Development and Experimental Study of the First Stage in a Two-Stage Water-Flooded Single-Screw Compressor Unit for Polyethylene Terephthalate Bottle Blowing System

Abstract
:
1. Introduction
2. Theoretical Analysis
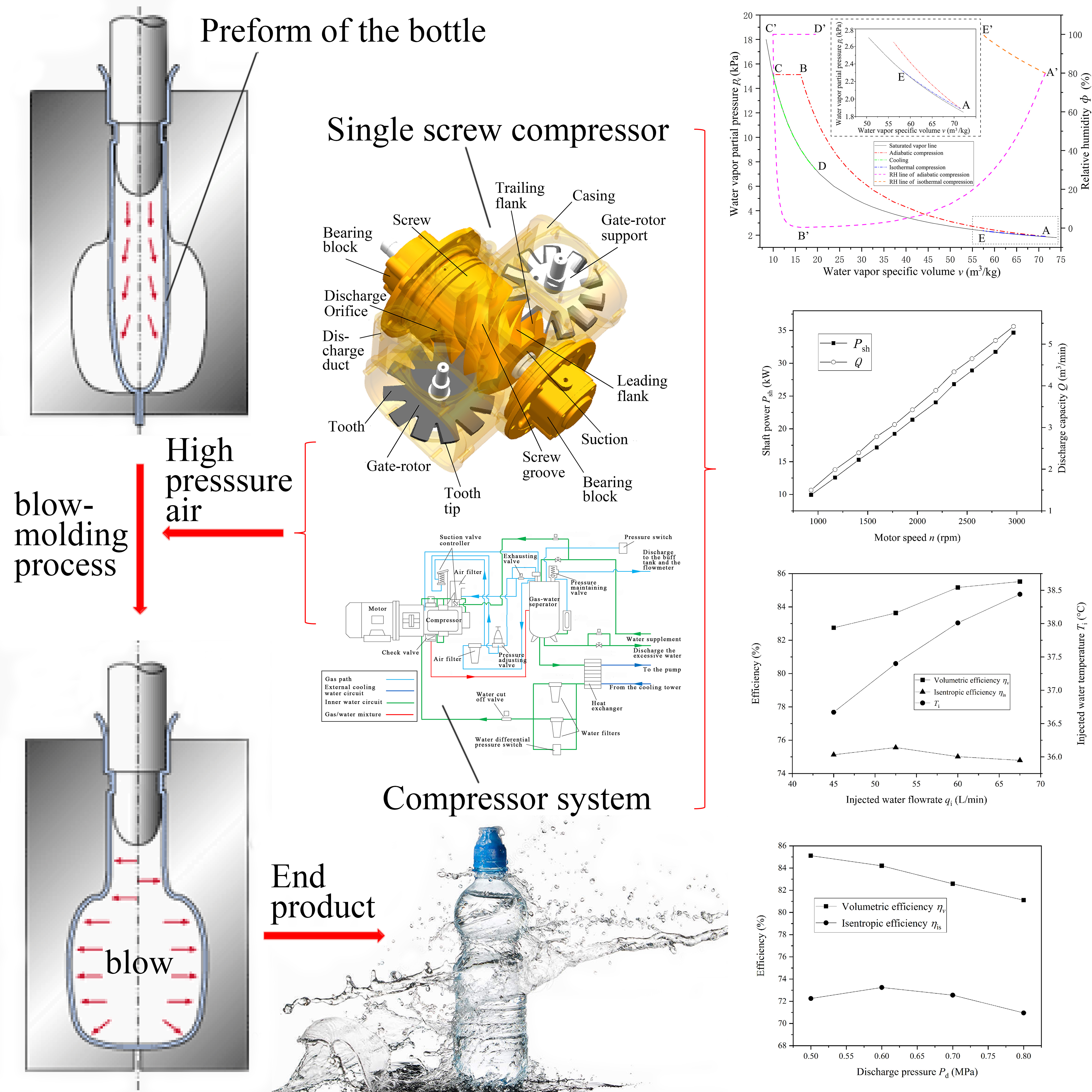
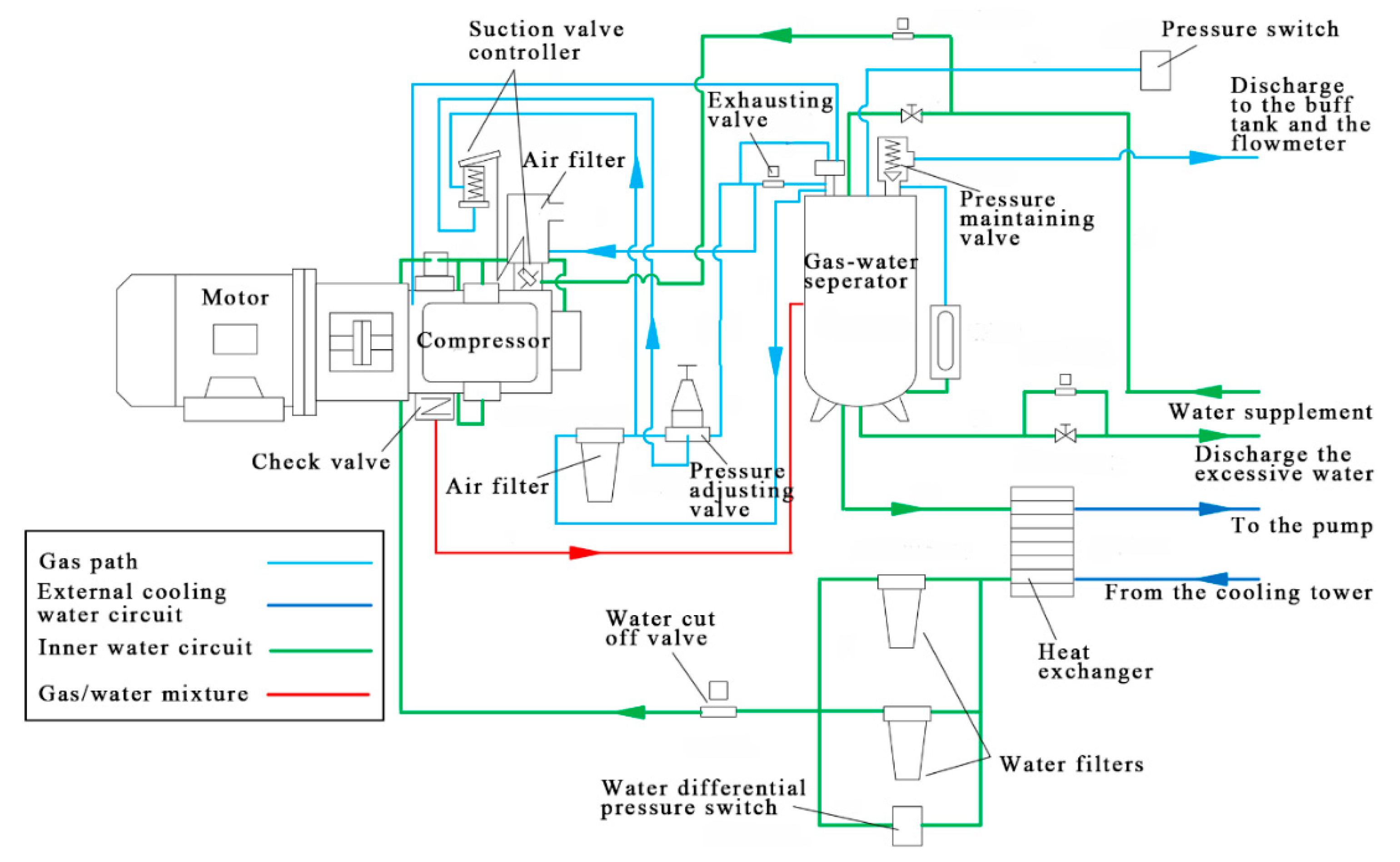
2.1. Working Principle of the SSC and Its Experimental System
2.2. The Thermophysical Process of Water Vapor in Moist Air and Its Effect on the Discharge Capacity
2.3. The Pressure Loss in the Flow Path
2.4. The Main Performance Indices
3. Prototype Development and Data Measurement
4. Results and Discussion
4.1. The Thermophysical Process of Water Vapor in Moist Air
4.2. The Pressure Loss
4.3. Effect of Rotation Speed on the Compressor Performance
4.4. Effect of Injected Water Parameters on the Compressor Performance
4.5. Effect of Discharge Pressure on Compressor Performance
5. Conclusions
- (1)
- In an adiabatic compression process, the RH φ drops quickly and no dehumidifying process occurs. Liquid water is separated from the moist air only during the following cooling process. Compared to the adiabatic process, φ increases continuously in an isothermal compression process, and the dehumidifying process starts when φ reaches 100%. Usually, the moist air gets saturated and dehumidifies before the isothermal compression process is finished. It is observed in an adiabatic process that a critical suction RH φcr exists, which decreases with the increase of discharge pressure. The dehumidifying water increases linearly with suction RH φ0 after φcr at a constant suction temperature T0, and also increases exponentially with T0 at a constant φ0.
- (2)
- For the air filter, the pressure loss increases continuously during the running time. The pressure coefficient λp decreased from 0.983 to 0.974 after an endurance test. The total pressure loss of the whole discharging path reached 8.6% of the back pressure (0.7 MPa). The maximum pressure loss took place on the path from the discharging duct to the discharge check valve. Optimizing the discharging duct on the casing could effectively improve the efficiency.
- (3)
- Both discharge capacity and shaft power increase almost linearly across the studied motor speed range. Although water has a large specific heat capacity, the cooling effect is not significant during the compression process, and the actual compression process approaches an adiabatic process.
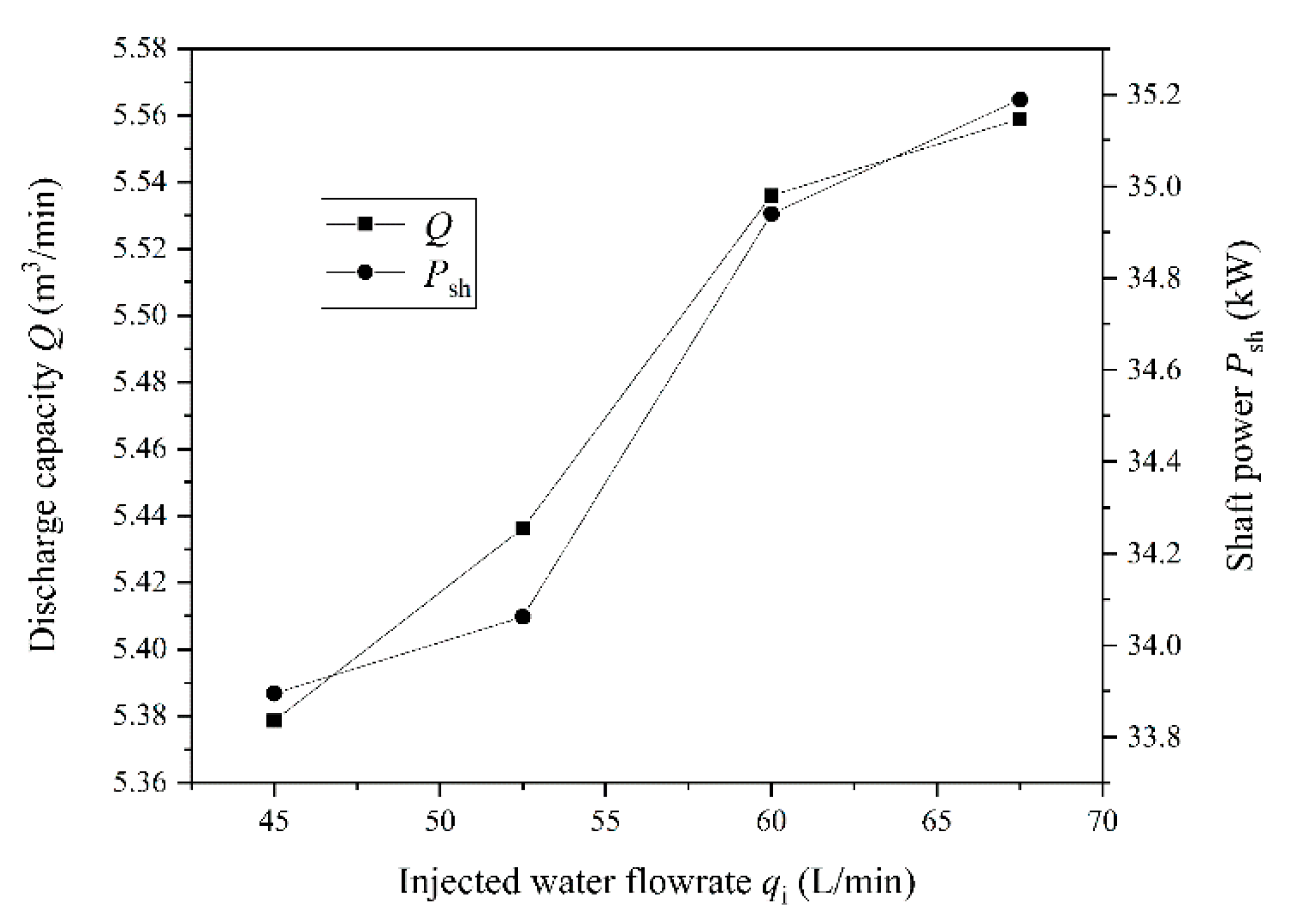
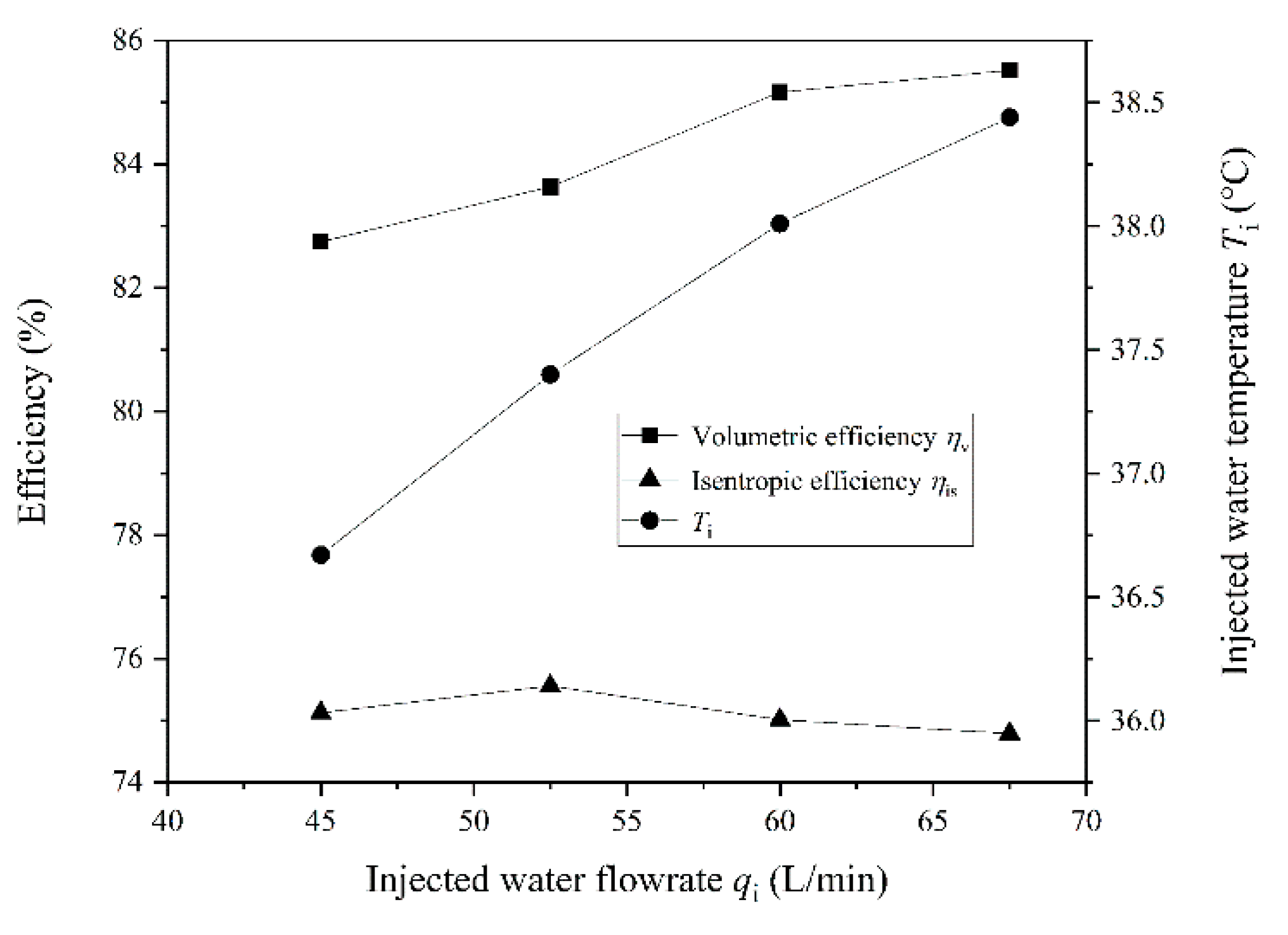
- (4)
- As the injected temperature increases from 37.6 °C to 45.4 °C, the volumetric efficiency and the isentropic efficiency declined by 3.76% and 3.36%, respectively. Both discharge capacity and shaft power increase with injected water flowrate. However, there is an optimal injected flowrate of 52.5 L·min−1 to achieve the highest isentropic efficiency.
- (5)
- As the discharge pressure increased from 0.5 MPa to 0.8 MPa, the shaft power increased by 24.2% and the discharge capacity decreased by 4.7%. Under a discharge pressure of 0.6 MPa, the isentropic efficiency reaches its highest value of 73.2%.
Author Contributions
Funding
Conflicts of Interest
Appendix A
Appendix A.1. Judgement of the Dehumidifying Process Occurrence
Appendix A.2. Calculation of the Dehumidifying Quantity
Appendix A.3. Route Pressure Loss δpr and Local Pressure Loss δpl
Appendix A.4. The Main Performance Indices
Appendix A.5. The Tested Discharge Capacity Qt and the Shaft Power Psh
References
- Mir, H.; Thibault, F.; Diraddo, R. Modelling behaviour of PET for stretch and micro-blow moulding applications using an elasto-visco-plastic material model. Int. Polym. Process. 2011, 26, 173–181. [Google Scholar] [CrossRef]
- Bordival, M.; Schmidt, F.M.; le Maoult, Y.; Velay, V. Optimization of preform temperature distribution for the stretch-blow molding of PET bottles: Infrared heating and blowing modeling. Polym. Eng. Sci. 2009, 49, 783–793. [Google Scholar] [CrossRef] [Green Version]
- Andres, R.; Hesse, J.; Hetze, F.; Low, D. Cfd simulation of a two stage twin screw compressor including leakage flows and comparison with experimental data. In Proceedings of the 24th International Compressor Engineering Conference, West Lafayette, IN, USA, 18–19 September 2018. Paper No. 012018. [Google Scholar]
- Zlatanovic, I.; Rudonja, N. Experimental evaluation of desuperheating and oil cooling process through liquid injection in two-staged ammonia refrigeration systems with screw compressors. Appl. Therm. Eng. 2012, 40, 201–215. [Google Scholar] [CrossRef]
- Liu, G.B.; Yang, Q.C.; Zhao, Y.Y.; Wang, L.; Li, L.S. Analysis of performance of two-stage screw compressor under various operating conditions. Proc. Inst. Mech. Eng. Part A J. Power Energy 2016, 230, 660–668. [Google Scholar] [CrossRef]
- Li, T.; Wang, Z.L.; Huang, R.; Wu, W.F.; Feng, Q.K. Theoretical analysis of loads on the gate rotor bearings in the single screw compressor. In Proceedings of the 8th International Conference on Compressors and Their Systems, London, UK, 9–10 September 2013; pp. 219–225. [Google Scholar]
- Yu, Y.Z. Who is better, the twin screw compressor or the single screw compressor? Compress. Technol. 2003, 6, 1–4. (In Chinese) [Google Scholar]
- Lu, Y.W.; Wu, Y.T.; Ma, C.F.; Mu, X.Y. The manufacture and performance test of a mini-type single screw compressor. In Proceedings of the ASME 2012 6th International Conference on Energy Sustainability, Sandiego, CA, USA, 23 July 2012; pp. 1295–1302. [Google Scholar]
- Li, Y.; Xie, G.N.; Bengt, S.D.; Lu, Y.W.; Wu, Y.T.; Jiang, Q. Performance study on a single-screw compressor for a portable natural gas liquefaction process. Energy 2018, 148, 1032–1045. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Y.W.; Wu, Y.T.; Bengt, S.D.; Xie, G.N. The energy performance of a single-screw compressor for natural gas liquefaction process: Effects of the lubricating oil flow rate. Int. J. Energy Res. 2019, 43, 1494–1504. [Google Scholar] [CrossRef]
- Yang, J.L.; Zhang, C.; Zhang, Z.T.; Yang, L.W.; Ling, W.Y. Study on mechanical vapor recompression system with wet compression single screw compressor. Appl. Therm. Eng. 2016, 103, 205–211. [Google Scholar] [CrossRef]
- Ziviani, D.; Goeghegan, P.J.; Groll, E.A. Performance evaluation of a novel single-screw compressor and expander design. In Proceedings of the 11th International Conference on Compressors and Their Systems, London, UK, 9–11 September 2019. Paper No. 012074. [Google Scholar]
- Wu, Z.Y.; Tao, G.L. Simulation of high speed single screw compressor in fuel cell. J. Zhejiang Univ. (Eng. Sci.) 2006, 40, 309–312. [Google Scholar]
- Yang, S.C.; Huang, T.H.; Lai, C.H. Modeling and manufacture of a PC-type single-screw compressor rotor. Arab. J. Sci. Eng. 2014, 39, 4221–4229. [Google Scholar] [CrossRef]
- Yang, S.C. A mathematical model of a cc-type single-screw compressor. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2004, 218, 437–448. [Google Scholar] [CrossRef]
- Yang, S.C. Profile generation and analysis for a PP-type single-screw compressor. Int. J. Adv. Manuf. Technol. 2006, 30, 789–796. [Google Scholar] [CrossRef]
- Yang, S.C.; Liang, T.L. Modeling and manufacturing of PP-type single screw compressor. Trans. Can. Soc. Mech. Eng. 2007, 31, 219–234. [Google Scholar]
- Xu, J.; Feng, Q.K.; Wu, W.F. A new single screw compressor with profiles enveloped by multi-straight lines. In Proceedings of the 22nd International Congress of Refrigeration, Beijing, China, 21–26 August 2007; pp. 1–6. [Google Scholar]
- Wu, W.F.; Feng, Q.K. A multicolumn envelope meshing pair for single screw compressors. J. Mech. Des. 2009, 131, 0745051. [Google Scholar] [CrossRef]
- Wu, W.F.; Feng, Q.K. Column envelope meshing pair and its design method for single screw compressors. J. Zhejiang Univ. Sci. A 2009, 10, 31–36. [Google Scholar] [CrossRef]
- Wu, W.F.; Li, J.; Feng, Q.K. Simulation of the surface profile of the groove bottom enveloped by milling cutters in single screw compressors. CAD Comput. Aided Des. 2011, 43, 67–71. [Google Scholar] [CrossRef]
- Liu, F.L.; Feng, J.H.; Xie, J.; Feng, Q.K. A synergy-column envelope meshing pair profile for single screw compressors. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 1383–1391. [Google Scholar] [CrossRef]
- Murono, T.; Ueno, H.; Ohtsuka, K.; Takahashi, T.; Susa, T. Development of single screw compressor using new tooth profile. In Proceedings of the International Conference on Compressors and Their Systems, London, UK, 10–12 September 2007; pp. 183–191. [Google Scholar]
- Wu, W.F.; Hao, X.Q.; He, Z.L.; Li, J. Design of the curved flank for the star-wheel tooth in single screw compressors. J. Mech. Des. 2014, 136, 051006. [Google Scholar] [CrossRef]
- Minikaev, A.F.; Yerezhep, D.; Pronin, V.A. Using computer modeling methods to develop the screw single-rotary compressor working bodies profiles. In Proceedings of the 2018 International Russian Automation Conference, Sochi, RU, USA, 9–16 September 2018. Paper No. 8501830. [Google Scholar]
- Ziviani, D.; Goeghegan, P.J.; Groll, E.A. Novel approach to single-screw compressors and expanders design. In Proceedings of the International Conference on Screw Machines, Dortmund, Germany, 18–19 September 2018. Paper No. 012011. [Google Scholar]
- Li, J.; Feng, Q.K.; Liu, F.L.; Wu, W.F. Experimental studies of the tooth wear resistance with different profiles in single screw compressor. Tribol. Int. 2013, 57, 210–215. [Google Scholar] [CrossRef]
- Wang, Z.L.; Wang, H.; Wang, J.; Li, Q.; Feng, Q.K. Theoretical study on wear characteristics of single screw refrigeration compressor with multicolumn envelope meshing pair. Int. J. Refrig. 2019, 102, 1–11. [Google Scholar] [CrossRef]
- Post, W. De Hydrodynamische Filmsmering in Een Glovoide Worm Compressor. Ph.D. Thesis, Eindhoven Unversity of Technology, Eindhoven, The Netherlands, 1983. [Google Scholar]
- Huang, R.; Li, T.; Yu, X.L.; Liu, F.L.; Feng, Q.K. An optimization of the star-wheel profile in a single screw compressor. Proc. Inst. Mech. Eng. Part A J. Power Energy 2015, 229, 139–150. [Google Scholar] [CrossRef]
- Li, T.; Liu, Z.; Huang, R.; Liu, F.L.; Feng, Q.K.; Yu, X.L. Research of the hydrodynamic lubrication characteristics of different MPPs in water-flooded single screw compressors. Proc. Inst. Mech. Eng. Part A J. Power Energy 2016, 230, 247–259. [Google Scholar] [CrossRef]
- Li, T.; Huang, R.; Feng, Q.K.; Wu, W.F.; Liu, F.L.; Yu, X.L. Hydrodynamic Lubricating Characteristics of Water Flooded Single Screw Compressors Based on Two Types of MPP. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1092–1106. [Google Scholar] [CrossRef]
- Wang, Z.L.; Liu, Z.; Wang, H.; Wang, J.; Feng, Q.K.; Li, Q. Geometric characteristics analysis for inner surface of working chamber in single screw compressor with multicolumn envelope meshing pair. Int. J. Refrig. 2019, 108, 347–357. [Google Scholar] [CrossRef]
- Wang, Z.L.; Wang, H.; Wang, Z.M.; Li, Q.; Feng, Q.K. Theoretical study on heat transfer characteristics of single screw refrigeration compressor with Multicolumn envelope meshing pair. Appl. Therm. Eng. 2020, 166, 114635. [Google Scholar] [CrossRef]
- Wang, Z.L.; Wang, H.; Qu, Y.; Jiang, W.C.; Feng, Q.K. Optimization study on multicolumn envelope meshing pair of single screw compressor based on leakage characteristics. Int. J. Refrig. 2018, 92, 113–124. [Google Scholar] [CrossRef]
- Wang, Z.L.; Shen, Y.F.; Wang, Z.B.; Wang, J.; Jiang, W.C.; Li, Q. Theoretical research and optimization analysis for the injection process of the single screw refrigeration compressor. Int. J. Refrig. 2018, 88, 91–101. [Google Scholar] [CrossRef]
- Wang, Z.L.; Wang, Z.B.; Wang, J.; Jiang, W.C.; Feng, Q.K. Theoretical and experimental study on thermodynamic performance of single screw refrigeration compressor with Multicolumn Envelope Meshing Pair. Appl. Therm. Eng. 2016, 103, 139–149. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Tao, G.L.; Liu, H. Study on usage efficiency of single screw compressor’s shaft power based on exergy analysis method. China Mech. Eng. 2006, 17, 1003–1006. [Google Scholar]
- Xing, Z.W. Screw Compressor—Theory, Design and Application; China Machine Press: Beijing, China, 2000. (In Chinese) [Google Scholar]
- National Technical Committee 145 on Compressor of Standardization Administration of China. GB/T 15487–1995. In Methods of Flow Measurement for Displacement Compressor; Standards Press of China: Beijing, China, 1995. (In Chinese) [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Rated motor power/kW | 37 | dsc/mm | 180 |
| Rated motor speed/r·min−1 | 2950 | dgr/mm | 193 |
| Q/m3·min−1 | 5.4 | b/mm | 28 |
| Water injection flowrate/L·min−1 | 52.5 | A/mm | 144 |
| Measurement Instrument | Function | Accuracy |
|---|---|---|
| DYM-3 | Atmospheric pressure | <±100 Pa |
| U tube pressure gauge | Differential pressure | <±0.4% |
| Pressure sensor | Exhaust pressure | <±0.25% |
| Precise pressure gauge | Water and air pressure | <±0.4% |
| Pt 100 | Temperature | <±0.2 °C |
| JC3 Torque-speed sensor | Motor speed | <±0.1% |
| JC3 Torque-speed sensor | Input torque | <±0.2% |
| Vortex Flowmeter | Measure the water flowrate | <±0.2% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, T.; Wang, Y.; Mao, X.; Chen, D.; Huang, R.; Feng, Q. Development and Experimental Study of the First Stage in a Two-Stage Water-Flooded Single-Screw Compressor Unit for Polyethylene Terephthalate Bottle Blowing System. Energies 2020, 13, 4232. https://0-doi-org.brum.beds.ac.uk/10.3390/en13164232
Li T, Wang Y, Mao X, Chen D, Huang R, Feng Q. Development and Experimental Study of the First Stage in a Two-Stage Water-Flooded Single-Screw Compressor Unit for Polyethylene Terephthalate Bottle Blowing System. Energies. 2020; 13(16):4232. https://0-doi-org.brum.beds.ac.uk/10.3390/en13164232
Chicago/Turabian StyleLi, Ting, Yuchuan Wang, Xiuli Mao, Diyi Chen, Rui Huang, and Quanke Feng. 2020. "Development and Experimental Study of the First Stage in a Two-Stage Water-Flooded Single-Screw Compressor Unit for Polyethylene Terephthalate Bottle Blowing System" Energies 13, no. 16: 4232. https://0-doi-org.brum.beds.ac.uk/10.3390/en13164232