1. Introduction
The use of biomass for energy purposes is related to its moisture content, availability, and pre-treatments such as the drying process [
1].
The moisture content of the biomass used for energy production is a key parameter for the proper management of the power plant or in the densification process [
2,
3,
4,
5]. Generally, the wet wood biomass has a moisture content, on a wet basis, higher than 50% [
6,
7] and the natural drying process hardly lowers the moisture contents under 35% in 3–4 months of storage [
8,
9]. High moisture content of fuels increases the cost of transport, reduces the combustion efficiency [
10], and decreases the potential energy input for steam generation. Consequentely, a reduction in the calorific value of the fuel gas produced in gasification is experienced, with a negative effect on the efficiency of power generation in combustion, gasification systems, and pyrolysis processes [
5,
11,
12]. Concerning human health, higher biomass moisture content causes an increase of CO and VOC emission [
7] as well as the formation of carcinogenic compounds from wood combustion [
13,
14]. The fine particles may be responsible for severe diseases, like invasive pulmonary infections or broncho-pulmonary allergies [
15], whereas the larger particles one may have a role in air and soil contamination [
16]. Forced hot air drying is a process for the conditioning of biomass (firewood and/or wood chips) which allows increasing the efficiency and flexibility of combustion, transportation, and storage process [
17]. It may increase the calorific value, lower the emissions [
18] and save fuel [
19,
20]. The principles of biomass drying can also be applied to increase the time to preserve food [
21].
However, the choice of a suitable drying system and drying conditions is critical to achieve the required final moisture content [
22,
23]. Although the forced drying process is a suitable alternative to natural drying [
6], it presents higher production costs. The drying process consumes a significant amount of energy, so it would be very important to implement energy saving strategies to reduce energy consumption during the drying process [
24]. This one involves the use of hot and dry air as a drying fluid, fed by a fan with a working temperature which can vary between 20 °C and 100 °C [
25]. The process depends on several factors such as the particle size of the biomass [
10], the temperature and speed of drying air [
26,
27] and the temperature inside the container [
28]. The drying fluid is characterized by a low relative humidity so that the air-water contact causes the evaporation of free water contained in the pores of the biomass particles, the water bounded in the intercapillary spaces and/or the water adsorbed on the surface of the product [
29].
In the case of hot air, the fluid can be introduced inside the system directly through a dedicated thermal system, or by using low-cost or even free heat, co-produced and recovered from cogeneration plants by injecting hot air at 80 °C [
25]. Of course, the supply of hot air through a dedicated heat plant or the recovery of thermal waste from cogeneration plants leads to different energetic and economic costs. In this way the share of thermal energy recovered by cogeneration plants, almost always dissipated, can be exploited to dry firewood or wood chips [
25].
The most common industrial systems for drying biomass are conveyor dryers, rotary dryers of single or multiple passes, fixed and mobile bed dryers, perforated floor bin dryers, direct and indirect fired rotary dryers, cascade dryers, superheated steam dryers, microwave dryers, fluidized bed dryers, screw conveyor dryers, and flash or pneumatic dryers [
5,
23,
27]. However, it is known that rotary dryers have a low cost of maintenance and consume 15% and 30% less in terms of specific energy that the pneumatic and cascade types, respectively [
6]. An exhaustive description of the drying systems is present in Mujumdar [
30].
The rotary dryer is the most diffuse system for drying small-sized woody biomass [
31,
32]. Considering the method of heat transfer, rotary dryers, can be classified as direct, indirect-direct, indirect, and special types [
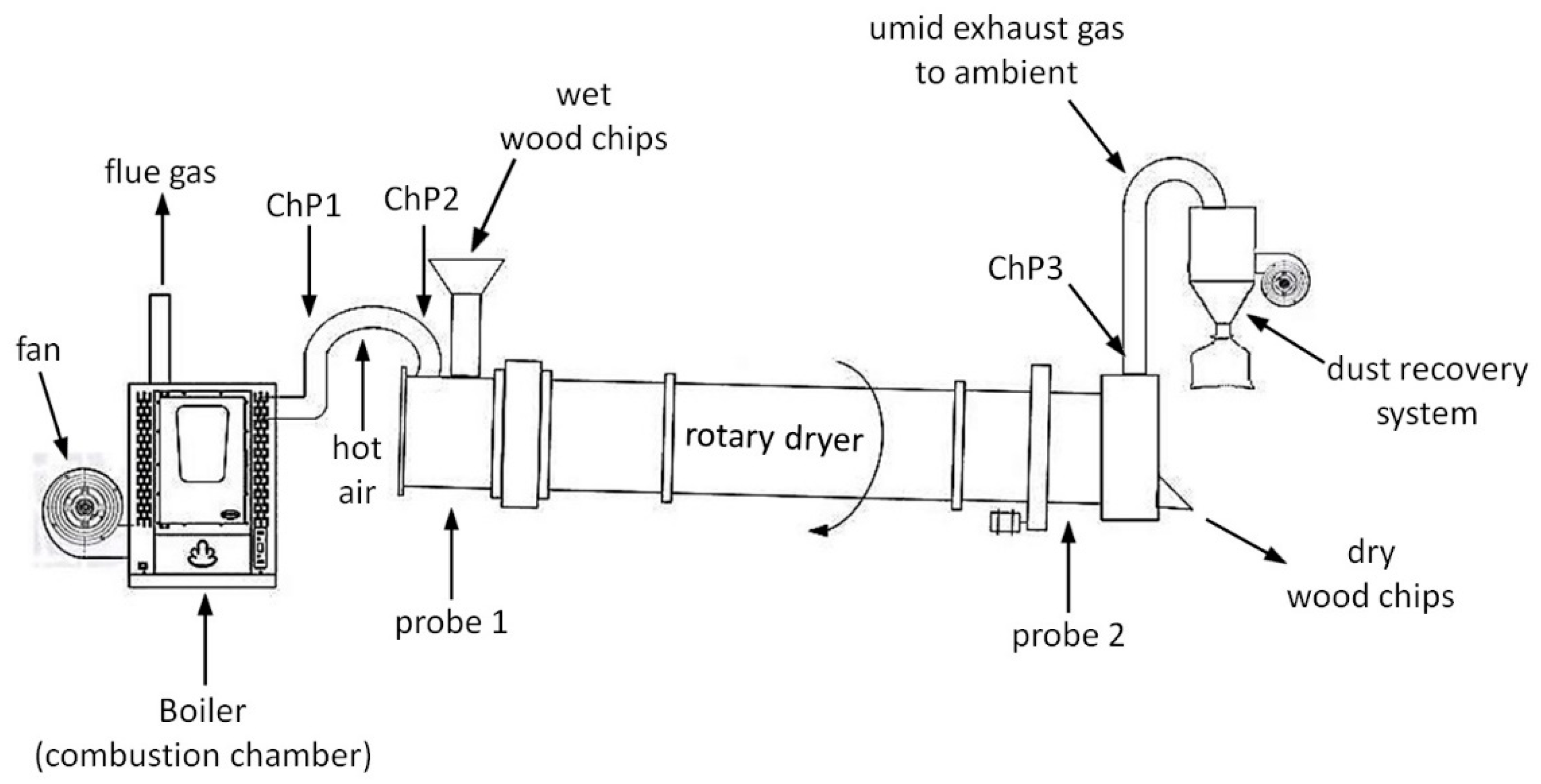
33]. The direct rotary dryers consist of a slightly inclined metal hollow cylinder, rotating around its axis. The internal space is designed to ensure direct contact between the biomass and the drying fluid, usually hot air.
Rotating dryers have the advantage of being less sensitive to particle size and can accept the hottest exhaust gases of any type of dryer. They have lower maintenance costs and greater capacity than any type of dryer. The drying process of the wet biomass in a rotary dryer can be challenging owing to the prolonged time for the uniform drying of the biomass [
19], this can also increase the fire hazard inside the dryer [
5,
18].
The heat transfer between the hot air and the biomass is improved by a series of flights on the inner surface of the cylinder which serve to increase the contact of the two flows (air/solid). During the rotation, the action of the flights lifts and drops the biomass regularly from top to bottom through the flow of hot air. In this way, each portion of the biomass is invested by the flow of hot air [
32,
33]. Depending on how the hot air is introduced, there are two types of dryer, cocurrent and countercurrent. In this type of system, the solid fluid (wood chips), kept in constant movement by the rotation of the cylinder, is mixed with the drying fluid (hot air) favouring its drying [
31]. A quick drying process reduces considerably the drying time [
23], compared to conventional storage methods (piles), in which the natural drying process lasts from 6 to 12 months [
18]. If the piles of woodchips are covered with a special fabric, the moisture content can reach about 35% [
34]. The energy required to dry 1 kg of wood chips in a rotary dryer is 3.1 MJ [
35,
36], while the heat needed to evaporate 1 kg of water from wet biomass fuel can exceed 2.6 MJ kg
−1 depending on initial and final moisture content and temperature of drying [
7]. However, the energy required may vary depending on the type of biomass and the homogeneity of the material [
37].
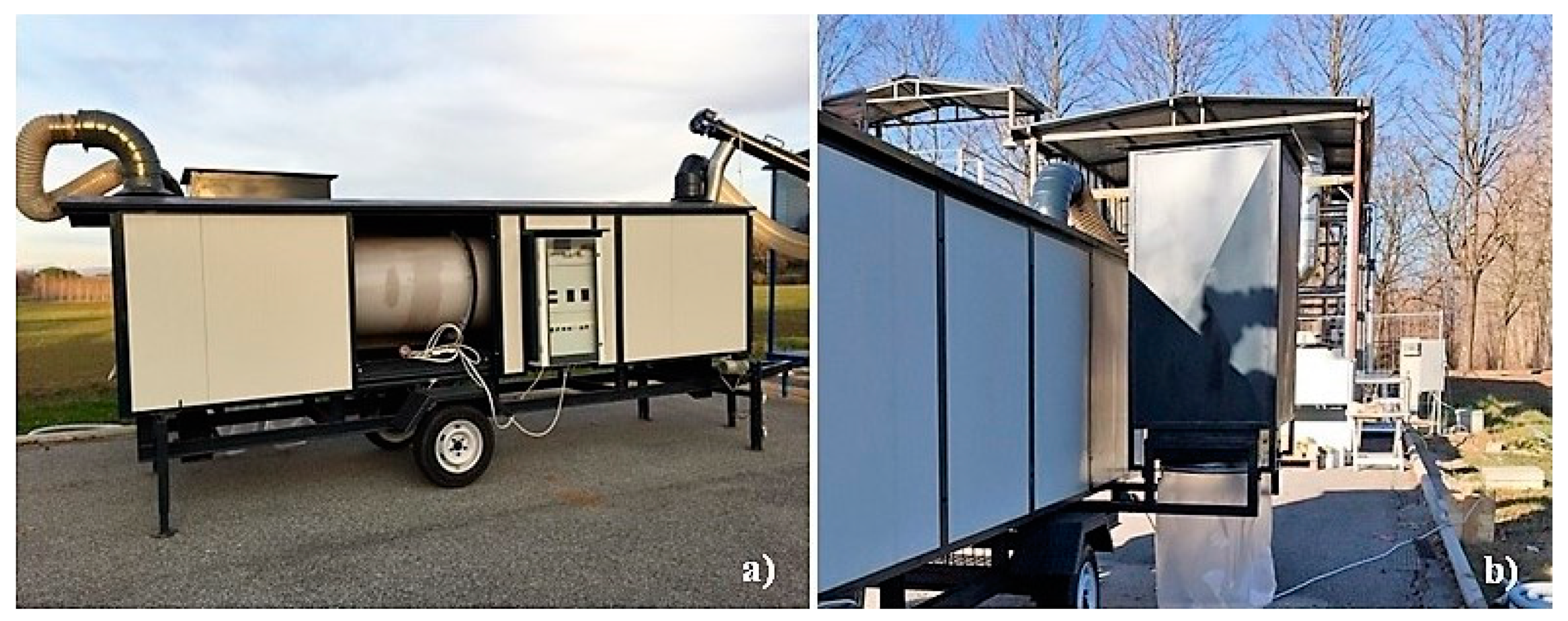
The CREA-IT of Monterotondo (RM) in collaboration with the CNR-IIA tested a new prototype of mobile rotary dryer, for the exploitation of biomass in the field. This preliminary study analyzed the variation of the thermal requirements and the drying profile as a function of the physical characteristics of the biomass. The objective of the study was to evaluate the applicability of the system for the waste heat recovery resulting from combustion plants.
4. Conclusions
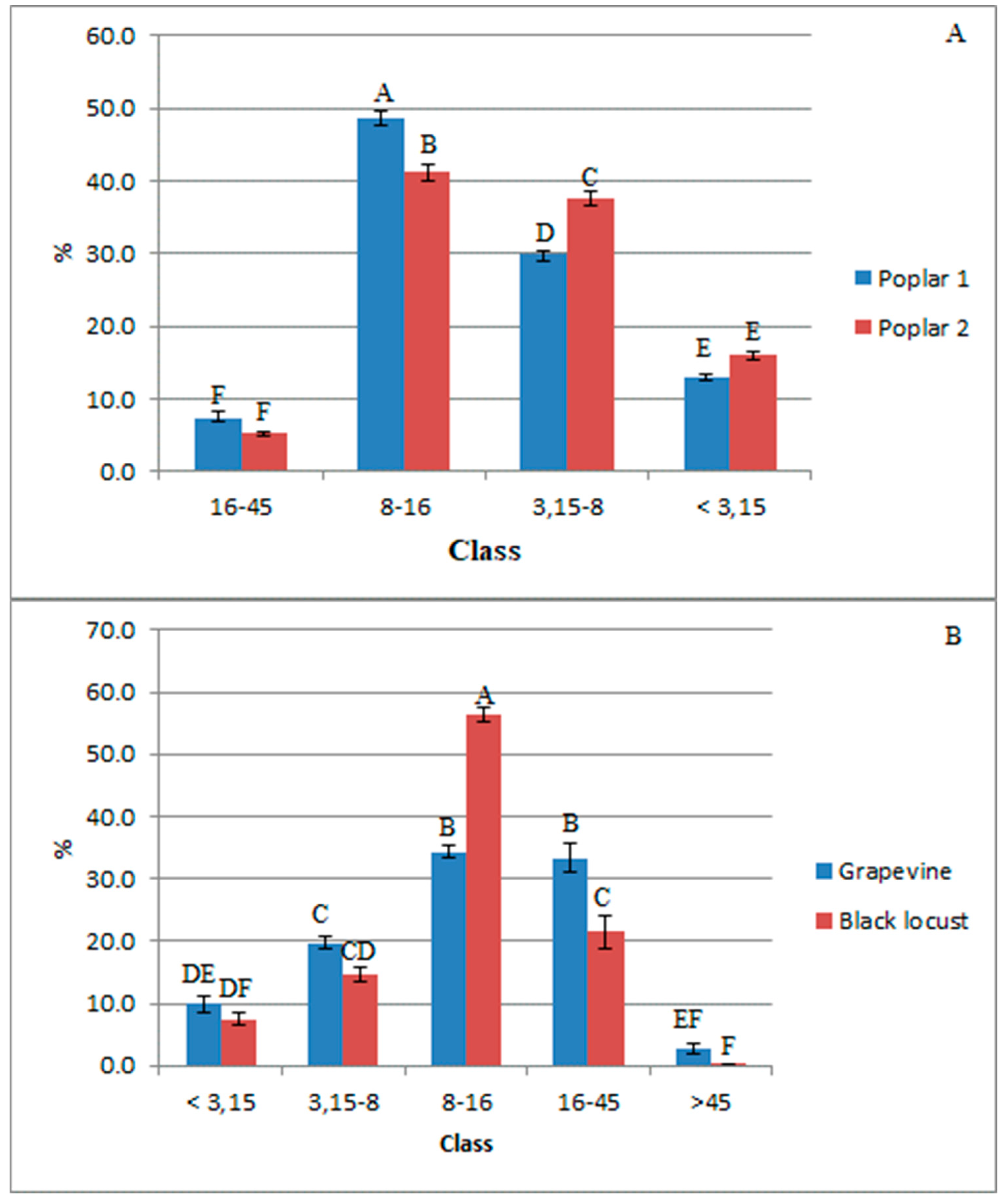
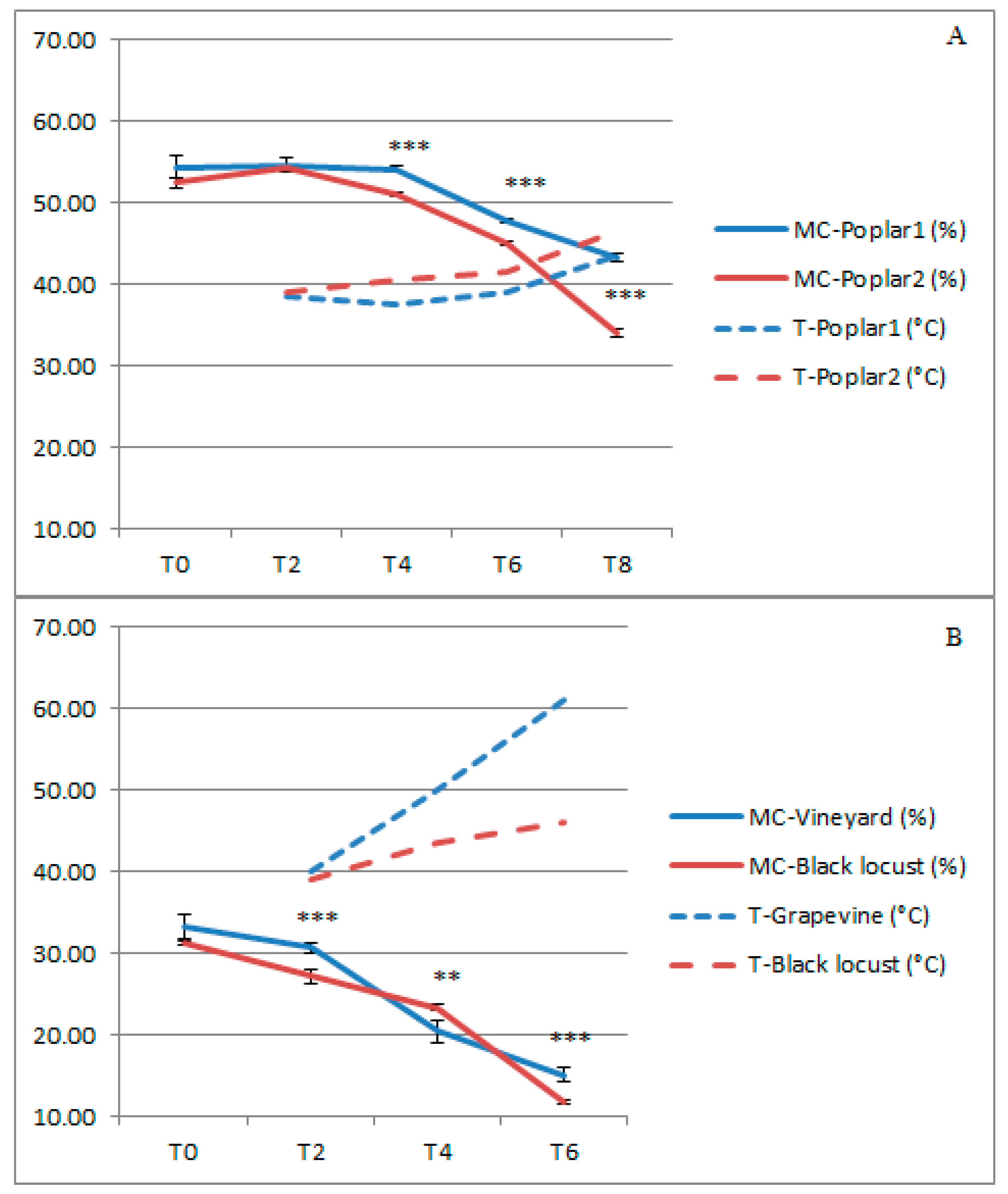
The characteristics of the biomass have shown to influence the technical parameters of the drying process. The moisture content of the biomass as well as the particle size distribution and the bulk density determined a difference in the intensity of airflow temperature, rate, and speed, and this in turn affected the energy demand of the rotary drier. In the present study, the drying process allowed a reduction of the moisture content of 35%, 53%, and 63% respectively for poplar, grapevine, and black locust, with a corresponding increase in the energy content of the biomass of the 52.1%, 33.1%, and 43.0%. On the other hand, at the same operating thermodynamic conditions, the data indicate a thermal efficiency for the grapevine of 12% compared to 37% of poplar and 27% of black locust.
Based on the results, in our opinion the rotary drier presented and assessed in the present study may be viewed as an interesting device for the small farms equipped with energy plants (biogas, gasifiers, and cogeneration). The main strengths of the prototype are the the simplicity of the design, the small size, and its easy handling and transportability. In agricultural contexts where the environmental awareness favours the adoption of energy approaches of self-consumption, the prototype may provide the opportunity to dry residual biomass at low cost through the recovery of waste heat from the energy plant. This choice may also entitle to access at incentive rates for the recovery of residual heat. Being a prototype, the drier is susceptible of further improvements increasing its efficience: these should concern the recirculation of the drying air, the thermal insulation of the dryer, and the increase in the temperature of the drying fluid.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}