Fast Pyrolysis of Lignin Pretreated with Magnesium Formate and Magnesium Hydroxide

1
Department of Chemical and Biomedical Engineering, University of Maine, Orono, ME 04469, USA
2
USDA-ARS, Eastern Regional Research Center, 600 E. Mermaid Lane, Wyndmoor, PA 19038, USA
*
Author to whom correspondence should be addressed.
Energies 2020, 13(19), 4995; https://0-doi-org.brum.beds.ac.uk/10.3390/en13194995
Submission received: 26 August 2020
/
Revised: 18 September 2020
/
Accepted: 21 September 2020
/
Published: 23 September 2020
(This article belongs to the Special Issue Thermochemical Conversion of Biomass and Waste)
Abstract
:Kraft lignin (Indulin AT) pretreated with magnesium formate and magnesium hydroxide was fast-pyrolyzed in a continuously fed, bench-scale system. To avoid fouling issues typically associated with lignin pyrolysis, a simple laboratory test was used to determine suitable ranges of magnesium hydroxide and formic acid to lignin for feeding without plugging problems. Various feedstock formulations of lignin pretreated with magnesium hydroxide and formic acid were pyrolyzed. For comparison, calcium formate pretreated lignin was also tested. The organic oil yield ranged from 9% to 17% wt % on a lignin basis. Carbon yields in the oil ranged from 10% to 18% wt % on a lignin basis. Magnesium formate pretreatment increased oil yield and carbon yield in the oil up to 35% relative to the higher 1:1 g magnesium hydroxide/g lignin pretreatment. However, a lower magnesium hydroxide pretreatment (0.5:1 g magnesium hydroxide/g lignin) resulted in oil yields and carbon yields in the oils similar to the magnesium formate pretreatments. Magnesium formate pretreatment produced more oil but with a higher oxygen content than calcium formate under the same conditions. The GC-MS analysis of product oils indicated that phenols and aromatics were more prevalent in pyrolyzed magnesium-formate-pretreated lignin.
1. Introduction
Fast pyrolysis has been examined as a method to depolymerize lignin for possible uses as a liquid fuel and source of phenolics and biopolymers [1,2,3]. Lignin is an industrial byproduct of pulp, paper and cellulosic ethanol production. Its potential value as a source of renewable aromatics has remained untapped because of its recalcitrance to clean depolymerization. Challenges to lignin pyrolysis scale-up because of lignin melting and char foaming/agglomeration was reported in an international collaborative study [4]. Lignin begins melting at lower temperatures (~150 °C) and gradually becomes enriched in carbon at increased temperatures, resulting in fused and solid char [5]. Two strategies have been used to mitigate this challenge in lignin pyrolysis: reactor design and feed additives. To overcome this challenge via reactor design, the lignin feed can be injected in slugs [6], diluted with an inert material like clay [7], or fed to a reactor that breaks up foaming char [8,9]. Pretreatment of lignin using calcium hydroxide or calcium formate can also mitigate continuous feeding challenges [10,11,12,13,14]. A recent study looked at eleven different additives and their influence on lignin agglomeration and pyrolysis and found that both magnesium hydroxide and calcium hydroxide were effective in inhibiting lignin agglomeration [15].
In addition to improving continuous feeding during fast pyrolysis, calcium salts can facilitate de-hydroxylation, which can remove oxygen during pyrolysis and change oil composition. By adding formate, some hydrogen donor activity can occur, which improves oil yields relative to no formate. Changes in product composition include a reduction in catechol formation and an increase in alkylated phenolic formation [11,16]. The molecular weight distribution of the lignin derived bio-oil was also shifted towards the lower end when using the calcium salt pretreatment.
Magnesium salts are less basic than calcium salts and could result in less de-hydroxylation during pyrolysis of lignin. In addition, it is not clear whether magnesium formate would result in hydrogen donor activity similar to calcium formate. One potential advantage of magnesium over calcium hydroxide or formate shows up in a continuous process with recycling the salt back for pretreatment. The pyrolysis byproduct for calcium pretreatment would be calcium carbonate, whereas the magnesium salt byproduct would be magnesium oxide or carbonate. Regeneration of calcium carbonate back to the hydroxide is more energy intensive than the respective magnesium salt regeneration [17]. Therefore, if magnesium salts show similar activity to those that have been observed with calcium, it they may offer an economic advantage in developing a commercial process.
Therefore, the pretreatment of lignin (Indulin AT) with magnesium hydroxide and magnesium formate prior to fast pyrolysis was studied. The oil yield, carbon yield in the oil, and chemical composition for different concentrations of pretreatment are presented and related to the pretreatment conditions.
2. Materials and Methods
2.1. Typical Feedstock Preparation
A typical feedstock preparation involved heating 500 g of water to 60 °C and then adding 40 g of magnesium hydroxide and 100 g of lignin (Indulin AT, properties in Table 1). After 1 h under stirring, 100 g of formic acid was added to the mixture and left stirring for another hour. Then, an additional 40 g of magnesium hydroxide was added to the mixture and stirred for one additional hour. In addition, lignin/magnesium hydroxide feedstocks were prepared without formic acid. In this case, the lignin and half the quantity of magnesium hydroxide were added to 60 °C water and stirred for one hour. Then, the remaining half of magnesium hydroxide was added under stirring for one hour followed by air drying at room temperature.
The mixture was allowed to cool and air dried at room temperature. The solid feedstock formulation was sieved to 750 μm.
Table 2 provides the lignin, formic acid and magnesium hydroxide quantities for six different feedstock formulations (1–6) and two (7,8) lignin/magnesium hydroxide feedstock formulations used in this study.
2.2. Fast Pyrolysis
The fast pyrolysis system used in this study has been described previously [11]. The system consists of a solids feeder, fluidized bed reactor, hot gas filter, condenser, and electrostatic precipitator. The solids were fed pneumatically using a screw feeder and 3 LPM of nitrogen which injected the feed into the fluidized sand bed at rates between 1 and 2 g/min. The reactor and hot gas filter were held at 500 °C. An additional 3 LPM of nitrogen flowed through the bottom of the reactor to fluidize the bed. The residence times in the reactor and filter were 2 and 10 s, respectively. The condenser (−4 °C) trapped mostly water and a small fraction of oil and water soluble organics. The electrostatic precipitator (ESP) trapped mostly oil and a few percent of water. Products were collected and weighed.
The oil yield consisted of the oil collected in the ESP plus the oil separated from the aqueous phase collected in the condenser. The char was determined from the solids collected in the hot gas filter with the mass of magnesium oxide subtracted. This analysis assumes that the magnesium formate and magnesium hydroxide were completely decomposed to magnesium oxide, the stable phase at these temperatures. The presence of magnesium oxide was not explicitly confirmed in the char. The gas yield was then determined by difference. The carbon yield in the oil was calculated based on the carbon content in the oil (carbon fraction in oil times the mass of oil) relative to the carbon content in the lignin (carbon fraction in lignin times the mass of lignin), excluding any possible carbon incorporation from the magnesium formate.
2.3. Oil Characterization
A Thermo-scientific flash 2000 elemental analyzer was used for elemental analysis. It provided weight fraction of carbon, hydrogen, and nitrogen in the oil. The weight fraction of oxygen was obtained by difference. Quantification of pyrolysis oil compounds by gas chromatography with mass spectroscopy detection (GC/MS) was performed using a Shimadzu GC-2010 equipped with a mass selective detector (MSD). The column used was a DB-1701 at 60 m × 0.25 mm and 0.25 µm film thickness. The oven temperature was programmed to hold at 45 °C for 4 min, ramp at 3 °C/min to 280 °C and hold at 280 for 20 min. The injector temperature was 250 °C, and the injector split ratio was set to 30:1. The flow rate of the He carrier gas was 1 mL/min. The pyrolysis oil samples for GC analysis were prepared as solutions in acetone. For the quantification of individual pyrolysis oil compounds, response factors relative to the internal standard fluoranthene were determined using authentic compounds. Individual compounds were grouped accordingly: Phenols were comprised of phenol, guaiacol, 2-methoxy-4-methylphenol, o-cresol, p-cresol, m-cresol, 2,4-dimethylphenol, 4-ethylphenol, 2,6-dimethoxyphenol, and vanillin. Aromatics were comprised of benzene, toluene, ethylbenzene, p-xylene, o-xylene, styrene, 1,2,4-trimethylbenzene, indene, naphthalene, 2-methylnapthalene, and 1-methylnapthalene. Ketones were comprised of 2-methylcyclopentanone, 2-methyl-2-cyclopenten-1-one, 2-furanone, and 3-methyl-1,2-cyclopentanedione.
3. Results
This section may be divided by subheadings. It should provide a concise and precise description of the experimental results, their interpretation as well as the experimental conclusions that can be drawn.
3.1. Feedstock Preparation
The fast pyrolysis of lignin is challenged by reactor feeding problems associated with the physical and chemical properties of lignin. Typically, lignin powder will melt at low temperatures (~200 °C), which can cause problems plugging the feed line and even the reactor [3,6,18]. Pretreating lignin with alkaline earth salts prior to fast pyrolysis can improve reactor feeding and pyrolysis [13]. Lignin/alkaline earth feedstock formulations were based on prior work with additives that showed a prominent effect on changing oil composition [11,13].
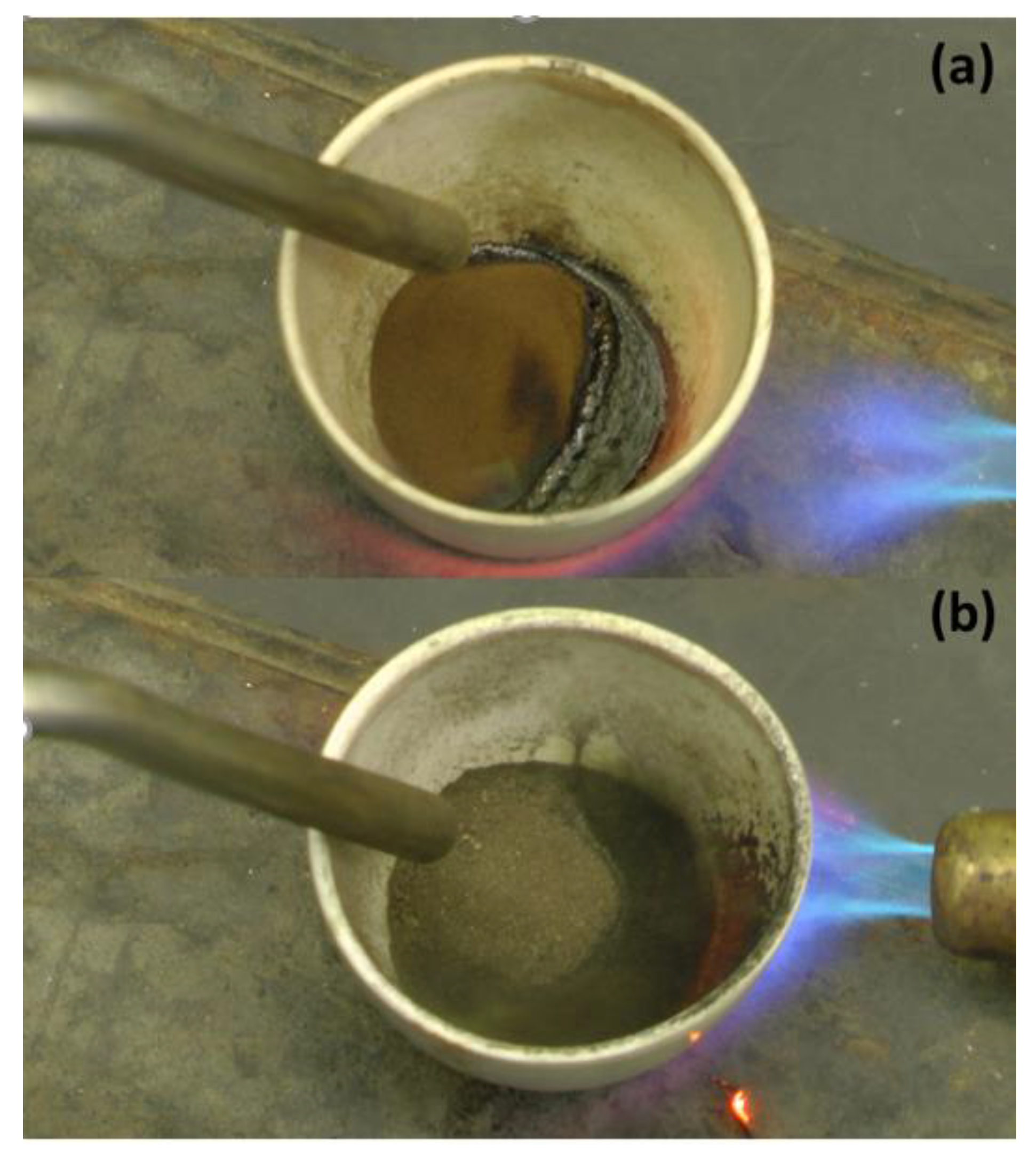
In order to determine whether a particular pretreatment preparation would result in a pyrolyzable feedstock, we developed a simple test (the crucible test) that proved quite robust. A small quantity of feedstock (~10 g) was placed in a 21 mm porcelain crucible. A small flow of nitrogen gas was used to purge air from the top of the crucible. The crucible was heated from below using a gas torch. Upon heating, the contents of the crucible were visually examined. If the contents swelled and agglomerated upon heating, the mixture was rejected for pyrolysis, as this correlated with feeding problems in the reactor. In our experience, this was true for observation of any agglomeration, regardless of severity. In contrast, if the contents in the crucible did not swell or agglomerate during heating, the mixture fed and pyrolyzed cleanly in our system. The crucible test is shown in Figure 1 for (a) lignin and (b) magnesium hydroxide/lignin. The shiny, bubbled surface in (a) is indicative of future feeding problems, whereas (b) is not. In (b), the powder in the crucible will fluidize slightly during heating but not agglomerate and swell.
The formic acid to magnesium hydroxide molar ratio was examined from 1.4 to 2.0, with each being studied at lignin to formic acid ratios of 1:2. The crucible test indicated the appropriate range of formic acid to magnesium hydroxide molar ratio was between 1.5 and 1.75. Within this range, three were chosen: 1.51, 1.58, and 1.73. For each of these ratios, mass ratios of lignin to formic acid of 1 and 2 were studied. Therefore, six different magnesium-formate-pretreated lignin feedstock formulations were pyrolyzed (Table 2).
3.2. Magnesium-Formate-Pretreated Lignin
Mass yield and CHO data for the pyrolysis of the six different magnesium-formate-pretreated lignin feedstock formulations are shown in Table 3 (Feedstock formulations 1–6). Single or duplicate pyrolysis experiments are included for feedstock formulations 3–6. There is no significance to the number of experiments performed for each feedstock formulation.
Feedstock formulations 1, 3, and 5 had a magnesium loading of ~0.8 g per g lignin compared with feedstock formulations 2, 4 and 6, which had ~0.4 g magnesium loading per g lignin. Process yield and oil composition data for multiple pyrolysis experiments with feedstock formulations 1 and 2 are provided in Table 3 along with averages and 95% confidence intervals, as these data directly compared the effect of the magnesium loading. Feedstock formulations 2–6 varied the ratio of formic acid to Mg(OH)2 to vary the in situ generation of magnesium formate. The results of single or duplicate experiments on these formulations are also provided in Table 3. Feedstock formulations 3 and 5 were closer in magnesium formate concentration of feedstock formulation 1, and feedstock formulations 4 and 6 were closer to feedstock formulation 2. Focusing on the yield data, the organic oil yield for feedstock formulation 2 (the lower magnesium) was slightly higher than feedstock formulation 1 (17 ± 4% to 14 ± 2%). The char yield increased, whereas the gas yield decreased for 2 relative to 1. The yield of aqueous liquids was similar for the two feedstock formulations. This indicated that increasing magnesium formate decreased the char production at the expense of gas production. Gas production could be increased by decomposing formate as well as increased cracking reactions. Increasing magnesium formate concentration in the feed also indicated a slight increase in oxygen removal from the oil, also consistent with the suggestion that higher Mg loading led to increased cracking reactions. Comparing the results for the other formulations, it appeared that the ratio of formic acid to Mg(OH)2 in the range of 1.5 to 1.7 had little effect on the yield or deoxygenation activity.
3.3. Magnesium Hydroxide Pretreated Lignin
Mass yield and CHO data for the pyrolysis of the two different magnesium-hydroxide-pretreated (i.e., without the addition of formic acid) lignin feedstocks, 7 (1:1 g Mg(OH)2/g lignin) and 8 (0.5:1 g Mg(OH)2/g lignin), are shown in Table 4.
For the Mg(OH)2-pretreated lignin, the water generated during from the thermal decomposition of Mg(OH)2 (decomposition temperature ~332 °C) was excluded from the overall aqueous fraction collected (shown as corrected in Table 4).
Based on these calculations, the differences in the water generated during pyrolysis of the lignin was minimal between formulations 7 and 8. This suggests that the amount of de-hydroxylation did not change with adding more Mg(OH)2 to the lignin. However, the gas yield increased from 25 to 34% when increasing the Mg(OH)2 to lignin ratio, while the oil yield decreased from 14 to 10%. The char yields did not vary between the two pretreatments. Additionally, the O:C was slightly lower for the higher concentration magnesium hydroxide feedstock. This suggests that the excess Mg(OH)2 could have catalyzed cracking reactions that removed some oxygen through permanent gases.
3.4. Chemical Analysis of Oils
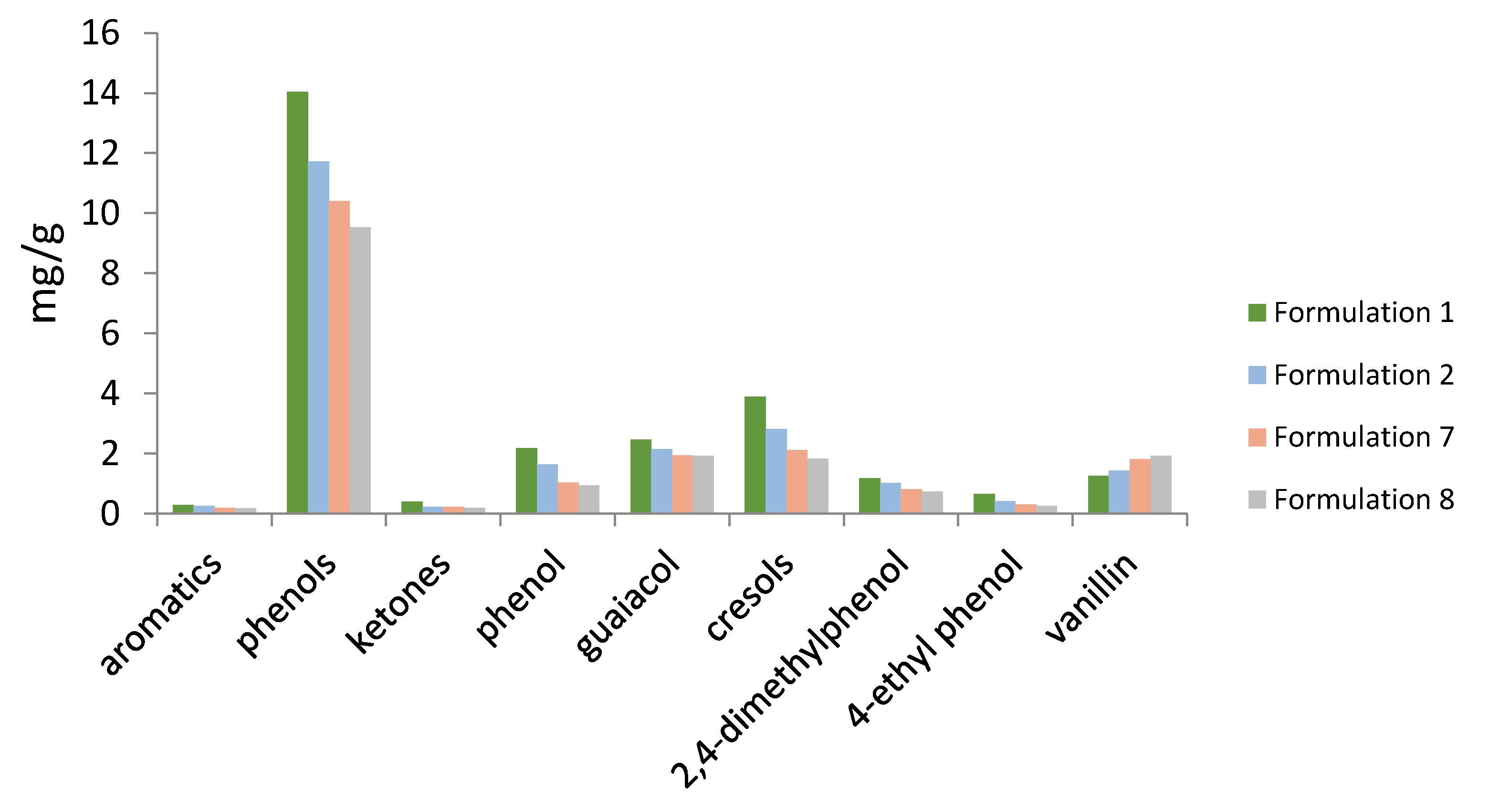
Table 5 presents GC-MS data for oil and aqueous fractions of feedstock formulations 1, 2, 7, and 8 along with averages for multiple pyrolysis runs. Overall, the concentrations of phenolics were higher for feedstock formulations 1 and 2, those pretreated with magnesium formate, compared with feedstock formulations 7 and 8, those pretreated with magnesium hydroxide. The increased concentration of phenolics is concurrent with the increase in yield of bio-oil for the magnesium formate pretreatment compared with the magnesium hydroxide pretreatment, suggesting that the formate pretreatment is preferable for the net depolymerization of lignin to phenolic monomers. The presence of ketones at relatively low concentration could result from residual carbohydrates in the feedstock. Figure 2 shows the average concentrations of analyzed feedstock formulations and includes the comparison of individual elements in the analyzed oils. The higher loading of magnesium formate (formulation 1) produced a higher concentration of alkyl phenols than formulation 2, while phenols substituted with oxygenated groups such as guaiacol and vanillin had similar or slightly lower concentrations in the former (Figure 2). A similar trend can be seen when comparing feedstocks 7 and 8: bio-oil produced with the higher loading of Mg contained a slightly higher concentration of alkyl phenols, while vanillin was slightly decreased compared with the lower loading of Mg.
4. Discussion
Comparing results from magnesium hydroxide and magnesium formate pretreatments, the yields and deoxygenation were generally higher in the case of the magnesium formate pretreatment, when comparing similar Mg loading levels (feedstock formulation 1 vs. formulation 7 and formulation 2 vs. formulation 8). Increasing magnesium salt in feedstock decreased oil yield, 17 to 14% for magnesium formate, and 14 to 10% for magnesium hydroxide. Increasing magnesium salt in the feedstock also increased gas yield, in part possibly due to increased cracking reactions. The lowest char yields occurred when using the highest magnesium formate feedstock formulation, 1. In this work, the effect of formate salt is mild and could result in some hydrogenation increasing liquid yield, similar to calcium formate.
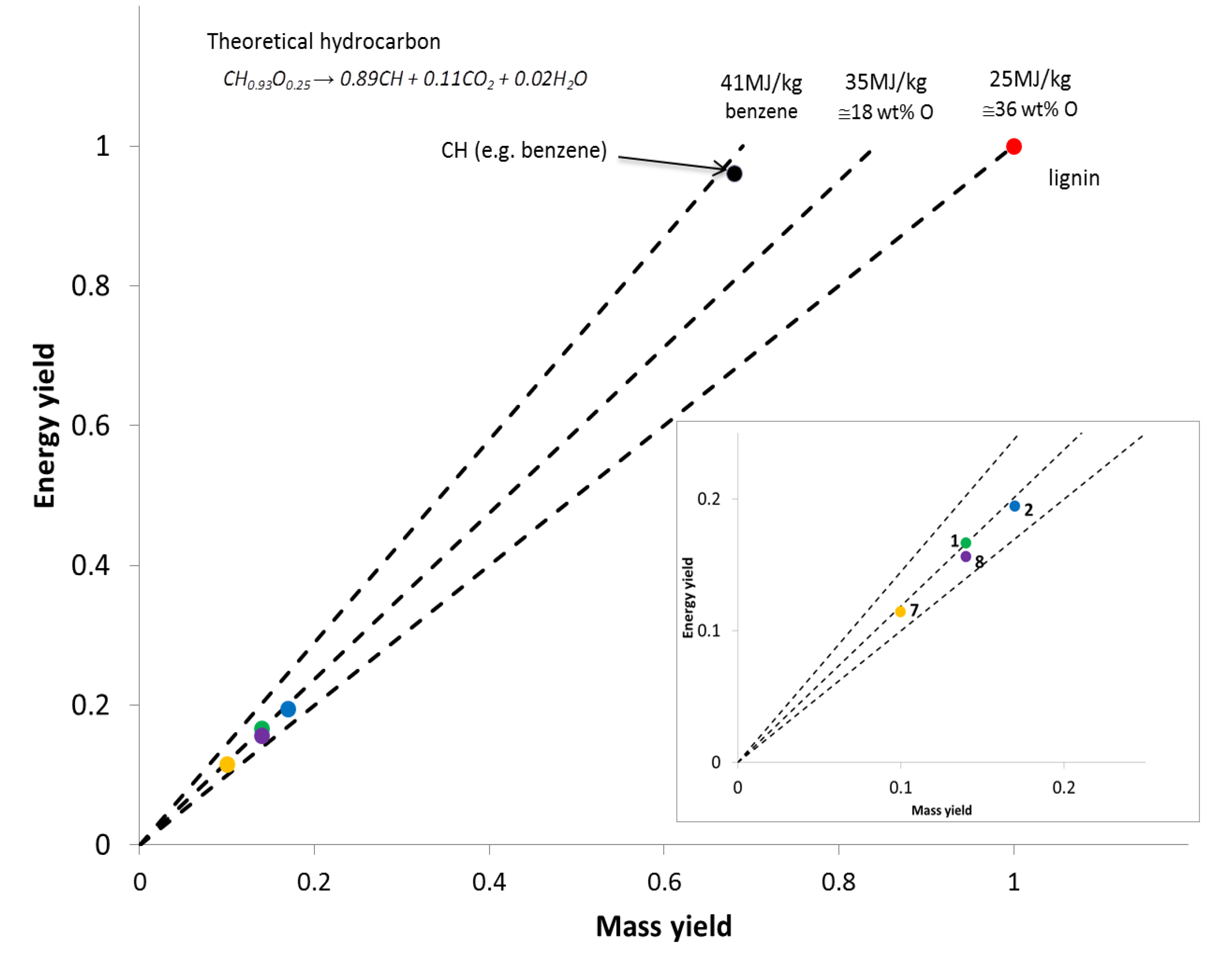
Figure 3 reveals an energy efficiency plot for fast pyrolysis called the funnel plot [19]. The plot shows the energy yield of pyrolysis oil, calculated as the fractional amount of energy retained in the oil product relative to the starting material of lignin. These values closely match the carbon yield in the oil values in Table 3 and Table 4. For the hypothetical conversion of lignin to liquid benzene, the energy yield is ~96%, accounting for the need to remove some carbon and hydrogen while removing oxygen. This theoretical maximum energy yield would move the starting material lignin across the top of the funnel plot to the left boundary of benzene energy content. As mass is lost to char and permanent gas during pyrolysis, energy is also lost resulting in points deeper down into the funnel. This graphically illustrates the energy efficiency challenges of lignin pyrolysis. Nonetheless, feedstock formulation 2 resulted in the most energy efficient pyrolysis based on our experiments and experimental conditions. The significant energy inefficiencies suggest that higher value-added products such as phenolics need to be strongly considered when developing lignin pyrolysis and upgrading processes.
In previous work [13], we reported on pyrolysis of calcium-formate-pretreated lignin. This work was done on a different pyrolysis system under different conditions. Therefore, it is not appropriate to compare yield results from this study to that work, as product yields depend on many factors. However, calcium-formate-pretreated lignin samples were prepared and pyrolyzed in our current system and provided a relative yield comparison to magnesium-salt-pretreated lignin feedstocks run under similar pyrolysis conditions. An attempt to optimize yields for each feedstock was not part of this study.
Table 6 shows singular pyrolysis experiments for calcium-formate-pretreated lignin under identical conditions used for magnesium salt pyrolysis. Based on our results, the main difference between calcium and magnesium-salt-pretreated pyrolysis of lignin is the significant increase in product yield using magnesium salts.
Data also showed that treating lignin with calcium formate resulted in higher deoxygenation activity relative to the magnesium formate pretreatment. As mentioned above, magnesium is less basic than calcium and that difference may play a role in the lessened deoxygenation activity. The H/C ratio of the bio-oils produced with the calcium formate pretreatment are higher than those produced with the magnesium formate pretreatment and therefore may indicate that magnesium is less effective than calcium at incorporating hydrogen derived from formic acid into the oil product.
An additional processing advantage in using magnesium salts is in salt recovery within a continuous process. Calcium formate recovery requires the decomposition of calcium carbonate to calcium oxide in the char followed by hydration and carbonylation to reform the formate. The use of magnesium eliminates the energy intensive step of calcium carbonate decomposition. Moreover, using a hydroxide salt instead of a formate salt removes the carbonylation reaction step in recovery to form the formate.
5. Conclusions
Kraft lignin (Indulin AT) was pretreated with magnesium formate and magnesium hydroxide and fast-pyrolyzed in a continuously fed, bench-scale system. A simple laboratory test was used to determine suitable ranges of magnesium hydroxide and formic acid to lignin for feeding without plugging problems. Six different feedstock formulations of lignin pretreated with magnesium hydroxide and formic acid were pyrolyzed to collect and analyze pyrolysis oil. Additionally, two different feedstock formulations of lignin pretreated with magnesium hydroxide were also pyrolyzed. Oil yield ranged from 9 to 17% wt % on a lignin basis. Carbon yields in the oil ranged from 10 to 18% wt % on a lignin basis. Magnesium formate pretreatment increased oil yield and carbon yield in the oil up to 35% relative to the higher (1:1 g magnesium hydroxide/g lignin) magnesium hydroxide pretreatment. The lower magnesium hydroxide pretreatment (0.5:1 g magnesium hydroxide/g lignin) resulted in oil yields and carbon yields in the oils similar to the magnesium formate pretreatments. Magnesium formate relative to calcium-formate-pretreated lignin pyrolysis oil yields under identical pyrolysis conditions indicated that the oil yield of magnesium pretreatment resulted in approximately 2× higher oil yields. GC-MS analysis of product oils indicated that phenols and alkylated phenols were more prevalent in pyrolyzed magnesium-formate-pretreated lignin.
Author Contributions
Conceptualization, W.J.D., C.A.M.; methodology, W.J.D., M.P., N.H., C.A.M.; validation, W.J.D., M.P., C.A.M., S.G.; formal analysis, W.J.D., M.P., C.A.M., S.G.; investigation, W.J.D., M.P., N.H., C.A.M.; resources, W.J.D., C.A.M.; writing—original draft preparation, W.J.D. and C.A.M.; writing—review and editing, W.J.D., M.P., C.A.M., S.G.; visualization, W.J.D. and C.A.M.; supervision, W.J.D.; project administration, W.J.D.; funding acquisition, W.J.D. and C.A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by USDA/Northeast Sun Grant, grant number 5699-UM-SDSU-G640.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Banu, J.R.; Kavitha, S.; Kannah, R.Y.; Devi, T.P.; Gunasekaran, M.; Kim, S.-H.; Kumar, G. A review on biopolymer production via lignin valorization. Bioresour. Technol. 2019, 290, 121790. [Google Scholar] [CrossRef] [PubMed]
- Chio, C.; Sain, M.; Qin, W. Lignin utilization: A review of lignin depolymerization from various aspects. Renew. Sustain. Energy Rev. 2019, 107, 232–249. [Google Scholar] [CrossRef]
- De Wild, P.J.; Huijgen, W.; Gosselink, R.J. Lignin pyrolysis for profitable lignocellulosic biorefineries. Biofuels Bioprod. Biorefin. 2014, 8, 645–657. [Google Scholar] [CrossRef]
- Nowakowski, D.J.; Bridgwater, A.V.; Elliott, D.C.; Meier, D.; De Wild, P. Lignin fast pyrolysis: Results from an international collaboration. J. Anal. Appl. Pyrolysis 2010, 88, 53–72. [Google Scholar] [CrossRef] [Green Version]
- Shrestha, B.; Le Brech, Y.; Ghislain, T.; Leclerc, S.; Carré, V.; Aubriet, F.; Hoppe, S.; Marchal, P.; Pontvianne, S.; Brosse, N.; et al. A Multitechnique Characterization of Lignin Softening and Pyrolysis. ACS Sustain. Chem. Eng. 2017, 5, 6940–6949. [Google Scholar] [CrossRef]
- Li, D.; Briens, C.; Berruti, F. Improved lignin pyrolysis for phenolics production in a bubbling bed reactor—Effect of bed materials. Bioresour. Technol. 2015, 189, 7–14. [Google Scholar] [CrossRef] [PubMed]
- De Wild, P.; Huijgen, W.; Kloekhorst, A.; Chowdari, R.K.; Heeres, H.J. Biobased alkylphenols from lignins via a two-step pyrolysis—Hydrodeoxygenation approach. Bioresour. Technol. 2017, 229, 160–168. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.-M.; Park, S.Y.; Kang, B.S.; Jae, J.; Rhee, G.H.; Jung, S.-C.; Park, Y.-K. Suppressed char agglomeration by rotary kiln reactor with alumina ball during the pyrolysis of Kraft lignin. J. Ind. Eng. Chem. 2018, 66, 72. [Google Scholar] [CrossRef]
- Zhou, G.; Jensen, P.A.; Le, D.M.; Knudsen, N.O.; Jensen, A.D. Direct upgrading of fast pyrolysis lignin vapor over the HZSM-5 catalyst. Green Chem. 2016, 18, 1965–1975. [Google Scholar] [CrossRef] [Green Version]
- Case, P.A.; Bizama, C.; Segura, C.; Wheeler, M.C.; Berg, A.; DeSisto, W.J. Pyrolysis of pre-treated tannins obtained from radiata pine bark. J. Anal. Appl. Pyrolysis 2014, 107, 250–255. [Google Scholar] [CrossRef]
- Case, P.A.; Truong, C.; Wheeler, M.C.; DeSisto, W.J. Calcium-catalyzed pyrolysis of lignocellulosic biomass components. Bioresour. Technol. 2015, 192, 247–252. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, H.W.; Kim, Y.-M.; Jae, J.; Lee, S.M.; Jung, S.-C.; Park, Y.-K. The use of calcined seashell for the prevention of char foaming/agglomeration and the production of high-quality oil during the pyrolysis of lignin. Renew. Energy 2019, 144, 147–152. [Google Scholar] [CrossRef]
- Mukkamala, S.; Wheeler, C.; Van Heiningen, A.R.P.; DeSisto, W.J. Formate-Assisted Fast Pyrolysis of Lignin. Energy Fuels 2012, 26, 1380–1384. [Google Scholar] [CrossRef]
- Zhou, S.; Brown, R.; Bai, X. The use of calcium hydroxide pretreatment to overcome agglomeration of technical lignin during fast pyrolysis. Green Chem. 2015, 17, 4748–4759. [Google Scholar] [CrossRef]
- Li, J.; Bai, X.; Dong, Z.; Chen, Y.; Yang, H.; Wang, X.; Chen, H. Influence of additives on lignin agglomeration and pyrolysis behavior. Fuel 2020, 263, 116629. [Google Scholar] [CrossRef]
- Case, P.A.; Wheeler, M.C.; DeSisto, W.J. Effect of Residence Time and Hot Gas Filtration on the Physical and Chemical Properties of Pyrolysis Oil. Energy Fuels 2014, 28, 3964–3969. [Google Scholar] [CrossRef]
- AlMohamadi, H.; Gunukula, S.; DeSisto, W.J.; Wheeler, C. Formate-assisted pyrolysis of biomass: An economic and modeling analysis. Biofuels Bioprod. Biorefin. 2017, 12, 45–55. [Google Scholar] [CrossRef]
- Marathe, P.; Westerhof, R.; Kersten, S.R. Fast pyrolysis of lignins with different molecular weight: Experiments and modelling. Appl. Energy 2019, 236, 1125–1137. [Google Scholar] [CrossRef]
- DeSisto, W.J.; Wheeler, M.C. A funnel plot to assess energy yield and oil quality for pyrolysis-based processes. Biomass Bioenergy 2016, 93, 254–258. [Google Scholar] [CrossRef]
Figure 1.
Crucible test of (a) lignin and (b) magnesium hydroxide/lignin showing the contrast between a material that swells and forms a hard, shiny skin, and one that does not.
Figure 1.
Crucible test of (a) lignin and (b) magnesium hydroxide/lignin showing the contrast between a material that swells and forms a hard, shiny skin, and one that does not.

Figure 2.
GC-MS data for selected compounds from pyrolysis oil generated from different pyrolyzing.

Figure 3.
Funnel Plot of lignin pyrolysis indicating the effect of feedstock composition on energy efficiency.
Figure 3.
Funnel Plot of lignin pyrolysis indicating the effect of feedstock composition on energy efficiency.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Ultimate analysis of lignin (Indulin AT).
| Element | wt % |
|---|---|
| C | 64.46 |
| H | 5.42 |
| N | 1.01 |
| O | 24.72 |
| Cl | 120 ppm |
| S | 1.85 |
| Ash | 2.43 |
| Moisture | 3.77 |
| HHV (MJ/kg) | 29.1 |
| O:C 1 | 0.25 |
| H:C 1 | 0.93 |
1 O:C and H:C ratios calculated on a dry basis.
Table 2.
Feedstock preparation.
| Feedstock Formulation | mol FA/mol Mg | g FA/g Lig | g Mg(OH)2/g Lig |
|---|---|---|---|
| 1 | 1.58 | 1.00 | 0.80 |
| 2 | 1.58 | 0.50 | 0.40 |
| 3 | 1.73 | 1.00 | 0.74 |
| 4 | 1.73 | 0.50 | 0.37 |
| 5 | 1.51 | 1.00 | 0.84 |
| 6 | 1.51 | 0.50 | 0.42 |
| 7 | 0.00 | 0.00 | 1.00 |
| 8 | 0.00 | 0.00 | 0.50 |
Table 3.
Mass yields and CHO data for pyrolysis of magnesium-formate-pretreated lignin.
| Feedstock Formulation | Oil (g/g) | Aqueous (g/g) | Char (g/g) | Gas Yield (g/g) | O:C (mol/mol) | H:C (mol/mol) | C Yield in Oil (g/g) |
|---|---|---|---|---|---|---|---|
| 1 | 0.16 | 0.35 | 0.33 | 0.16 | 0.16 | 1.13 | 0.19 |
| 1 | 0.13 | 0.32 | 0.33 | 0.21 | 0.18 | 1.21 | 0.15 |
| 1 | 0.12 | 0.25 | 0.20 | 0.43 | 0.22 | 1.12 | 0.14 |
| 1 | 0.16 | 0.27 | 0.31 | 0.21 | 0.20 | 1.14 | 0.18 |
| 1 | 0.14 | 0.25 | 0.31 | 0.30 | 0.17 | 1.25 | 0.16 |
| 1 | 0.11 | 0.30 | 0.28 | 0.32 | 0.18 | 1.11 | 0.13 |
| 1 average | 0.14 | 0.29 (0.04) | 0.29 (0.05) | 0.27 (0.09) | 0.19 (0.02) | 1.16 (0.05) | 0.16 (0.02) |
| 2 | 0.15 | 0.32 | 0.40 | 0.13 | 0.21 | 1.12 | 0.17 |
| 2 | 0.18 | 0.30 | 0.40 | 0.13 | 0.21 | 1.14 | 0.20 |
| 2 | 0.17 | 0.22 | 0.44 | 0.16 | 0.24 | 1.14 | 0.19 |
| 2 average | 0.17 (0.04) | 0.28 (0.13) | 0.41 (0.06) | 0.14 (0.04) | 0.22 (0.04) | 1.13 (0.03) | 0.19 (0.03) |
| 3 | 0.12 | 0.29 | 0.34 | 0.25 | 0.19 | 1.14 | 0.14 |
| 3 | 0.13 | 0.11 | 0.15 | 0.60 | 0.15 | 1.37 | 0.15 |
| 4 | 0.14 | 0.26 | 0.47 | 0.13 | 0.21 | 1.14 | 0.16 |
| 5 | 0.11 | 0.27 | 0.29 | 0.33 | 0.18 | 1.13 | 0.13 |
| 5 | 0.11 | 0.3 | 0.25 | 0.34 | 0.19 | 1.13 | 0.13 |
| 6 | 0.14 | 0.18 | 0.18 | 0.5 | 0.23 | 1.09 | 0.16 |
Table 4.
Mass yields and CHO data for pyrolysis of magnesium-hydroxide-pretreated lignin.
| Feedstock Form. | Oil (g/g) | O:C * (mol/mol) | H:C * (mol/mol) | C Yield in Oil (g/g) | Aqueous (g/g) | Aqueous Corrected ** (g/g) | Char (g/g) | Gas Yield (g/g) |
|---|---|---|---|---|---|---|---|---|
| 7 | 0.09 | 0.21 | 1.23 | 0.10 | 0.44 | 0.19 | 0.47 | 0.25 |
| 0.11 | 0.22 | 1.12 | 0.13 | 0.44 | 0.20 | 0.42 | 0.27 | |
| 0.11 | 0.22 | 1.07 | 0.12 | 0.41 | 0.17 | 0.42 | 0.31 | |
| 7 avg. | 0.10 (0.02) | 0.22 (0.01) | 1.14 (0.09) | 0.12 (0.02) | 0.43 (0.02) | 0.19 (0.02) | 0.44 (0.03) | 0.28 (0.03) |
| 8 | 0.13 | 0.23 | 1.11 | 0.14 | 0.33 | 0.24 | 0.45 | 0.18 |
| 0.15 | 0.24 | 1.13 | 0.17 | 0.29 | 0.20 | 0.45 | 0.19 | |
| 0.15 | 0.24 | 1.13 | 0.17 | 0.30 | 0.21 | 0.45 | 0.20 | |
| 8 avg. | 0.14 (0.02) | 0.24 (0.01) | 1.12 (0.01) | 0.16 (0.02) | 0.31 (0.02) | 0.22 (0.02) | 0.45 (0.00) | 0.19 (0.01) |
* O:C and H:C values for oil only. ** excludes water generated from magnesium hydroxide decomposition.
Table 5.
GC-MS analysis of organic and aqueous phases of liquid product.
| Organic | Aqueous | |||||||
|---|---|---|---|---|---|---|---|---|
| Feedstock Form. | Aromatics (mg/g) | Phenols (mg/g) | Ketones (mg/g) | Acetic Acid (mg/g) | Aromatics (mg/g) | Phenols (mg/g) | Ketones (mg/g) | Acetic Acid (mg/g) |
| 1 | 0.24 | 11.8 | 0.23 | 0.05 | 0 | 0.99 | 0.01 | 0.05 |
| 1 | 0.18 | 9.77 | 0.25 | 0.08 | 0 | 0.85 | 0.01 | 0.09 |
| 1 | 0.37 | 19.8 | 0.56 | 0.07 | ||||
| 1 | 0.35 | 14.8 | 0.54 | 0.04 | ||||
| 1 (avg.) | 0.29 | 14 | 0.39 | 0.06 | ||||
| 2 | 0.24 | 9.14 | 0.01 | 0.12 | 0 | 0.25 | 0 | 0.02 |
| 2 | 0.25 | 14.3 | 0.25 | 0.07 | ||||
| 2 (avg.) | 0.25 | 11.7 | 0.13 | 0.09 | ||||
| 7 | 0.19 | 8.51 | 0.18 | 0.07 | 0 | 0.56 | 0 | 0.03 |
| 7 | 0.18 | 12.3 | 0.26 | 0.01 | ||||
| 7 (avg.) | 0.18 | 10.4 | 0.22 | 0.04 | ||||
| 8 | 0.17 | 7.69 | 0.13 | 0.01 | 0 | 0.59 | 0.01 | 0.05 |
| 8 | 0.16 | 11.38 | 0.24 | 0 | ||||
| 8 (avg.) | 0.16 | 9.54 | 0.19 | 0.01 |
Table 6.
Pyrolysis of calcium-formate-pretreated lignin.
| Feedstock Formulation | mol FA/mol Ca | g FA/g Lig | g Ca(OH)2/g Lig | Oil Yield (g/g) | O:C (mol/mol) | H:C (mol/mol) |
|---|---|---|---|---|---|---|
| 9 | 1.61 | 1.00 | 1.00 | 6.90 | 0.08 | 1.18 |
| 10 | 1.75 | 1.00 | 0.92 | 7.70 | 0.11 | 1.16 |
| 11 | 1.61 | 0.50 | 0.50 | 5.80 | 0.13 | 1.16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Patel, M.; Hill, N.; Mullen, C.A.; Gunukula, S.; DeSisto, W.J. Fast Pyrolysis of Lignin Pretreated with Magnesium Formate and Magnesium Hydroxide. Energies 2020, 13, 4995. https://0-doi-org.brum.beds.ac.uk/10.3390/en13194995
AMA Style
Patel M, Hill N, Mullen CA, Gunukula S, DeSisto WJ. Fast Pyrolysis of Lignin Pretreated with Magnesium Formate and Magnesium Hydroxide. Energies. 2020; 13(19):4995. https://0-doi-org.brum.beds.ac.uk/10.3390/en13194995
Chicago/Turabian StylePatel, Mayank, Nick Hill, Charles A. Mullen, Sampath Gunukula, and William J. DeSisto. 2020. "Fast Pyrolysis of Lignin Pretreated with Magnesium Formate and Magnesium Hydroxide" Energies 13, no. 19: 4995. https://0-doi-org.brum.beds.ac.uk/10.3390/en13194995
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.