
The Influence of the Pressure-Thermal Agglomeration Methods of Corn Bran on Their Selected Physicochemical Properties and Biogas Efficiency


 , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
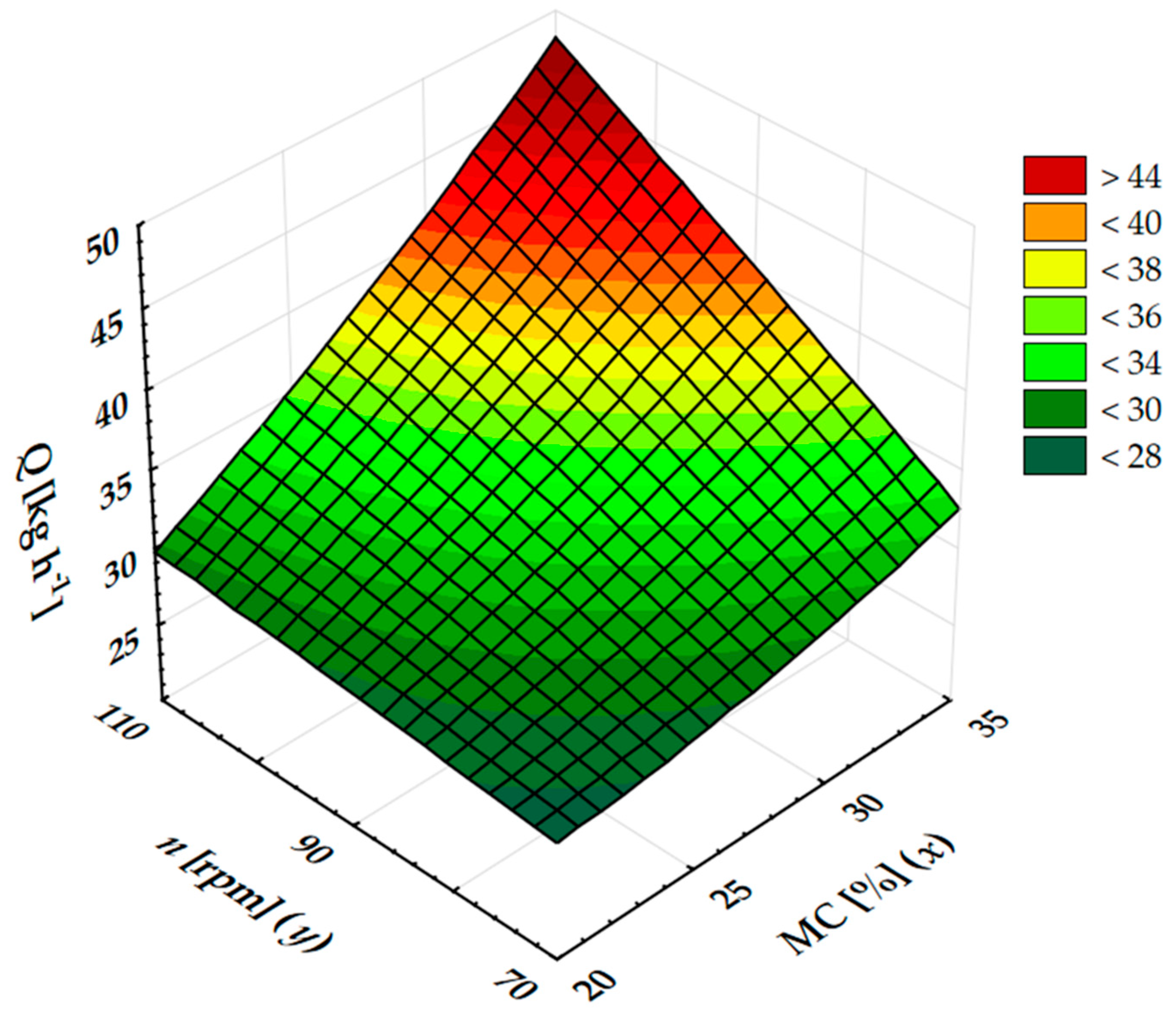
2.1. Processing Efficiency
2.2. Energy Consumption during Corn Bran Pretreatment
2.3. Testing the Water Absorption Index (WAI)
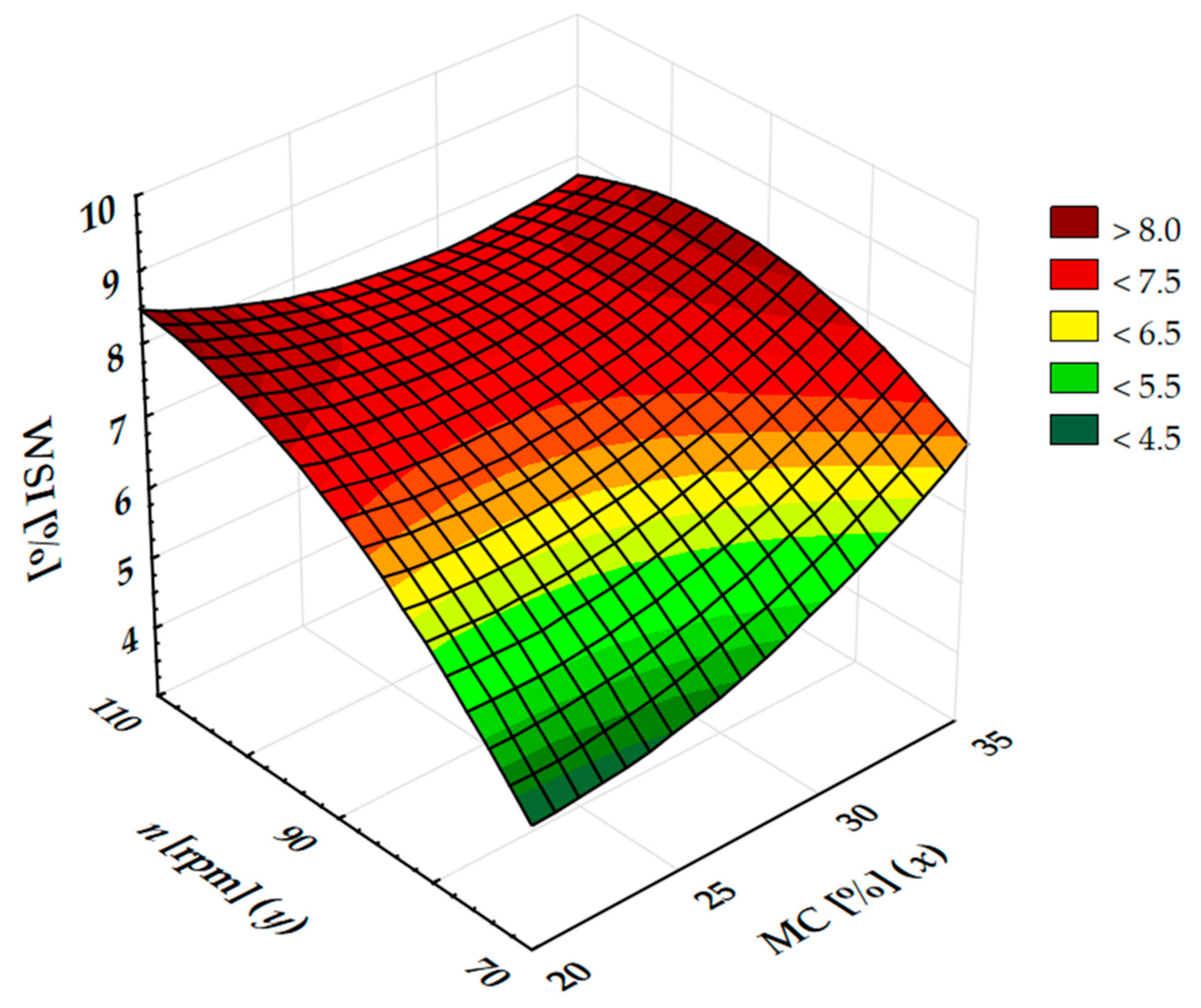
2.4. Study of the Degree of Water Solubility Index (WSI)
2.5. Study of the Bulk Density of Processed Corn Bran
2.6. Test of the Durability of Pretreated Corn Bran
2.7. Methane Fermentation of the Processed Raw Materials
2.8. The Energy Potential of the Substrate
2.9. Infrared Spectra Measurements
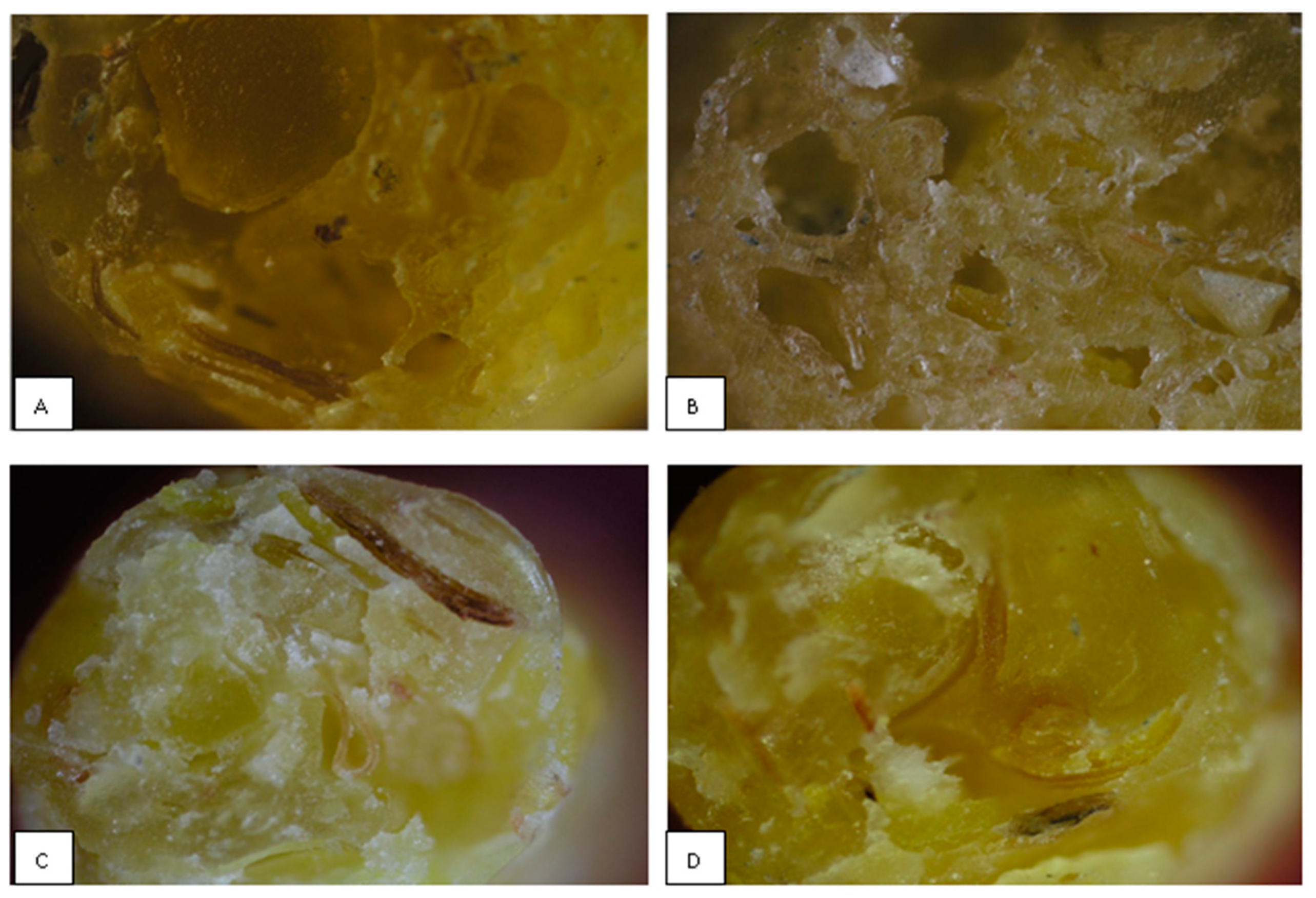
2.10. Microscopic Structure
2.11. Statistical Analysis
3. Results
3.1. Results of Processing Efficiency
3.2. Results of the Energy Consumption during the Corn Bran Processing
3.3. Results of the Water Absorption Index (WAI)
3.4. Results of the Water Solubility Index (WSI)
3.5. Results of the Bulk Density of Processed Corn Bran
3.6. Results of the Durability Measurements of Processed Corn Bran
3.7. Corn Bran Biogas Yield Results
3.8. Results of the Energy Potential of Pretreated Substrates
3.9. Analysis and Characterization of Samples Using FTIR Spectroscopy
3.10. Microscopic Analysis of the Processed Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bernat, K.; Wojnowska-Baryła, I.; Kasiński, S.; Szatkowski, M. Metody wstępnego przygotowania biomasy lignocelulozowej do fermentacji metanowej. Gaz Woda Tech. Sanit. 2014, 7, 269–273. [Google Scholar]
- Szufa, S. Sposoby Konwersja Biomasy w celu Poprawy jej Właściwości Paliwowych. Available online: https://www.proakademia.eu/gfx/baza_wiedzy/165/szufa7.pdf (accessed on 1 June 2021).
- Czekała, W. Agricultural Biogas Plants as a Chance for the Development of the Agri-Food Sector. J. Ecol. Eng. 2018, 19, 179–183. [Google Scholar] [CrossRef]
- Weiland, P.; Verstraete, W.; Haandel, A.V. Biomass Digestion to Methane in Agriculture: A Successful Pathway for the Energy Production and Waste Treatment Worldwide. In Biofuels; John Wiley & Sons: Hoboken, NJ, USA, 2009; pp. 171–195. [Google Scholar] [CrossRef]
- Weiland, P. Biogas production: Current state and perspectives. Appl. Microbiol. Biotechnol. 2010, 85, 849–860. [Google Scholar] [CrossRef]
- Mazurkiewicz, J.; Marczuk, A.; Pochwatka, P.; Kujawa, S. Maize straw as a valuable energetic material for biogas plant feeding. Materials 2019, 12, 3848. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dołżyńska, M.; Obidziński, S.; Kowczyk-Sadowy, M.; Krasowska, M. Densification and combustion of cherry stones. Energies 2019, 12, 3042. [Google Scholar] [CrossRef] [Green Version]
- Kowalczyk-Juśko, A.; Marczuk, A.; Dach, J.; Szmigielski, M.; Zarajczyk, J.; Jozwiakowski, K.; Kowalczuk, J.; Andrejko, D.; Ślaska-Grzywna, B.; Leszczyński, N. Thermochemical and biochemical maize biomass conversion for power engineering. Przem. Chem. 2015, 94, 178–181. [Google Scholar] [CrossRef]
- Herrmann, C.; Idler, C.; Heiermann, M. Improving aerobic stability and biogas production of maize silage using silage additives. Bioresour. Technol. 2015, 197, 393–403. [Google Scholar] [CrossRef] [Green Version]
- Watson, S.A.; Ramstad, P.E. Corn: Chemistry and Technology; American Association of Cereal Chemists: St. Paul, MN, USA, 1994. [Google Scholar]
- Combrzyński, M.; Matwijczuk, A.; Wójtowicz, A.; Oniszczuk, T.; Karcz, D.; Szponar, J.; Niemczynowicz, A.; Bober, D.; Mitrus, M.; Kupryaniuk, K.; et al. Potato starch utilization in ecological loose-fill packaging materials-sustainability and characterization. Materials 2020, 13, 1390. [Google Scholar] [CrossRef] [Green Version]
- Jesch, P. Der Starkemarkt als Konjunktubaromater. Mais 1994, 22, 34–35. [Google Scholar]
- Obidziński, S.; Dołżyńska, M.; Kowczyk-Sadowy, M.; Jadwisieńczak, K.; Sobczak, P. Densification and fuel properties of onion husks. Energies 2019, 12, 4687. [Google Scholar] [CrossRef] [Green Version]
- Oniszczuk, T.; Wójtowicz, A.; Oniszczuk, A.; Mitrus, M.; Combrzyński, M.; Kręcisz, M.; Moscicki, L. Effect of processing conditions on selected properties of starch-based biopolymers. Agric. Agric. Sci. Procedia 2015, 7, 192–197. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, K.d.O.; Garcia, M.C.; Oliveira, A.R.; Soares, J.M.S.; Caliri, M. Characterization and proposal of potential use in foods of coproducts from waxy maize wet milling. Food Sci. Tech. 2019, 39, 315–320. [Google Scholar] [CrossRef] [Green Version]
- Yadav, M.P.; Hicks, K.B.; Johnston, D.B.; Hotchkiss, A.; Chau, H.K.; Hanah, K. Production of bio-based fiber gums from the waste streams resulting from the commercial processing of corn bran and oat hulls. Food Hydrocoll. 2016, 53, 125–133. [Google Scholar] [CrossRef]
- Coda, R.; Katina, K.; Rizzello, C.G. Bran bioprocessing for enhanced functional properties. Curr. Opin. Food Sci. 2015, 1, 50–55. [Google Scholar] [CrossRef]
- Haghighi-Manesh, S.; Azizi, M.H. Integrated extrusion-enzymatic treatment of corn bran for production of functional cake. Food Sci. Nutr. 2018, 6, 1870–1878. [Google Scholar] [CrossRef] [PubMed]
- Mitrus, M.; Combrzyński, M.; Kupryaniuk, K.; Wójtowicz, A.; Oniszczuk, T.; Kręcisz, M.; Matysiak, A.; Smurzyńska, A.; Moscicki, L. A study of the solubility of biodegradable foams of thermoplastic starch. J. Ecol. Eng. 2016, 17, 184–189. [Google Scholar] [CrossRef] [Green Version]
- Andersson, A.A.; Andersson, R.; Jonsäll, A.; Andersson, J.; Fredriksson, H. Effect of different extrusion parameters on dietary fiber in wheat bran and rye bran. J. Food Sci. 2017, 82, 1344–1350. [Google Scholar] [CrossRef]
- Kowalczyk-Juśko, A.; Pochwatka, P.; Zaborowicz, M.; Czekała, W.; Mazurkiewicz, J.; Mazur, A.; Janczak, D.; Marczuk, A.; Dach, J. Energy value estimation of silages for substrate in biogas plants using an artificial neural network. Energy 2020, 202, 117729. [Google Scholar] [CrossRef]
- De Almeida, A.B.; de Lima, T.M.; Santos, N.H.; Santana, R.V.; dos Santos, S.C.; Egea, M.B. An alternative for corn bran byproduct: Fermentation using M. purpureus. Nutr. Food Sci. 2020, 50, 515–527. [Google Scholar] [CrossRef]
- Oniszczuk, T.; Pilawka, R. Wpływ dodatku włókien celulozowych na wytrzymałość termiczną skrobi termoplastycznej. Przem. Chem. 2013, 92, 265–269. [Google Scholar]
- Oniszczuk, T.; Wójtowicz, A.; Mościcki, L.; Mitrus, M.; Kupryaniuk, K.; Kusz, A.; Bartnik, G. Effect of natural fibres on the mechanical properties of thermoplastic starch. Int. Agrophys. 2016, 30, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Wójtowicz, A.; Mitrus, M.; Oniszczuk, T.; Mościcki, L.; Kręcisz, M.; Oniszczuk, A. Selected physical properties, texture and sensory characteristics of extruded breakfast cereals based on wholegrain wheat flour. Agric. Agric. Sci. Procedia 2015, 7, 301–308. [Google Scholar] [CrossRef] [Green Version]
- Ryu, G.H.; Ng, P.K. Effect of selected process parameters on expansion and mechanical properties of wheat flour and whole cornmeal extrudates. Starch 2001, 53, 147–154. [Google Scholar] [CrossRef]
- Anderson, R.A.; Griffin, E.L. Gelatinization of corn grits by roll and extrusion cooking. Cereal Sci. Today 1969, 14, 4–12. [Google Scholar]
- Chocyk, D.; Gładyszewska, B.; Ciupak, A.; Oniszczuk, T.; Mościcki, L.; Rejak, A. Influence of water addition on mechanical properties of thermoplastic starch foils. Int. Agrophys. 2015, 29, 267–275. [Google Scholar] [CrossRef] [Green Version]
- Miedziński, M.; Biłowicka, E. Pasze Prasowane—Oznaczanie Gęstości w Stanie Usypowym Granul i Brykietów BN-87/9135-09; Institute for Building Mechanization and Electrification of Agriculture: Warsaw, Poland, 1987. [Google Scholar]
- Cieślik, M.; Dach, J.; Lewicki, A.; Smurzyńska, A.; Janczak, D.; Pawlicka-Kaczorowska, J.; Boniecki, P.; Cyplik, P.; Czekała, W.; Jóźwiakowski, K. Methane fermentation of the maize straw silage under meso- and thermophilic conditions. Energy 2016, 115, 1495–1502. [Google Scholar] [CrossRef]
- Carmona, P.C.R.; Dach, J.; Boniecki, P.; Janczak, D.; Czekała, W.; Lewicki, A. Energetic balance of mesophilic and thermophilic sewage sludge fermentation with addition of different co-substrates. In Proceedings of the 2nd International Conference on Energy and Environment: Bringing Together Engineering and Economics, Guimarães, Portugal, 18–19 July 2015. [Google Scholar]
- Dach, J.; Czekała, W.; Boniecki, P.; Lewicki, A.; Piechota, T. Specialised internet tool for biogas plant modelling and marked analysing. Adv. Mater. Res. 2014, 909, 305–310. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO). Solid Biofuels—Determination of Moisture Content—Oven Dry Method—Part 1: Total Moisture—Reference Method; EN ISO 18134:2015; International Organization for Standardization (ISO): Geneva, Switzerland, 2015. [Google Scholar]
- International Organization for Standardization (ISO). Solid Biofuels—Determination of the Content of Volatile Matter; EN ISO 18123:2015; International Organization for Standardization (ISO): Geneva, Switzerland, 2015. [Google Scholar]
- International Organization for Standardization (ISO). Specifies a Method for the Determination of Ash Content of All Solid Biofuels; EN ISO 18122:2015; International Organization for Standardization (ISO): Geneva, Switzerland, 2015. [Google Scholar]
- International Organization for Standardization (ISO). Solid Biofuels—Determination of Calorific Value; EN ISO 18125:2017-07; International Organization for Standardization (ISO): Geneva, Switzerland, 2017. [Google Scholar]
- Kupryaniuk, K.; Oniszczuk, T.; Combrzyński, M.; Lisiecka, K.; Rodzeń, A. Przegląd materiałów roślinnych stosowanych w biogazowniach rolniczych. In Badania i Rozwój Młodych Naukowców w Polsce. Nauki Techniczne i Inżynieryjne. Część I; Nyćkowiak, J., Leśny, J., Eds.; Młodzi Naukowcy: Poznań, Poland, 2020; Volume 1, pp. 47–51. ISBN 978-83-66392-90-8. [Google Scholar]
- Kupryaniuk, K.; Oniszczuk, T.; Combrzyński, M.; Czekała, W.; Matwijczuk, A. The Influence of Corn Straw Extrusion Pretreatment Parameters on Methane Fermentation Performance. Materials 2020, 13, 3003. [Google Scholar] [CrossRef]
- Sobota, A.; Rzedzicki, Z. Effect of the extrusion process of corn semolina and pea hulls blends on chemical composition and selected physical properties of the extrudate. Int. Agrophys. 2009, 23, 67–79. [Google Scholar]
- Pardhi, S.D.; Singh, B.; Nayik, G.A.; Dar, B.N. Evaluation of functional properties of extruded snacks developed from brown rice grits by using response surface methodology. J. Saudi Soc. Agric. Sci. 2019, 18, 7–16. [Google Scholar] [CrossRef]
- Roye, C.; Henrion, M.; Chanvrier, H.; De Roeck, K.; De Bondt, Y.; Liberloo, I.; King, R.; Courtin, C.M. Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran. Foods 2020, 9, 738. [Google Scholar] [CrossRef] [PubMed]
- Kupryaniuk, K.; Oniszczuk, T.; Wójtowicz, A.; Combrzyński, M.; Kręcisz, M.; Matysiak, A.; Smurzyńska, A. Możliwości zastosowania ekstruzji w modyfikacji materiałów celulozowych. In Badania i Rozwój Młodych Naukowców w Polsce; Młodzi Naukowcy: Poznań, Poland, 2017; pp. 74–79. [Google Scholar]
- Żelaziński, T.; Ekielski, A.; Zdanowska, P.; Florczak, I. The effect of ultrasound treatment on selected maize and buckwheat extrudates parameters. INMATEH-Agric. Eng. 2014, 43, 127–136. [Google Scholar]
- Wójtowicz, A. Ocena wybranych cech jakościowych ekstrudowanych zbożowych kaszek błyskawicznych. Żywność Nauka Technol. Jakość 2007, 4, 46–54. [Google Scholar]
- Gizińska-Górna, M.; Czekała, W.; Jóźwiakowski, K.; Lewicki, A.; Dach, J.; Marzec, M.; Pytka, A.; Janczak, D.; Kowalczyk-Juśko, A.; Listosz, A. The possibility of using plants from hybrid constructed wetland wastewater treatment plant for energy purposes. Ecol. Eng. 2016, 95, 534–541. [Google Scholar] [CrossRef]
- Szlachta, J. Expertise on Obtaining Agricultural Biogas as a Renewable Energy Source. Available online: http://www.agengpol.pl/LinkClick.aspx?fileticket=O67VGkyovAE%3d&tabid=144 (accessed on 22 October 2009).
- Szlachta, J.; Fugol, M.; Prask, H. The impact of the raw material composition on fermentation kinetics and the yield of biogas and methane. Przem. Chem. 2016, 95, 1805–1810. [Google Scholar] [CrossRef]
- Kozyra, A.; Production of Biomass and GMOs. Renewable Energy Sources a New Challenge for Rural Areas in Poland. Available online: https://docplayer.pl/2898851-Odnawialne-zrodla-energii-nowymwyzwaniem-dla-obszarow-wiejskich-w-polsce.html (accessed on 22 October 2009).
- Menardo, S.; Cacciatore, V.; Balsari, P. Batch and continuous biogas production arising from feed varying in rice straw volumes following pre-treatment with extrusion. Bioresour. Technol. 2015, 180, 154–161. [Google Scholar] [CrossRef] [PubMed]
- Pilarski, K.; Pilarska, A.A.; Witaszek, K.; Dworecki, Z.; Zelaziński, T.; Ekielski, A.; Makowska, A.; Michniewicz, J. The impact of extrusion on the biogas and biomethane yield of plant substrates. J. Ecol. Eng. 2016, 17, 264–272. [Google Scholar] [CrossRef]
- Kozłowski, K.; Lewicki, A.; Czekała, W.; Wójtowicz, A.; Kupryaniuk, K.; Dróżdż, D. Extrusion pretreatment of maize straw—Case study for a Polish biogas plants. Int. Agrophys. 2019, 33, 527–535. [Google Scholar] [CrossRef]
- Kowalczyk-Juśko, A.; Kupryaniuk, K.; Oniszczuk, T.; Wójtowicz, A.; Janczak, D.; Smurzyńska, A.; Jóźwiakowski, K.; Czechlowski, M. Applicability of Jerusalem artichoke in agricultural biogas plants as maize silage alternative. In Proceedings of the 3rd International Conference on Energy and Environment: Bringing Together Engineering and Economics, Porto, Portugal, 29–30 June 2017; Available online: https://www.fep.up.pt/conferences/icee2017/images/ICEE2017_0808_VF.pdf (accessed on 1 June 2021).
- Abraham, A.; Mathew, A.K.; Park, H.; Choi, O.; Sindhu, R.; Parameswaran, B.; Pandey, A.; Park, J.H.; Sang, B.-I. Pretreatment strategies for enhanced biogas production from lignocellulosic biomass. Bioresour. Technol. 2020, 301, 122725. [Google Scholar] [CrossRef]
- Dell’Omo, P.P.; Spena, V.A. Mechanical pretreatment of lignocellulosic biomass to improve biogas production: Comparison of results for giant reed and wheat straw. Energy 2020, 203, 117798. [Google Scholar] [CrossRef]
- Hjorth, M.; Gränitz, K.; Adamsen, A.P.S.; Møller, H.B. Extrusion as a pretreatment to increase biogas production. Bioresour. Technol. 2011, 102, 4989–4994. [Google Scholar] [CrossRef] [PubMed]
- Khor, W.C.; Rabaey, K.; Vervaeren, H. Low temperature calcium hydroxide treatment enhances anaerobic methane production from (extruded) biomass. Bioresour. Technol. 2015, 176, 181–188. [Google Scholar] [CrossRef] [PubMed]
- Pérez-Rodríguez, N.; García-Bernet, D.; Domínguez, J.M. Extrusion and enzymatic hydrolysis as pretreatments on corn cob for biogas production. Renew. Energy 2017, 107, 597–603. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2012, 94, 1–33. [Google Scholar] [CrossRef]
- Szyszlak-Bargłowicz, J.; Zajac, G.; Piekarski, W. Energy biomass characteristics of chosen plants. Int. Agrophys. 2012, 26, 175–179. [Google Scholar] [CrossRef] [Green Version]
- Szyszlak-Bargłowicz, J.; Zając, G.; Słowik, T. Badanie emisji wybranych zanieczyszczeń gazowych podczas spalania peletów z agro biomasy w kotle małej mocy. Rocz. Ochr. Śr. 2017, 19, 715–730. [Google Scholar]
- Czarny, G. Biomasa i odpady jako źródło energii. Kraking katalityczny. Polityka Energ. 2006, 9, 489. [Google Scholar]
- Poskrobko, S. Koncepcja obliczeń procesowych gazogeneratora do zgazowania biomasy. Arch. Gospod. Odpad. Ochr. Śr. 2008, 10, 43–54. [Google Scholar]
- Rangel-Vázquez, N.A.; Leal-García, T. Spectroscopy analysis of chemical modification of cellulose fibers. J. Mex. Chem. Soc. 2010, 54, 192–197. [Google Scholar]
- Kondo, T. The assignment of IR absorption bands due to free hydroxyl groups in cellulose. Cellulose 1997, 4, 281. [Google Scholar] [CrossRef]
- Driemeier, C.; Mendes, F.M.; Ling, L.Y. Hydrated fractions of cellulosics probed by infrared spectroscopy coupled with dynamics of deuterium exchange. Carbohydr. Polym. 2015, 127, 152–159. [Google Scholar] [CrossRef] [PubMed]
- De Dicastillo, C.L.; Rodríguez, F.; Guarda, A.; Galotto, M.J. Antioxidant films based on cross-linked methyl cellulose and native Chilean berry for food packaging applications. Carbohydr. Polym. 2016, 136, 1052–1060. [Google Scholar] [CrossRef] [PubMed]
- Abidi, N.; Cabrales, L.; Haigler, C.H. Changes in the cell wall and cellulose content of developing cotton fibers investigated by FTIR spectroscopy. Carbohydr. Polym. 2014, 100, 9–16. [Google Scholar] [CrossRef] [PubMed]
- Das, A.M.; Ali, A.A.; Hazarika, M.P. Synthesis and characterization of cellulose acetate from rice husk: Eco-friendly condition. Carbohydr. Polym. 2014, 112, 342–349. [Google Scholar] [CrossRef] [PubMed]
- Yanniotis, S.; Petraki, A.; Soumpasi, E. Effect of pectin and wheat fibers on quality attributes of extruded cornstarch. J. Food Eng. 2007, 80, 594–599. [Google Scholar] [CrossRef]
- Santos, T.A.; Spinacé, M.A.S. Sandwich panel biocomposite of thermoplastic corn starch and bacterial cellulose. Int. J. Biol. Macromol. 2021, 167, 358–368. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MC (%) | Q (kg h−1) | SME (kWh kg−1) | WAI (g g−1) | WSI (%) | ρu (kg m−3) | D (%) |
|---|---|---|---|---|---|---|
| 20 | 68.18 | 0.0084 | 2.24 | 5.16 | 504.0 | 99.30 |
| 25 | 75.00 | 0.0090 | 2.34 | 2.94 | 486.0 | 99.41 |
| 30 | 73.17 | 0.0096 | 2.26 | 8.44 | 452.2 | 99.54 |
| 35 | 78.95 | 0.0073 | 2.41 | 9.78 | 439.4 | 99.83 |
| Parameter | Quadratic RSM Model |
|---|---|
| Q | 55.4333 − 1.9937∗x − 0.3356∗y + 0.014∗x2 + 0.0223∗x∗y − 0.0003∗y2 |
| SME | −0.923 + 0.0037∗x + 0.0061∗y + 4.6667E − 5∗x2 − 0.0001∗x∗y − 1.25E − 6∗y2 |
| WAI | 1.1037 + 0.1753∗x + 0.008∗y − 0.0041∗x2 − 0.0003∗x∗y + 5.9375E − 5∗y2 |
| WSI | −19.9876 − 0.0244∗x + 0.5411∗y + 0.0093∗x2 − 0.0049∗x∗y − 0.0019∗y2 |
| ρu | 10.3829 + 56.4577∗x − 5.2228∗y − 1.3167∗x2 + 0.2171∗x∗y − 0.0067∗y2 |
| D | 97.7836 + 0.1337∗x − 0.0149∗y − 0.003∗x2 + 0.001∗x∗y − 0.0002∗y2 |
| Depandent Variable | Independent Variable | Sum of Square Effect | df Effect | Mean Square Effect | F-Test | p Value |
|---|---|---|---|---|---|---|
| Q | x | 763.43 | 3 | 254.48 | 3816.10 | 0.00 |
| y | 481.52 | 2 | 240.76 | 3610.40 | 0.00 | |
| x∗y | 495.92 | 6 | 82.65 | 1239.40 | 0.00 | |
| SME | x | 0.0454 | 3 | 0.0151 | 10193.70 | 0.00 |
| y | 0.0402 | 2 | 0.0201 | 13538.30 | 0.00 | |
| x∗y | 0.0119 | 6 | 0.0019 | 1333.40 | 0.00 | |
| WAI | x | 6.8794 | 3 | 2.2931 | 136.65 | 0.0000 |
| y | 1.0144 | 2 | 0.5072 | 30.22 | 0.0000 | |
| x∗y | 1.7105 | 6 | 0.2851 | 16.99 | 0.0000 | |
| WSI | x | 4.497 | 3 | 1.499 | 1.79 | 0.1752 |
| y | 36.009 | 2 | 18.004 | 21.54 | 0.000004 | |
| x∗y | 26.906 | 6 | 4.484 | 5.36 | 0.0012 | |
| ρu | x | 0.0941 | 3 | 0.0314 | 674.30 | 0.0000 |
| y | 0.0033 | 2 | 0.0017 | 35.90 | 0.0000 | |
| x∗y | 0.0474 | 6 | 0.0079 | 169.80 | 0.0000 | |
| D | x | 4.90 | 3 | 1.60 | 77.00 | 0.0000 |
| y | 4.00 | 2 | 2.00 | 94.00 | 0.0000 | |
| x∗y | 3.00 | 6 | 0.50 | 24.00 | 0.0000 |
| Sample | Methane Content (%) | Cumulative Production in m3 per Mg of Fresh Mass | Cumulative Production in m3 per Mg of Dry Mass | Cumulative Production in m3 per Mg of Dry Organic Matter | |||
|---|---|---|---|---|---|---|---|
| Biogas | Methane | Biogas | Methane | Biogas | Methane | ||
| control untreated | 50.29 | 595.31 | 299.39 | 681.28 | 342.63 | 698.46 | 351.26 |
| extr 70 rpm 20% | 50.37 | 663.01 | 333.94 | 728.89 | 367.12 | 746.97 | 376.23 |
| extr 70 rpm 25% | 50.08 | 657.12 | 329.06 | 728.82 | 364.96 | 753.94 | 377.54 |
| extr 70 rpm 30% | 49.85 | 654.88 | 326.48 | 725.20 | 361.54 | 742.99 | 370.41 |
| extr 70 rpm 35% | 50.17 | 659.34 | 330.78 | 725.08 | 363.77 | 742.97 | 372.73 |
| extr 90 rpm 20% | 49.92 | 667.10 | 332.99 | 733.39 | 366.08 | 751.58 | 375.16 |
| extr 90 rpm 25% | 50.26 | 661.66 | 332.57 | 733.85 | 368.86 | 759.15 | 381.57 |
| extr 90 rpm 30% | 49.98 | 671.17 | 335.44 | 743.24 | 371.46 | 761.48 | 380.58 |
| extr 90 rpm 35% | 50.02 | 674.25 | 337.29 | 741.54 | 370.93 | 759.77 | 380.07 |
| extr 110 rpm 20% | 49.71 | 672.49 | 334.26 | 743.71 | 369.67 | 762.03 | 378.77 |
| extr 110 rpm 25% | 50.08 | 677.78 | 339.42 | 743.58 | 372.36 | 763.66 | 382.42 |
| extr 110 rpm 30% | 50.00 | 686.47 | 343.26 | 754.69 | 377.37 | 773.59 | 386.83 |
| extr 110 rpm 35% | 49.88 | 685.37 | 341.84 | 753.06 | 375.61 | 776.08 | 387.09 |
| pel 20% | 50.24 | 631.08 | 317.08 | 738.15 | 370.88 | 756.14 | 379.92 |
| pel 25% | 50.01 | 612.60 | 306.38 | 728.97 | 364.58 | 746.45 | 373.32 |
| pel 30% | 50.31 | 567.20 | 285.37 | 729.44 | 366.98 | 748.05 | 376.34 |
| pel 35% | 50.82 | 637.64 | 324.04 | 717.10 | 364.42 | 735.19 | 373.61 |
| Position of Bands (cm−1) | Type and Origin of Vibrations | |||
|---|---|---|---|---|
| pel | extr 70 | extr 90 | extr 110 | |
| 3293 | 3298 | 3299 | 3303 | ν (O-H) in H2O and intramolecular hydrogen bonding |
| 3003 | 3003 | 3005 | 3003 | |
| 2920 | 2919 | 2920 | 2921 | ν (C-H) in CH2 and CH3 asymmetrical and symmetrical |
| 2849 | 2850 | 2848 | 2849 | |
| 1739 | 1739 | 1740 | 1740 | ν (C=O) |
| 1706 | 1706 | 1706 | 1705 | |
| 1643 | 1639 | 1638 | 1635 | ν (C=C) or/and δ (O-H) adsorbed H2O |
| 1530 | 1528 | 1528 | 1528 | ν (C=C) |
| 1451 | 1452 | 1452 | 1452 | δ (-OH in plane), δ (CH2), δ (C-H) |
| 1408 | 1410 | 1410 | 1408 | |
| 1362 | 1367 | 1367 | 1366 | |
| 1333 | 1332 | 1333 | 1333 | δ (C-H) and δ (O-H) |
| 1238 | 1235 | 1234 | 1235 | δ (C-H) and antisymmetrical bridge oxygen stretching –OH in-plane bending |
| 1145 | 1145 | 1145 | 1145 | antisymmetrical in phase ring stretching and ν (C-O-C) |
| 1072 | 1072 | 1072 | 1073 | |
| 1110 | 1011 | 1009 | 1011 | |
| 990 | 991 | 992 | 991 | ν (C-O) and ring stretching modes |
| 925 | 927 | 927 | 927 | CH2 rocking β-linkage of cellulose ring breathing and antisymmetrical out of phase stretching -OH out-of-plane bending CH2 rocking |
| 858 | 850 | 848 | 850 | |
| 758 | 755 | 756 | 754 | |
| 700 | 703 | 701 | 701 | |
| 600 | 600 | 603 | 597 | |
| 568 | 568 | 568 | 567 | |
| 515 | 517 | 523 | 515 | |
| 477 | 472 | 475 | 474 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kupryaniuk, K.; Wójtowicz, A.; Mazurkiewicz, J.; Słowik, T.; Matwijczuk, A. The Influence of the Pressure-Thermal Agglomeration Methods of Corn Bran on Their Selected Physicochemical Properties and Biogas Efficiency. Energies 2021, 14, 6997. https://0-doi-org.brum.beds.ac.uk/10.3390/en14216997
Kupryaniuk K, Wójtowicz A, Mazurkiewicz J, Słowik T, Matwijczuk A. The Influence of the Pressure-Thermal Agglomeration Methods of Corn Bran on Their Selected Physicochemical Properties and Biogas Efficiency. Energies. 2021; 14(21):6997. https://0-doi-org.brum.beds.ac.uk/10.3390/en14216997
Chicago/Turabian StyleKupryaniuk, Karol, Agnieszka Wójtowicz, Jakub Mazurkiewicz, Tomasz Słowik, and Arkadiusz Matwijczuk. 2021. "The Influence of the Pressure-Thermal Agglomeration Methods of Corn Bran on Their Selected Physicochemical Properties and Biogas Efficiency" Energies 14, no. 21: 6997. https://0-doi-org.brum.beds.ac.uk/10.3390/en14216997