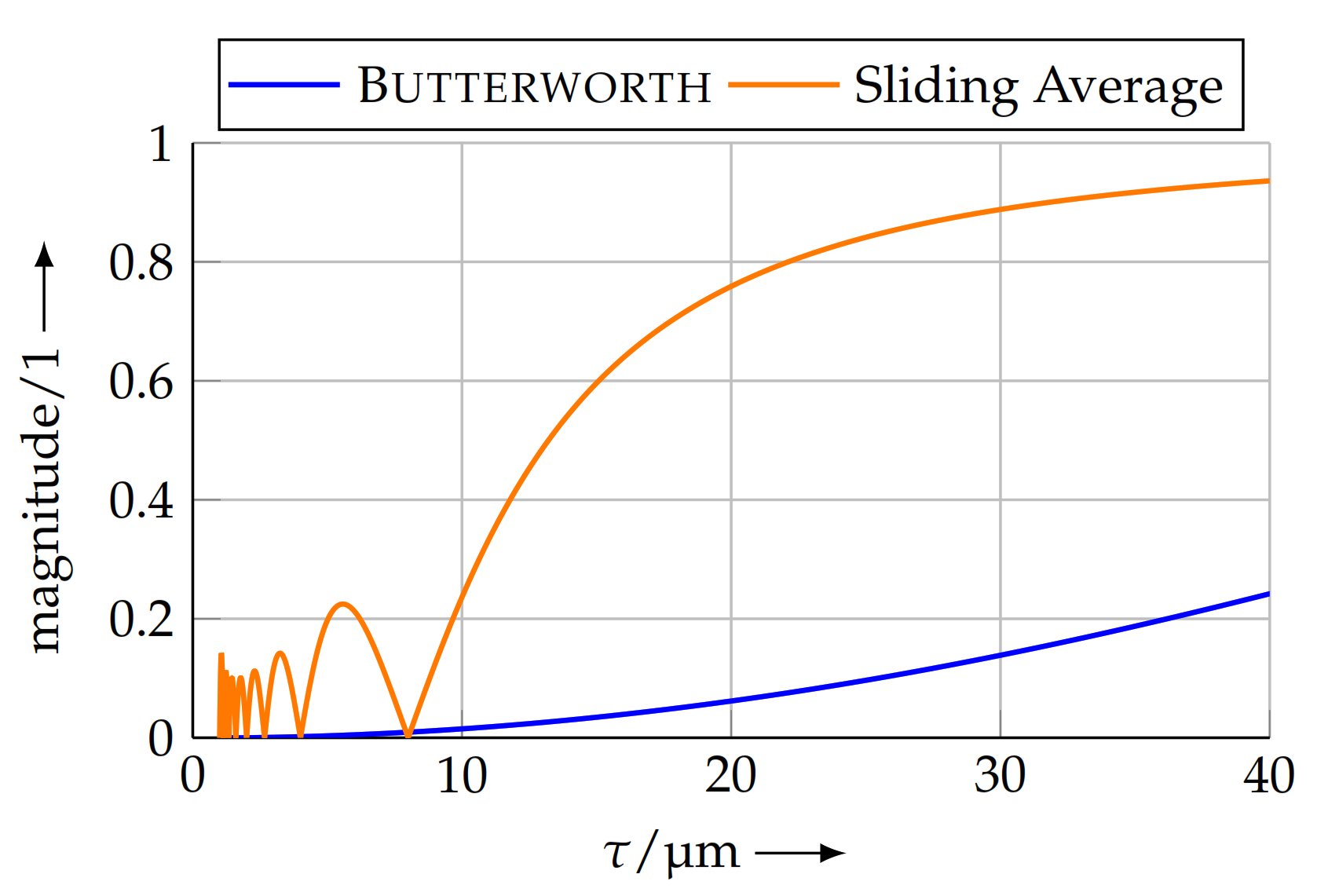
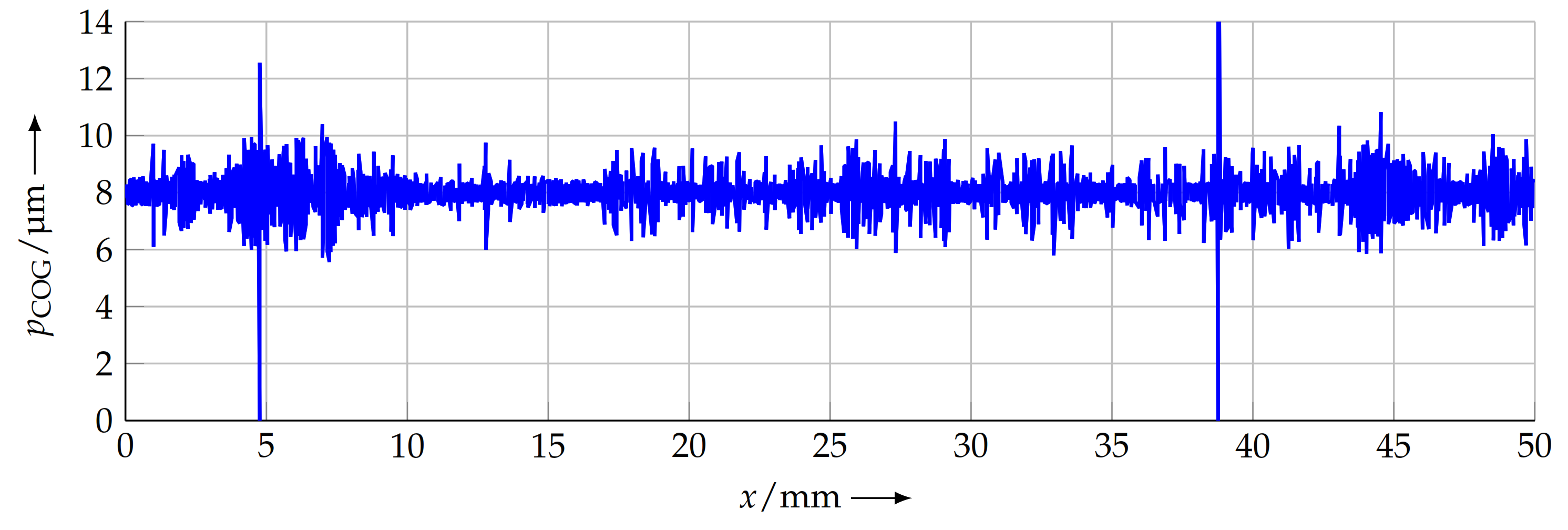
4.2. Noise in Measurement Data
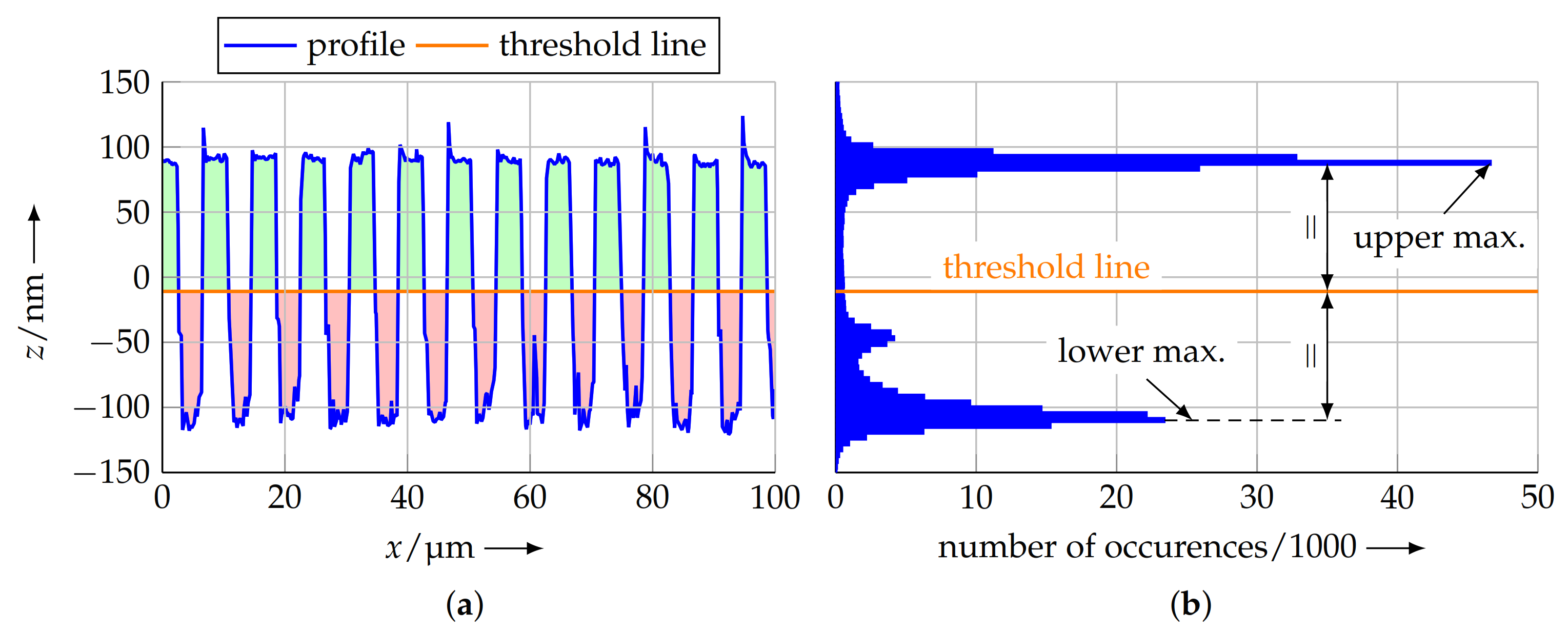
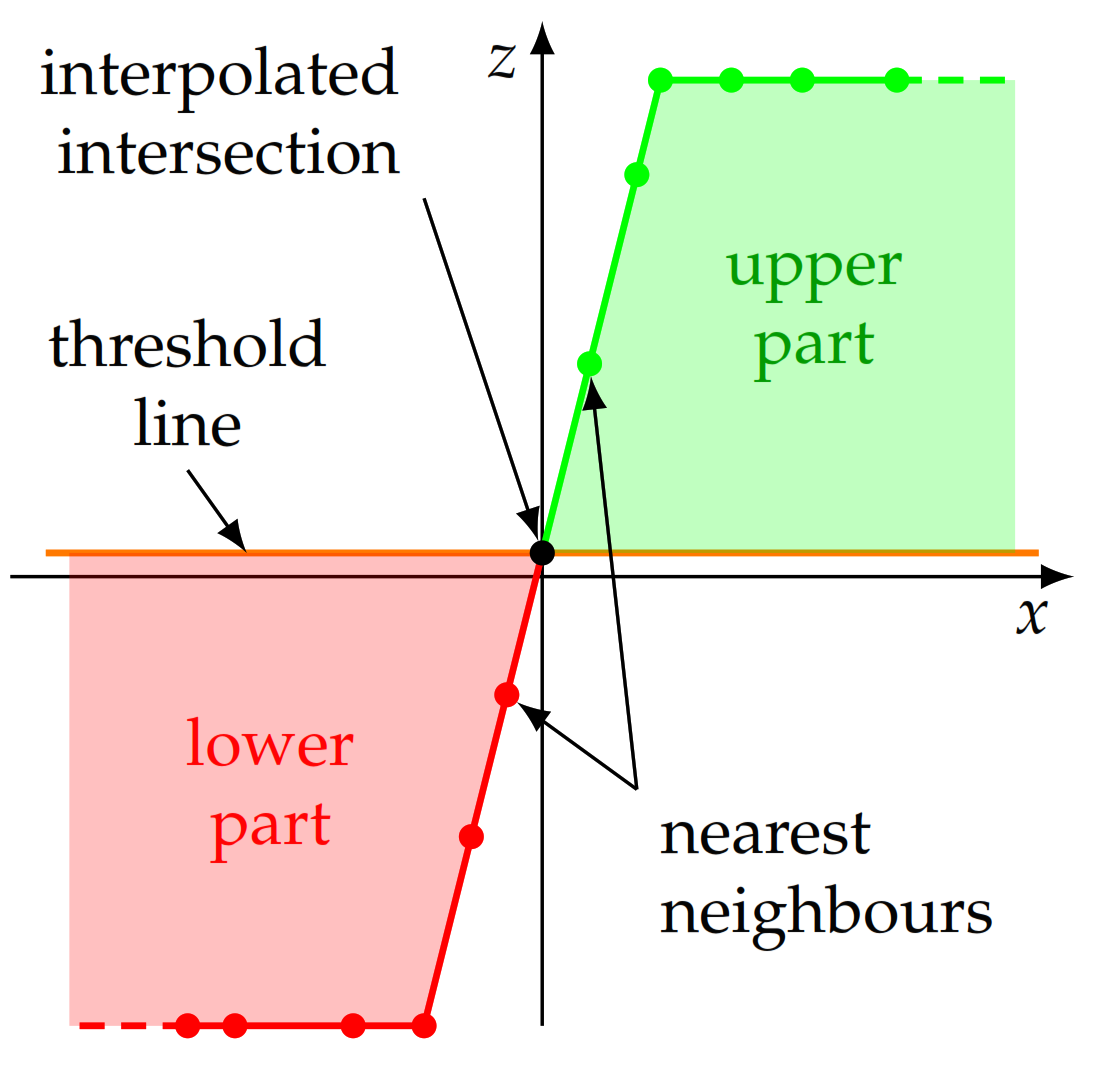
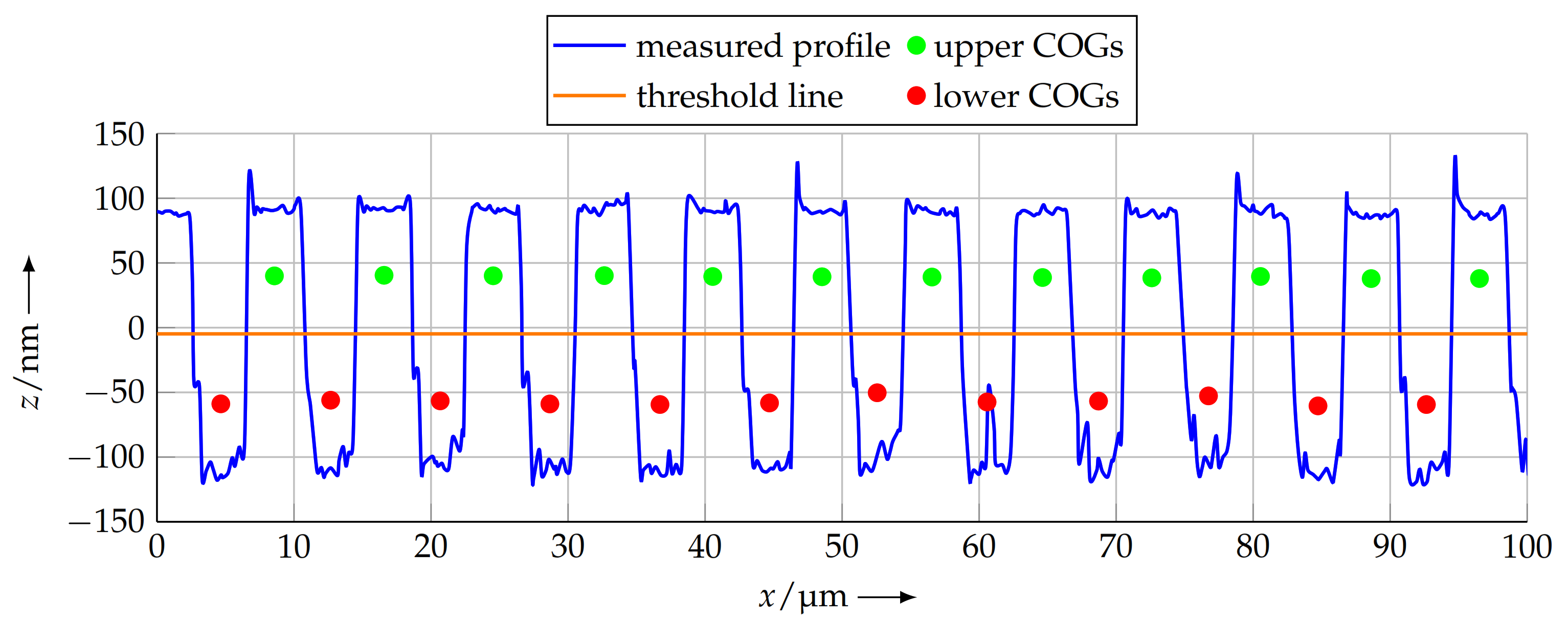
4.3. Analysis Methods
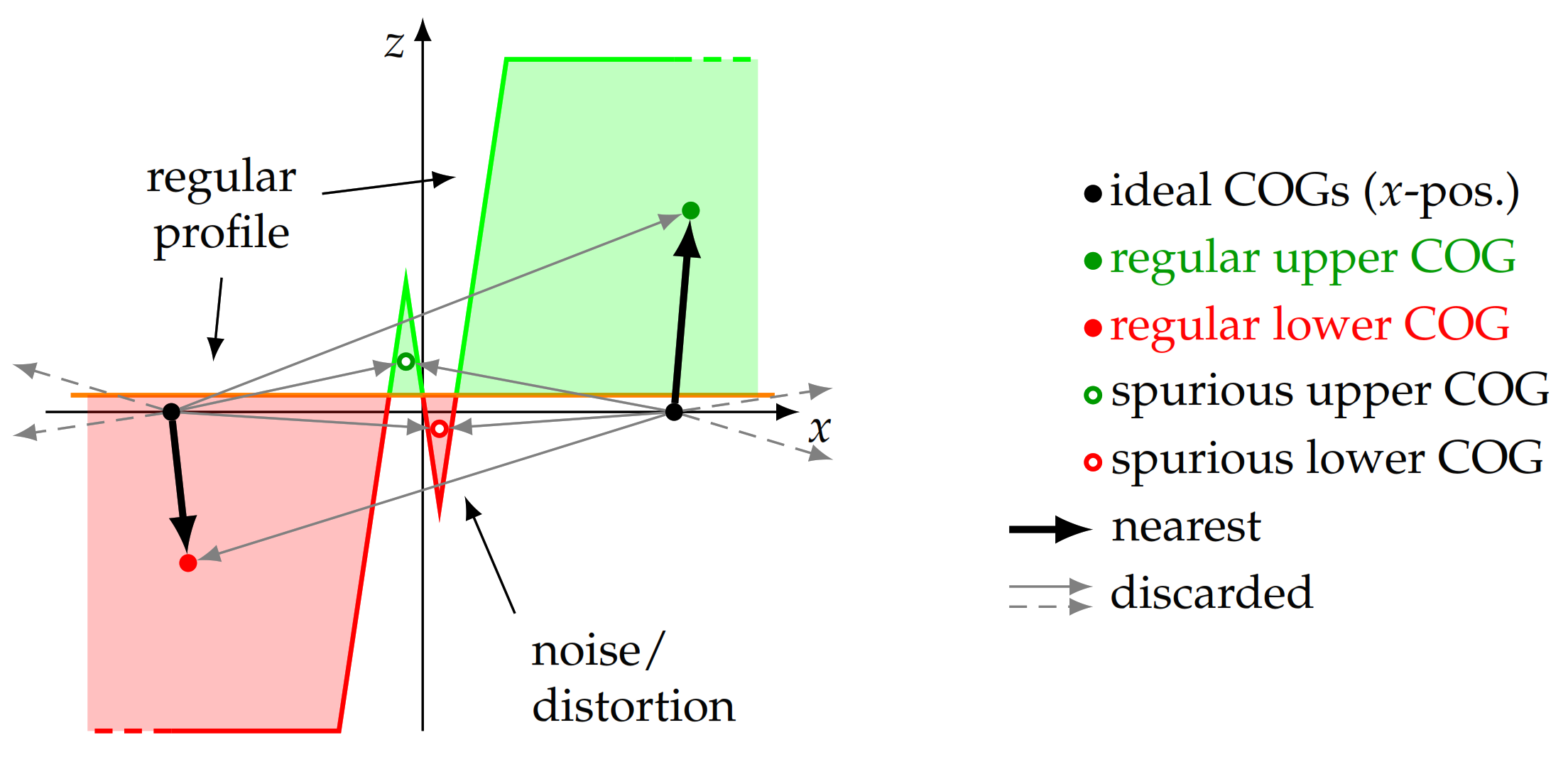
4.3.1. Centre of Gravity (COG)
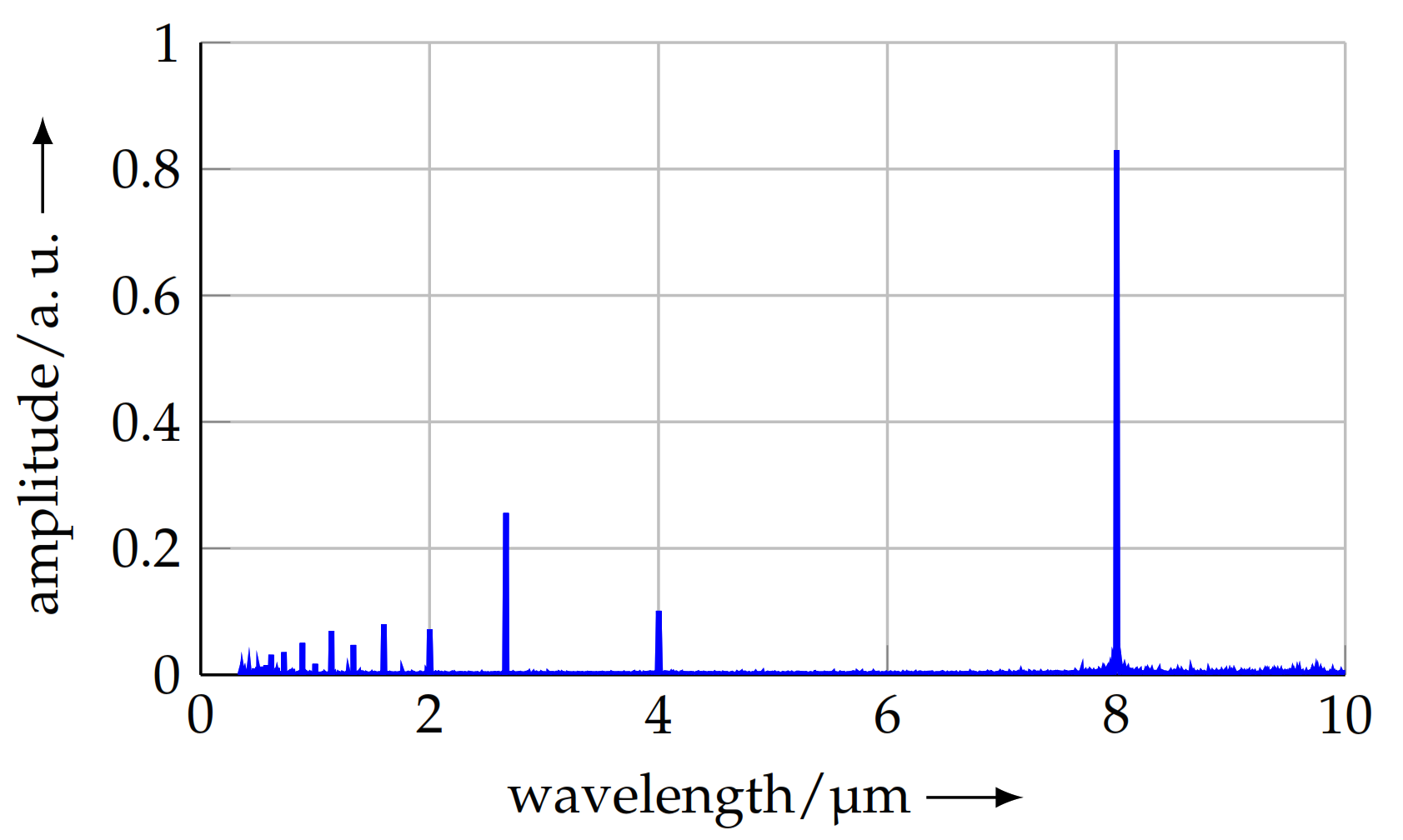
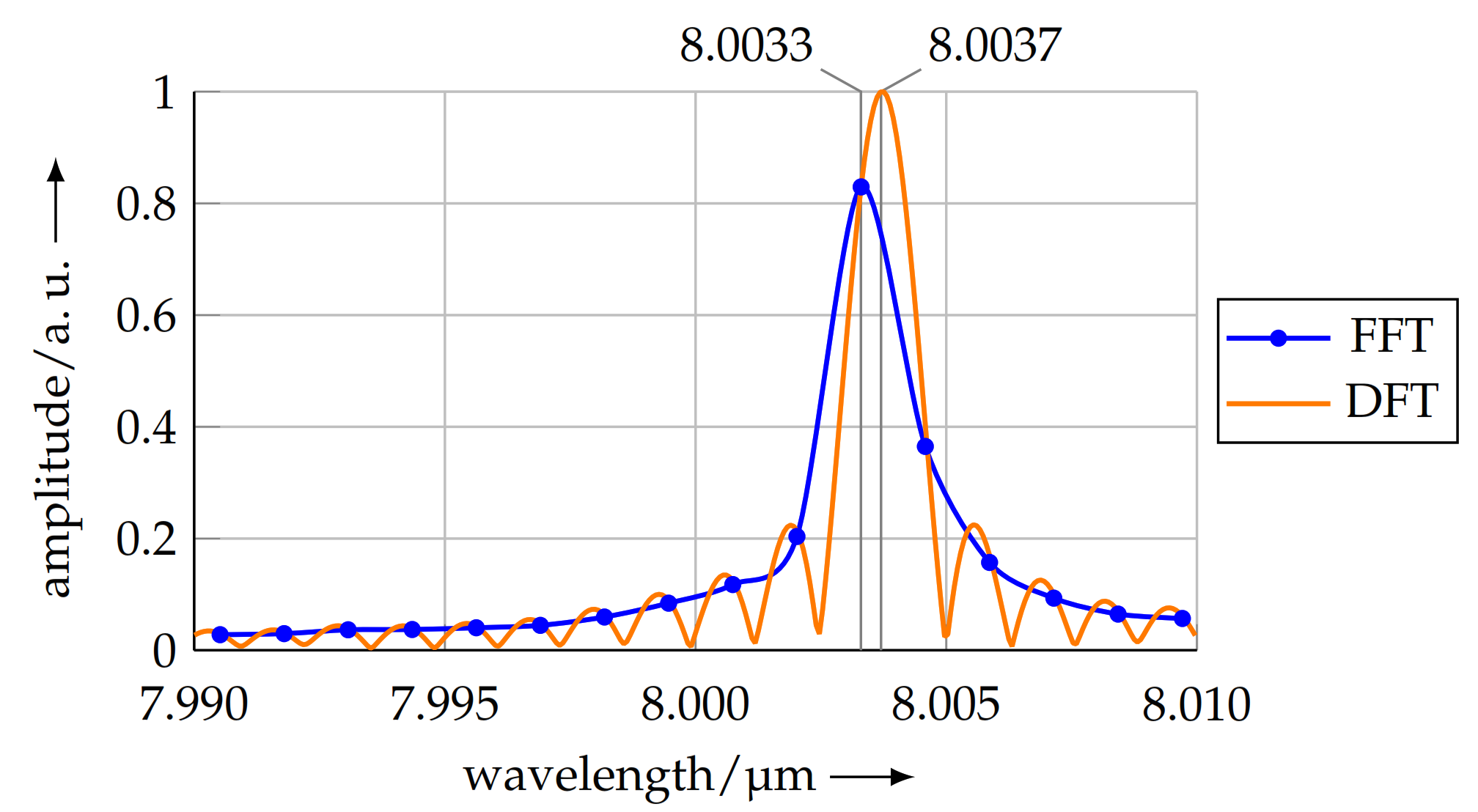
4.3.2. Fourier Transform
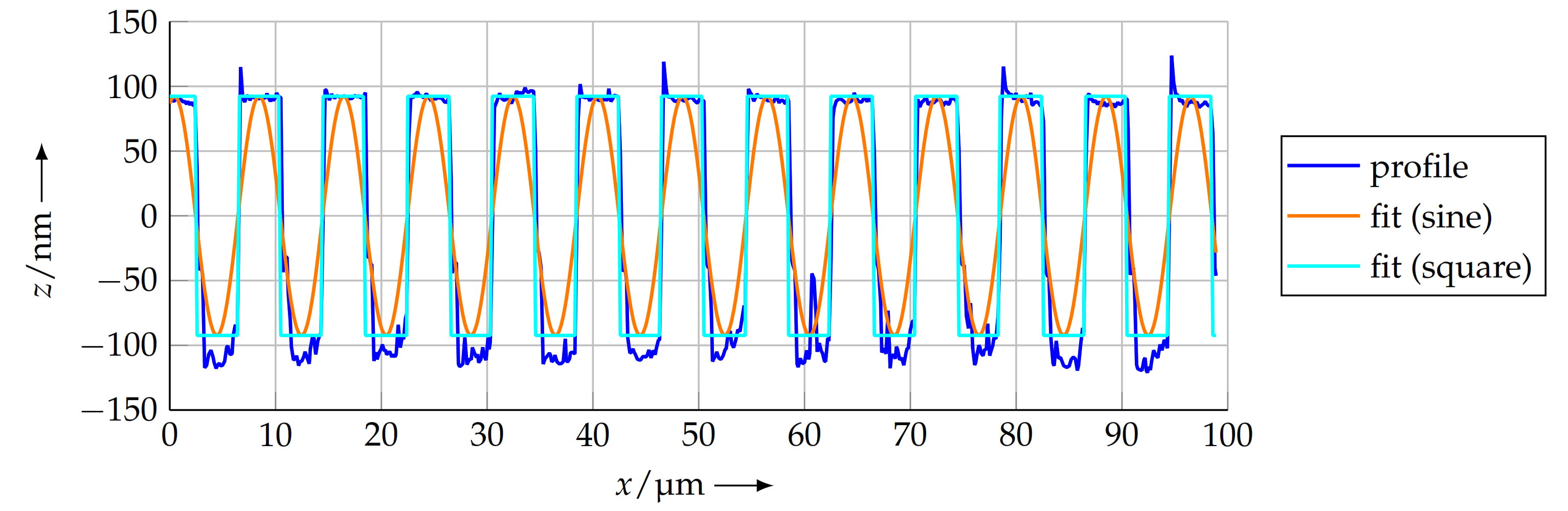
4.3.3. Best-Fit Function
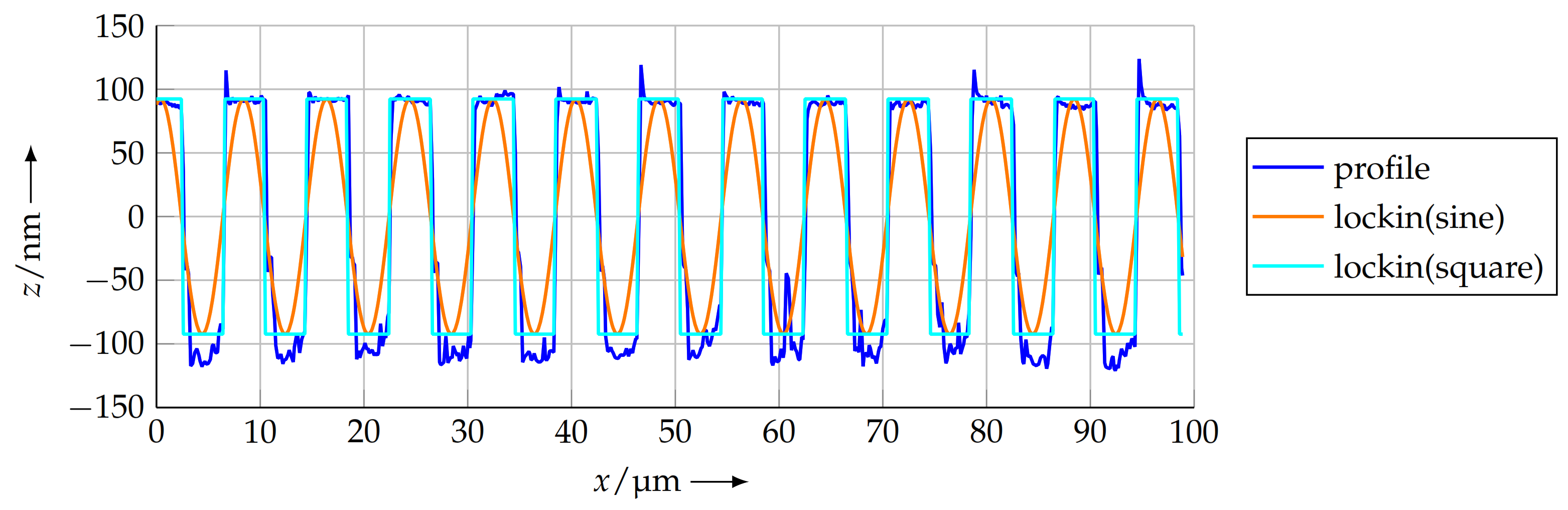
4.3.4. Lock-In Principle
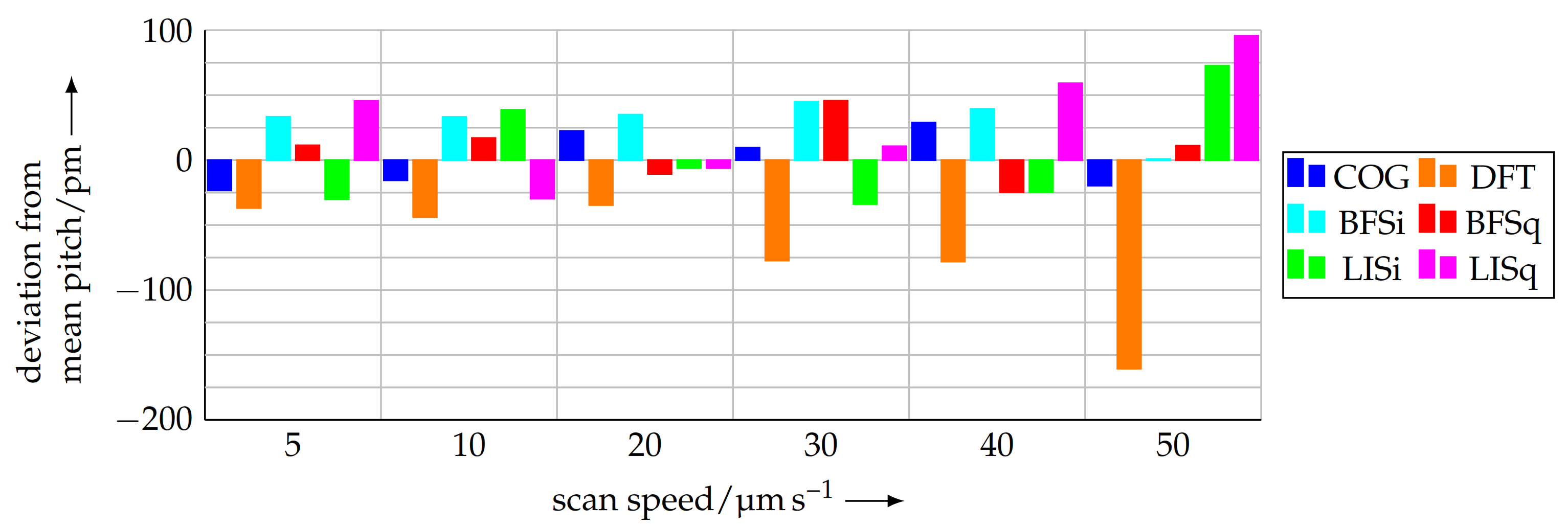
4.4. Comparison of the Results
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Shu, Z.; Zhang, S.; Zeng, P.; Liang, H.; Zheng, M.; Duan, H. Sub-10-nm fabrication: Methods and applications. Int. J. Extrem. Manuf. 2021, 3, 032002. [Google Scholar] [CrossRef]
- Hoefflinger, B. (Ed.) Chips 2020; The @Frontiers Collection; Springer: Berlin, Germany, 2012. [Google Scholar]
- Gan, Y. Atomic and subnanometer resolution in ambient conditions by atomic force microscopy. Surf. Sci. Rep. 2009, 64, 99–121. [Google Scholar] [CrossRef]
- Binnig, G.; Rohrer, H.; Gerber, C.; Weibel, E. Tunneling through a controllable vacuum gap. Appl. Phys. Lett. 1982, 40, 178–180. [Google Scholar] [CrossRef] [Green Version]
- Binnig, G.; Quate, C.F.; Gerber, C. Atomic force microscope. Phys. Rev. Lett. 1986, 56, 930–933. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krivoshapkina, Y.; Kaestner, M.; Lenk, C.; Lenk, S.; Rangelow, I.W. Low-energy electron exposure of ultrathin polymer films with scanning probe lithography. Microelectron. Eng. 2017, 177, 78–86. [Google Scholar] [CrossRef]
- Kaestner, M.; Rangelow, I.W. Scanning probe lithography on calixarene towards single-digit nanometer fabrication. Int. J. Extrem. Manuf. 2020, 2, 032005. [Google Scholar] [CrossRef]
- Durrani, Z.; Jones, M.; Kaestner, M.; Hofer, M.; Guliyev, E.; Ahmad, A.; Ivanov, T.; Zoellner, J.P.; Rangelow, I.W. Scanning probe lithography approach for beyond CMOS devices. In Proceedings SPIE 8680, Alternative Lithographic Technologies V; SPIE Advanced Lithography: San Jose, CA, USA, 2013; p. 868017. [Google Scholar]
- Hofmann, M. Feldemissions-Rastersondenlithographie Mittels Diamantspitzen zur Erzeugung von Sub-10 nm Strukturen. Ph.D. Thesis, Technische Universität Ilmenau, Ilmenau, Germany, 2020. [Google Scholar]
- Ortlepp, I.; Kühnel, M.; Hofmann, M.; Weidenfeller, L.; Kirchner, J.; Supreeti, S.; Mastylo, R.; Holz, M.; Michels, T.; Füßl, R.; et al. Tip- and laser-based nanofabrication up to 100 mm with sub-nanometre precision. In Proceedings SPIE 11324 Novel Patterning Technologies for Semiconductors, MEMS/NEMS and MOEMS 2020; SPIE Advanced Lithography: San Jose, CA, USA, 2020; p. 113240A. [Google Scholar]
- Laserinterferometer SP 5000 NG. Technical Report. SIOS GmbH. 2021. Available online: https://sios.de/produkte/laengenmesssysteme/laserinterfero-meter/ (accessed on 1 August 2021).
- Ortlepp, I.; Fröhlich, T.; Füßl, R.; Reger, J.; Schäffel, C.; Sinzinger, S.; Strehle, S.; Theska, R.; Zentner, L.; Zöllner, J.P.; et al. Tip- and Laser-based 3D Nanofabrication in Extended Macroscopic Working Areas. Nanomanuf. Metrol. 2021. [Google Scholar] [CrossRef]
- Stauffenberg, J.; Reuter, C.; Ortlepp, I.; Holz, M.; Dontsov, D.; Schäffel, C.; Zöllner, J.P.; Rangelow, I.; Strehle, S.; Manske, E. Nanopositioning and -fabrication using the Nano Fabrication Machine with a positioning range up to Ø 100 mm. In Proceedings SPIE 11610, Novel Patterning Technologies 2021; SPIE Advanced Lithography: San Jose, CA, USA, 2021; p. 1161016. [Google Scholar]
- Bonod, N.; Neauport, J. Diffraction gratings: From principles to applications in high-intensity lasers. Adv. Opt. Photon. 2016, 8, 156. [Google Scholar] [CrossRef] [Green Version]
- Rangelow, I.W.; Ivanov, T.; Ahmad, A.; Kästner, M.; Lenk, C.; Bozchalooi, I.S.; Xia, F.; Youcef-Toumi, K.; Holz, M.; Reum, A. Review Article: Active scanning probes: A versatile toolkit for fast imaging and emerging nanofabrication. J. Vac. Sci. Technol. B 2017, 35, 06G101. [Google Scholar] [CrossRef]
- Rangelow, I.W.; Ivanov, T.; Hudek, T.; Fortagne, O. Device and Method for Mask-Less AFM Microlithography. U.S. Patent US7141808B2, 28 November 2006. [Google Scholar]
- Nano Analytik GmbH. SEM Image Microcantilever. 2020. Available online: https://www.nanoanalytik.net/products/probes/afm-canti/ (accessed on 1 August 2021).
- Manske, E. Nanofabrication in extended areas on the basis of nanopositioning and nanomeasuring machines. In Proceedings SPIE 10958, Novel Patterning Technologies for Semiconductors, MEMS/NEMS, and MOEMS 2019; SPIE Advanced Lithography: San Jose, CA, USA, 2019; p. 109580P. [Google Scholar]
- Jäger, G.; Manske, E.; Hausotte, T.; Büchner, H.J. The metrological basis and operation of nanopositioning and nanomeasuring machine NMM-1. tm-Tech. Mess. 2009, 5, 227–234. [Google Scholar] [CrossRef]
- Manske, E. Nanopositioning and Nanomeasuring Machine NPMM-200—sub-nanometre resolution and highest accuracy in extended macroscopic working areas. In Proceedings of the 17th International Conference of the European Society for Precision Engineering and Nanotechnology, Hannover, Germany, 29 May–2 June 2017; pp. 81–82. [Google Scholar]
- Stauffenberg, J.; Ortlepp, I.; Blumröder, U.; Dontsov, D.; Schäffel, C.; Holz, M.; Rangelow, I.W.; Manske, E. Investigations on the positioning accuracy of the Nano Fabrication Machine (NFM-100). tm-Tech. Mess. 2021, 88, 581–589. [Google Scholar] [CrossRef]
- Petersen, R.; Rothe, H.; Huser, D. Large AFM scans with a Nanometer Coordinate Measuring Machine. In Proceedings SPIE 4779, Advanced Characterization Techniques for Optical, Semiconductor, and Data Storage Components; International Symposium on Optical Science and Technology: Seattle, WA, USA, 2002. [Google Scholar]
- Dai, G.; Koenders, L.; Pohlenz, F.; Dziomba, T.; Danzebrink, H.U. Accurate and traceable calibration of one-dimensional gratings. Meas. Sci. Technol. 2005, 16, 1241–1249. [Google Scholar] [CrossRef]
- Dr. Johannes Heidenhain GmbH. Inkrementale Längenmessgeräte Mit Sehr Hoher Genauigkeit. Technical Report. Available online: https://www.heidenhain.de/produkte/laengenmessgeraete/offen/lif-400 (accessed on 1 August 2021).
- Fu, J.; Chu, W.; Dixson, R.; Vorburger, T. Three-dimensional Image Correction of Tilted Samples Through Coordinate Transformation. Scanning 2008, 30, 41–46. [Google Scholar] [CrossRef] [PubMed]
- Butterworth, S. On the theory of filter amplifiers. Exp. Wirel. Wirel. Eng. 1930, 7, 536–541. [Google Scholar]
- Bostock, L.; Chandler, S. Applied Mathematics; Stanley Thornes (Publishers) Ltd.: Cheltenham, UK, 1975. [Google Scholar]
- Eaton, J.W.; Bateman, D.; Hauberg, S.; Wehbring, R. GNU Octave Version 3.8.1 Manual: A High-Level Interactive Language for Numerical Computations, 2008 ed.; CreateSpace Independent Publishing Platform: Boston, MA, USA, 2014. [Google Scholar]
- Meyer, M. Signalverarbeitung: Analoge und Digitale Signale, Systeme und Filter; Informations- und Kommunikationstechnik; Springer: Wiesbaden, Germany, 2009. [Google Scholar]
- Goertzel, G. An Algorithm for the Evaluation of Finite Trigonometric Series. Am. Math. Mon. 1958, 65, 34. [Google Scholar] [CrossRef] [Green Version]
- Nelder, J.A.; Mead, R. A Simplex Method for Function Minimization. Comput. J. 1965, 7, 308–313. Available online: https://0-doi-org.brum.beds.ac.uk/10.1093/comjnl/7.4.308 (accessed on 30 July 2021). [CrossRef]
- Moré, J.J. The Levenberg-Marquardt algorithm: Implementation and theory. In Numerical Analysis. Lecture Notes in Mathematics; Watson, G.A., Ed.; Springer: Berlin/Heidelberg, Germany, 1978; pp. 105–116. [Google Scholar]
- Michels, W.C.; Curtis, N.L. A Pentode Lock-In Amplifier of High Frequency Selectivity. Rev. Sci. Instrum. 1941, 12, 444–447. [Google Scholar] [CrossRef]
- Bönsch, G.; Potulski, E. Measurement of the refractive index of air and comparison with modified Edlén’s formulae. Metrologia 1998, 35, 133. [Google Scholar] [CrossRef]
- Schaude, J.; Albrecht, J.; Klöpzig, U.; Gröschl, A.C.; Hausotte, T. Atomic force microscope with an adjustable probe direction and piezoresistive cantilevers operated in tapping-mode/Im Tapping-Modus betriebenes Rasterkraftmikroskop mit einstellbarer Antastrichtung und piezoresistiven Cantilevern. tm-Tech. Mess. 2019, 86, 12–16. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mean Sample Rate [Points/µm] | Mean Sample Rate [Points/Period] | Mean Point Distance [nm] | |
|---|---|---|---|
| 5 | 12.2 | 97.5 | 82.1 |
| 10 | 5.9 | 47.0 | 170.4 |
| 20 | 3.0 | 23.7 | 337.9 |
| 30 | 2.0 | 16.0 | 501.4 |
| 40 | 1.5 | 12.0 | 666.8 |
| 50 | 1.2 | 9.6 | 834.0 |
| Pitch/ | |||||||
|---|---|---|---|---|---|---|---|
| Scanning Speed/ | |||||||
| Analysis Method | 5 | 10 | 20 | 30 | 40 | 50 | Stand. Dev. |
| COG | 8.0038 | 8.0038 | 8.0038 | 8.0038 | 8.0038 | 8.0038 | |
| DFT | 8.0038 | 8.0037 | 8.0037 | 8.0037 | 8.0036 | 8.0036 | |
| best fit sine | 8.0038 | 8.0038 | 8.0038 | 8.0038 | 8.0038 | 8.0038 | |
| best fit square | 8.0038 | 8.0038 | 8.0037 | 8.0038 | 8.0037 | 8.0038 | |
| lock-in sine | 8.0039 | 8.0037 | 8.0037 | 8.0038 | 8.0038 | 8.0039 | |
| Lock-in square | 8.0039 | 8.0037 | 8.0037 | 8.0038 | 8.0038 | 8.0039 | |
| mean | 8.0038 | 8.0038 | 8.0037 | 8.0038 | 8.0037 | 8.0038 | |
| standard deviation | |||||||
| FFT | 8.0034 | 8.0033 | 8.0032 | 8.0036 | 8.0038 | 8.0029 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ortlepp, I.; Stauffenberg, J.; Manske, E. Processing and Analysis of Long-Range Scans with an Atomic Force Microscope (AFM) in Combination with Nanopositioning and Nanomeasuring Technology for Defect Detection and Quality Control. Sensors 2021, 21, 5862. https://0-doi-org.brum.beds.ac.uk/10.3390/s21175862
Ortlepp I, Stauffenberg J, Manske E. Processing and Analysis of Long-Range Scans with an Atomic Force Microscope (AFM) in Combination with Nanopositioning and Nanomeasuring Technology for Defect Detection and Quality Control. Sensors. 2021; 21(17):5862. https://0-doi-org.brum.beds.ac.uk/10.3390/s21175862
Chicago/Turabian StyleOrtlepp, Ingo, Jaqueline Stauffenberg, and Eberhard Manske. 2021. "Processing and Analysis of Long-Range Scans with an Atomic Force Microscope (AFM) in Combination with Nanopositioning and Nanomeasuring Technology for Defect Detection and Quality Control" Sensors 21, no. 17: 5862. https://0-doi-org.brum.beds.ac.uk/10.3390/s21175862