
A Methodology for the Identification and Characterization of Low-Temperature Waste Heat Sources and Sinks in Industrial Processes: Application in the Italian Dairy Sector


Abstract
:1. Introduction
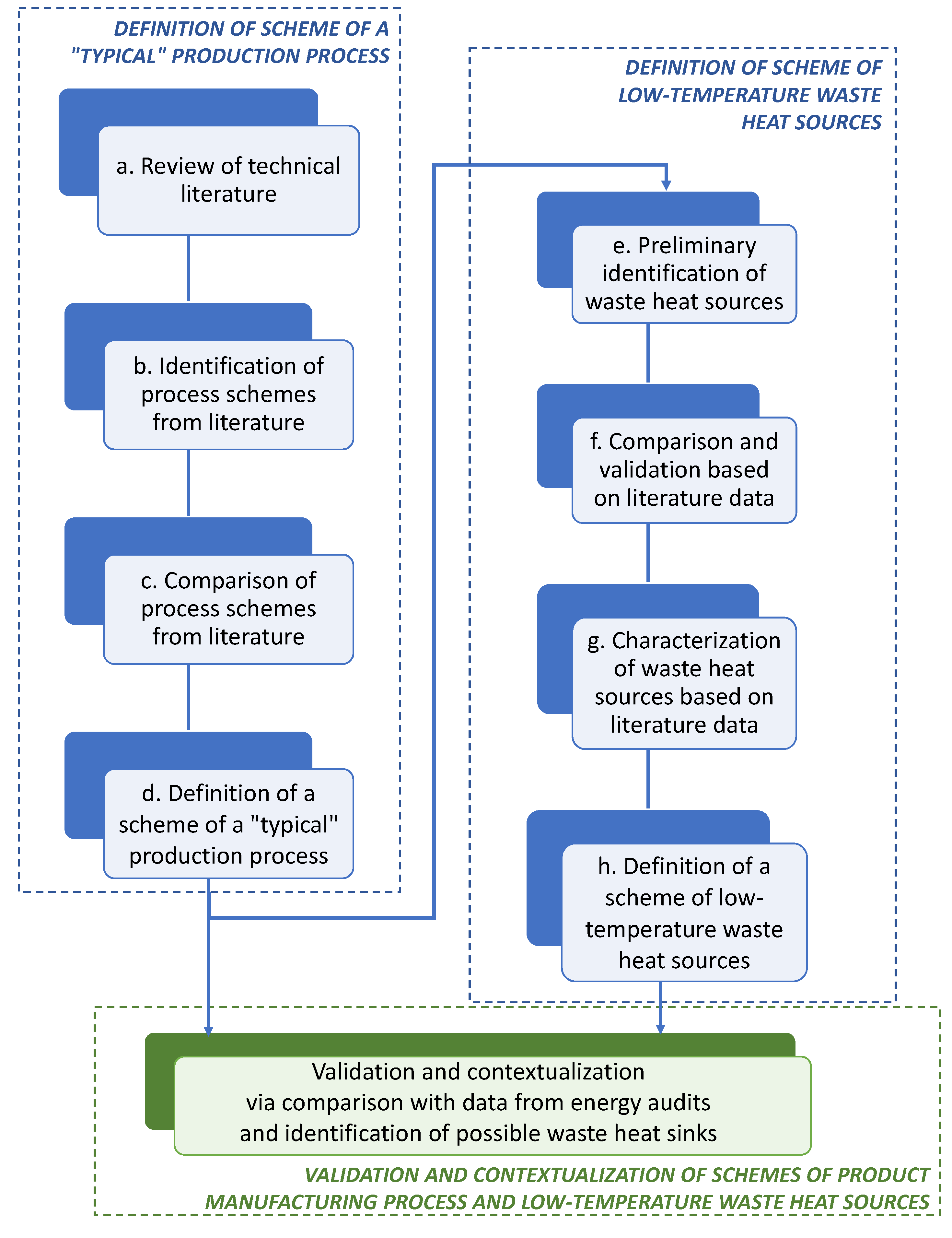
2. Methodology for the Identification and Characterization of Low-Temperature Waste Heat Sources within Industrial Processes
- (a)
- Review of the technical literature related to the industrial sectors
- (b)
- Identification of process schemes from literature
- (c)
- Comparison of process schemes from literature
- (d)
- Definition of a scheme of a “typical” production process
- the sequence of phases of a typical production unit, starting from the preparation of raw materials up to the manufacturing and finishing of the final product;
- the raw materials and the auxiliary services required (water, steam, compressed air, etc.);
- the phases generating low-grade waste heat.
- (e)
- Preliminary identification of waste heat sources
- (f)
- Comparison and verification based on literature data
- (g)
- Characterization of waste heat sources based on literature data
- (h)
- Definition of a scheme of low-temperature waste heat sources
Validation and Contextualization via Comparison with Data from Energy Audits and Identification of Possible Waste Heat Sinks
- validating, enriching and contextualizing at national level the schemes of product manufacturing process and waste heat sources generated as a byproduct;
- identifying possible waste heat acceptors other than those defined in technical literature.
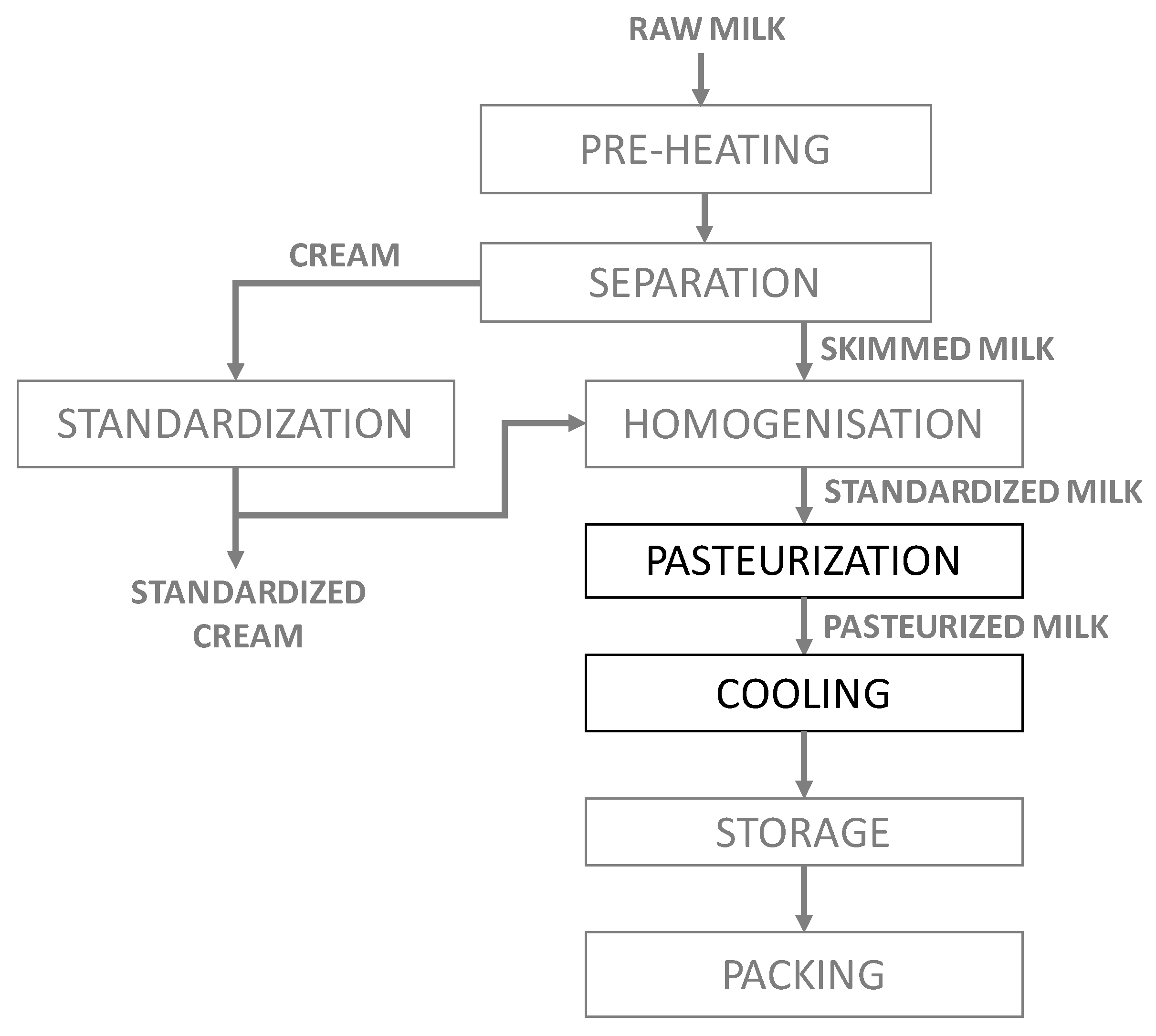
3. Application of the Methodology to the Case of Dairy Sector
- outlines the sequence of stages to convert raw milk into pasteurized milk;
- preliminarily identifies the main process phases responsible for low-temperature waste heat generation (indicated in black color in Figure 2), which include the phases of pasteurization and cooling of the pasteurized milk.
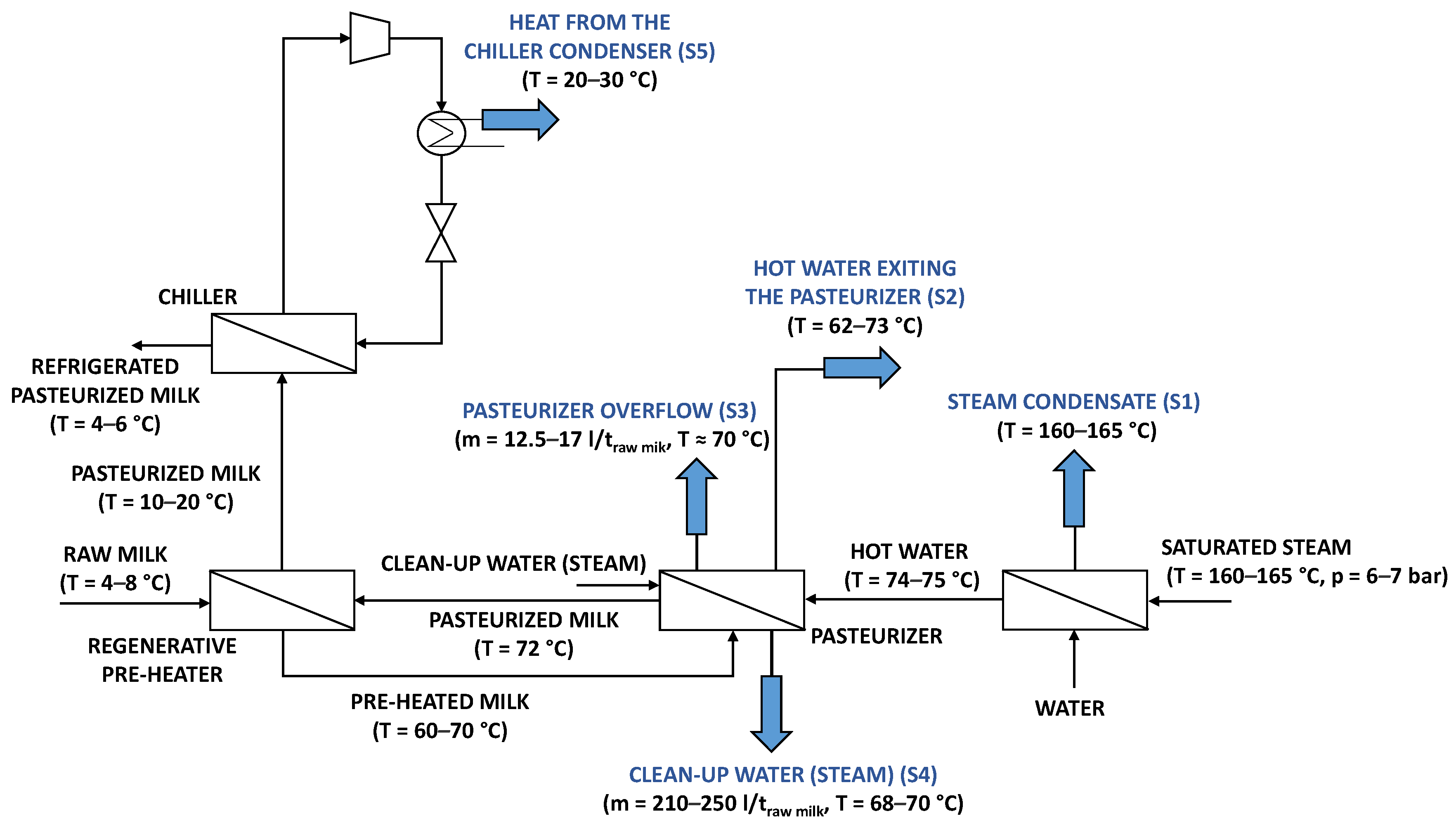
- S1: the condensate of steam required for process water heating;
- S2: the hot process water at the pasteurizer outlet;
- S3: the pasteurizer overflow;
- S4: the water (or steam) used for the cleaning and sanitizing of the pasteurizer.
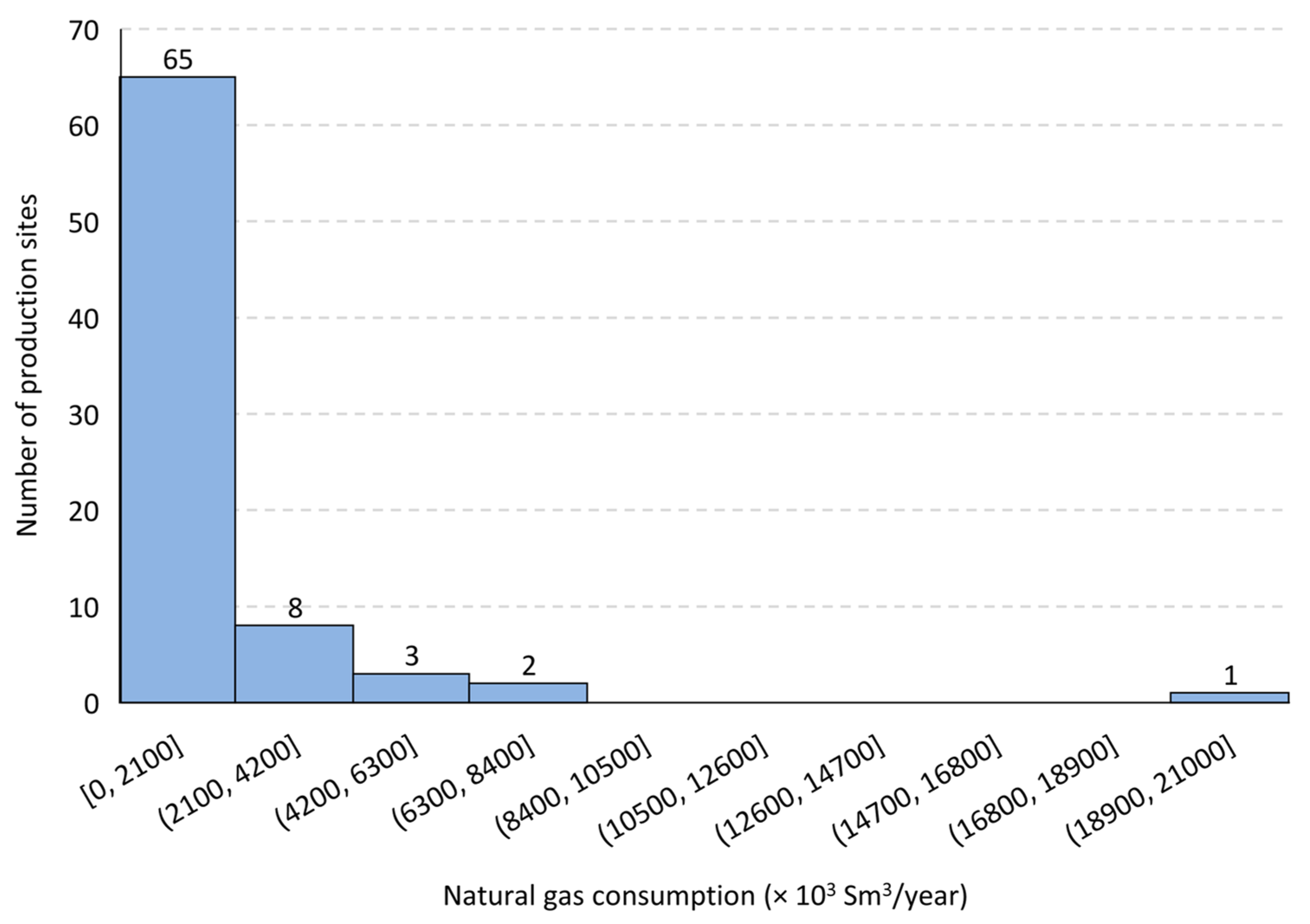
3.1. Analysis of the Energy Audits of the Italian Dairy Sector
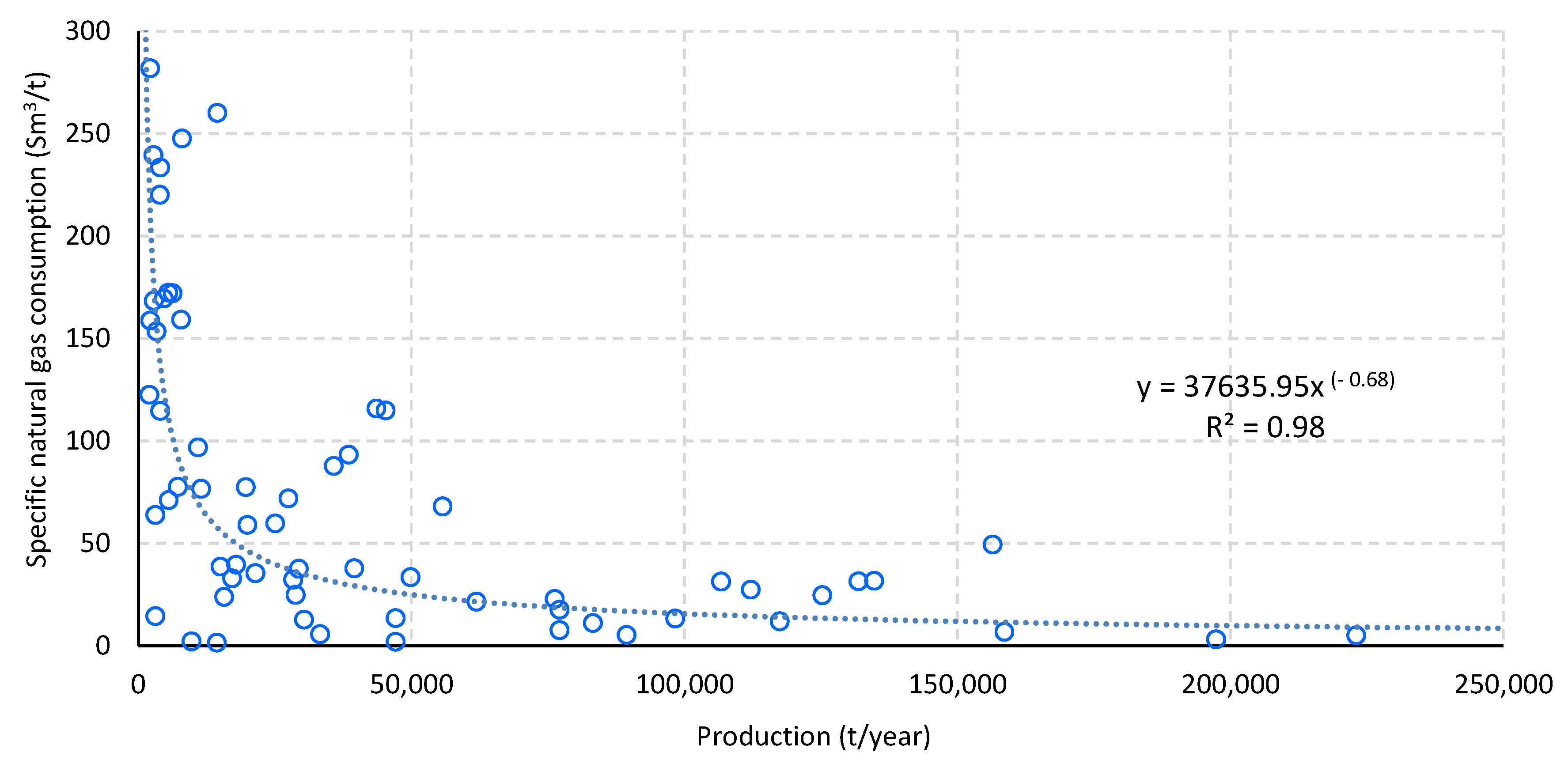
3.1.1. Overview of the Italian Dairy Sector
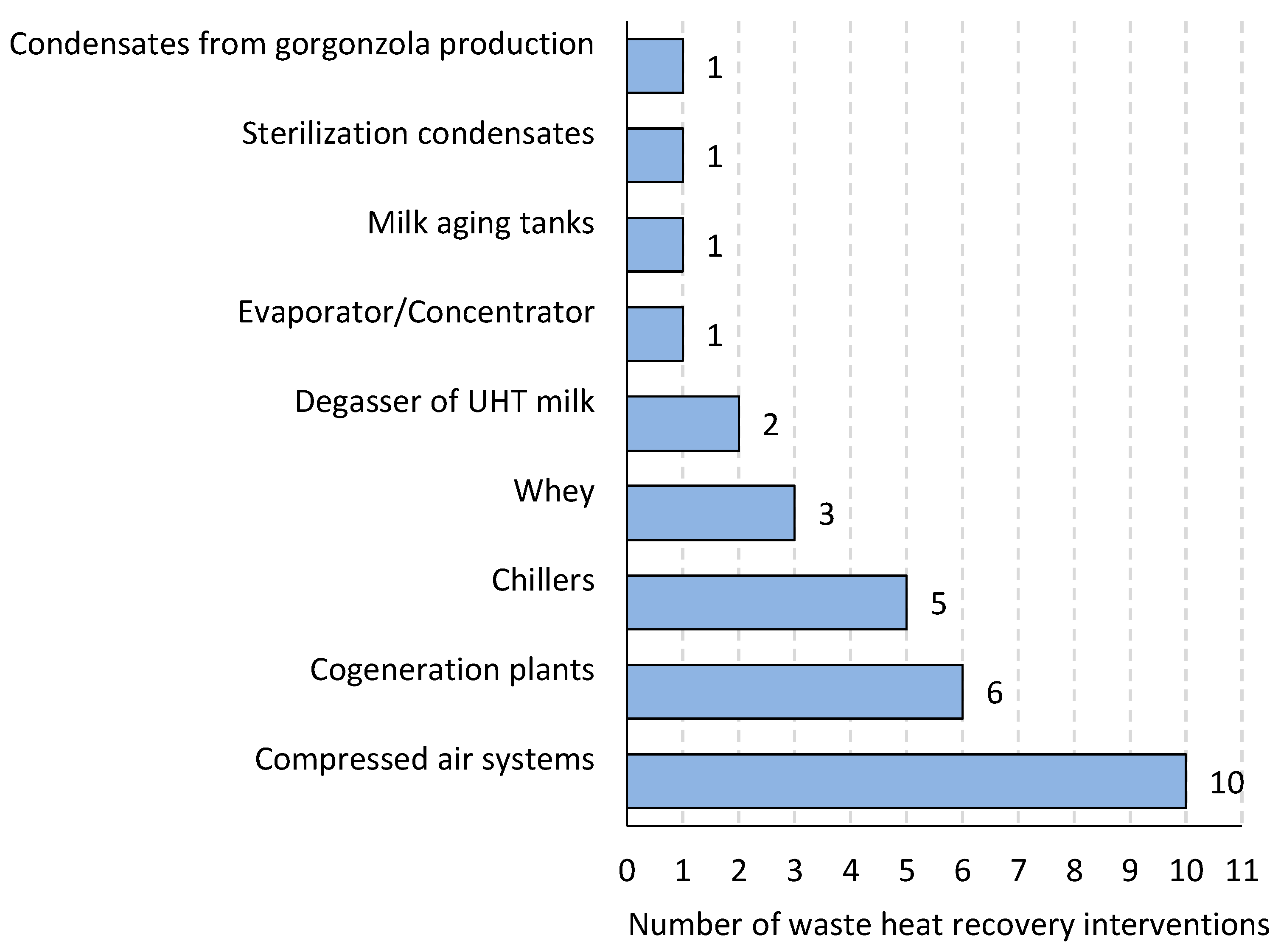
3.1.2. Waste Heat Recovery Interventions in the Italian Dairy Industry
3.2. Validation of the Schematic Diagram of Waste Heat Sources via Comparison with Data from Energy Audits
- the sequence of the production stages, starting from the receipt of raw materials up to the packing of the final product, including the maintenance of process equipment (sterilization and clean-in-place);
- the energy vectors used in the different production stages (steam, hot water, chilled water, etc.);
- the temperatures of raw materials, the intermediate and final products, depending on data availability.
- the process stages involved in product manufacturing, with the identification of phases generating low-temperature waste heat;
- the energy vectors used in each stage, with the indication of temperature levels, depending on data availability;
- the low-temperature waste heat streams for each process stage, in order from the highest to the lowest temperature.
- the condensates from the steam used to heat the water for milk pasteurization;
- the hot water exiting the pasteurizer (only without a closed loop circuit);
- the pasteurized milk;
- the pasteurizer overflow.
- a scheme of product manufacturing process and low-temperature waste heat sources;
- a scheme providing the thermodynamic characterization of waste heat streams and the identification of possible waste heat recovery technologies and waste heat acceptors.
4. Conclusions
- the modelization of waste heat sources fluctuation and intermittency in both mass or volume flow rate and temperature; such aspect has been rarely investigated in the technical literature, even though it is expected to affect to a certain extent the techno-economic performances of waste heat recovery technologies, depending on the frequency of parameters variations;
- the development of tools for the real-time optimization of waste heat recovery system performances;
- the full integration of the schemes of waste heat sources within the decision support tool under development, with aim to assist the user in the identification and characterization of available waste heat sources varying the type of industrial process investigated;
- the use of these schemes to support the knowledge dissemination and the networking among companies, with the aim to overcome technological barriers to the implementation of waste heat recovery systems.
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | |||||
|---|---|---|---|---|---|---|---|---|
| raw milk receiving | 10 | - | ||||||
| storage | 10 | - | ||||||
| pre-heating | 50 | hot water or UHT milk | steam condensate * | hot water ** | ||||
| separation | n/a | - | ||||||
| homogenization | n/a | - | ||||||
| standardization | n/a | - | ||||||
| cooling in storage tank | 4–5 | chilled water | chiller cooling medium | |||||
| 1st pre-heating | 27 | hot water or UHT milk | ||||||
| 2nd pre-heating | 35 | steam condensate | ||||||
| pasteurization | 85 | steam (T = 100 °C) | steam condensate | |||||
| sterilization | n/a | steam (T = 150 °C) | ||||||
| steam separation (via degasser) | 90 | - | steam condensate | sterilized milk | ||||
| homogenization | n/a | - | ||||||
| cooling | 26 | chilled water | chiller cooling medium | |||||
| storage | 26 | - | ||||||
| handling and packing | n/a | compressed air | compressor cooling medium | |||||
| clean-in-place | - | hot water (T = 95 °C) | steam condensate * | clean-up water | ||||
| Waste Heat Sources | Steam Condensate | Sterilized Milk | Compressor Cooling Medium | Hot Water | Clean-Up Water | Chiller Cooling Medium |
|---|---|---|---|---|---|---|
| Temperature (°C) | 100–150 (this study) | 90 (this study) | 80–95 [70] | 62–73 (this study) | - | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Heat recovery technology | Condensate recovery system | Heat exchanger | Heat exchanger/ air canalization | Heat exchanger | Heat exchanger | Desuperheater/ heat exchanger |
| Heat recovery opportunities | ||||||
| Boiler feedwater pre-heating | X (this study), [73] | X (this study) | X [71] | X [65] | ||
| Boiler make-up water pre-heating | X [70] | X [65] | ||||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | ||
| Direct use of steam condensate for clean-in-place | X [73] | |||||
| Domestic hot water production | X (this study), [70] | X [66] | ||||
| Flash steam production | X [73] | |||||
| Hot water production for air handling unit | X (this study) | |||||
| Process hot water production | X [74] | |||||
| Raw milk preheating | X (this study) | |||||
| Space heating | X (this study), [70] | X [65,66] | ||||
| Water source heat-pump for space heating | X [75] | X [66] |
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | |||||
|---|---|---|---|---|---|---|---|---|
| plant sterilization | - | steam (T = 125 °C) or hot water (T = 84 °C) | steam condensate * | hot water | ||||
| aging | 50 | - | ||||||
| pasteurization | 80–98 | hot water | steam condensate * | hot water ** | pasteurized cream | |||
| cooling | 2–5 | chilled water | chiller cooling medium | |||||
| storage in agitated tank | 5 | chilled water | chiller cooling medium | |||||
| handling and packing | n/a | compressed air | compressor cooling medium | |||||
| clean-in-place | - | hot water (T = 95 °C) | steam condensate * | clean-up water | ||||
| Waste Heat Sources | Steam Condensate | Compressor Cooling Medium | Hot Water | Pasteurized Cream | Clean-Up Water | Chiller Cooling Medium |
|---|---|---|---|---|---|---|
| Temperature (°C) | 123 [68], 100 [69], 140–150 [64] | 80–95 [70] | 62–73 (this study) | 80–98 (this study) | 68–70 [64], 65 [48], 65.6 [71] | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Heat recovery technology | Condensate recovery system | Heat exchanger/ air canalization | Heat exchanger | Heat exchanger | Heat exchanger | Desuperheater/ heat exchanger |
| Heat recovery opportunities | ||||||
| Boiler feedwater pre-heating | X [73] | X (this study) | X [71] | X [65] | ||
| Boiler make-up water pre-heating | X [70] | X [65] | ||||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | ||
| Direct use of steam condensate for clean-in-place | X [73] | |||||
| Domestic hot water production | X (this study), [70] | X [66] | ||||
| Flash steam production | X [73] | |||||
| Hot water production for air handling unit | X (this study) | |||||
| Process hot water production | X [74] | |||||
| Raw cream preheating | X (this study) | |||||
| Space heating | X (this study), [70] | X [65,66] | ||||
| Water source heat-pump for space heating | X [75] | X [66] |
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | ||||
|---|---|---|---|---|---|---|---|
| cream receiving and storage | 12 | - | |||||
| heating and skimming | 40 | hot water | hot water | ||||
| storage | 30 | - | |||||
| regeneration | 80 | steam | steam condensate | ||||
| 1st pasteurization | 80–85 | steam | steam condensate | ||||
| cooling | 6–8 | chilled water | chiller cooling medium | ||||
| 2nd pasteurization | 90–100 | steam | |||||
| steam separation (via degasser) | n/a | - | steam condensate | ||||
| starter culture inoculation and aging/crystallization | 9 | chilled water | chiller cooling medium | ||||
| churning | n/a | chilled water | chiller cooling medium | ||||
| handling and packing | n/a | compressed air | compressor cooling medium | ||||
| storage | 4 | chilled water | chiller cooling medium | ||||
| clean-in-place | - | hot water | steam condensate * | clean-upwater | |||
| Waste Heat Sources | Steam Condensate | Compressor Cooling Medium | Hot Water | Clean-Up Water | Chiller Cooling Medium |
|---|---|---|---|---|---|
| Temperature (°C) | 123 [68], 100 [69], 140–150 [64] | 80–95 [70] | 62–73 (this study) | 68–70 [64], 65 [48], 65.6 [71] | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Heat recovery technology | Condensate recovery system | Heat exchanger/ air canalization | Heat exchanger | Heat exchanger | Desuperheater/ heat exchanger |
| Heat recovery opportunities | |||||
| Boiler feedwater pre-heating | X [73] | X (this study) | X [71] | X [65] | |
| Boiler make-up water pre-heating | X [70] | X [65] | |||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | |
| Direct use of steam condensate for clean-in-place | X [73] | ||||
| Domestic hot water production | X (this study), [70] | X [66] | |||
| Flash steam production | X [73] | ||||
| Hot water production for air handling unit | X (this study) | ||||
| Process hot water production | X [74] | ||||
| Space heating | X (this study), [70] | X [65,66] | |||
| Water source heat-pump for space heating | X [75] | X [66] |
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| raw milk receiving | 4 | - | ||||||||
| filtration | n/a | - | ||||||||
| cooling and storage | n/a | chilled water | chiller cooling medium | |||||||
| pre-heating | 50–55 | hot water | steam condensate * | hot water ** | ||||||
| skimming | n/a | - | ||||||||
| bactofugation | n/a | - | ||||||||
| thermal treatment/ pasteurization | 55–72 | hot water | steam condensate * | hot water ** | pasteurized milk | pasteurizer overflow | ||||
| cooling and storage | 10–15 | chilled water | chiller cooling medium | |||||||
| whey starter and curd addition (in cheese kettle) | n/a | - | ||||||||
| cooking | 20–55 | steam | steam condensate | |||||||
| coagulation | n/a | - | ||||||||
| curd breaking andwhey separation | n/a | - | whey | |||||||
| shaping | n/a | - | ||||||||
| moulds turning | n/a | - | ||||||||
| resting (hot chamber) | 38 | steam | steam condensate | |||||||
| transfer to cold chamber | n/a | - | ||||||||
| salting | 10 | chilled water | chiller cooling medium | |||||||
| drying and ripening | n/a | steam | steam condensate | |||||||
| washing and surface treatment | n/a | - | ||||||||
| handling and packing | n/a | compressed air | compressor cooling medium | |||||||
| storage | n/a | - | ||||||||
| clean-in-place | - | hot water | steam condensate * | clean-up water | ||||||
| Waste Heat Sources | Steam Condensate | Compressor Cooling Medium | Hot Water | Pasteurized Milk | Pasteurizer Overflow | Clean-Up Water | Whey | Chiller Cooling Medium |
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 123 [68], 100 [69], 140–150 [64] | 80–95 [70] | 62–73 (this study) | 72 [64] | 70 [48], 71.1 [71] | 60 [48,71] | 38 [48,71] | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Flow rate (l/t of raw milk) | 150 [48], 136.3 [71] | N/A | N/A | N/A | 13 [48] 12.1 [71] | 250–545 [48] 227.1–492.1 [71] | 993 [48], 900 [71] | N/A |
| Heat recovery technology | Condensaterecovery system | Heat exchanger/ air canalization | Heat exchanger | Heat exchanger | Heat exchanger/ direct use | Heat exchanger | Heat exchanger | Desuperheater/heat exchanger |
| Heat recovery opportunities | ||||||||
| Boiler feedwater pre-heating | X [73] | X (this study) | X [71] | X [71] | X [71] | X [65] | ||
| Boiler make-up water pre-heating | X [70] | X [65] | ||||||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | ||||
| Direct use of steam condensate for clean-in-place | X [73] | |||||||
| Domestic hot water production | X (this study), [70] | X [66] | ||||||
| Flash steam production | X [73] | |||||||
| Hot water production for air handling unit | X (this study) | |||||||
| Process hot water production | X [74] | |||||||
| Raw milk preheating | X (this study), [76] | |||||||
| Space heating | X (this study), [70] | X [65,66] | ||||||
| Water source heat-pump for space heating | X [75] | X [66] |
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| raw milk receiving | n/a | - | ||||||||
| storage | 4–6 | chilled water | chiller cooling medium | |||||||
| milk powder addition | 4–6 | - | ||||||||
| pasteurization | 90 | hot water | Steam condensate * | hot water ** | pasteurized milk | pasteurizer overflow | ||||
| thermization *** | 50 | hot water | steam condensate * | hot water ** | ||||||
| storage *** | n/a | - | ||||||||
| thermal treatment *** | 93 | hot water | steam condensate * | hot water ** | pasteurized milk | pasteurizer overflow | ||||
| skimming | n/a | - | ||||||||
| homogenization | n/a | - | ||||||||
| concentration | 85 | steam | steam condensate | whey concentrate | ||||||
| 1st cooling | 30-41 | chilled water | chiller cooling medium | |||||||
| starter culture inoculation | n/a | - | ||||||||
| aging | 30–38 | - | ||||||||
| 2nd cooling | 27–30 | chilled water | chiller cooling medium | |||||||
| fruits addition | n/a | - | ||||||||
| handling and packing | n/a | compressed air | compressor cooling medium | |||||||
| storage | 5 | chilled water | chiller cooling medium | |||||||
| clean-in-place | - | hot water | steam condensate * | clean-up water | ||||||
| Waste Heat Sources | Steam Condensate | Compressor Cooling Medium | Hot Water | Pasteurized Milk | Pasteurizer Overflow | Whey Concentrate | Clean-Up Water | Chiller Cooling Medium |
|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 123 [68], 100 [69], 140–150 [64] | 80–95 [70] | 62–73 (this study) | 72 [64] | 70 [48], 71.1 [71] | 55–68 [77] | 68–70 [64], 65 [48], 65.6 [71] | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Heat recovery technology | Condensate recovery system | Heat exchanger/air canalization | Heat exchanger | Heat exchanger | Heat exchanger | Heat exchanger network | Heat exchanger | Desuperheater/ heat exchanger |
| Heat recovery opportunities | ||||||||
| Boiler feedwater pre-heating | X [73] | X (this study) | X [71] | X [71] | X [65] | |||
| Boiler make-up water pre-heating | X [70] | X [65] | ||||||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | ||||
| Direct use of steam condensate for clean-in-place | X [73] | |||||||
| Domestic hot water production | X (this study), [70] | X [66] | ||||||
| Flash steam production | X [73] | |||||||
| Hot water production for air handling unit | X (this study) | |||||||
| Process hot water production | X [74] | |||||||
| Raw milk preheating | X (this study), [76] | |||||||
| Space heating | X (this study), [70] | X [65,66] | ||||||
| Standardized milk pre-heating | X [77] | |||||||
| Water source heat-pump for space heating | X [75] | X [66] |
References
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee, the Committee of the Regions and the European Investment Bank Clean Energy for all Europeans COM/2016/0860 Final 2016. Available online: https://eur-lex.europa.eu/legal-content/en/TXT/?uri=CELEX:52016DC0860 (accessed on 5 October 2021).
- European Commission. Directive (Eu) 2018/2002 of the European Parliament and of the Council of 11 December 2018 (Amending Directive 2012/27/EU on Energy Efficiency) 2018. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv%3AOJ.L_.2018.328.01.0210.01.ENG (accessed on 5 October 2021).
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. “Fit for 55”: Delivering the EU’s 2030 Climate Target on the Way to Climate Neutrality 2021. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52021DC0550 (accessed on 5 October 2021).
- European Commission. Directive of the European Parliament and of the Council on Energy Efficiency (Recast) 2021. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52021PC0558 (accessed on 5 October 2021).
- Eurostat—Statistic Explained Energy Statistics—An Overview. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Energy_statistics_-_an_overview (accessed on 5 October 2021).
- European Environment Agency EEA Greenhouse Gases—Data Viewer—European Environment Agency. Available online: https://www.eea.europa.eu/data-and-maps/data/data-viewers/greenhouse-gases-viewer (accessed on 5 October 2021).
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Powering a Climate-Neutral Economy: An EU Strategy for Energy System Integration 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=COM:2020:299:FIN (accessed on 5 October 2021).
- Simeone, A.; Luo, Y.; Woolley, E.; Rahimifard, S.; Boër, C. A Decision Support System for Waste Heat Recovery in Manufacturing. CIRP Ann. 2016, 65, 21–24. [Google Scholar] [CrossRef] [Green Version]
- U.S. Department of Energy Waste Heat Recovery Systems. 14th Manufacturing-FocusedTechnology Assessment in Support of Chapter 6: Innovating Clean Energy Technologies in Advanced Manufacturing. Appendix to the 2015 Quadrennial Technology Review 2015. Available online: https://www.energy.gov/sites/default/files/2016/02/f30/QTR2015-6M-Waste-Heat-Recovery.pdf (accessed on 7 October 2021).
- Bianchi, G.; Panayiotou, G.P.; Aresti, L.; Kalogirou, S.A.; Florides, G.A.; Tsamos, K.; Tassou, S.A.; Christodoulides, P. Estimating the Waste Heat Recovery in the European Union Industry. Energ. Ecol. Environ. 2019, 4, 211–221. [Google Scholar] [CrossRef] [Green Version]
- Jouhara, H.; Khordehgah, N.; Almahmoud, S.; Delpech, B.; Chauhan, A.; Tassou, S.A. Waste Heat Recovery Technologies and Applications. Therm. Sci. Eng. Prog. 2018, 6, 268–289. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Wang, R.Z.; Yang, C. Perspectives for Low-Temperature Waste Heat Recovery. Energy 2019, 176, 1037–1043. [Google Scholar] [CrossRef]
- Brückner, S.; Liu, S.; Miró, L.; Radspieler, M.; Cabeza, L.F.; Lävemann, E. Industrial Waste Heat Recovery Technologies: An Economic Analysis of Heat Transformation Technologies. Appl. Energy 2015, 151, 157–167. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Fazli, M.; Morad, M.R. A Recent Review of Waste Heat Recovery by Organic Rankine Cycle. Appl. Therm. Eng. 2018, 143, 660–675. [Google Scholar] [CrossRef]
- Xia, L.; Liu, R.; Zeng, Y.; Zhou, P.; Liu, J.; Cao, X.; Xiang, S. A Review of Low-Temperature Heat Recovery Technologies for Industry Processes. Chin. J. Chem. Eng. 2019, 27, 2227–2237. [Google Scholar] [CrossRef]
- Loni, R.; Najafi, G.; Bellos, E.; Rajaee, F.; Said, Z.; Mazlan, M. A Review of Industrial Waste Heat Recovery System for Power Generation with Organic Rankine Cycle: Recent Challenges and Future Outlook. J. Clean. Prod. 2021, 287, 125070. [Google Scholar] [CrossRef]
- Champier, D. Thermoelectric Generators: A Review of Applications. Energy Convers. Manag. 2017, 140, 167–181. [Google Scholar] [CrossRef]
- Olabi, A.G.; Elsaid, K.; Sayed, E.T.; Mahmoud, M.S.; Wilberforce, T.; Hassiba, R.J.; Abdelkareem, M.A. Application of Nanofluids for Enhanced Waste Heat Recovery: A Review. Nano Energy 2021, 84, 105871. [Google Scholar] [CrossRef]
- Li, Y.; Xia, J.; Fang, H.; Su, Y.; Jiang, Y. Case Study on Industrial Surplus Heat of Steel Plants for District Heating in Northern China. Energy 2016, 102, 397–405. [Google Scholar] [CrossRef]
- Fang, H.; Xia, J.; Jiang, Y. Key Issues and Solutions in a District Heating System Using Low-Grade Industrial Waste Heat. Energy 2015, 86, 589–602. [Google Scholar] [CrossRef]
- Bonilla-Campos, I.; Nieto, N.; del Portillo-Valdes, L.; Egilegor, B.; Manzanedo, J.; Gaztañaga, H. Energy Efficiency Assessment: Process Modelling and Waste Heat Recovery Analysis. Energy Convers. Manag. 2019, 196, 1180–1192. [Google Scholar] [CrossRef]
- Nikolaisen, M.; Andresen, T. System Impact of Heat Exchanger Pressure Loss in ORCs for Smelter Off-Gas Waste Heat Recovery. Energy 2021, 215, 118956. [Google Scholar] [CrossRef]
- Peris, B.; Navarro-Esbrí, J.; Molés, F.; Mota-Babiloni, A. Experimental Study of an ORC (Organic Rankine Cycle) for Low Grade Waste Heat Recovery in a Ceramic Industry. Energy 2015, 85, 534–542. [Google Scholar] [CrossRef]
- Delpech, B.; Milani, M.; Montorsi, L.; Boscardin, D.; Chauhan, A.; Almahmoud, S.; Axcell, B.; Jouhara, H. Energy Efficiency Enhancement and Waste Heat Recovery in Industrial Processes by Means of the Heat Pipe Technology: Case of the Ceramic Industry. Energy 2018, 158, 656–665. [Google Scholar] [CrossRef]
- Jouhara, H.; Bertrand, D.; Axcell, B.; Montorsi, L.; Venturelli, M.; Almahmoud, S.; Milani, M.; Ahmad, L.; Chauhan, A. Investigation on a Full-Scale Heat Pipe Heat Exchanger in the Ceramics Industry for Waste Heat Recovery. Energy 2021, 223, 120037. [Google Scholar] [CrossRef]
- Brough, D.; Mezquita, A.; Ferrer, S.; Segarra, C.; Chauhan, A.; Almahmoud, S.; Khordehgah, N.; Ahmad, L.; Middleton, D.; Sewell, H.I.; et al. An Experimental Study and Computational Validation of Waste Heat Recovery from a Lab Scale Ceramic Kiln Using a Vertical Multi-Pass Heat Pipe Heat Exchanger. Energy 2020, 208, 118325. [Google Scholar] [CrossRef]
- Öhman, H. Implementation and Evaluation of a Low Temperature Waste Heat Recovery Power Cycle Using NH3 in an Organic Rankine Cycle. Energy 2012, 48, 227–232. [Google Scholar] [CrossRef] [Green Version]
- Savulescu, L.; Périn-Levasseur, Z.; Benali, M. Innovative Visualization Technique for Energy Flow Analysis: Waste Heat Recovery and Energy Savings Opportunities. Appl. Therm. Eng. 2013, 61, 143–148. [Google Scholar] [CrossRef]
- Fiaschi, D.; Manfrida, G.; Russo, L.; Talluri, L. Improvement of Waste Heat Recuperation on an Industrial Textile Dryer: Redesign of Heat Exchangers Network and Components. Energy Convers. Manag. 2017, 150, 924–940. [Google Scholar] [CrossRef]
- Rakib, M.I.; Saidur, R.; Mohamad, E.N.; Afifi, A.M. Waste-Heat Utilization—The Sustainable Technologies to Minimize Energy Consumption in Bangladesh Textile Sector. J. Clean. Prod. 2017, 142, 1867–1876. [Google Scholar] [CrossRef]
- Law, R.; Harvey, A.; Reay, D. A Knowledge-Based System for Low-Grade Waste Heat Recovery in the Process Industries. Appl. Therm. Eng. 2016, 94, 590–599. [Google Scholar] [CrossRef] [Green Version]
- Fiaschi, D.; Talluri, L. Assessment of the Thermoelectric Conversion Potential of Low-Temperature Waste Heat from Textile Dry-Cleaning Processes. E3S Web Conf. 2019, 113, 03019. [Google Scholar] [CrossRef] [Green Version]
- El Fil, B.; Garimella, S. Waste Heat Recovery in Commercial Gas-Fired Tumble Dryers. Energy 2021, 218, 119407. [Google Scholar] [CrossRef]
- Wu, H.; Jouhara, H.; Tassou, S.A.; Karayiannis, T.G. Modelling of Energy Flows in Potato Crisp Frying Processes. Appl. Energy 2012, 89, 81–88. [Google Scholar] [CrossRef]
- Aneke, M.; Agnew, B.; Underwood, C.; Menkiti, M. Thermodynamic Analysis of Alternative Refrigeration Cycles Driven from Waste Heat in a Food Processing Application. Int. J. Refrig. 2012, 35, 1349–1358. [Google Scholar] [CrossRef]
- Bellocchi, S.; Guizzi, G.L.; Manno, M.; Pentimalli, M.; Salvatori, M.; Zaccagnini, A. Adsorbent Materials for Low-Grade Waste Heat Recovery: Application to Industrial Pasta Drying Processes. Energy 2017, 140, 729–745. [Google Scholar] [CrossRef]
- Atkins, M.J.; Walmsley, M.R.W.; Neale, J.R. Integrating Heat Recovery from Milk Powder Spray Dryer Exhausts in the Dairy Industry. Appl. Therm. Eng. 2011, 31, 2101–2106. [Google Scholar] [CrossRef] [Green Version]
- Aneke, M.; Agnew, B.; Underwood, C.; Wu, H.; Masheiti, S. Power Generation from Waste Heat in a Food Processing Application. Appl. Therm. Eng. 2012, 36, 171–180. [Google Scholar] [CrossRef]
- Sapali, S.N.; Pise, S.M.; Pise, A.T.; Ghewade, D.V. Investigations of Waste Heat Recovery from Bulk Milk Cooler. Case Stud. Therm. Eng. 2014, 4, 136–143. [Google Scholar] [CrossRef] [Green Version]
- Pantaleo, A.M.; Fordham, J.; Oyewunmi, O.A.; De Palma, P.; Markides, C.N. Integrating Cogeneration and Intermittent Waste-Heat Recovery in Food Processing: Microturbines vs. ORC Systems in the Coffee Roasting Industry. Appl. Energy 2018, 225, 782–796. [Google Scholar] [CrossRef]
- Mumith, J.-A.; Makatsoris, C.; Karayiannis, T.G. Design of a Thermoacoustic Heat Engine for Low Temperature Waste Heat Recovery in Food Manufacturing: A Thermoacoustic Device for Heat Recovery. Appl. Therm. Eng. 2014, 65, 588–596. [Google Scholar] [CrossRef]
- Amón, R.; Maulhardt, M.; Wong, T.; Kazama, D.; Simmons, C.W. Waste Heat and Water Recovery Opportunities in California Tomato Paste Processing. Appl. Therm. Eng. 2015, 78, 525–532. [Google Scholar] [CrossRef]
- Dogbe, E.S.; Mandegari, M.; Görgens, J.F. Assessment of the Thermodynamic Performance Improvement of a Typical Sugar Mill through the Integration of Waste-Heat Recovery Technologies. Appl. Therm. Eng. 2019, 158, 113768. [Google Scholar] [CrossRef]
- Ling-Chin, J.; Bao, H.; Ma, Z.; Taylor, W.; Paul Roskilly, A. State-of-the-Art Technologies on Low-Grade Heat Recovery and Utilization in Industry. In Energy Conversion—Current Technologies and Future Trends; Al-Bahadly, I.H., Ed.; IntechOpen: London, UK, 2019; ISBN 978-1-78984-904-2. [Google Scholar]
- Thekdi, A.; Nimbalkar, S.U. Industrial Waste Heat Recovery—Potential Applications, Available Technologies and Crosscutting R&D Opportunities; 2015; Report number: ORNL/TM--2014/622, 1185778. Available online: http://www.osti.gov/servlets/purl/1185778/ (accessed on 8 October 2021).
- Wilfert, G.L.; Huber, H.B.; Dodge, R.E.; Garrett-Price, B.A.; Fassbender, L.L.; Griffin, E.A.; Brown, D.R.; Moore, N.L. Characterization of Industrial Process Waste Heat and Input Heat Streams; 1984; Report number: PNL-4912, 6834862. Available online: http://www.osti.gov/servlets/purl/6834862/ (accessed on 8 October 2021).
- Singh, R. Energy in Food Processing; Elsevier Science Publishing Company Inc.: Amsterdam, The Netherlands, 1986. [Google Scholar]
- Wang, L. Energy Efficiency and Management in Food Processing Facilities; CRC Press: Boca Raton, FL, USA, 2009; ISBN 978-1-4200-6338-7. [Google Scholar]
- National Dairy Council of Canada Guide to Energy Efficiency Opportunities in the Dairy Processing Industry 1997. Available online: https://p2infohouse.org/ref/19/18807.pdf (accessed on 8 October 2021).
- Focus on Energy Dairy Processing Industry. Energy Best Practice Guidebook. 2006. Available online: https://focusonenergy.com/sites/default/files/dairyprocess_guidebook.pdf (accessed on 8 October 2021).
- Woolley, E.; Luo, Y.; Simeone, A. Industrial Waste Heat Recovery: A Systematic Approach. Sustain. Energy Technol. Assess. 2018, 29, 50–59. [Google Scholar] [CrossRef]
- Glatzl, W.; Brunner, C.; Fluch, J. GREENFOODS—Energy Efficiency in the Food and Beverage Industry. ECEEE Summer Study Proceedings. 2015. Available online: https://www.eceee.org/library/conference_proceedings/eceee_Summer_Studies/2015/2-energy-efficiency-policies-8211-how-do-we-get-it-right/greenfoods-energy-efficiency-in-the-food-and-beverage-industry/ (accessed on 14 December 2021).
- Brunner, C.; Kulterer, K.; Fluch, J.; Glatzl, W. Greenfoods Branch Concept for Enhancing Energy Efficiency in the Food and Drink Industry. ECEEE Industrial Summer Study Proceedings. 2014. Available online: https://www.eceee.org/library/conference_proceedings/eceee_Industrial_Summer_Study/2014/2-sustainable-production-design-and-supply-chain-initiatives/greenfoods-branch-concept-for-enhancing-energy-efficiency-in-the-food-and-drink-industry/ (accessed on 14 December 2021).
- CE-HEAT Project Decision Support System (DSS). Available online: https://www.waste-heat.eu/waste-heat-toolbox/investment-decision-support/decision-support-system (accessed on 14 December 2021).
- Legislative Decree 4 July 2014, n°102. 2014. Available online: https://www.gazzettaufficiale.it/eli/id/2014/07/18/14G00113/sg (accessed on 28 October 2021).
- Cervo, H.; Ferrasse, J.-H.; Descales, B.; Van Eetvelde, G. Blueprint: A Methodology Facilitating Data Exchanges to Enhance the Detection of Industrial Symbiosis Opportunities—Application to a Refinery. Chem. Eng. Sci. 2020, 211, 115254. [Google Scholar] [CrossRef]
- Malinauskaite, J.; Jouhara, H.; Ahmad, L.; Milani, M.; Montorsi, L.; Venturelli, M. Energy Efficiency in Industry: EU and National Policies in Italy and the UK. Energy 2019, 172, 255–269. [Google Scholar] [CrossRef]
- Kluczek, A.; Olszewski, P. Energy Audits in Industrial Processes. J. Clean. Prod. 2017, 142, 3437–3453. [Google Scholar] [CrossRef]
- Legislative Decree 14 July 2020, n. 73. 2020. Available online: https://www.gazzettaufficiale.it/eli/id/2020/07/14/20G00093/sg (accessed on 28 October 2021).
- Ministero dello Sviluppo Economico. Clarifications Regarding Energy Audits in Fulfillment of Article 8 of the Legislative Decree n.102/2014. 2016. Available online: https://www.mise.gov.it/images/stories/documenti/CHIARIMENTI-DIAGNOSI-14-nov-2016.pdf (accessed on 28 October 2021).
- European Commission. Joint Research Centre. Best Available Techniques (BAT) Reference Document for the Food, Drink and Milk Industries: Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control); Publications Office: Luxembourg, 2019; Available online: https://data.europa.eu/doi/10.2760/243911 (accessed on 26 October 2021).
- Ramírez, C.A.; Patel, M.; Blok, K. From Fluid Milk to Milk Powder: Energy Use and Energy Efficiency in the European Dairy Industry. Energy 2006, 31, 1984–2004. [Google Scholar] [CrossRef] [Green Version]
- Modi, A.; Prajapat, R. Pasteurization Process Energy Optimization for a Milk Dairy Plant by Energy Audit Approach. Int. J. Sci. Technol. Res. 2014, 3, 181–188. [Google Scholar]
- Bylund, G. Dairy Processing Handbook; Tetra Pak Processing Systems AB: Lund, Sweden, 1995; Available online: https://dairyprocessinghandbook.tetrapak.com/ (accessed on 26 October 2021).
- Carbon Trust. Referigeration: A Guide to Energy and Carbon Saving Opportunities. 2019. Available online: https://www.carbontrust.com/resources/refrigeration-guide (accessed on 28 October 2021).
- Reis, C.; Nelson, E.; Armer, J.; Johnson, T.; Hirsch, A.; Doebber, I. Refrigeration Playbook. Heat Reclaim; Optimizing Heat Rejection and Refrigeration Heat Reclaim for Supermarket Energy Conservation; 2015; Report number: NREL/TP--5500-63786, 1215136. Available online: http://www.osti.gov/servlets/purl/1215136/ (accessed on 28 October 2021).
- Istituto Nazionale di Statistica (ISTAT) ATECO (Classification of Economic Activity) 2007. Available online: https://www.istat.it/en/archivio/17959 (accessed on 28 October 2021).
- Chaudhary, D.A.; Chaudhari, A.G. Performance Evaluation of a Plate Type (HTST) Milk Pasteurizer. Res. J. Anim. Husb. Dairy Sci. 2015, 6, 130–134. [Google Scholar] [CrossRef]
- Hoffman, P. Simplified Balance of Line for Milk Powder Production. Processing Lines of Food Industry. 2003. Available online: https://users.fs.cvut.cz/pavel.hoffman/ (accessed on 28 October 2021).
- Department of the Environment, Transport and the Regions. Heat Recovery from Air Compressors Heat Recovery from Air Compressors. Good Practice Guide N°238. 1998. Available online: https://www.thoriteinfo.co.uk/pdfs/good_practice_guide_238_heat_recovery_from_air_compressors.pdf (accessed on 27 October 2021).
- Foell, W.K.; Lund, D.; Mitchell, J.W.; Ray, D.; Stevenson, R.; TenWolde, A. Low-Temperature Waste Heat Recovery in the Food and Paper Industries; 1980. Available online: https://www.osti.gov/servlets/purl/6610811 (accessed on 2 November 2021).
- Prabhakar, P.K.; Srivastav, P.P.; Murari, K. Energy Consumption during Manufacturing of Different Dairy Products in a Commercial Dairy Plant: A Case Study. Asia J. Dairy Food Res. 2015, 34, 98. [Google Scholar] [CrossRef]
- SpiraxSarco. The Dairy Industry Steam and Condensate Systems. 2000. Available online: https://www.spiraxsarco.com/ (accessed on 27 October 2021).
- Quijera, J.A.; Alriols, M.G.; Labidi, J. Integration of a Solar Thermal System in a Dairy Process. Renew. Energy 2011, 36, 1843–1853. [Google Scholar] [CrossRef]
- Nagpal, H.; Spriet, J.; Murali, M.K.; McNabola, A. Heat Recovery from Wastewater—A Review of Available Resource. Water 2021, 13, 1274. [Google Scholar] [CrossRef]
- Brush, A.; Masanet, E.; Worrell, E. Energy Efficiency Improvement and Cost Saving Opportunities for the Dairy Processing Industry. An ENERGY STAR® Guide for Energy and Plant Managers. 2011. Available online: https://www.osti.gov/servlets/purl/1171534 (accessed on 28 October 2021).
- Atkins, M.J.; Walmsley, M.R.W.; Walmsley, T.; Fodor, Z.; Neale, J. Minimising Energy Use in Milk Powder Production Using Process Integration Techniques. Chem. Eng. Trans. 2012, 29, 1507–1512. [Google Scholar] [CrossRef]






| Unit of Measure of the Annual Production | ||||
|---|---|---|---|---|
| t/Year | (×103) kg/Year | (×103) L/Year | Pieces/Year | |
| Sample size | 45 | 24 | 8 | 2 |
| Min | 450.0 | 42.9 | 4807.0 | 54,393.0 |
| Lower quartile | 10,905.8 | 3267.6 | 10,530.9 | 57,459.8 |
| Median | 33,258.7 | 12,531.0 | 18,540.8 | 60,526.5 |
| Mean | 60,358.2 | 51,622.4 | 20,127.4 | 60,526.5 |
| Upper quartile | 83,254.7 | 42,084.5 | 27,483.1 | 63,593.3 |
| Max | 399,319.0 | 400,896.2 | 41,943.6 | 66,660.0 |
| Total | 2,716,118.3 | 1,238,938.4 | 161,019.3 | 121,053.0 |
| Unit Operations | Butter (2 *) | Cream (3 *) | Hard Cheese (3 *) | Pasteurized Milk (2 *) | Yoghurt (3 *) |
|---|---|---|---|---|---|
| plant sterilization | X | X | |||
| raw milk receiving | X | X | X | ||
| milk powder addition | X | ||||
| filtration | X | X | |||
| cooling and storage | X | X | |||
| pre-heating | X | X | |||
| cream separation/skimming | X | X | X *** | ||
| cream aging | X | ||||
| bactofugation | X | ||||
| homogeneization/1st homogenization | X | X *** | |||
| standardization | X | ||||
| cream receiving and storage | X | ||||
| heating and skimming | X | ||||
| regeneration | X | ||||
| cooling in storage tank | |||||
| 1st pre-heating | |||||
| 2nd pre-heating | |||||
| 1st pasteurization/pasteurization | X | X | X | X | X |
| sterilization | |||||
| thermization ** | X | ||||
| storage ** | X | ||||
| thermal treatment ** | X | ||||
| concentration | X | ||||
| cooling/1st cooling | X | X | X | X | X |
| whey starter and curd addition | X | ||||
| cooking | X | ||||
| coagulation | X | ||||
| curd breaking and whey separation | X | ||||
| shaping | X | ||||
| moulds turning | X | ||||
| resting (hot chamber) | X | ||||
| transport to cold chamber | X | ||||
| salting | X | ||||
| drying and ripening | X | ||||
| washing and surface treatment | X | ||||
| 2nd pasteurization | X | ||||
| steam separation (via degasser) | X | ||||
| 2nd homogenization | |||||
| starter culture inoculation and aging | X | X | |||
| 2nd cooling | X | ||||
| churning | X | ||||
| storage in agitated tank | X | ||||
| fruits addition | X | ||||
| handling and packing | X | X | X | X | X |
| storage | X | X | X | ||
| clean-in-place | X | X | X | X | X |
| Waste Heat Sources | Compressed Air Systems | Cogeneration Systems | Chillers | Sterilization Condensates | Degasser of UHT Milk | Evaporator/ Concentrator of Scotta | Aging Tanks | Condensates from the Production of Gorgonzola | Whey | |
|---|---|---|---|---|---|---|---|---|---|---|
| Waste Heat Uses | ||||||||||
| Milk preheating | - | - | - | - | 1 | - | - | - | 1 | |
| Reactivation of raw milk | - | - | - | - | - | - | - | - | 1 | |
| Whey heating during pasteurization | - | 1 | - | - | - | - | - | - | - | |
| Condensate recovery | - | - | - | 1 | - | - | - | 1 | - | |
| Preheating of water for clean-in-place | 1 | 3 | 2 | - | - | - | 1 | - | 1 | |
| Domestic hot water production/Space heating | 7 | - | - | - | - | - | - | - | - | |
| Heating of water of air handling unit (AHU) | 1 | - | - | - | - | - | - | - | - | |
| Preheating of water at the boiler inlet | 1 | - | 2 | - | 1 | - | - | - | - | |
| Air and fuel preheating | - | - | - | - | - | 1 | - | - | - | |
| Preheating of boiler make-up water | - | 1 | 1 | - | - | - | - | - | - | |
| Production of chilled water at 0 °C | - | 1 | - | - | - | - | - | - | - | |
| Waste Heat Sources | Compressed Air Systems | Cogeneration Systems | Chillers | Sterilization Condensates | Degasser of UHT Milk | Evaporator/ Concentrator of Scotta | Aging Tanks | Condensates from the Production of Gorgonzola | Whey | |
|---|---|---|---|---|---|---|---|---|---|---|
| Waste Heat Recovery Technologies | ||||||||||
| Heat exchanger | 6 | 4 | 5 | - | 2 | 1 | 1 | 1 | 2 | |
| Air canalizations | 1 | - | - | - | - | - | - | - | - | |
| Chimney with damper | 2 | - | - | - | - | - | - | - | - | |
| Heat exchanger combined with a hot water storage | 1 | 1 | - | - | - | - | - | - | 1 | |
| Absorption chiller | - | 1 | - | - | - | - | - | - | - | |
| Condensate recovery system | - | - | - | 1 | - | - | - | - | - | |
| Stage | Tp (°C) | Energy Vector | Waste Heat Sources | ||||||
|---|---|---|---|---|---|---|---|---|---|
| plant sterilization | - | steam (T = 125 °C) | steam condensate | ||||||
| raw milk receiving | 4–6 | - | |||||||
| filtration | n/a | - | |||||||
| cooling and storage | 5 | chilled water | chiller cooling medium | ||||||
| pre-heating | 30 | hot water or pasteurized milk | steam condensate * | hot water ** | |||||
| cream separation | n/a | - | |||||||
| homogeneization | n/a | - | |||||||
| standardization | n/a | - | |||||||
| pasteurization | 75–78 | hot water | steam condensate * | hot water ** | pasteurized milk | pasteurizer overflow | |||
| cooling in storage tank | 3–4 | chilled water | chiller cooling medium | ||||||
| cooling | 2 | chilled water | chiller cooling medium | ||||||
| handling and packing | n/a | compressed air | compressor cooling medium | ||||||
| clean-in-place | - | hot water (T = 95 °C) | steam condensate * | clean-up water | |||||
| Waste Heat Sources | Steam Condensate | Compressor Cooling Medium | Hot Water | Pasteurized Milk | Pasteurizer Overflow | Clean-Up Water | Chiller Cooling Medium |
|---|---|---|---|---|---|---|---|
| Temperature (°C) | 123 [68], 100 [69], 140–150 [64] | 80–95 [70] | 62–73 (this study) | 72 [64] | 70 [48], 71.1 [71] | 68–70 [64] 65 [48], 65.6 [71] | 50–60 (high-grade heat), 20–30 (low-grade heat) [65] |
| Flow rate (L/t of raw milk) | 14.7 [68], 26.5 [69], 37.3 [72], 33–42 [48], 30.3–37.8 [71] | N/A | N/A | N/A | 12.5–17 [48] 11.4–15.1 [71] | 163.3 [72], 210–250 [48] 189.3–227.1 [71] | N/A |
| Heat recovery technology | Condensate recovery system | Heat exchanger/ air canalization | Heat exchanger | Heat exchanger | Heat exchanger | Heat exchanger | Desuperheater/ heat exchanger |
| Heat recovery opportunities | |||||||
| Boiler feedwater pre-heating | X [73] | X (this study) | X [71] | X [71] | X [65] | ||
| Boiler make-up water pre-heating | X [70] | X [65] | |||||
| Clean-up water pre-heating | X (this study) | X [74] | X [75] | X [65,66] | |||
| Direct use of steam condensate for clean-in-place | X [73] | ||||||
| Domestic hot water production | X (this study), [70] | X [66] | |||||
| Flash steam production | X [73] | ||||||
| Hot water production for air handling unit | X (this study) | ||||||
| Process hot water production | X [74] | ||||||
| Raw milk preheating | X (this study), [76] | ||||||
| Space heating | X (this study), [70] | X [65,66] | |||||
| Water source heat-pump for space heating | X [75] | X [66] |
| Case 1 | Case 2 | |
|---|---|---|
| Waste heat source | Milk coming out of the aging tank | Cooling medium of compressed air system |
| TWHS,in (°C) | 90 | 90 |
| TWHS,out (°C) | 40 | 27 |
| Waste heat recovery technology | Heat exchanger | Heat exchanger combined with a storage tank |
| Waste heat recovered * (%) | ≈60 | ≈80 |
| Waste heat sink | Cleaning water | Cleaning water/ water of air handling unit (AHU) |
| Natural gas saving (Sm3/year) | 60,300 | 23,517 |
| Investment cost ** (€) | 17,085 | 25,125 |
| Pay-back time ** (years) | 1.11 | 3.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giordano, L.; Benedetti, M. A Methodology for the Identification and Characterization of Low-Temperature Waste Heat Sources and Sinks in Industrial Processes: Application in the Italian Dairy Sector. Energies 2022, 15, 155. https://0-doi-org.brum.beds.ac.uk/10.3390/en15010155
Giordano L, Benedetti M. A Methodology for the Identification and Characterization of Low-Temperature Waste Heat Sources and Sinks in Industrial Processes: Application in the Italian Dairy Sector. Energies. 2022; 15(1):155. https://0-doi-org.brum.beds.ac.uk/10.3390/en15010155
Chicago/Turabian StyleGiordano, Lorena, and Miriam Benedetti. 2022. "A Methodology for the Identification and Characterization of Low-Temperature Waste Heat Sources and Sinks in Industrial Processes: Application in the Italian Dairy Sector" Energies 15, no. 1: 155. https://0-doi-org.brum.beds.ac.uk/10.3390/en15010155