CFD Modeling of Ventilation and Dust Flow Behavior in Polishing and the Design of an Innovative Wet Dust Removal System


Abstract
:1. Introduction
2. Site Condition and Ventilation Survey
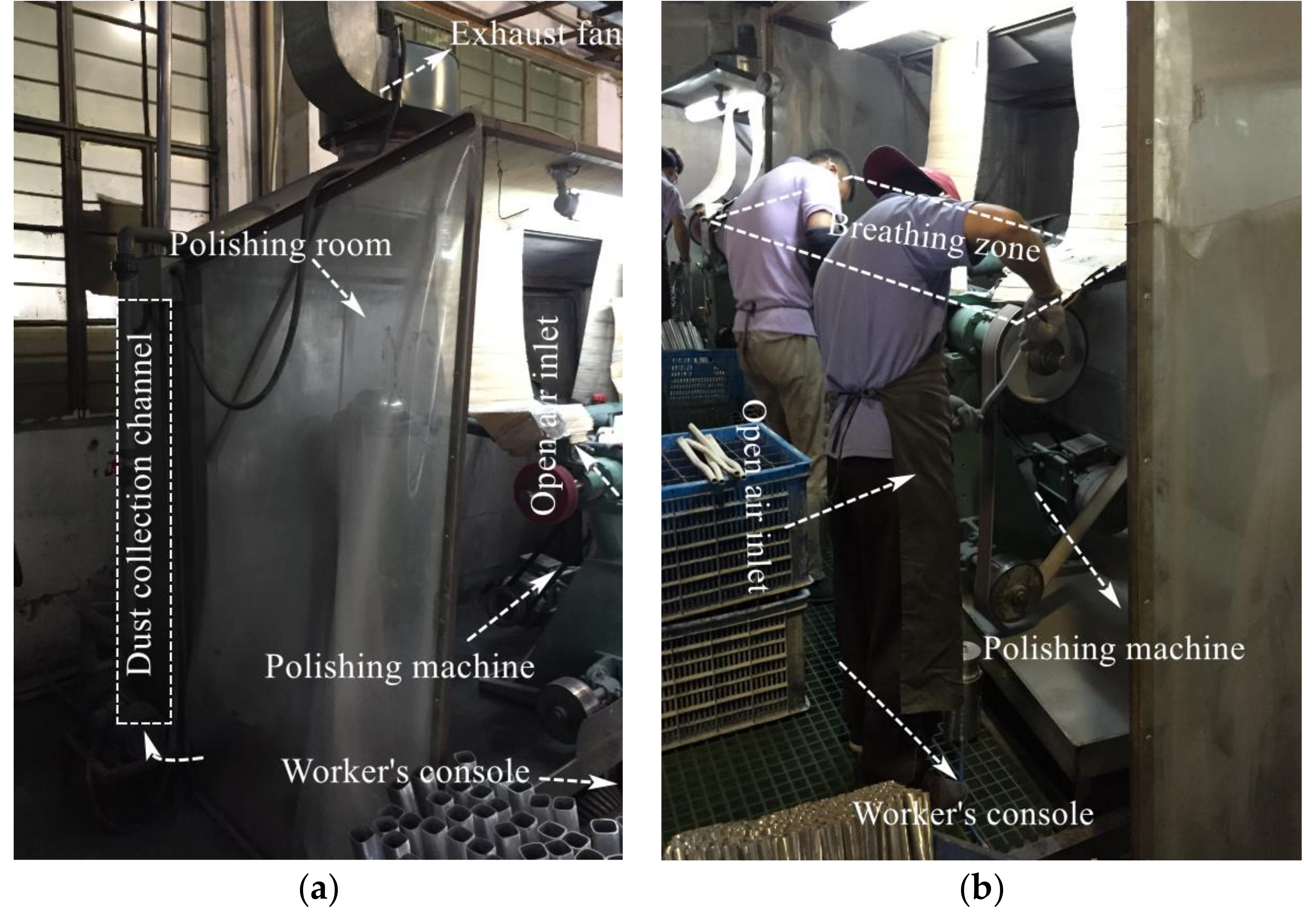
2.1. Site Conditions
2.2. Ventilation Survey
3. Airflow Pattern and Dust Flow Modeling
3.1. Mathematical Models
3.1.1. Mathematical Model of Air Flow
3.1.2. Modeling of Fine Dust Flow Behavior
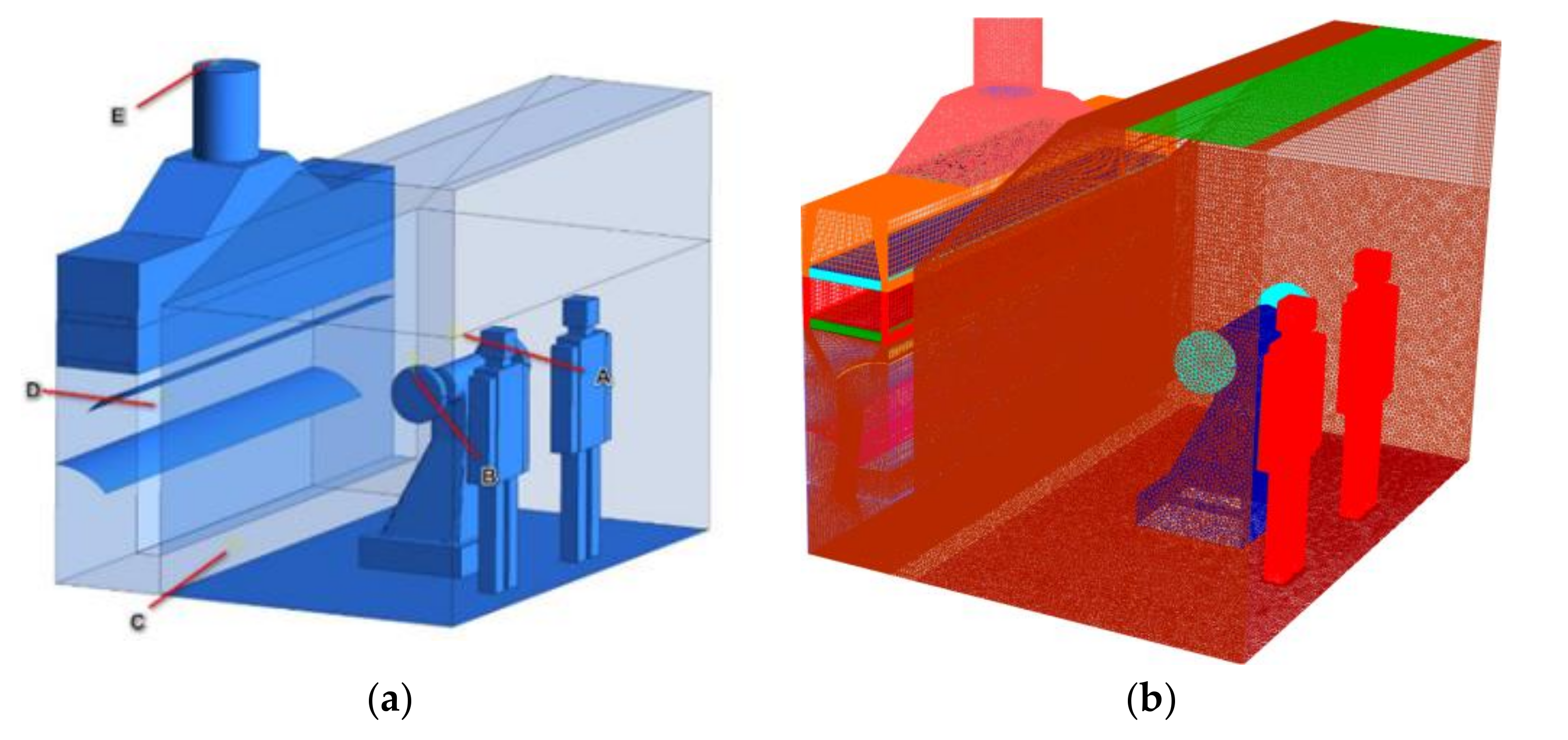
3.2. Geometrical Model
3.3. Computational Conditions
3.3.1. Particle Size Distribution of Aluminum Dust of the Dust Sources
3.3.2. Boundary Conditions and Computational Method
4. Base Models Validation and Results
4.1. Base Models Validation
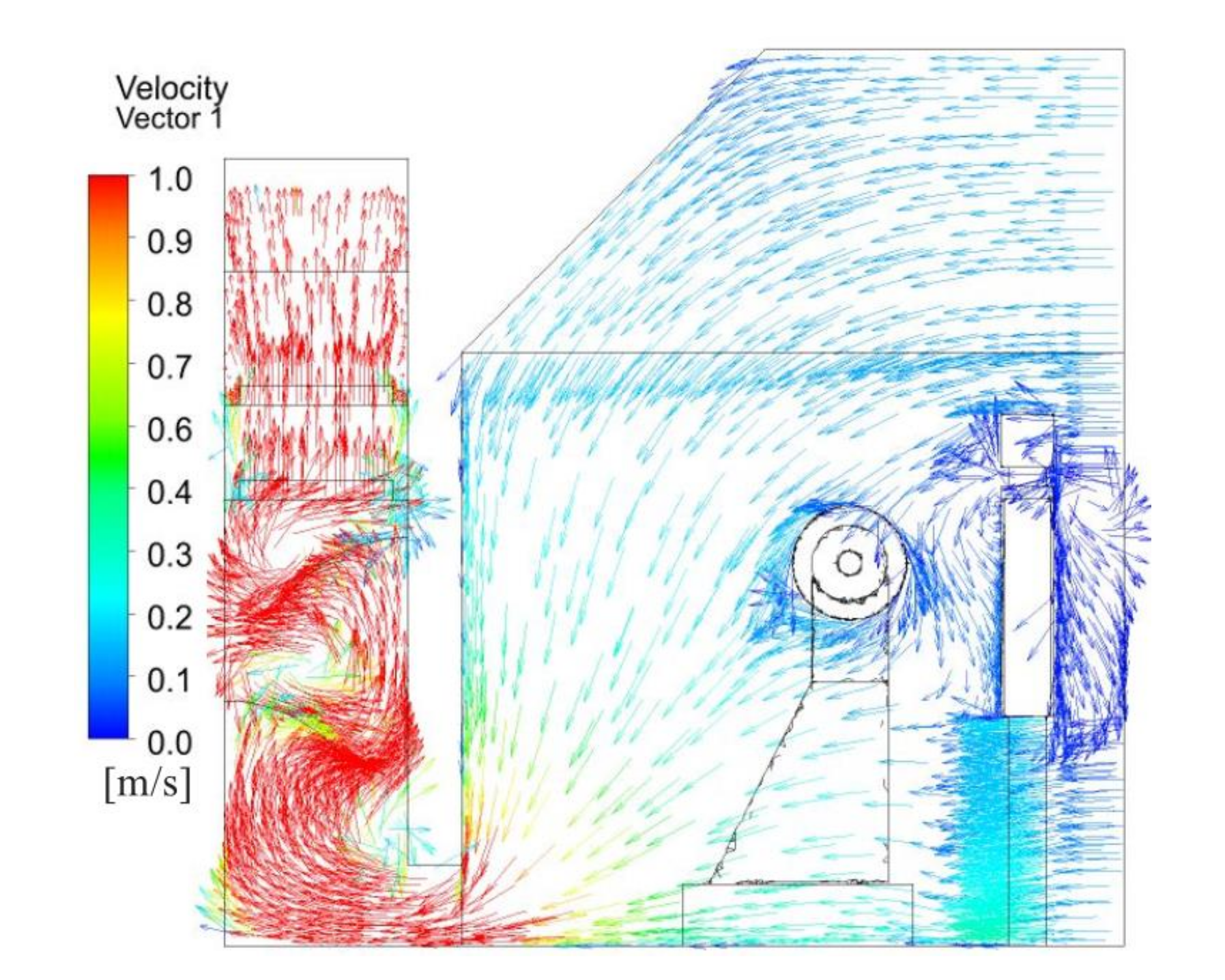
4.2. Simulation Results of Airflow
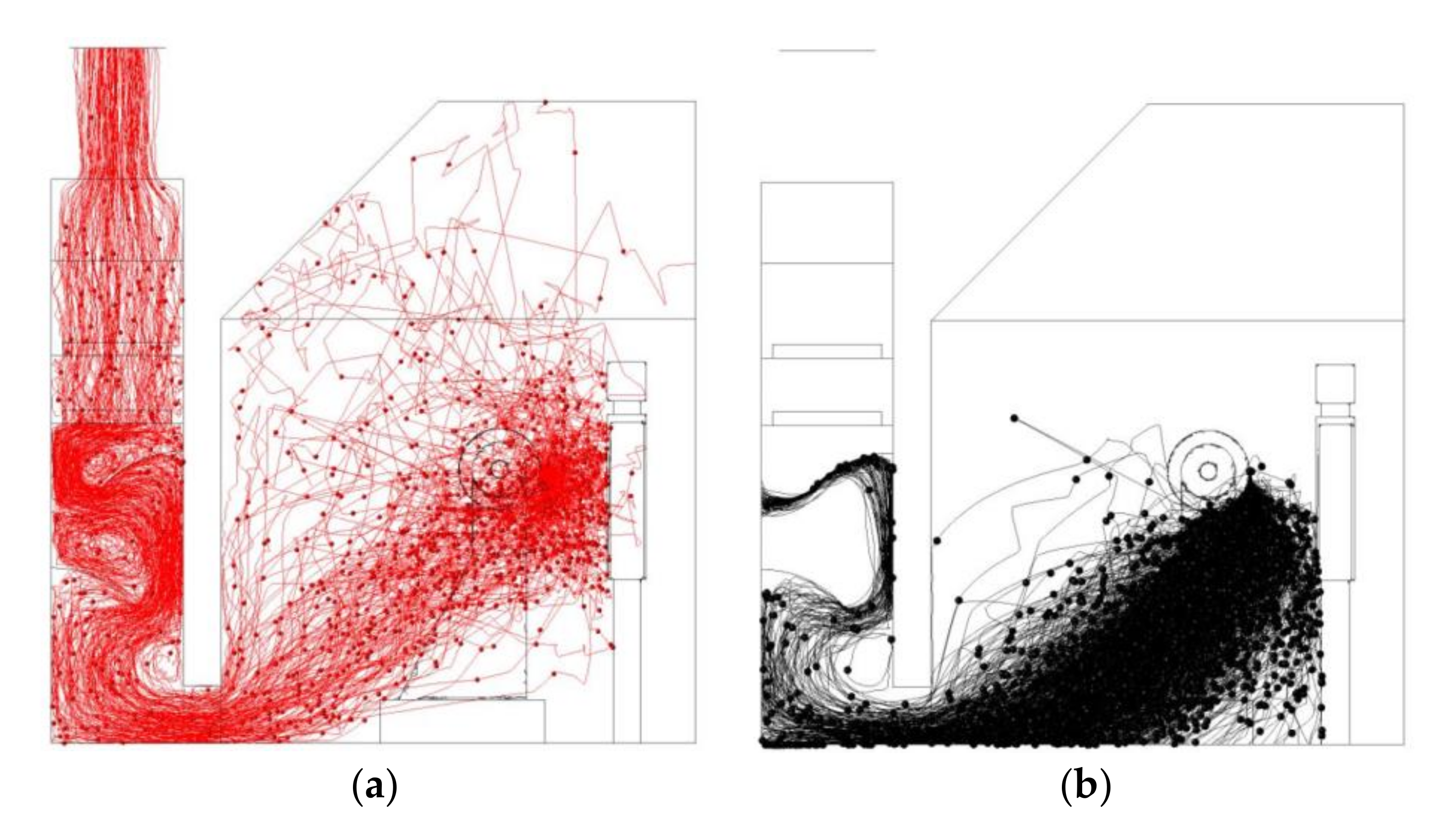
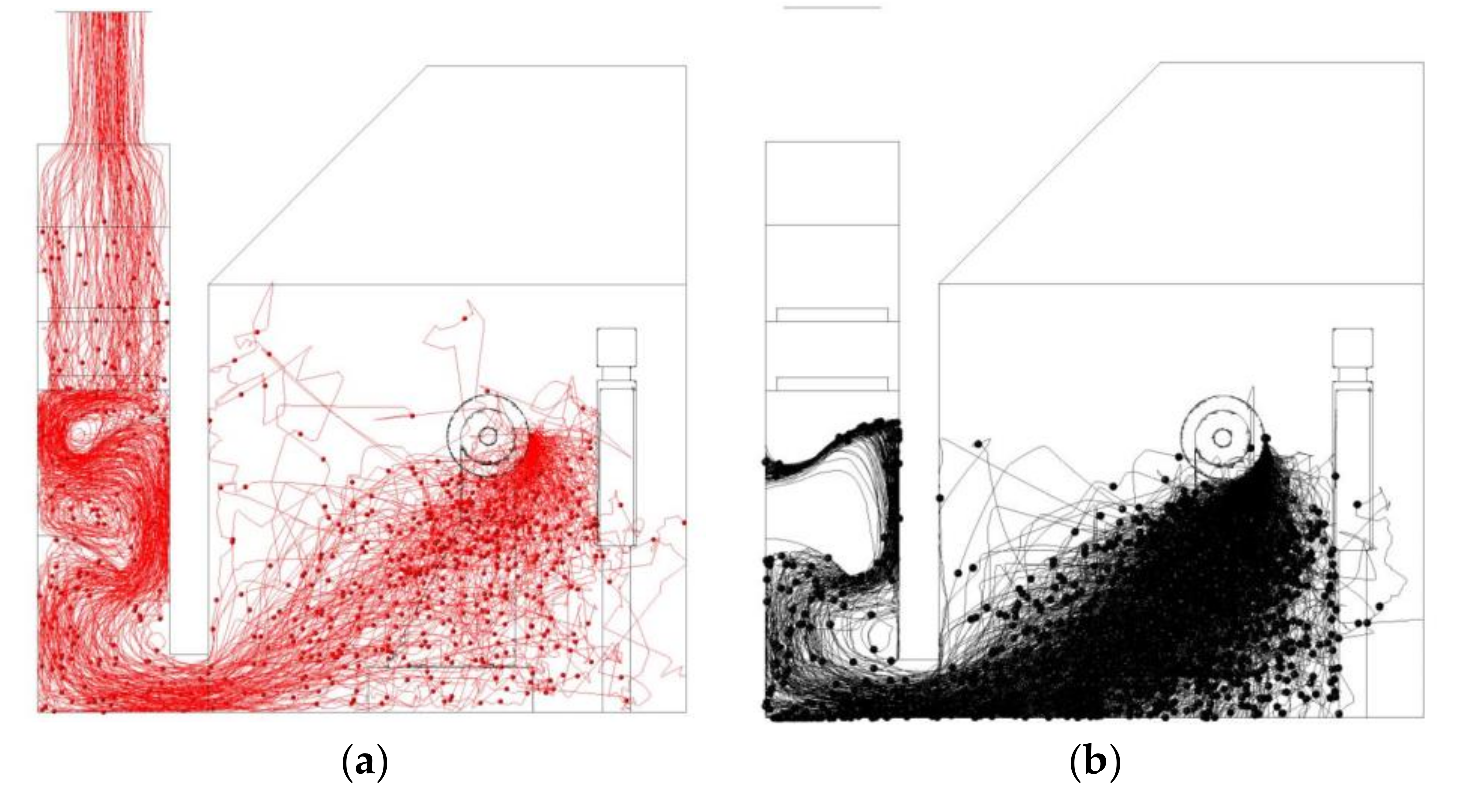
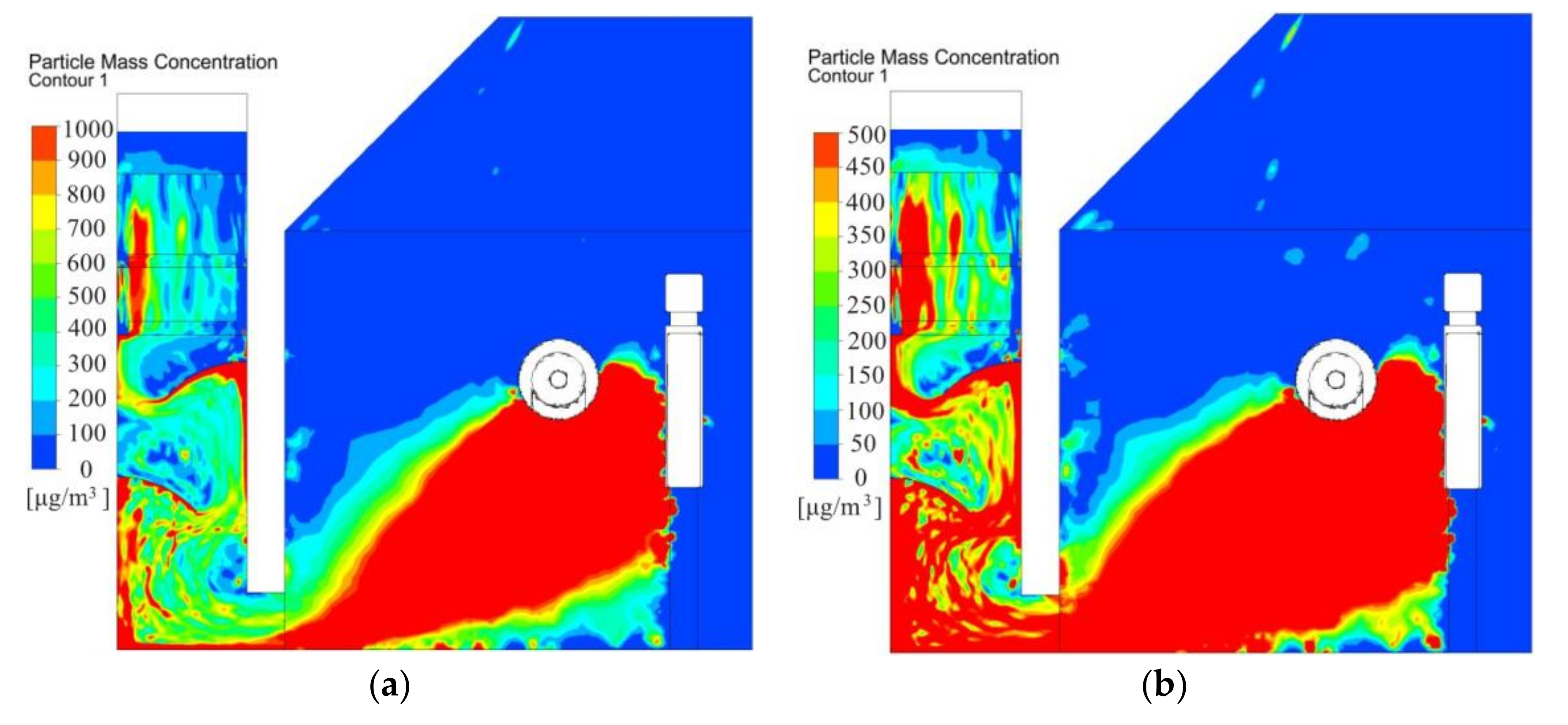
4.3. Simulation of Dust Flow Behavior and Distribution Patterns
5. Design of New Ventilation and Wet Dust Removal System
- (1)
- The intake air supply system with FFU was moved to the top side of the operator area.
- (2)
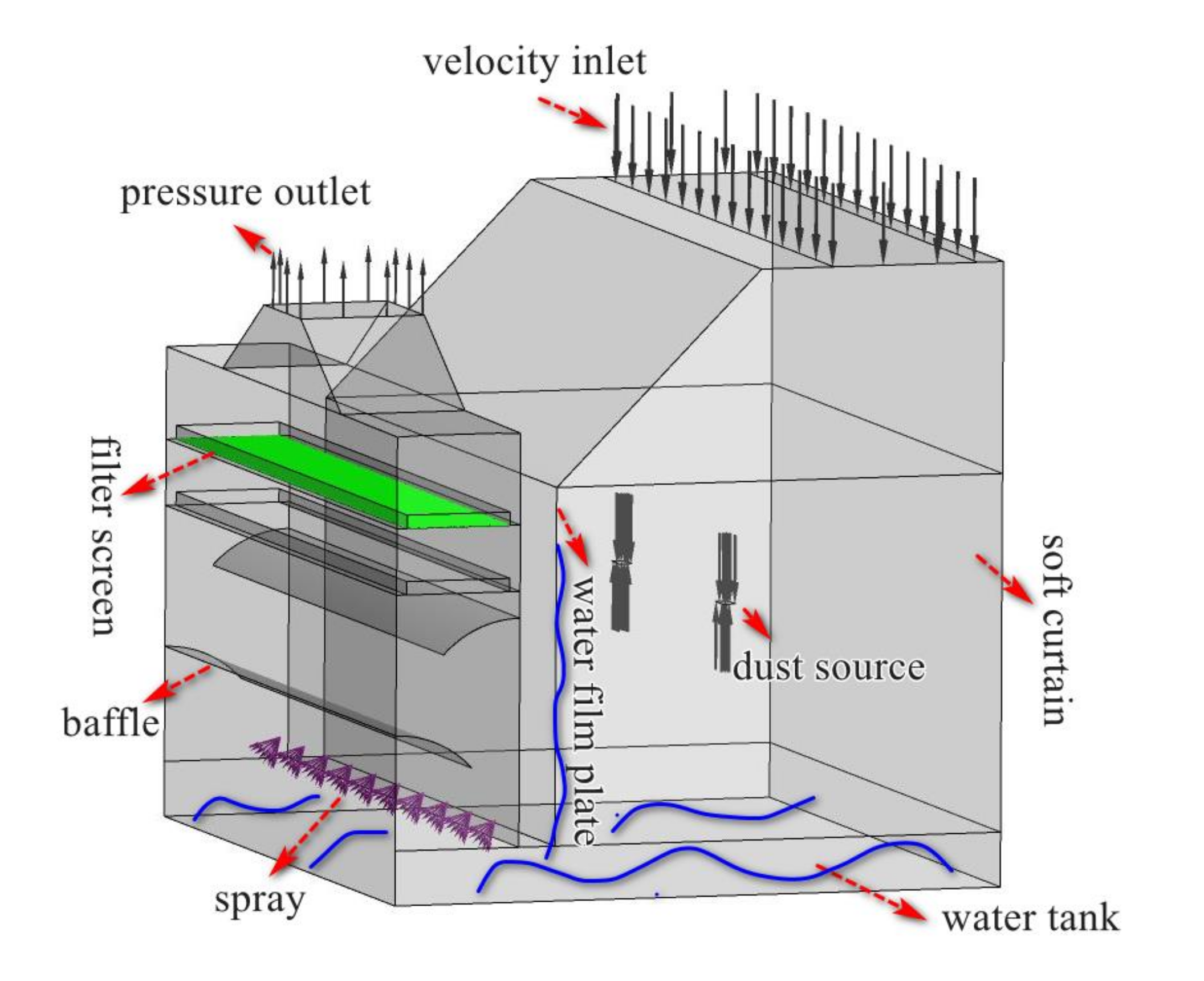
- Sprayers were installed at the bottom of the dust collection channel, and a pool was set at the bottom of the polishing chamber. A water film plate was arranged above the inlet strip suction, as indicated in Figure 9
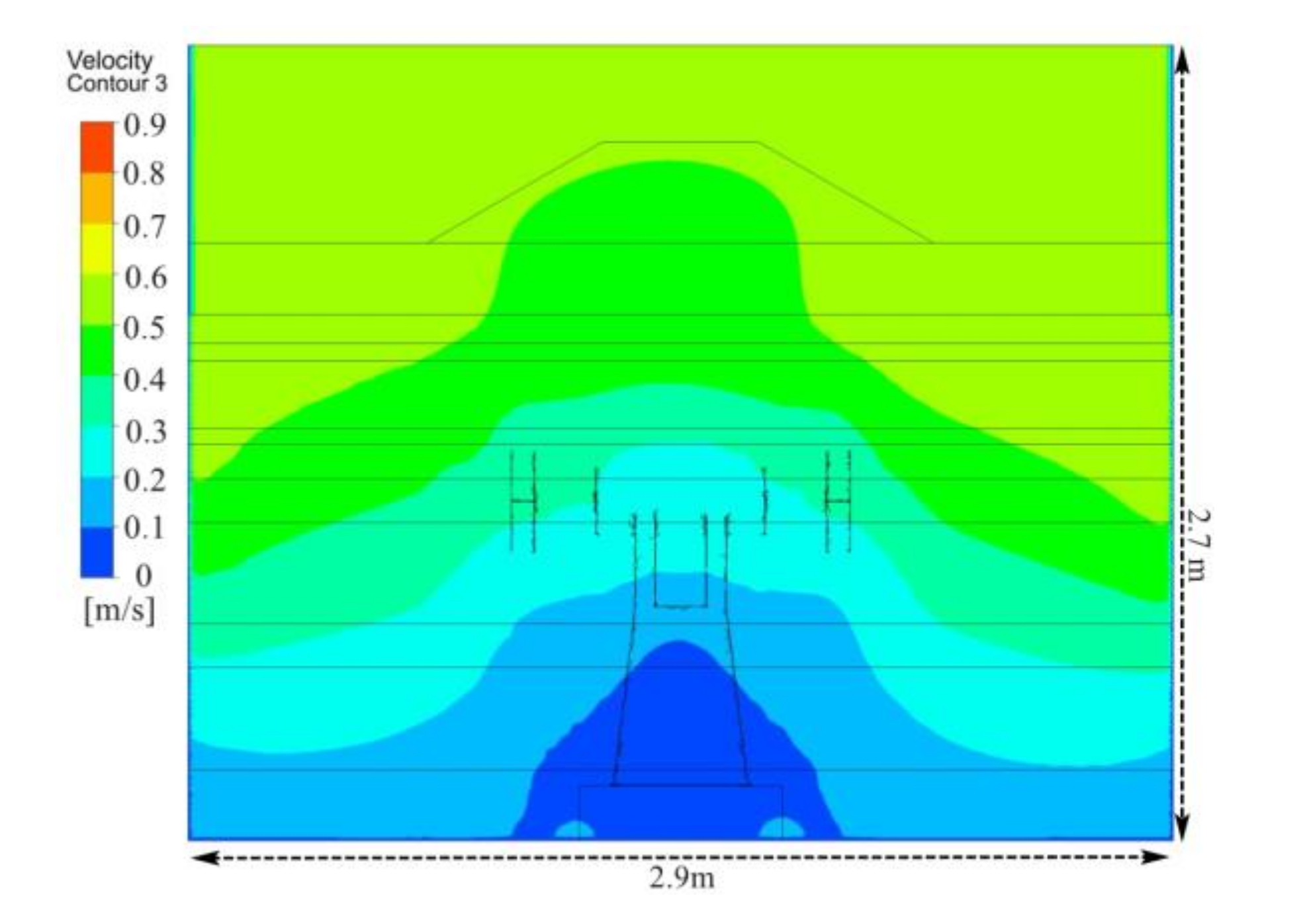
5.1. Simulation of Air Flow
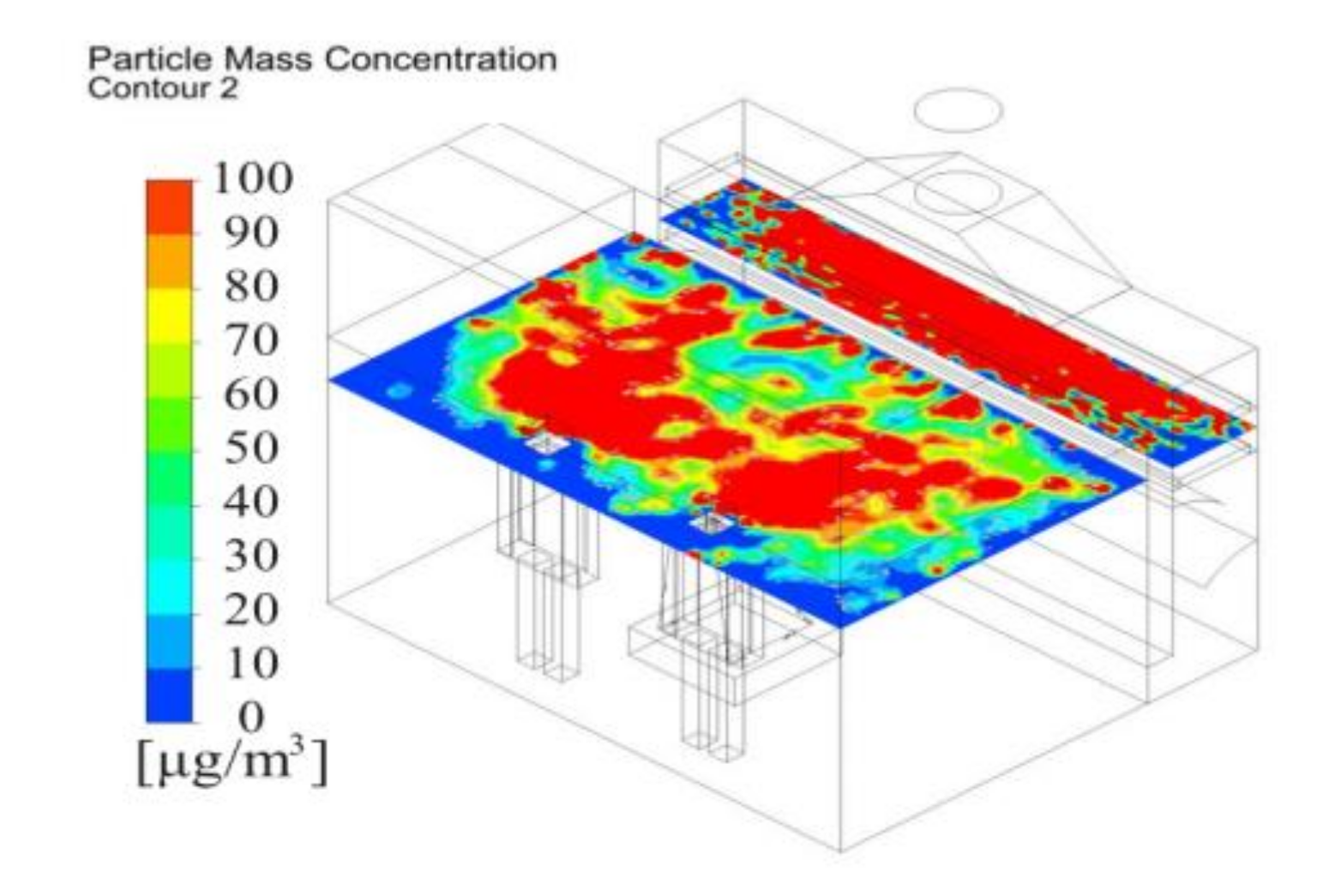
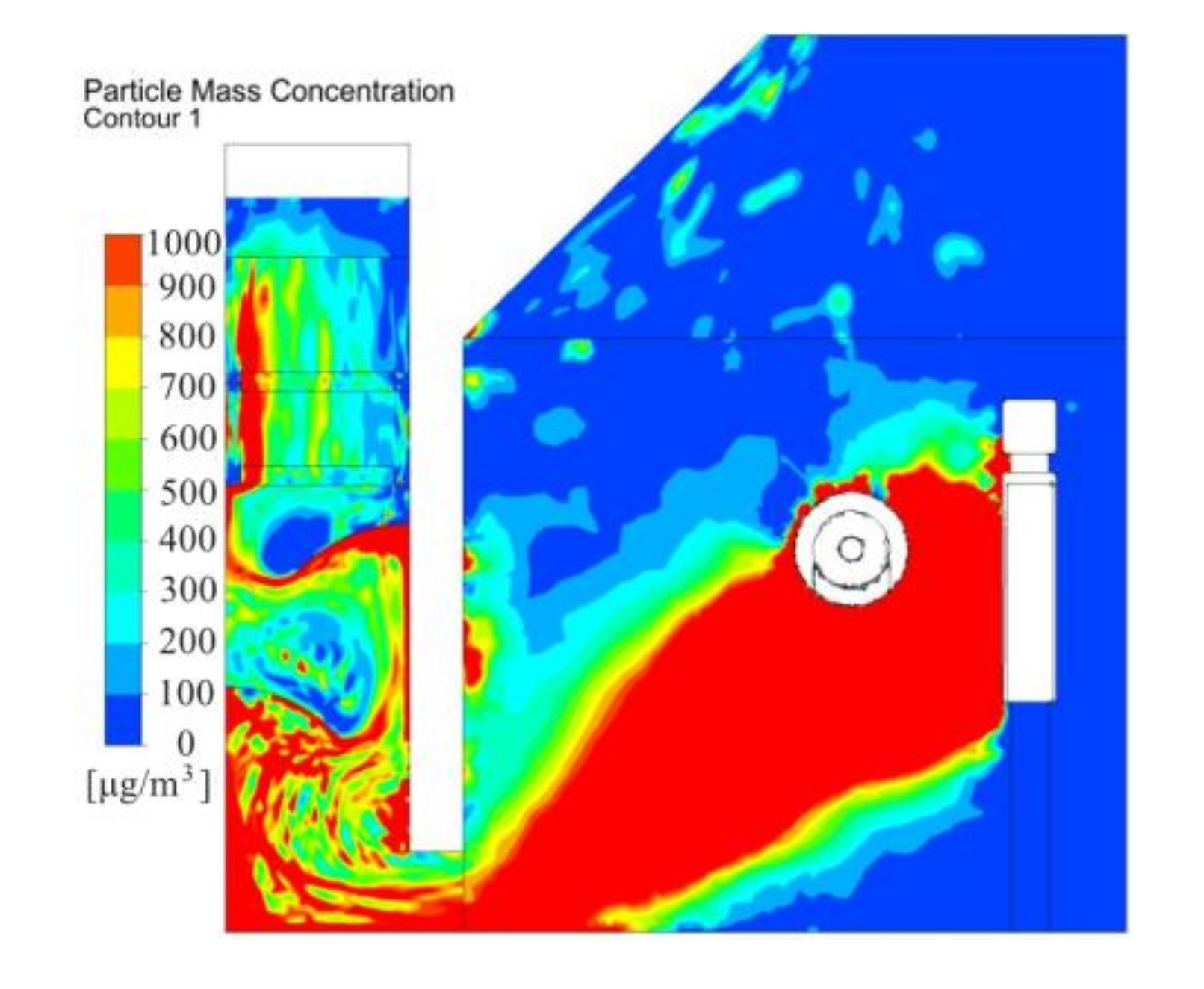
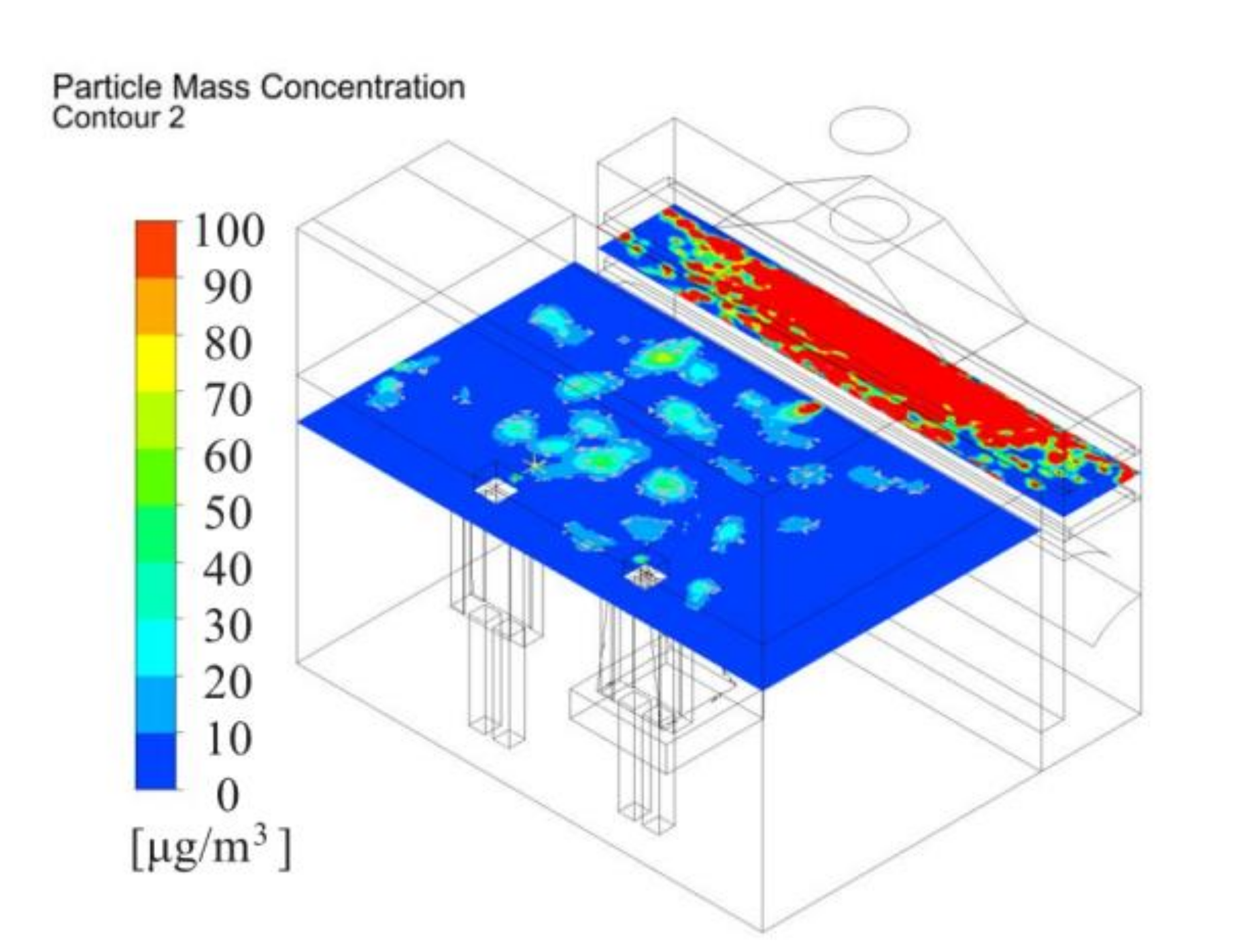
5.2. Simulation of Dust Flow Behavior and Distribution Patterns
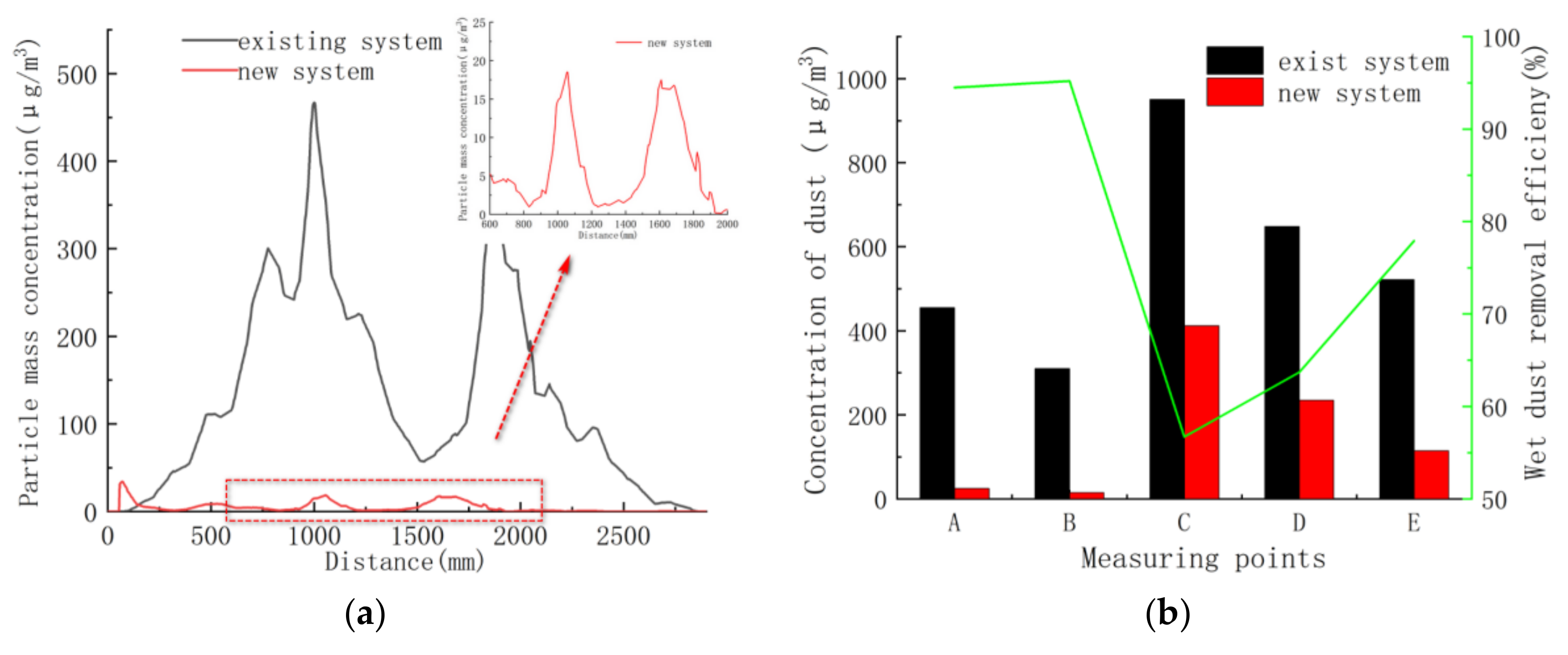
5.3. Field Implementation of Novel Wet Dust Collection System and Field Demonstration
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liang, C.S.; Lv, Z.F.; Zhu, Y.L.; Xu, S.A.; Wang, H. Protection of aluminium foil AA8021 by molybdate-based conversion coatings. Appl. Surf. Sci. 2014, 288, 497–502. [Google Scholar] [CrossRef]
- Zheng, X.; Xu, K.; Wang, Y.; Shen, R.; Wang, Q. Study of hydrogen explosion control measures by using l-phenylalanine for aluminum wet dust removal systems. RSC Adv. 2018, 8, 41308–41316. [Google Scholar] [CrossRef] [Green Version]
- Chinese Center for Disease Control and Prevention (CDC). National Occupational Disease Report from 2015 to 2016. Available online: https://www.coronavirus.gov (accessed on 11 August 2020).
- Wang, Y.R.; Hu, W.Y.; Liao, G.M. Research on polished aluminum alloy dust explosion parameters and prevention methods. Ind. Saf. Environ. Prot. 2015, 12, 9–11. [Google Scholar]
- Wang, Y.; Chen, H.; Long, R.; Yang, M. Health economic loss measurement and risk assessment of new cases of coal worker’s pneumoconiosis in China. Saf. Sci. 2020, 122, 104529. [Google Scholar] [CrossRef]
- Eckhoff, R.K. Current status and expected future trends in dust explosion research. J. Loss. Prev. Process Ind. 2005, 18, 225–237. [Google Scholar] [CrossRef]
- Taveau, J.; Hochgreb, S.; Lemkowitz, S.; Roekaerts, D. Explosion hazards of aluminum finishing operations. J. Loss. Prev. Process Ind. 2018, 51, 84–93. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Yang, H.X.; Yuan, C.M.; Eckhoff, R.K. A catastrophic aluminium-alloy dust explosion in China. J. Loss. Prev. Process Ind. 2016, 39, 121–130. [Google Scholar] [CrossRef]
- Yu, S.; Wu, F. Optimal Design of Polishing Machine’ s Dust Hood. Light Ind. Mach. 2013, 3, 24. [Google Scholar]
- Maoyuan, C. Research on the Influencing Factors of Fine Aluminum Deposition in Dust Removal Pipelines. Guangdong Chem. Ind. 2018, 5, 27. [Google Scholar]
- Hua, J.J.; Chen, S.Q.; Mu, J. Safety Research on Ventilation Dust Removal System of Polished Aluminum Alloy Dust Factory. Build. Energy Environ. 2018, 37, 75–78. [Google Scholar]
- Schowengerdt, F.D.; Brown, J.T. Colorado School of Mines tackles control of respirable coal dust. Coal Age 1976, 4, 81. [Google Scholar]
- Liu, Z.W.; Tang, M.K. Harnesing technique of dust in automobile tire keel burnishing workroom. J. Saf. Environ. 2001, 1, 53–55. [Google Scholar]
- Stulov, L.D.; Murashkevich, F.I.; Fuchs, N. The efficiency of collision of solid aerosol particles with water surfaces. J. Aerosol. Sci. 1978, 9, 1–6. [Google Scholar] [CrossRef]
- Wang, P.F.; Tian, C.; Liu, R.H.; Wang, J. Mathematical model for multivariate nonlinear prediction of SMD of X-type swirl pressure nozzles. Process Saf. Environ. Prot. 2019, 125, 228–237. [Google Scholar] [CrossRef]
- Ren, T.; Wang, Z.; Plush, B.; Cooper, G.; Cook, A.; Karekal, S.; Yarlagadda, S. Improved dust control on longwalls using a new water mist venturi system. Australian Coal Association Research Program 2012, 89. [Google Scholar]
- Ren, T.; Wang, Z.; Cooper, G. CFD modelling of ventilation and dust flow behaviour above an underground bin and the design of an innovative dust mitigation system. Tunn. Undergr. Space Technol. 2014, 41, 241–254. [Google Scholar] [CrossRef]
- Saidi, M.N.; Djebara, A.; Songmene, V.; Bahloul, A. Experimental evaluation of three local exhaust ventilation systems designed to reduce Ultrafine dust emission during a polishing process. Aerosol Sci. Eng. 2020, 41, 9–17. [Google Scholar] [CrossRef]
- Saidi, M.N.; Songmene, V.; Kouam, J.; Bahloul, A. Experimental investigation on fine particle emission during granite polishing process. Int. J. Adv. Manuf. Technol. 2015, 81, 2109–2121. [Google Scholar] [CrossRef]
- Zhongan, J.; Kangning, G.; Jihe, C.; Gui, L. Dust distribution rule and influencing factors in mobile grinding operation. J. Cent. South Univ. (Sci. Technol.) 2019, 50, 1028–1034. [Google Scholar]
- Ambient Air Quality Standards; GB/T 3095-2012; China Environmental Science Press: Beijing, China, 2012.
- Toraño, J.; Torno, S.; Menéndez, M.; Gent, M. Auxiliary ventilation in mining roadways driven with roadheaders: Validated CFD modelling of dust behaviour. Tunn. Undergr. Space Technol. 2011, 26, 201–210. [Google Scholar] [CrossRef]
- Balusu, R.; Chaudari, S.; Harvey, T.; Ren, T. An investigation of air and dust flow patterns around the longwall shearer. In Proceedings of the 8th International Mine Ventilation Congress, The Australasian Institute of Mining and Metallurgy, Brisbane, Australia, 6–8 July 2005; pp. 135–142. [Google Scholar]
- Kurnia, J.C.; Sasmito, A.P.; Mujumdar, A.S. Simulation of a novel intermittent ventilation system for underground mines. Tunn. Undergr. Space Technol. 2014, 42, 206–215. [Google Scholar] [CrossRef]
- Bahloul, A.; Djebara, A.; Saidi, M.N.; Songmene, V.; Villalpando, F.; Reggio, M. Computational and experimental analysis of ultrafine particle dispersion during granite polishing. Aerosol Sci. Eng. 2019, 3, 21–31. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Methods Appl. Mech. Eng. 1974, 3, 269–289. [Google Scholar] [CrossRef]
- Zhou, G.; Zhang, Q.; Bai, R.; Fan, T.; Wang, G. The dispersion behavior law of respirable dust at fully mechanized caving face in coal mine: CFD numerical simulation and engineering application. Process Saf. Environ. 2017, 106, 117–128. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Velocity (m/s) | Dust Concentration (μg/m3) |
|---|---|---|
| A | 0.18 | 455 |
| B | 0.3 | 310 |
| C | 1.1 | 1520 |
| D | 4.0 | |
| E | 19.1 |
| Name | Dimension (m) |
|---|---|
| Chamber width | 2.3 |
| Chamber length | 2.9 |
| Chamber height | 2.7 |
| Polishing machine width | 0.7 |
| Polishing machine height | 1.2 |
| Polishing machine length | 1.3 |
| Dust collection channel width | 0.4 |
| Dust collection channel length | 2.9 |
| Exhaust outlet diameter | 0.3 |
| Main Parameters of Dust Source | Particle Size Distribution of Dust Particle Size Range/(m) | Rosin–Rammler 1 × 10−6–2.0 × 10−5 |
|---|---|---|
| Medium diameter/(m) | 1.0 × 10−5 | |
| Turbulent dispersion | Stochastic tracking | |
| Dust generation rate/(kg/s) | 0.000002 | |
| Wall condition | Reflect/trap/escape |
| Item | Name | Parameter |
|---|---|---|
| Boundary condition | Suction boundary type Relative pressure/(Pa) | PRESSURE_INLET 0 |
| Discrete phase model | ON | |
| Hydraulic diameter/(m) | 2.6 | |
| Turbulent intensity/(%) | 4% | |
| Exhaust boundary type | Pressure outlet | |
| Parameters of discrete term | Interaction with continuous phase Update DPM sources every flow iteration Maximum calculation step number Step length Drag law | Open Open 10000 0.01 Spherical |
| Calculation model | Solver Turbulence model | Discrete solver Standard k Two-equation |
| Solving parameter | Pressure–velocity coupling equation Discretization scheme | SIMPLEC First-order upwind scheme |
| Velocity Comparison | PM10 Dust Concentration Comparison | |||||
|---|---|---|---|---|---|---|
| Simulation (m/s) | Measured (m/s) | Error (%) | Simulation (μg/m3) | Measured (μg/m3) | Error (%) | |
| A | 0.16 | 0.18 | 11.1 | 470 | 455 | 3.1 |
| B | 0.28 | 0.3 | 6.6 | 320 | 310 | 3.1 |
| C | 1.2 | 1.1 | 8.3 | |||
| D | 4.2 | 4 | 4.7 | |||
| E | 20 | 19.1 | 5 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, J.; Wang, J.; Liu, H.; Xu, H. CFD Modeling of Ventilation and Dust Flow Behavior in Polishing and the Design of an Innovative Wet Dust Removal System. Int. J. Environ. Res. Public Health 2020, 17, 6006. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph17166006
Qian J, Wang J, Liu H, Xu H. CFD Modeling of Ventilation and Dust Flow Behavior in Polishing and the Design of an Innovative Wet Dust Removal System. International Journal of Environmental Research and Public Health. 2020; 17(16):6006. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph17166006
Chicago/Turabian StyleQian, Jianghai, Junfeng Wang, Hailong Liu, and Haojie Xu. 2020. "CFD Modeling of Ventilation and Dust Flow Behavior in Polishing and the Design of an Innovative Wet Dust Removal System" International Journal of Environmental Research and Public Health 17, no. 16: 6006. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph17166006