
Biodiesel Produced from Propanol and Longer Chain Alcohols—Synthesis and Properties


Faculty of Chemical Engineering and Technology, University of Zagreb, Marulićev trg 19, HR-10000 Zagreb, Croatia
*
Author to whom correspondence should be addressed.
Energies 2022, 15(14), 4996; https://0-doi-org.brum.beds.ac.uk/10.3390/en15144996
Submission received: 29 May 2022
/
Revised: 27 June 2022
/
Accepted: 4 July 2022
/
Published: 8 July 2022
(This article belongs to the Special Issue Research Trends and Challenges in the Field of Biodiesel and Biofuels)
Abstract
:Biodiesel has established itself as a renewable fuel that is used in transportation worldwide and is partially or in some cases completely replacing conventional fuels. Chemically, biodiesel is a fatty acid monoalkyl ester (FAAE). Generally, the term biodiesel refers to the fatty acid methyl or ethyl esters (FAME or FAEE). Herein, an overview of the research on the synthesis of FAAE in which the alkyl moiety is a C3+ alkyl chain (branched/unbranched) is given. In addition, a comparison of the properties of the aforementioned FAAE with each other, with FAME and FAEE, and with fuel standards is given. The length of the alkyl chain has a major influence on viscosity, while pour point temperatures are generally lower when branched alcohols are used, but the fatty acid part of the molecule also has a major influence. The development of new pathways for the synthesis of higher alcohols from biomass opens a future perspective for the production of long chain FAAE as biofuels, fuel additives, or biolubricants. Due to their properties, FAAEs produced from C3–C5 alcohols have the potential to be used as fuels, while all C3+ FAAEs can be used as valuable bioadditives, and C8+ FAAEs can be used as biolubricants and viscosity improvers.
1. Introduction
Biodiesel production has been studied for decades as a sustainable alternative to fossil fuels to reduce greenhouse gas emissions, with biodiesel primarily defined as fatty acid methyl and ethyl esters (FAME and FAEE). Research on biodiesel production has focused on a more economical and sustainable production process, achieved mainly through the choice of triglyceride feedstocks. Biodiesel can be classified into four generations, distinguished by the type of triglyceride feedstock. Each successive generation has been introduced in response to the limitations of the previous generation, mainly related to their overall sustainability and environmental impact. The first generation of biodiesel is produced from edible oils using a simple production process but is at odds with food production due to land consumption and an increase in food prices. The most commonly used natural triglyceride sources for biodiesel production still belong to the first generation, i.e., edible oils such as soybean, canola, sunflower, coconut, and palm oil [1]. The impact on food prices has been solved in the second generation, in which biodiesel is produced from non-edible oils, with the oil from jatropha seeds being the most popular [1], while the third generation mitigates the problem of land consumption by using waste oils and fats or oils produced from algae as feedstock. Research on the fourth-generation biodiesel is still in the early stages. The fourth generation uses genetic engineering to develop improved organisms (algae, microorganisms, etc.) that could play a critical role in the future of biodiesel production. These improvements may include the use of metabolic engineering to enhance the organisms to achieve higher lipid and energy content, thereby increasing CO2 absorption during production compared to the previous generations’ biodiesels [2].
According to the U. S. Energy Information Administration, as of February 2022, the operational production capacity of bioethanol was 414.83 million barrels per year, while for biodiesel it was 53.14 million barrels per year [3]. Some datasets, such as those from Statista [4], reported that global biofuel production increased steadily until 2019, peaking at 653.35 million barrels of oil equivalent per year that year. Due to the COVID-19 crisis, global biofuel production began to decline in 2020 to 612.11 million barrels of oil equivalent per year. Statista also stated [5] that biofuel production in the European Union decreased by 4.9 million barrels of oil equivalent in 2020 compared to the previous year and amounted to a value of 107.86 million barrels of oil. Statista’s reports also state [6] that Indonesian exports of biodiesel to other countries, such as the EU nations, China, and South Korea, peaked at 12.21 million barrels in 2013 and have since declined to 0.25 million barrels in 2020, with the later negative influence of COVID-19 pandemic. On the contrary, the reports of the same database [7] suggest that Brazilian biodiesel production increased 9% to 40.44 million barrels in 2020. In the case of Argentina, Statista [8] reports a maximum biodiesel production in 2017 of 20.51 million barrels, followed by a continuous decrease until 2020 to 8.29 million barrels. Recently, the Organisation for Economic Cooperation and Development (OECD) reported that the largest biodiesel producers in the world are the European Union, the United States of America, Brazil, Indonesia, and Argentina [9].
Nowadays, the most commonly used processes for the production of biodiesel are still the classical transesterification reactions using chemical (alkaline or acidic) or enzymatic catalysts [10]. According to current research, the most commonly used alkaline catalysts are potassium hydroxide [11] and sodium hydroxide [12], while the most commonly used acid catalyst in both esterification and transesterification is sulphuric acid [13]. Due to their lower price, chemical catalysts are still the most widely used, but recent research (described in the following chapters) has focused on enzymes [14]. Pricewise, the enzymatic reactions face many challenges, so the new non-enzymatic catalyst solutions are entering the market. Gebremariam et al. [15] even suggested the use of waste shells, e.g., eggs [16], coconuts [17], scallops [18], or crustaceans [19] as possible cheap catalyst alternatives.
There are numerous studies presented in review papers on the influence of the triglyceride feedstock [20] on the production process [21] and the properties [22] of the resulting biodiesel, but fewer studies on the influence of the specific alcohol used for production. Most research focuses on methanol and ethanol. However, changing the alcohol changes the properties of the FAAE as well, which can improve their application properties as fuel or affect their use. In addition, new routes for the synthesis of higher alcohols from biomass have been developed, opening the possibility of completely removing FAAE from higher alcohols. For example, Schubert [23] studied how to produce the alcohols propanol, butanol, and their isomers from biomass, mentioning the isopropanol-butanol-ethanol (IBE) fermentation process. In this process of direct fermentation, isopropanol, butanol, and ethanol are the products of metabolic reactions of hexoses and pentoses by the bacteria C. beijerinckii. Although it is very similar to the acetone-butanol-ethanol production pathway, isopropanol dehydrogenase is used here to reduce the acetone obtained to isopropanol.
The aim of this review paper is to present the current findings on the use of higher alcohols (with a longer alkyl chain than methanol and ethanol) to produce FAAE. This includes the challenges in the synthesis of FAAE as well as their properties and a look at current applications and future prospects.
2. Fatty Acid Propyl Esters
Fatty acid propyl esters (FAPRE) are most commonly investigated as biofuel (biodiesel), either alone or in binary [24,25] or trinary blends [25] with mineral diesel used as fuel in diesel engines. When the propanol isomer (isopropanol) is used for their synthesis, a lot of research papers show that they also have a positive effect on the low-temperature properties of the biodiesel derived from different sources such as palm oil [26], soybean oil [27], or tallow [28,29].
Other potential applications can be found in the food industry, for example, propyl octanoats have a gin-like flavour and are used as food additives [30].
Over the years, the production of FAPRE has had many similarities to that of commercially available FAME or FAEE. From the chemical transesterification of vegetable oils (jojoba oil and sunflower oil) in the presence of alkaline catalysts (KOH [25], potassium methoxide [31]) to the alcoholysis of sunflower oil using immobilized lipase [32,33], and the application of supercritical 1-propanol in FAPRE production [34], researchers have seen a comparable potential in the application of propanol isomers in the fuel industry to the most commonly used alcohols methanol and ethanol.
Natadiputri et al. [35] performed a series of one-step transesterifications with methanol-stable lipase to convert olive and menhaden oil to FAPRE, among others, depending on the alcohol used. They concluded that concentrations of 1-propanol, which was used in a 3:1 molar ratio to the oil, affected the catalytic activity of the lipase.
Another study, presented by Sustere et al. [36], discussed the advantages of the interesterification reaction of rapeseed oil with propyl and isopropyl acetate over classical transesterification. An advantage of this production process is the formation of triacetin, a desirable fuel additive, as a by-product that did not need to be removed from the reaction mixture, unlike glycerol, and the fact that the biodiesel obtained in this way weighed more than the mass of oil used for its production. The results showed that inter-esterification yielded 87% and 88% of fatty acid propyl and isopropyl esters, respectively.
Fatty acid isopropyl esters were attractive to researchers even twenty years ago due to the poor low-temperature properties of FAME. To address this issue, Wang et al. [37] used isopropanol to convert triglycerides from soybean oil and yellow grease to biodiesel via transesterification, in the presence of sodium or potassium isopropoxide as a catalyst. The results showed that the optimal reaction conditions were an alcohol to triglyceride ratio of 20:1 and a mass fraction of a sodium metal of 1% of the mass of the triglycerides. Additionally, the researchers were aware of the high content of free fatty acids (FFA) in yellow grease, so they reduced it to less than 1% by acid-catalysed esterification with methanol.
Concerning the application of FAPRE as a fuel in diesel engines, it is important to discuss its application properties and compare them with those of commercially available biodiesel (FAME and/or FAEE) and diesel fuel standards. In their research, Gotovuša et al. [25] investigated various application properties after synthesizing and purifying FAPRE and showed that FAPRE itself possessed a higher density (879.9 kg/m3) and viscosity (5.705 mm2/s) than the maximum requirements of the standard EN 590 [38] (845 kg/m3 and 4.5 mm2/s, respectively). The addition of FAPRE to mineral diesel in the amount of up to 10 vol% resulted in a slight increase in the blends’ densities (up to 0.36%) and viscosities (up to 4.39%). Compared to FAME [39], with a density of 884 kg/m3 and viscosity of 4.03 mm2/s, it can be observed that the density of FAPRE is lower, but not too far from the density of FAME. On the other hand, there is a significant difference between the viscosity values of these two biodiesels. Other application properties that were analysed were the cold filter plugging point (CFPP) and lubricity. The CFPP of this FAPRE was −6 °C, while all the prepared binary blends up to 10 vol% with mineral diesel had the same CFPP as diesel. The results for the lubricating properties of FAPRE and its blends showed that FAPRE had the best lubricity (the lowest wear scar diameter) of all three components, 180 μm, and that it improved the lubricity of both non-additivated (571 μm) and additivated (380 μm) mineral diesel when added. The latter proved the components of the blends and the lubricity additives present did not exhibit antagonistic effects with each other. For comparison, Li et al. [40] measured the wear scar diameter of a FAME synthesized from various feedstocks, e.g., sunflower oil, and obtained almost the same value of 181 μm.
In a study conducted by Levine et al. [41], the heat of the combustion of methyl, propyl, and isopropyl esters was analysed to possibly correlate the chain length, presence of structural branching, or several unsaturated bonds with the gross heat of combustion (Hc) value. With the aim of finding a suitable renewable alternative to the existing kerosene-type fuel, they investigated biodiesel with different chain lengths. They concluded that as the chain length increases, the combustible fraction increases, resulting in a higher gross heat of combustion for longer chain biodiesels compared to the shorter chain ones. This is consistent with the fact that the cetane number also increases in a similar manner, which was demonstrated in a paper by Klopfenstein [42].
Hellier et al. [43] investigated how the molecular structure in the alcohol moiety of fatty acid alkyl esters (FAAE) affects the combustion and emissions in a diesel engine. They compared a series of 18 non-oxygenated acyclic hydrocarbons with the number of FAAE obtained, e.g., methyl, propyl, and isopropyl, i.e., their behaviour in the diesel engine. The results showed that chain length or structural branching did not have a noticeable influence on ignition delay; therefore, they concluded that commercial FAME can be easily replaced by biodiesel made from propanol or isopropanol. In terms of NOx emissions, the tests showed that chain length generally reduces emissions of these gases.
FAPRE represent a biodiesel fuel derived from a longer-chain alcohol and therefore have better application properties, such as a higher cetane number, than FAME or FAEE. In addition, the branched propanol isomer used in the synthesis can potentially reduce the need for low-temperature additives, again improving the initial fuel properties. As the chain length of the alcohol moiety in FAAE increases, other fuel properties, such as the heat of combustion or NOx emissions, improved as well. In addition, biopropanol can be obtained through fermentation processes, consequently making biodiesel FAPRE a promising biofuel solution and alternative to the shorter-chain ones.
3. Fatty Acid Butyl Esters
In recent years, the investigation of FAAE as biofuels has gradually shifted to the intensification of conventional biodiesel synthesis by various continuous processes. In addition, longer-chain alcohols have remained a hot commodity due to their ability to improve the final biofuel properties, e.g., the cetane number [44]. Moreover, butanol isomers in particular have proven to be one of the most suitable alcohols for biodiesel synthesis as they are more miscible with nonpolar triglyceride sources, which increases their mass transfer, while higher boiling points allow the reaction to be carried out at higher temperatures and increase the reaction rates [45]. However, this means that more energy is required for the subsequent separation of butanol from the reaction mixture. In addition, there are studies [46] showing how fatty acid isobutyl esters can be epoxidized to produce bio-based plasticizers.
In the past, most of the fatty acid butyl esters (FABE) that were produced were synthesized from edible oils, e.g., soybean oil [47], but nowadays more emphasis is placed on the use of nonedible oils from which second generation biofuels could be obtained. Kumar et al. [45] optimized the pre-treatment and production steps to obtain FABE from non-edible mahua oil. Since the raw feedstock consisted of 19.8% FFA, a pre-treatment step, i.e., esterification, was necessary to reduce the content of FFA. The optimization resulted in an ideal molar ratio of reactants (butanol to mahua oil) of 6:1 with 2 wt% H2SO4, which was used in the first esterification step and was able to reduce the content of FFA to 1.1% within 60 min. In the second transesterification step, which was chemically catalysed in the presence of 1.5 wt% KOH, the optimal reaction conditions were a temperature of 80 °C and a time of 90 min, resulting in a biodiesel yield of 94.8%.
The study by Ilmi et al. [48] was conducted through transesterification of sunflower oil and 1-butanol in the presence of a homogeneous Rhizomucor mieher lipase as a catalyst. The process equipment included a cascade of a stirred tank reactor connected to a continuous centrifugal contactor separator to ensure the separation between the phases, i.e., the enzyme-containing water phase, and the organic phase consisting of triglycerides, hexane and 1-butanol. After 8 h, the researchers were able to convert 92% of the starting material into FABE. Afterward, they were faced with a lack of enzyme activity due to the presence of 1-butanol, which inhibited further reactions. Experimental models allowed them to correlate higher FABE yields with higher enzyme concentrations. This recent study was particularly noteworthy because it involved the use of free enzymes, which are cheaper than the immobilized ones, while the reactions were carried out in a biphasic system in which fewer FFA were formed, hydrolysis was reduced, and the mass transfer limitations were inferior. The biphasic system allowed the free enzymes to be recycled due to their better solubility in the water phase and thus easier separation from the organic product. The presence of water also contributed to the increase in enzyme activity and exceeded the equilibrium limits that could have resulted in lower biodiesel conversions.
Nelson et al. [49] investigated lipase-catalysed biodiesel production from various feedstocks (soybean oil, rapeseed oil, olive oil, and tallow) and primary or secondary alcohols. Various lipases served as catalysts, e.g., Mucor miehei, Candida antarctica, Pseudomonas cepacia, Rhizopus delemar, and Geotrichum candidum, the first three of which were used in the experiments with tallow and 2-butanol. The highest conversion of 96.4% was obtained when Candida antarctica was used as a catalyst and no additional solvent, i.e., the hexane that was applied in the other cases. The reaction conditions were 45 °C, for 16 h, with a stirring speed of 200 rpm.
The synthesis of fatty acid esters from tert-butanol was studied by Likozar et al. [50]. In this work, the authors synthesized biodiesel from different renewable sources, e.g., canola oil, palm oil, peanut oil, soybean oil or sunflower oil, alongside an alcohol, e.g., methanol, ethanol, isopropanol, 1-butanol or tert-butanol. Fatty acid tert-butyl esters were obtained at a temperature of 50 °C from canola oil and tert-butanol in the presence of 0.8 wt% KOH as catalyst; the molar ratio of alcohol to oil was 6:1. The conversion obtained was 99.9%.
Since isobutanol is one of the components derived from fusel oil, its use in biodiesel synthesis will be discussed in more detail in the following chapter, along with the synthesis of fatty acid isoamyl esters. However, there are some data available in the paper by Silva et al. [51], where fatty acid isobutyl esters were synthesized through the esterification and transesterification of macauba oil in the presence of sodium methoxide as catalyst. Prior to the transesterification, isobutyl esters were prepared using acid oil of Macauba (AOM) and alcohol isobutanol after 20 min in the presence of 1% sulphuric acid. This biodiesel was then synthesized using a molar ratio of isobutanol to oil of 6:1 and a mass fraction of sodium methoxide of 1% after a period of 3 h. The 1H-NMR analysis determined a high ester content of 81.0%.
Hellier et al. [52] investigated how the composition of the biodiesel affects the emissions (NOx and particulate matter) and compression ignition combustion characteristics. They focused on ignition delay and concluded that, in general, the longer the alkyl chain and the fewer the unsaturated bonds, the shorter the ignition delay. The increase in chain length also led to an increase in particulate matter emissions, which correlates with the physical properties of the biodiesel (the viscosity and boiling point). Regarding the alcohol moiety in the FABE, the correlation between the cetane number and the alcohol chain length was discussed. It was found that this biodiesel has a higher cetane number than biodiesel obtained from lower alcohols, i.e., methanol, ethanol, and propanol. However, no linear trend was observed in this correlation. Furthermore, some of Hellier’s earlier studies found that the butanol isomers with the most branched structure, tert-butanol, yielded fatty acid esters that were the only ones to show a noticeable increase in the duration of the ignition delay. No other butanol isomer or lower alcohol gave similar results in the combustion of the corresponding FAAE. Additionally, the results of particulate emission measurements showed that the combustion of FABE in a diesel engine produced the highest amount of particulate matter, i.e., about 1.3 × 10−4 and 3.5 × 10−4 μg/cc at a constant injection and constant ignition of saturated C18 FABE, respectively.
The interest in finding a link between the composition of biodiesel and its properties and emission characteristics dates back to the 20th century. A group of scientists led by Wagner [53] investigated how the properties of soybean biodiesels depend on the alcohols used for their synthesis. Specifically, they focused on the methyl, ethyl, and butyl esters and their application characteristics. Compared to FAME, whose viscosity, cetane number, and gross heating value were 4.08 mm2/s, 46.2, and 39.8 MJ/kg, respectively, FABE had higher values for all three properties, i.e., 5.24 mm2/s, 51.7, and 40.7 MJ/kg. As the chain length of the alcohol increased, the values of all the above properties increased as well. Some low-temperature properties of FAME and FABE were measured and compared too, such as the cloud point and pour point. In the case of FAME, they were 2 and −1 °C, while in the case of FABE they were lower, −3 and −7 °C, respectively. In other words, there was a negative trend for these two cold-flow properties, i.e., an improvement of low-temperature properties, as the number of carbon atoms in the alkyl part of the biodiesels increased. In terms of NOx emissions, the authors concluded that FABE produced lower levels of these compounds than FAME.
FABE are considered to be an extremely promising form of biodiesel due to their improved application properties (e.g., density and higher miscibility with fatty feedstocks), which are a consequence of their longer chain lengths compared to FAME or FAEE, as well as lower NOx emissions. In addition, the fact that biobutanol can be obtained from fermentation processes further contributes to the overall sustainability of FABE production.
4. Fatty Acid Pentyl Esters
Fatty acid pentyl esters (FAPE) can be used as a renewable source of energy (biodiesel) [54] or as lubricating bioadditives [55]. Isoamyl alcohol is used for the synthesis of FAPE via a chemically or biologically catalysed transesterification reaction. The main feedstock containing this alcohol is fusel oil [55]. Fusel oil is obtained by distillation processes that take place after fermentation as a by-product in the production of alcohols. The main components of fusel oil are non-branched and branched alcohol isomers, i.e., n-propanol, n-butanol, i-butanol, n-pentanol, i-pentanol (isoamyl alcohol), ethanol, as well as traces of terpenes, water, free acids and corresponding esters, aldehydes, and even higher alcohols [56]. Fusel oil can be used as raw mixture from which different FAAEs are synthesized and used as biolubricants [57].
It is safe to say that increasingly more focus is placed on the enzymatic synthesis of fatty acid fusel esters, due to the yields being higher than those in chemical transesterifications. For instance, Verma et al. [58] conducted an optimization study using response surface methodology to assess prospects of karanja biodiesel synthesis from three biobased alcohols, including 1-pentanol, in the presence of KOH as a catalyst. The results showed that the increase in alcohol chain length led to a decrease in reaction yield, with the maximum yield for FAPE being 73.13%. To achieve maximum biodiesel yields in these cases, higher temperatures and catalyst concentrations had to be applied, due to the lower reactivity of higher alcohols. Another study by de Oliveira et al. [59] aimed at producing a variety of FAAE from babassu oil in a two-step process while it was integrated into a typical biodiesel plant. First, the Bbabassu oil was hydrolysed to obtain fatty acids, which were then esterified with an alcohol (methanol, ethanol, propanol, isopropanol, isobutanol, isopentanol, and 2-ethylhexanol) in the second step. KOH was used in the hydrolysis, whereas esterification was carried out with p-toluene sulfonic acid as a catalyst. The fatty acid isoamyl esters had a conversion of 99.1%. The authors emphasized that integrating these processes into a biodiesel plant is a promising solution for reducing operating costs and increasing revenues. However, the physicochemical differences (boiling points) of the excess alcohols represent a disadvantage for their possible recovery in the process. Here, the analysis of the application properties has reconfirmed that the use of branched alcohols, e.g., isoamyl or 2-ethylhexyl, leads to a significant improvement in the cold flow properties, which for the latter alcohol was −21 °C.
On the other hand, enzymes are predominantly used as catalysts for fatty acid fusel ester (FAFE) synthesis in current research. Specifically, several lipases have been engineered and/or immobilized to obtain the desired biocatalysts.
A decade ago, Sun et al. [30] succeeded in obtaining biodiesel in a solvent-free system from coconut oil and fusel alcohols via a transesterification reaction, using low-cost immobilized Lipozyme TL IM as a biocatalyst. They optimized the reaction parameters and concluded that the reaction temperature should be 23 °C, the molar ratio of alcohol to oil was 3:1, the reaction time had a value of 20 h, the enzyme loading was 15% (w/w), and the shaking speed was maintained at a value of 130 rpm.
In 2020, Monroe et al. [60] reported that superior performance biodiesel could be obtained from fusel alcohols, i.e., isobutanol, 3-methyl-1-butanol, and (S)-(−)-2-methyl-1-butanol, when reacted with glycerol trioleate from low-grade oil in the presence of lipase obtained from Aspergillus oryzae. After 24 h, FAFE achieved a conversion of more than 97% at a reaction temperature of 35 °C, a reactant molar ratio of 5:1, an enzyme loading of 2% w/w, and a shaking speed of 250 rpm. FAFE synthesis from fusel oil and corn oil resulted in improved application properties, e.g., a cetane number 4.8 points higher, a cloud point 6 °C lower, and a heat of combustion 2.1% higher than in the case of FAME.
Another application of FAPE is their potential role as lubricants. Lubricants are substances that, when present in relative humidity between two surfaces in relative motion, reduce mechanical wear and heat loss and prevent the consequential oxidation and corrosion that may occur in the presence of moisture and fouling debris [61]. In both applications, they are considered a better alternative to their petroleum counterparts due to their nontoxicity, biodegradability, and sustainability, i.e., their participation in carbon-neutral cycles [62]. Their lubricating properties derive from their chemical structure, which contains long chains of fatty acids and polar groups [63]. However, in order for them to be used as biolubricants, certain chemical modifications are needed, such as the addition of antioxidants in the structure, as described by Wu et al. [64]. FAPE, when obtained from feedstocks rich in octanoic acid, e.g., coconut oil, can form isoamyl octanoates, which are used as flavouring agents in the food industry [65]. In 2018, Cerón et al. [66] published a paper on the enzymatic synthesis of a biolubricant from palm kernel oil and fusel oil in a batch and a continuous process. Specifically, lipase from Burkholderia cepacia was immobilized on an epoxy matrix of silica-hydroxyethyl cellulose, while the fusel oil consisted of 11.2% ethanol, 10.6% butanol, and 78.2% isoamyl alcohol. Fatty acid isoamyl esters were formed after a 48-h batch process and an 8-h continuous process with a conversion of 99 wt%, and the optimum molar ratio of oil to alcohol was 1:4.
The more recent 2020 study by Verma et al. [67] describes how the application properties of different biodiesels derived from karanja oil change due to the type of alcohol used for their synthesis. They also compared properties such as kinematic viscosity, density, cloud point, pour point, cold filter plugging point, and cetane number for all karanja oil esters, from methyl to pentyl. According to the results, the values for density and viscosity increased with the length of the alcohol chain from 879.5 kg/m3 and 3.78 mm2/s, respectively, to 902.8 kg/m3 and 5.04 mm2/s, respectively. For the cloud point and pour point, the karanja oil methyl ester (KOME) had higher values (19.4 and 17.1 °C, respectively) than the karanja oil n-pentyl ester (KOPnE, 12.4 and 10.7 °C, respectively). However, it is interesting to note how the values of CP and PP decreased from methyl to butyl esters, but suddenly increased for pentyl esters to values identical to propyl esters. On the other hand, the cold filter plugging point decreased continuously from 11.17 °C for KOME to −1.25 °C for KOPnE. The cetane number, as mentioned in this article, increased as expected, i.e., it was 56.01 in the case of KOME and 63.68 in the case of KOPnE.
FAPE have become a novelty over the years, not only for their potential to be applied as biofuels, but also for their lubricating properties, and, for example, isopentanol’s abundance in fusel oil production. Similar to biobutanol, amyl and isoamyl alcohols can also be produced through fermentation processes. Fusel oil, which in most cases is a waste product of these processes, is primarily used as a source of the aforementioned alcohols, from which lubricants can also be obtained. Most of the studies conducted in this field use enzymes to obtain FAPE. Although these processes are considered innovative, their operating costs and low yields are still major obstacles to their transfer to industrial scale. Regarding the application properties of pentyl esters, improvements in density, viscosity, cetane number, and low-temperature properties have been noted in the literature compared to their methyl ester counterparts.
5. Fatty Acid C6+ Alkyl Esters
FAAEs derived from C6+ alcohols are mainly explored as biolubricants, but some studies have also investigated their influence on oxidative stability, biodegradability, and low-temperature properties. C6+ alcohols are not a common feedstock for biodiesel production due to their high price and boiling point, which affects their economic feasibility through increased production and purification costs, but the prospect of producing environmentally friendly biolubricants and fuels is increasing interest in further research.
Several studies have compared the synthesis of FAAE from different higher alcohols in terms of their reactivity and application properties. Bokade et al. [68] showed that increasing the carbon number of the alcohols decreased the conversion and ester selectivity under the same reaction conditions. They synthesized methyl, ethyl, propyl, and octyl esters by transesterification with catalysts of different pore sizes, and the conversion decreased from 84% (methanol) to 72% (octanol). Panchal et al. [69] studied how different alcohols react with modified karanja oil in the synthesis of FAAE. They first synthesized FAME using NaOH as catalyst and then converted FAME to FAAE by transesterification with hexanol (94% conversion), octanol (93% conversion), and neopentyl glycol (95% conversion) using sodium methoxide as catalyst. The synthesized esters exhibited tribological properties comparable to their petroleum counterparts. Similarly, Malhorta et al. [70] showed that higher alcohols (1-hexanol, 1-octanol, and 1-dodecanol) can be used for the synthesis of bio-lubricants. They described the use of a commercial lipase mixture, immobilized Mucor miehei (RMIM) and immobilized Candida antarctica lipase B (Novo-zym 435), for the transesterification of castor oil with 1-hexanol (95% conversion), 1-octanol (90% conversion), and 1-dodecanol (80% conversion). They proved that higher alcohols are promising in the production of biolubricants from non-edible vegetable oils.
On the other hand, Oh et al. [63] synthesized biomass-derived lubricants by esterification, transesterification, and simultaneous reactions with different types of sulphated zirconia catalysts and various long-chain alcohols. In their research, they compared biolubricants synthesized by the esterification of FFA extracted from vegetable oils to produce biolubricants by direct transesterification of vegetable oils. For the synthesis, they used alcohols with longer chains—C8 to C16 alcohols (1-octanol, 2-octanol, 3-octanol, isooctanol, dodecanol, tetradecanol, and hexadecanol) and branched polyols. The kinematic viscosity values of the esters of higher alcohols increased with the increasing chain length (for the C8/C12/C14/C16 esters measured).
However, most of the research focuses on C8 alcohols [71], especially 1-octanol [72,73] and 2-ethyl-hexanol [74,75], because they are the cheapest among the higher chain alcohols (C8 to C14) [76].
Cai et al. [72] synthesized fatty acid octyl esters with a 93% conversion using FFA from the lipids of housefly larvae by esterification with n-octanol using benzene sulfonic acid as catalyst. They showed that octyl esters can serve as substitutes for certain low viscosity mineral lubricants, e.g., liquid paraffin, polyalphaolefin 6, and SN500. Kleinaite et al. [74] developed an environmentally friendly and clean alternative to the existing petroleum-based lubricant production by synthesizing biolubricants with enzymes as catalysts. They synthesized 2-ethyl-1-hexyl oleate with 100% conversion by transesterification using commercial immobilized lipase Lipozyme TL IM, biodiesel from rapeseed oil as a source of fatty acids, and 2-ethyl-1-hexanol. Similarly, Chowdhury et al. [76] synthesized biolubricants from waste cooking oil via enzymatic hydrolysis followed by chemical esterification with the acid catalyst Amberlyst 15H to produce octyl esters with 100% conversion. They investigated the effects of various physical and chemical parameters (the influence of water on hydrolysis, molar ratio of reactants, catalyst amount, temperature, stirrer speed (rpm), and desiccant on esterification) to achieve optimum conditions and the maximum yield of the biolubricant (fatty acid octyl esters) in the shortest possible time. Additionally, Faraguna et al. [77] synthesized hexyl, heptyl, octyl, decyl, and dodecyl esters with a guanidine catalyst obtaining conversions 67.6–95.4% [78] and developed a correlation method for conversion determination by 1H NMR spectroscopy and a method for determining the amount of FAAE added into diesel with FTIR for FAAE obtained from C1–C12.
The properties of C6+ FAAE continue the trend of FAAE obtained from the lower alcohols, which is particularly evident in viscosity. FAOEs have a viscosity from 8.16 to 10.3 mm2/s, C10 FAAE 17–18 mm2/s, C12 FAAE with 11.3 mm2/s, C14 FAAE with 19.6 mm2/s, and C16 FAAE with 21.0 mm2/s, which is much higher than FAME and the upper limit for diesel (4.50 mm2/s, EN 590). In addition, according to Oh et al. [63] the viscosity index of these oleic acid alkyl esters increases with the chain length; C8 FAAE has a viscosity index of 120, C12 FAAE of 184, C14 FAAE of 195, and C16 of 193, which makes them excellent lubricants. However, the fatty acid that is used has a substantial impact on the viscosity index. Sreeprasanth et al. [79] used sunflower oil and obtained a viscosity index of 226. In the same paper, they measured the C8 FAAE and obtained 180 μm, which is similar to FAAE of lower alcohols. The density is not significantly different from FAME and is within the limits of EN 590. The low-temperature properties of octyl and 2-ethyl-hexyl FAAE are only slightly improved compared to FAME, but can be further improved by chemical modification, reaching a PP of −18 and −57 °C, respectively. As can be seen from these properties, these FAAEs are mainly used as lubricants or they can be added to fuels in small amounts, so the application properties do not exceed the requirements of EN 590.
In addition, integrating biolubricant production into the biodiesel industry could provide benefits such as lower operating costs and/or higher profits by producing a wider range of value-added biobased products for lubricant formulations. In their study, Rios et al. [71] proposed a flexible multipurpose industrial plant configuration to produce both biodiesel and biodegradable base oils for lubricating oils. The base oils were synthesized from ricinoleic acid (obtained from castor oil) using C8 alcohols (where 1-octanol and 2-ethyl-1-hexanol achieved 98% and 95% conversion, respectively) via esterification, epoxidation, and oxirane ring-opening reactions. The chemical modification of ricinoleic acid with 2-ethyl-hexanol via esterification and oxirane ring-opening reactions conferred superior low-temperature properties and higher oxidation stability to the final product. In terms of biodegradability, the synthesized biolubricants had up to 91% shorter half-lives than mineral oil and were thus more environmentally friendly.
Overall, FAAE derived from higher alcohols (C6–C16) exhibit difficulties due to slower reaction rates, but high (complete) conversion is possible through various routes and the use of specific catalysts. They are not synthesized as biofuels, but as value-added products, namely as more biodegradable lubricants with application properties comparable to those of commercial mineral lubricants. These properties could be further improved by chemical modifications of the fatty acids such as epoxidation and oxirane ring-opening reactions. Their production could be integrated into conventional biodiesel production to achieve a more profitable and versatile production process.
Table 1 presents current findings on the use of higher alcohols (with a longer alkyl chain than methanol and ethanol) in the production of FAEE. Here, conversion is described with the letter “a”, while yield is represented with the letter “b”. Table 2 presents their properties, e.g. density, viscosity, cold filter plugging point (CFPP), pour point (PP), cloud point (CP), as well as the cetane number (CN).
6. Comparative Property Analysis of Different FAAE
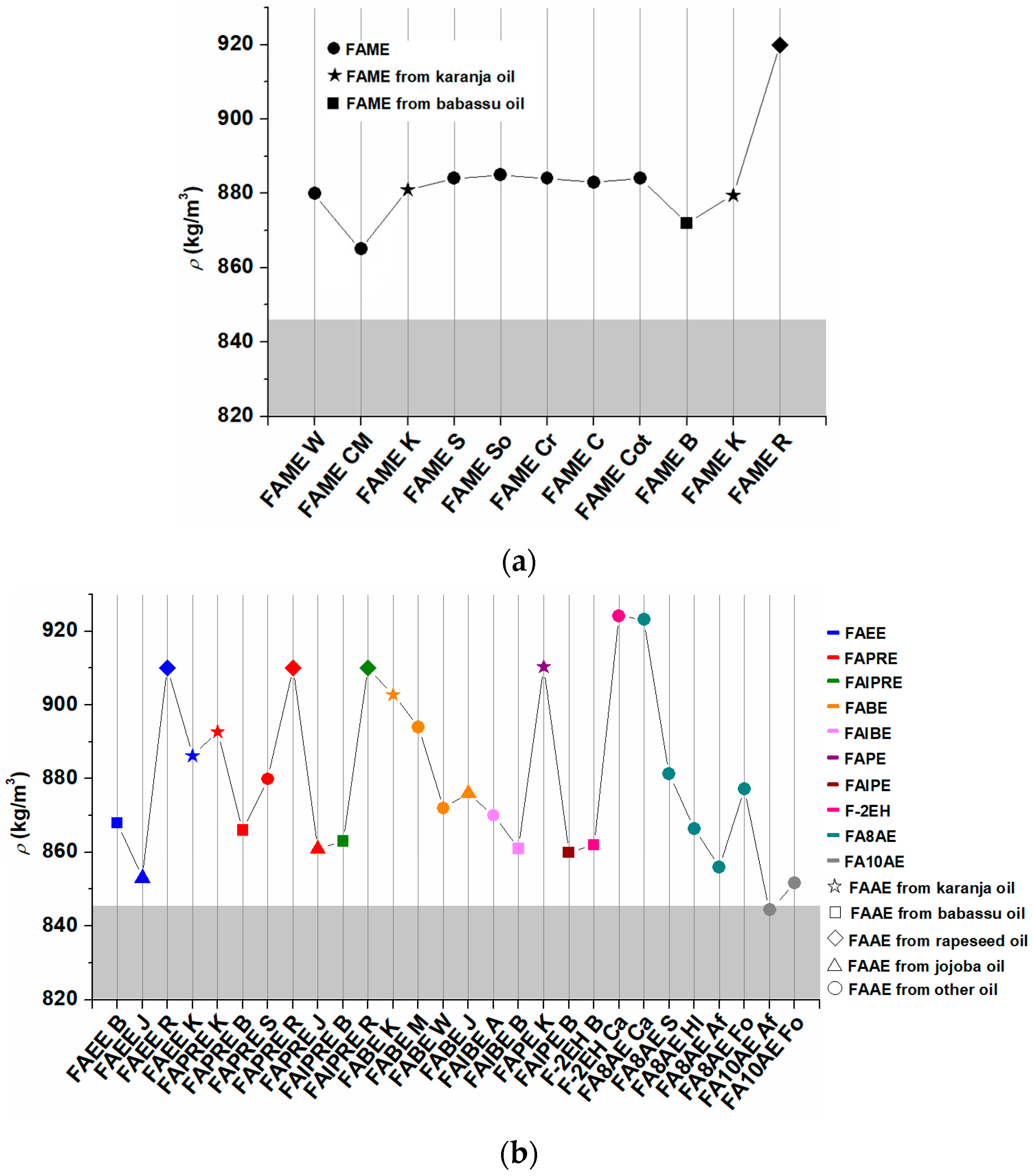
For comparative purposes, the literature values for density, viscosity, and pour point are summarized in Figure 1, Figure 2 and Figure 3. The property values belonging to biodiesel of the same alkyl chain length are shown with the same colour. The values belonging to biodiesel from the same feedstock (triglyceride source) are shown with the same shape symbols. The grey area in the graphs indicates the ranges of the values for density and viscosity prescribed in the standard EN 590.
Figure 1 shows the change in density of biodiesel with the change in alkyl chain length of FAAE derived from different feedstocks. For karanja oil and jojoba oil, the density increases with the increase in the alkyl chain length of FAAE. For karanja oil, the density increases from 879.5 (C1) to 910 kg/m3 (C5), while for jojoba oil, the density increases steadily from 853 to 876 kg/m3, with the alkyl chain length increasing from C2 to C4. In other cases, the increase in alcohol chain length has a slightly decreasing trend, for example, when rapeseed oil was used, the density varied between 920 and 910 kg/m3 (C1–C3). The same decrease can be observed for babassu oil (872–866 kg/m3 for C1–C3). When branched alkyl chains (babassu oil) are used, there is almost no change in density between FAAE with C3–C8 alkyl chain lengths. It is important to note that the fatty acid moieties in biodiesel have an influence on their density, as can be seen from Figure 1a, where FAME made from Cerbera manghas oil has a 6.3% lower density than the one produced from rapeseed oil. It is common for FAAEs with shorter alkyl chains to have a higher density than those with longer alkyl chains containing a different fatty acid moiety.
Figure 2 indicates that the viscosity of FAAE increases steadily with the increasing alkyl chain length. This trend is most evident for FAAEs from jojoba oil (C2–C4 from 8.24 to 9.82 mm2/s), rapeseed oil (C1–C3 from 4.84 mm2/s to 5.47 mm2/s), and karanja oil (C1–C5 from 5.78 mm2/s to 5.04 mm2/s). The same viscosity increase is also observed for isoalkyl chains (palm oil C3–C5, tallow C3–C4, and babassu oil C3–C8). Comparing FAAE containing isoalkyl chains with their straight-chain counterparts, they exhibit higher viscosities for C3 (babassu and rapeseed) and C4 (tallow) FAAEs, implying that even a small branching of the alkyl chain can contribute to the overall viscosity of FAAE. FAAEs prepared from oleic acid and C8+ alkyl chains exhibit a sharp increase in viscosity when the alkyl chains are longer than C12. FAAEs prepared from castor oil exhibit viscosity more than 15 times higher than conventional FAME, which is due to the OH groups present in the fatty acid moiety of castor oil.
Figure 3 shows how the pour point temperatures of biodiesel vary depending on the type of alcohol and feedstock used for synthesis. It is evident that most pour point values are in the range of 17 °C to −18 °C. However, three results regarding biodiesels derived from 2-ethylhexanol show even lower PP values, with biodiesel from castor oil reaching a PP value of −57 °C. This suggests that the chain length and branching in these biodiesels significantly lowers their pour point values.
For FAEE produced from tallow, palm oil, babassu oil, karanja oil, and jojoba oil, it is evident that the increase in the alkyl chain length (from C1 to C4) leads to a decrease in PP values. For example, for FAAE derived from tallow, a decrease from 15 to 6 °C can be observed with an increase in chain length from C1 to C4.
The presence of branching also contributes to this low-temperature property, which is why iso- and secondary alcohols have lower PP values than their straight-chain isomeric counterparts. In the case of tallow biodiesel, this is reflected in the fact that fatty acid 2-butyl and fatty acid isobutyl esters (0 and 3 °C, respectively) have lower PP values than FABE (6 °C).
Biodiesel has a better lubricity than non-additivated diesel fuel and blending biodiesel with diesel fuel usually eliminates the need for additional lubricant additives to achieve the required lubricity. Fuel lubricity is generally estimated according to ISO 12156-1 by measuring the average wear scar diameter (WSD) of the spherical sample produced in the high frequency reciprocating rig test under a microscope. A higher WSD value indicates greater scarring of the component analysed with the fluid, suggesting the lower lubricating properties of the measured fuel. In the research of Silva et al. [51], Gotovuša et al. [25], and Sreeprasanth et al. [79], the diameter of the wear scars of biodiesel produced from methanol, ethanol, propanol, isobutanol, and octanol was measured. The values obtained were: 310 μm for biodiesel produced from methanol, 171 μm from ethanol, 180 μm from propanol, 300 μm from isobutanol, and 180 μm from octanol. No direct dependence can be deduced from the results. In the study by Panchal et al. [69], the lubricity value of biodiesel produced from hexanol and octanol was evaluated in comparison with a commercial lubricant, and it was found that both synthesized biodiesels were almost as good as the commercial biolubricant, but the biodiesel produced from octanol showed better lubricity properties than the one produced from hexanol. Most of the studies concluded that FAAEs produced from higher alcohols are good biolubricants, but the wear scar value should be measured in future studies to prove this and to evaluate the dependence of the alkyl chain length in the biodiesel composition on the lubricating properties.
7. Conclusions
In this paper, different approaches to the synthesis of C3+ alkyl FAAEs were reviewed. When comparing the methods of synthesis with a typical synthesis of FAME, there are several major differences. One difference (a) is the miscibility between the alkyl source and the fatty acid source reactant during synthesis. In the case of C3+ alcohols, a single-phase system is obtained, as alcohol is completely miscible with FAAE and triglycerides. This makes mixing a negligible parameter for the synthesis. This is not the case of methanol and ethanol where a two-phase system is present. (b) After synthesis, compared to FAME and FAEE, the separation process is more challenging due to the complete miscibility and higher boiling point of the alkyl source reactants (alcohols), which are added in excess. (c) For some uses, such as fuel, the separation of the C3+ alcohols is not necessary because their blends have satisfactory properties and can be used with biodiesel in the engine. (d) Due to the lower toxicity and immiscibility of the C3+ alkyl source reactants with water, alternative approaches using enzymes are more feasible.
Currently, the synthesis routes are mostly experimental, but some industrial processes are also proposed, which are a good complement for any biorefinery to produce higher value bioproducts (mostly bioadditives) in addition to the biodiesel, increasing the value of the final output. The prospect of producing them from fusel oil or various other waste streams from other conventional processes, such as ethanol fermentation, makes their production economically feasible.
The properties of C3+ alkyl FAAE are different when compared to FAME, as the longer FAAE possesses a slightly higher density, higher viscosity, improved heating value, cetane number, and improved low-temperature properties such as CFPP and PP, especially when branched. Due to their higher viscosity and longer alkyl structure, they also improve lubricity, so the use of C6+ alkyl FAAE esters aims toward bio-lubricant additives.
If the price of alkyl sources decreases, their superior properties will allow them to replace FAME, but for now, their use is mostly limited to additives added in smaller amounts to first improve lubricity and then other properties.
Author Contributions
Conceptualization, F.F.; writing—original draft preparation, M.G. and I.P.; writing—review and editing, M.R. and F.F.; funding acquisition, F.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Croatian Science Foundation, grant number FunBioFA, UIP-2019-04-5242. The APC was funded by Croatian Science Foundation.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Callegari, A.; Bolognesi, S.; Cecconet, D.; Capodaglio, A.G. Production technologies, current role, and future prospects of biofuels feedstocks: A state-of-the-art review. Crit. Rev. Environ. Sci. Technol. 2019, 50, 384–436. [Google Scholar] [CrossRef]
- Sanderson, M.A.; Reed, R.L.; McLaughlin, S.B.; Wullschleger, S.D.; Conger, B.V.; Parrish, D.J.; Wolf, D.D.; Taliaferro, C.; Hopkins, A.A.; Ocumpaugh, W.R.; et al. Switchgrass as a sustainable bioenergy crop. Bioresour. Technol. 1996, 56, 83–93. [Google Scholar] [CrossRef]
- U.S. Energy Information Administration. Form EIA-819 “Monthly Report of Biofuels, Fuels from Non-Biogenic Wastes, Fuel Oxygenates, Isooctane, and Isooctene”. Available online: https://www.eia.gov/biofuels/update/table1.pdf (accessed on 30 April 2022).
- Statista. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/274163/global-biofuel-production-in-oil-equivalent/ (accessed on 30 April 2022).
- Statista. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/274180/biofuel-production-in-the-european-union-in-oil-equivalent/ (accessed on 30 April 2022).
- Statista. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/1055597/indonesia-biodiesel-exports/ (accessed on 5 May 2022).
- Statista. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/877042/brazil-biodiesel-production/ (accessed on 5 May 2022).
- Statista. Available online: https://0-www-statista-com.brum.beds.ac.uk/statistics/1113401/argentina-biodiesel-production/ (accessed on 5 May 2022).
- Organisation for Economic Co-operation and Development. Available online: https://stats.oecd.org (accessed on 19 February 2022).
- Bashir, M.A.; Wu, S.; Zhu, J.; Krosuri, A.; Khan, M.U.; Aka, R.J.N. Recent development of advanced processing technologies for biodiesel production: A critical review. Fuel Process. Technol. 2022, 227, 107120. [Google Scholar] [CrossRef]
- Mohadesi, M.; Aghel, B.; Maleki, M.; Ansari, A. Production of biodiesel from waste cooking oil using a homogeneous catalyst: Study of semi-industrial pilot of microreactor. Renew. Energy 2019, 136, 677–682. [Google Scholar] [CrossRef]
- Thangaraj, B.; Solomon, P.R.; Muniyandi, B.; Ranganathan, S.; Lin, L. Catalysis in biodiesel production—A Review. Clean Energy 2018, 3, 2–23. [Google Scholar] [CrossRef] [Green Version]
- Joshi, S.M.; Gogate, P.R.; Kumar, S.S. Intensification of esterification of karanja oil for production of biodiesel using ultrasound assisted approach with optimization using response surface methodology. Chem. Eng. Process. Process. Intensif. 2018, 124, 186–198. [Google Scholar] [CrossRef]
- Ramlee, N.N.B.; Mahdi, H.I.; Azelee, N.I.W. Chapter 7—Biodiesel Production Using Enzymatic Catalyst. In Biofuels and Bioenergy Opportunities and Challenges; Gurunathan, C., Janko, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 133–169. [Google Scholar] [CrossRef]
- Gebremariam, S.N.; Marchetti, J.M. Economics of biodiesel production: Review. Energy Convers. Manag. 2018, 168, 74–84. [Google Scholar] [CrossRef]
- Mansir, N.; Teo, S.H.; Rashid, U.; Saiman, M.I.; Tan, Y.P.; Alsultan, G.A.; Taufiq-Yap, Y.H. Modified waste egg shell derived bifunctional catalyst for biodiesel production from high FFA waste cooking oil. A review. Renew. Sustain. Energy Rev. 2018, 82, 3645–3655. [Google Scholar] [CrossRef]
- Husin, H.; Abubakar, A.; Ramadhani, S.; Sijabat, C.F.B.; Hasfita, F. Coconut husk ash as heterogenous catalyst for biodiesel production from cerbera manghas seed oil. MATEC Web Conf. 2018, 197, 09008. [Google Scholar] [CrossRef] [Green Version]
- Buasri, A.; Worawanitchaphong, P.; Trongyong, S.; Loryuenyong, V. Utilization of Scallop Waste Shell for Biodiesel Production from Palm Oil—Optimization Using Taguchi Method. APCBEE Proc. 2014, 8, 216–221. [Google Scholar] [CrossRef] [Green Version]
- Madhu, D.; Chavan, S.B.; Singh, V.; Singh, B.; Sharma, Y.C. An economically viable synthesis of biodiesel from a crude Millettia pinnata oil of Jharkhand, India as feedstock and crab shell derived catalyst. Bioresour. Technol. 2016, 214, 210–217. [Google Scholar] [CrossRef] [PubMed]
- Maheshwari, P.; Haider, M.B.; Yusuf, M.; Klemeš, J.J.; Bokhari, A.; Beg, M.; Al-Othman, A.; Kumar, R.; Jaiswal, A.K. A review on latest trends in cleaner biodiesel production: Role of feedstock, production methods, and catalysts. J. Clean. Prod. 2022, 355, 131588. [Google Scholar] [CrossRef]
- El-Gharbawy, A.S.; Sadik, W.A.; Sadek, O.M.; Kasaby, M.A. A Review on Biodiesel Feedstock and Production Technologies. J. Chil. Chem. Soc. 2021, 66, 5098. [Google Scholar] [CrossRef]
- Canakci, M.; Sanli, H. Biodiesel production from various feedstocks and their effects on the fuel properties. J. Ind. Microbiol. Biot. 2008, 35, 431–441. [Google Scholar] [CrossRef] [PubMed]
- Schubert, T. Review: Production routes of advanced renewable C1 to C4 alcohols as biofuel components—A review. Biofuels Bioprod. Biorefining 2020, 14, 845–878. [Google Scholar] [CrossRef]
- Zaher, F.A.; Soliman, H.M. Biodiesel production by direct esterification of fatty acids with propyl and butyl alcohols. Egypt. J. Pet. 2015, 24, 439–443. [Google Scholar] [CrossRef] [Green Version]
- Gotovuša, M.; Medić, M.; Faraguna, F.; Šibalić, M.; Konjević, L.; Parlov Vuković, J.; Racar, M. Fatty acids propyl esters: Synthesis optimization and application properties of their blends with diesel and 1-propanol. Renew. Energy 2022, 185, 655–664. [Google Scholar] [CrossRef]
- Benjumea, P.N.; Agudelo, J.R.; Rios, L. Cold flow properties of palm oil biodiesel. Rev. Fac. Ing. Univ. Antioq. 2007, 42, 94–104. Available online: http://www.scielo.org.co/pdf/rfiua/n42/n42a07.pdf (accessed on 5 June 2022).
- Lee, I.; Johnson, L.A.; Hammond, E.G. Use of branched-chain esters to reduce the crystallization temperature of biodiesel. J. Am. Oil Chem. Soc. 1995, 72, 1155–1160. [Google Scholar] [CrossRef]
- Foglia, T.A.; Nelson, L.A.; Dunn, R.O.; Marmer, W.N. Low-Temperature Properties of Alkyl Esters of Tallow and Grease. J. Am. Oil Chem. Soc. 1997, 74, 951–955. [Google Scholar] [CrossRef]
- Wu, W.H.; Foglia, T.A.; Marmer, W.N.; Dunn, R.O.; Goering, C.E.; Briggs, T.E. Low-temperature property and engine performance evaluation of ethyl and isopropyl esters of tallow and grease. J. Am. Oil Chem. Soc. 1998, 75, 1173–1178. [Google Scholar] [CrossRef]
- Sun, J.; Yu, B.; Curran, P.; Liu, S.Q. Lipase-catalysed transesterification of coconut oil with fusel alcohols in a solvent-free system. Food Chem. 2012, 134, 89–94. [Google Scholar] [CrossRef]
- El-Boulifi, N.; Sánchez, M.; Martínez, M.; Aracil, J. Fatty acid alkyl esters and monounsaturated alcohols production from jojoba oil using short-chain alcohols for biorefinery concepts. Ind. Crop. Prod. 2015, 69, 244–250. [Google Scholar] [CrossRef]
- Sagiroglu, A. Conversion of Sunflower Oil to Biodiesel by Alcoholysis using Immobilized Lipase. Artif. Cell. Nanomed. B. 2008, 36, 138–149. [Google Scholar] [CrossRef] [PubMed]
- Iso, M.; Chen, B.; Eguchi, M.; Kudo, T.; Shrestha, S. Production of biodiesel fuel from triglycerides and alcohol using immobilized lipase. J. Mol. Catal. B Enzym. 2001, 16, 53–58. [Google Scholar] [CrossRef]
- Farobiea, O.; Leow, Z.Y.M.; Samanmulya, T.; Matsumura, Y. New insights in biodiesel production using supercritical 1-propanol. Energy Convers. Manag. 2016, 124, 212–218. [Google Scholar] [CrossRef]
- Natadiputri, G.H.; Suwanto, A.; Kim, H.K. One-step transesterification reaction using methanol-stable lipase for omega-3 fatty acid ethyl ester production. J. Korean Soc. Appl. Biol. 2015, 58, 195–202. [Google Scholar] [CrossRef]
- Sustere, Z.; Murnieks, R.; Kampars, V. Chemical interesterification of rapeseed oil with methyl, ethyl, propyl and isopropyl acetates and fuel properties of obtained mixtures. Fuel Process. Technol. 2016, 149, 320–325. [Google Scholar] [CrossRef]
- Wang, P.S.; Tat, M.E.; Gerpen, J.V. The Production of Fatty Acid Isopropyl Esters and Their Use as a Diesel Engine Fuel. J. Am. Oil Chem. Soc. 2005, 82, 845–849. [Google Scholar] [CrossRef]
- EN 590:2022; Automotive Fuels—Diesel—Requirements and Test Methods. European Committee for Standardization: Brussels, Belgium, 2022.
- Alptekin, E.; Canakci, M. Characterization of the key fuel properties of methyl ester–diesel fuel blends. Fuel 2009, 88, 75–80. [Google Scholar] [CrossRef]
- Li, F.; Liu, Z.; Ni, Z.; Wang, H. Effect of biodiesel components on its lubrication performance. J. Mater. Res. Technol. 2019, 8, 3681–3687. [Google Scholar] [CrossRef]
- Levine, F.; Kayea, R.V., III; Wexler, R.; Sadvary, D.J.; Melick, C.; La Scala, J. Heats of Combustion of Fatty Acids and Fatty Acid Esters. J. Am. Oil Chem. Soc. 2014, 91, 235–249. [Google Scholar] [CrossRef]
- Klopfenstein, W.E. Effect of Molecular Weights of Fatty Acid Esters on Cetane Numbers as Diesel Fuels. J. Am. Oil Chem. Soc. 1985, 62, 1029–1031. [Google Scholar] [CrossRef]
- Hellier, P.; Ladommatos, N.; Allan, R.; Rogerson, J. The Influence of Fatty Acid Ester Alcohol Moiety Molecular Structure on Diesel Combustion and Emissions. Energy Fuels 2012, 26, 1912–1927. [Google Scholar] [CrossRef]
- Knothe, G. Dependence of Biodiesel Fuel Properties on the Structure of Fatty Acid Alkyl Esters. Fuel Process. Technol. 2005, 86, 1059–1070. [Google Scholar] [CrossRef]
- Kumar, R.S.; Prasad, A.K.V. Environment friendly butyl ester biodiesel production from mahua oil: Optimization and characterization. Appl. Sci. 2019, 1, 872. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Wu, F.; Xie, Q.; Wu, Z.; Cai, J.; Zheng, C.; Fu, J.; Nie, Y. Insights into biobased epoxidized fatty acid isobutyl esters from biodiesel: Preparation and application as plasticizer. Chin. J. Chem. Eng. 2022, 44, 41–50. [Google Scholar] [CrossRef]
- Freedman, B.; Butterfield, R.O.; Pryde, E.H. Transesterification Kinetics of Soybean Oil. J. Am. Oil Chem. Soc. 1985, 63, 1375–1380. [Google Scholar] [CrossRef]
- Ilmi, M.; Abduh, M.Y.; Hommes, A.; Winkelman, J.G.M.; Hidayat, C.; Heeres, H.J. Process Intensification of Enzymatic Fatty acid butyl ester Synthesis using a Continuous Centrifugal Contactor Separator. Ind. Eng. Chem. Res. 2018, 57, 470–482. [Google Scholar] [CrossRef] [Green Version]
- Nelson, L.A.; Foglia, T.A.; Marmer, W.N. Lipase-Catalyzed Production of Biodiesel. J. Am. Oil Chem. Soc. 1996, 73, 1191–1195. [Google Scholar] [CrossRef] [Green Version]
- Likozar, B.; Levec, J. Transesterification of canola, palm, peanut, soybean and sunflower oil with methanol, ethanol, isopropanol, butanol and tert-butanol to biodiesel: Modelling of chemical equilibrium, reaction kinetics and mass transfer based on fatty acid composition. Appl. Energy 2014, 123, 108–120. [Google Scholar] [CrossRef]
- Silva, L.N.; Cardoso, C.C.; Pasa, V.M.D. Production of Cold-Flow Quality Biodiesel from High-Acidity On-Edible Oils—Esterification and Transesterification of Macauba (Acrocomia aculeata) Oil Using Various Alcohols. BioEnergy Res. 2016, 9, 864–873. [Google Scholar] [CrossRef]
- Hellier, P.; Ladommatos, N. The influence of biodiesel composition on compression ignition combustion and emissions. Int. J. Electr. Power 2015, 229, 714–726. [Google Scholar] [CrossRef] [Green Version]
- Wagner, L.E.; Clark, S.J.; Schrock, M.D. Effects of Soybean Oil Esters on the Performance, Lubricating Oil, and Water of Diesel Engines. SAE Trans. 1984, 93, 57–72. Available online: https://0-www-jstor-org.brum.beds.ac.uk/stable/44467120 (accessed on 5 June 2022).
- Teo, W.S.; Ling, H.; Yu, A.Q.; Chang, M.W. Metabolic engineering of Saccharomyces cerevisiae for production of fatty acid short- and branched-chain alkyl esters biodiesel. Biotechnol. Biofuels 2015, 8, 177. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Da Silva, A.P.T.; Bredda, E.H.; de Castro, H.F.; Da Rós, P.C.M. Enzymatic catalysis: An environmentally friendly method to enhance the transesterification of microalgal oil with fusel oil for production of fatty acid esters with potential application as biolubricants. Fuel 2020, 273, 117786. [Google Scholar] [CrossRef]
- Calam, A.; Solmaz, H.; Uyumaz, A.; Polat, S.; Yilmaz, E.; İçingür, Y. Investigation of usability of the fusel oil in a single cylinder spark ignition engine. J. Energy Inst. 2015, 88, 258–265. [Google Scholar] [CrossRef]
- Dörmő, N.; Bélafi-Bakó, K.; Bartha, L.; Ehrenstein, U.; Gubicza, L. Manufacture of an environmental-safe biolubricant from fusel oil by enzymatic esterification in solvent-free system. Biochem. Eng. J. 2004, 21, 229–234. [Google Scholar] [CrossRef]
- Verma, P.; Sharma, M.P.; Dwivedi, G. Prospects of bio-based alcohols for Karanja biodiesel production: An optimisation study by Response Surface Methodology. Fuel 2016, 183, 185–194. [Google Scholar] [CrossRef]
- de Oliveira, V.F.; Parente, E.J.S., Jr.; Manrique-Rueda, E.D.; Cavalcante, C.L., Jr.; Luna, F.M.T. Fatty acid alkyl esters obtained from babassu oil using C1–C8 alcohols and process integration into a typical biodiesel plant. Chem. Eng. Res. Des. 2020, 160, 224–232. [Google Scholar] [CrossRef]
- Monroe, E.; Shinde, S.; Carlson, J.S.; Eckles, T.P.; Liu, F.; Varman, A.M.; George, A.; Davisa, R.W. Superior performance biodiesel from biomass-derived fusel alcohols and low grade oils: Fatty acid fusel esters (FAFE). Fuel 2020, 268, 117408. [Google Scholar] [CrossRef]
- Panchal, T.M.; Patel, A.; Chauhan, D.D.; Thomas, M.; Patel, J.V. A methodological review on bio-lubricants from vegetable oil based resources. Renew. Sustain. Energy Rev. 2017, 70, 65–70. [Google Scholar] [CrossRef]
- Lathi, P.S.; Mattiasson, B. Green approach for the preparation of biodegradable lubricant base stock from epoxidized vegetable oil. Appl. Catal. B Environ. 2007, 69, 207–212. [Google Scholar] [CrossRef]
- Oh, J.; Yang, S.; Kim, C.; Choi, I.; Kim, J.H.; Lee, H. Synthesis of biolubricants using sulfated zirconia catalysts. Appl. Catal. A Gen. 2013, 455, 164–171. [Google Scholar] [CrossRef]
- Wu, Y.; Li, W.; Zhang, M.; Wang, X. Improvement of oxidative stability of trimethylolpropane trioleate lubricant. Thermochim. Acta 2013, 569, 112–118. [Google Scholar] [CrossRef]
- Nemestóthy, N.; Gubicza, L.; Fehér, E.; Bélafi-Bakó, K. Biotechnological Utilisation of Fusel Oil, a Food Industry by-Product, a Kinetic Model on Enzymatic Esterification of i-Amyl Alcohol and Oleic Acid by Candida antarctica Lipase B. Food Technol. Biotech. 2008, 46, 44–50. [Google Scholar]
- Cerón, A.A.; Vilas Boas, R.N.; Biaggio, F.C.; de Castro, H.F. Synthesis of biolubricant by transesterification of palm kernel oil with simulated fusel oil: Batch and continuous processes. Biomass Bioenergy 2018, 119, 166–172. [Google Scholar] [CrossRef]
- Verma, P.; Dwivedi, G.; Behura, A.K.; Patel, D.K.; Verma, T.N.; Pugazhendhi, A. Experimental investigation of diesel engine fuelled with different alkyl esters of Karanja oil. Fuel 2020, 275, 117920. [Google Scholar] [CrossRef]
- Bokade, V.V.; Yadav, G.D. Synthesis of bio-diesel and bio-lubricant by transesterification of vegetable oil with lower and higher alcohols over heteropolyacids supported by Clay (K-10). Process. Saf. Environ. 2007, 85, 372–377. [Google Scholar] [CrossRef]
- Panchal, T.; Chauhan, D.; Thomas, M.; Patel, J. Bio based grease a value added product from renewable resources. Ind. Crop. Prod. 2015, 63, 48–52. [Google Scholar] [CrossRef]
- Malhotra, D.; Mukherjee, J.; Gupta, M.N. Lipase catalyzed transesterification of castor oil by straight chain higher alcohols. J. Biosci. Bioeng. 2015, 119, 280–283. [Google Scholar] [CrossRef] [PubMed]
- Rios, Í.C.; Cordeiro, J.P.; Parente, E.J.S.; Quintella, S.A.; Alemán, J.; Cavalcante, C.L.; Luna, F.M. Biodegradable base stock oils obtained from ricinoleic acid using C8 alcohols and process integration into a biodiesel industry. Biomass Convers. Biorefin. 2020, 11, 803–814. [Google Scholar] [CrossRef]
- Cai, Z.; Wu, S.; Sun, G.; Niu, Y.; Zheng, D.; Peng, S.; Yang, W.; Wang, Y.; Yang, D. High-purity fatty acid n-octyl esters from housefly (Musca domestica L.) larval lipids, a potential new biolubricant source. Energy Fuel 2017, 31, 10966–10974. [Google Scholar] [CrossRef]
- Bassi, J.J.; Todero, L.M.; Lage, F.A.P.; Khedy, G.I.; Ducas, J.D.; Custódio, A.P.; Pinto, M.A.; Mendes, A.A. Interfacial activation of lipases on hydrophobic support and application in the synthesis of a lubricant ester. Int. J. Biol. Macromol. 2016, 92, 900–909. [Google Scholar] [CrossRef]
- Kleinaitė, E.; Jaška, V.; Tvaska, B.; Matijošytė, I. A cleaner approach for biolubricant production using biodiesel as a starting material. J. Clean. Prod. 2014, 75, 40–44. [Google Scholar] [CrossRef]
- Lacaze-Dufaure, C.; Mouloungui, Z. Catalysed or uncatalysed esterification reaction of oleic acid with 2-ethyl hexanol. Appl. Catal. A Gen. 2000, 204, 223–227. [Google Scholar] [CrossRef]
- Chowdhury, A.; Mitra, D.; Biswas, D. Biolubricant synthesis from waste cooking oil via enzymatic hydrolysis followed by chemical esterification. J. Chem. Technol. Biotechnol. 2012, 88, 139–144. [Google Scholar] [CrossRef]
- Faraguna, F.; Racar, M.; Jukić, A. Test method for determination of different biodiesels (fatty acid alkyl esters) content in diesel fuel using FTIR-ATR. Renew. Energy 2019, 133, 1231–1235. [Google Scholar] [CrossRef]
- Faraguna, F.; Racar, M.; Glasova, Z.; Jukić, A. Correlation method for conversion determination of biodiesel obtained from different alcohols by 1H NMR spectroscopy. Energy Fuel 2017, 31, 3943–3948. [Google Scholar] [CrossRef]
- Sreeprasanth, P.S.; Srivastava, R.; Srinivas, D.; Ratnasamy, P. Hydrophobic, solid acid catalysts for production of biofuels and Lubricants. Appl. Catal. A Gen. 2006, 314, 148–159. [Google Scholar] [CrossRef]
- McNutt, J.; He, Q. Development of biolubricants from vegetable oils via chemical modification. J. Ind. Eng. Chem. 2016, 36, 1–12. [Google Scholar] [CrossRef]
- Saravanan, N.; Puhan, S.; Nagarajan, G.; Vedaraman, N. An experimental comparison of transesterification process with different alcohols using acid catalysts. Biomass Bioenergy 2010, 34, 999–1005. [Google Scholar] [CrossRef]
- Graboski, M.S.; McCormick, R.L. Combustion of fat and vegetable oil derived fuels in diesel engines. Prog. Energy Combust. Sci. 1998, 24, 125–164. [Google Scholar] [CrossRef]
- Hoekman, S.K.; Broch, A.; Robbins, C.; Ceniceros, E.; Natarajan, M. Review of biodiesel composition, properties, and speci-fications. Renew. Sustain. Energy Rev. 2012, 16, 143–169. [Google Scholar] [CrossRef]
- Gao, Y.; Chen, Y.; Gu, J.; Xin, Z.; Sun, S. Butyl-biodiesel production from waste cooking oil: Kinetics, fuel properties and emission performance. Fuel 2019, 236, 1489–1495. [Google Scholar] [CrossRef]
- Wang, M.; Nie, K.; Yun, F.; Cao, H.; Deng, L.; Wang, F.; Tan, T. Biodiesel with low temperature properties: Enzymatic syn-thesis of fusel alcohol fatty acid ester in a solvent free system. Renew. Energy 2015, 83, 1020–1025. [Google Scholar] [CrossRef]
- Matiliunaite, M.; Paulauskiene, T. From concept to practice: Manufacturing of bio-lubricants from renewable resources. Biomass Convers. Biorefinery 2018, 9, 353–361. [Google Scholar] [CrossRef]
Figure 1.
Literature densities of different FAAE: (a) FAME from different triglyceride sources, and (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).
Figure 1.
Literature densities of different FAAE: (a) FAME from different triglyceride sources, and (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).

Figure 2.
Literature kinematic viscosities of different fatty acid alkyl esters: (a) FAME from different triglyceride sources, (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).
Figure 2.
Literature kinematic viscosities of different fatty acid alkyl esters: (a) FAME from different triglyceride sources, (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).


Figure 3.
The literature-based pour point temperatures of different FAAE: (a) FAME from different triglyceride sources, and (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).
Figure 3.
The literature-based pour point temperatures of different FAAE: (a) FAME from different triglyceride sources, and (b) fatty acid alkyl (C2+) esters from different triglyceride sources (values and corresponding references are given in Table 2).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Production of FAAE.
| Alcohol/Alkyl Moiety Source | Triglicerides/FFA | Catalyst | Conversion a/ Yield b (%) | Ref. |
|---|---|---|---|---|
| 1-propanol | sunflower oil | potassium hydroxide | 99.8 a | [25] |
| 1-propanol | jojoba oil | potassium methoxide | 90 a | [31] |
| 1-propanol | sunflower oil | immobilized lipase—Candida rugosa (CRL) Porcine pancreatic (PPL) | 25 a (CRL) 75 a (PPL) | [32] |
| 1-propanol | triolein and safflower oil | immobilized Pseudomonas fluorescens lipase | 100 a | [33] |
| 1-propanol | canola oil | supercritical conditions | 93.8 b | [34] |
| 1-propanol | olive oil and menhaden oil | Staphylococcus haemolyticus lipase (l62) | - | [35] |
| 1-propanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 66.8 a | [80] |
| 1-propanol | babassu oil | p-toluenesulfonic acid | 94.2 a | [59] |
| isopropanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 83.5 a | [80] |
| propyl acetate | rapeseed oil | sodium methoxide solution in methanol | 87 b | [36] |
| isopropyl acetate | rapeseed oil | sodium methoxide solution in methanol | 88 b | [36] |
| isopropanol | soybean oil/yellow grease | sodium and potassium isopropoxide | - | [37] |
| isopropanol | babassu oil | p-toluenesulfonic acid | 92.7 a | [59] |
| 1-butanol | soybean oil | sodium butoxide | - | [47] |
| 1-butanol | soybean oil | sulfuric acid | - | [47] |
| 1-butanol | mahua oil | sulfuric acid | pre-treatment | [45] |
| 1-butanol | mahua oil | potassium hydroxide | 94.8 b | [45] |
| 1-butanol | mahua oil | sulfuric acid | 95 b | [81] |
| 1-butanol | sunflower oil | Rhizomucor miehei lipase | 92 b | [48] |
| 1-butanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 95.8 | [80] |
| tert-butanol | canola oil | potassium hydroxide | 99.9 a | [50] |
| 2-butanol | tallow | Candida antarctica | 96.4 a | [49] |
| 2-butanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 29.9 a | [80] |
| isobutanol | macauba oil | sodium methoxide | - | [52] |
| isobutanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 93.3 a | [80] |
| isobutanol | babassu oil | p-toluenesulfonic acid | 94.5 a | [59] |
| 1-pentanol | karanja oil | sulfuric acid | pre-treatment | [58] |
| 1-pentanol | karanja oil | potassium hydroxide | 73.13 b | [58] |
| 1-pentanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 90.4 a | [80] |
| isopentanol | babassu oil | p-toluenesulfonic acid | 99.1 a | [59] |
| isopentanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 82.9 a | [80] |
| fusel oil | coconut oil | immobilized Lipozyme TL IM | - | [30] |
| fusel oil | corn oil | Aspergillus oryzae lipase | 97 a | [60] |
| fusel oil | palm kernel oil | immobilized Burkholderia cepacia lipase | 99 a | [66] |
| 1-hexanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 93.5 a | [80] |
| 1-hexanol | castor oil | blend of RMIM with Novozym 435 | 95 a | [70] |
| hexanol | karanja oil methyl ester | sodium methoxide | 94.5 b | [69] |
| 2-ethyl-hexanol | ricinoleic acid | Amberlyst 15 | 95 a | [71] |
| 2-ethyl-hexanol | oleic acid | p-toluenesulfonic acid | 93 a | [75] |
| 2-ethyl-hexanol | rapeseed oil methyl esters | immobilized lipase Lipozyme TL IM | 100 a | [74] |
| 2-ethyl-hexanol | Babassu oil | p-toluenesulfonic acid | 99.1 a | [59] |
| 1-heptanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 67.6 a | [80] |
| 1-octanol | ricinoleic acid | Amberlyst 15 | 98 a | [71] |
| 1-octanol | stearic acid | sulfated zirconia | 97.8 a | [63] |
| 1-octanol | oleic acid | sulfated zirconia | 90.4 a | [63] |
| 1-octanol | linoleic acid | sulfated zirconia | 86.3 a | [63] |
| 1-octanol | linolenic acid | sulfated zirconia | 82.7 a | [63] |
| 1-octanol | waste cooking oil | Amberlyst 15 | 100 a | [77] |
| 1-octanol | karanja oil methyl ester | sodium methoxide | 93.1 b | [69] |
| 1-octanol | sunflower oil | heteropolyacids supported by monmorillonite clay | 72 a | [68] |
| 1-octanol | castor oil | blend of RMIM with Novozym 435 | 90 a | [70] |
| 1-octanol | oleic acid | immobilized Thermomyces lanuginosus | 95 a | [73] |
| 1-octanol | housefly larva FFA | benzenesulfonic acid | 95.1 a | [72] |
| 1-octanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 92.3 a | [80] |
| 2-octanol | oleic acid | sulfated zirconia | 85.2 a | [63] |
| 3-octanol | oleic acid | sulfated zirconia | 31.0 a | [63] |
| isooctanol | oleic acid | sulfated zirconia | 83.6 a | [63] |
| 1-decanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 95.4 a | [80] |
| 1-dodecanol | waste cooking sunflower oil | N,N′,N″-Tris(3-(dimethylamino)-propyl)guanidine | 90.5 a | [80] |
| 1-dodecanol | castor oil | blend of RMIM with Novozym 435 | 80 a | [70] |
| dodecanol | oleic acid | sulfated zirconia | 88.5 a | [63] |
| tetradecanol | oleic acid | sulfated zirconia | 87.3 a | [63] |
| hexadecanol | oleic acid | sulfated zirconia | 85.7 a | [63] |
a—conversion, b—yield.
Table 2.
Physical properties of different FAAE.
| Fatty Acid Alkyl Ester | Application Property | Ref. | |||||
|---|---|---|---|---|---|---|---|
| Density (kg/m3) | Viscosity (mm2/s) | CFPP (°C) | PP (°C) | CP (°C) | CN | ||
| EN 590 | 820–845 | 2.0–4.5 | >51 | [38] | |||
| FAME W | 880 | 4.60 | 5 | 6 | [11] | ||
| FAME CM | 865–885 | 2.50–3.40 | [17] | ||||
| FAME K | 881 | 4.02 | −2 | −3 | 53 | [19] | |
| FAME S | 884 | 4.03 | −1 | [39] | |||
| FAME So | 885 | 3.97 | 0 | [39] | |||
| FAME Cr | 884 | 4.18 | −1 | [39] | |||
| FAME C | 883 | 4.34 | −8 | [39] | |||
| FAME Cot | 884 | 4.06 | 6 | [39] | |||
| FAME So | 4.08 | −4.4 | −3.8 | −0.5 | 50.9 | [82] | |
| FAME R | 4.83 | 3.6 | −10.8 | −4.0 | 52.9 | [82] | |
| FAME T | 4.80 | 11 | 9 | 13.9 | 58.8 | [82] | |
| FAME T | 7.90 | 15 | 17 | [28] | |||
| FAME K | 879.5 | 3.78 | 11.17 | 17.1 | 19.4 | 56 | [67] |
| FAME So | 4.593 | −6 | −2 | 50.4 | [37] | ||
| FAME Y | 5.916 | 6 | 8 | 62.6 | [37] | ||
| FAME R | 920 | 5.36 | −10 | −12 | −6 | [36] | |
| FAME S | 4.42 | −2 | −2 | 2 | 51.1 | [83] | |
| FAME R | 4.50 | −12 | −10 | −3 | 53.7 | [83] | |
| FAME Co | 2.75 | −5 | −9 | −3 | 59.3 | [83] | |
| FAME C | 4.38 | −9 | −6 | −2 | 53.7 | [83] | |
| FAME Cr | 4.19 | −8 | −2 | −3 | 55.7 | [83] | |
| FAME So | 4.26 | −4 | −4 | 0 | 51.3 | [83] | |
| FAME P | 4.61 | 9 | 13 | 14 | 61.9 | [83] | |
| FAME T | 4.69 | 13 | 10 | 13 | 58.9 | [83] | |
| FAME Y | 4.80 | 1 | 3 | 8 | 56.9 | [83] | |
| FAME B | 872 | 2.9 | −6 | −5 | [59] | ||
| FAEE B | 868 | 3.3 | −6 | −6 | [59] | ||
| FAEE T | 6.20 | 12 | 15 | [28] | |||
| FAEE So | 4.40 | −4 | 1 | [28] | |||
| FAEE J | 853 | 8.24 | −6 | −7 | −3 | [31] | |
| FAEE R | 910 | 5.25 | −10 | −13 | −6 | [36] | |
| FAEE K | 886.2 | 4.06 | 3.98 | 15.9 | 18.3 | 57.5 | [67] |
| FAPRE K | 892.7 | 4.45 | 12.8 | 15.1 | 59.7 | [58] | |
| FAPRE B | 866 | 3.7 | −9 | −8 | [59] | ||
| FAPRE S | 879.9 | 5.705 | −6 | [25] | |||
| FAPRE R | 910 | 5.47 | −13 | −15 | −9 | [36] | |
| FAPRE T | 7.30 | 9 | 12 | [28] | |||
| FAPRE J | 861 | 9.03 | −7 | −8 | −6 | [31] | |
| FAIPRE B | 863 | 4.1 | −9 | −4 | [59] | ||
| FAIPRE T | 7.10 | 0 | 8 | [28] | |||
| FAIPRE T | 6.40 | 5 | 3 | 9 | [29] | ||
| FAIPRE P | 5.02 | −3 | 6 | [26] | |||
| FAIPRE R | 910 | 5.96 | −15 | −18 | −14 | [36] | |
| FAIPRE So | 5.265 | −12 | −9 | 51.5 | [37] | ||
| FAIPRE Y | 6.10 | −3 | 0 | 65.6 | [37] | ||
| FABE K | 902.8 | 4.80 | 10.7 | 12.4 | 61.3 | [58] | |
| FABE M | 894 | 4.12 | 2 | 4 | 52 | [45] | |
| FABE M | 4.70 | [81] | |||||
| FABE W | 872 | 5.33 | 2 | 92.2 | [84] | ||
| FABE T | 6.90 | 6 | 9 | [28] | |||
| FABE J | 876 | 9.82 | −8 | −12 | −11 | [31] | |
| FA2BE P | 6.19 | −6 | 7 | [26] | |||
| FA2BE T | 6.80 | 0 | 9 | [28] | |||
| FAIBE P | 5.59 | −3 | 7 | [26] | |||
| FAIBE T | 7.40 | 3 | 8 | [28] | |||
| FAIBE A | 870 | 6.7 | −2 | [51] | |||
| FAIBE B | 861 | 4.2 | −15 | −13 | [59] | ||
| FAPE K | 910.3 | 5.04 | 7.3 | 9.6 | 63.6 | [58] | |
| FAIPE P | 5.86 | −9 | 8 | [26] | |||
| FAIPE W | 5.57 | −11 | [85] | ||||
| FAIPE B | 860 | 4.3 | −15 | −13 | [59] | ||
| F-2EH B | 862 | 5.6 | −27 | −26 | [59] | ||
| F-2EH Ca | 924.1 | 61.51 | −57 | [71] | |||
| F-2EH R | 7.8 | −31.3 | [80] | ||||
| FA8AE Ca | 923.2 | 64.05 | −18 | [71] | |||
| FA8AE S | 881.3 | 7.93 | −3 | [86] | |||
| FA8AE O | 10.3 | [63] | |||||
| FA8AE Hl | 866.4 | 8.16 | 9 | [72] | |||
| FA8AE Af | 856 | 23.0 | 9 | [86] | |||
| FA8AE Fo | 877.2 | 21.0 | −6 | [86] | |||
| FA10AE Af | 843.7 | 18.0 | 9 | [86] | |||
| FA10AE Fo | 851.7 | 17.0 | −3 | [86] | |||
| FA12AE O | 11.3 | [63] | |||||
| FA14AE O | 19.6 | [63] | |||||
| FA16AE O | 21.0 | [63] | |||||
Produced from: S—sunflower oil, R—rapeseed oil, C—canola oil, Co—coconut oil, Cr—corn oil, So—soybean oil, P—palm oil, T—tallow, Y—yellow grease, B—babassu oil, Ca—castor oil, O—oleic acid, Af—animal fat, Fo—fish oil, Hl—housefly larva FFA, M—mahua oil, W—waste cooking oil, A—acid oil of macauba, Cot—cottonseed oil, CM—Cerbera manghas oil, K—karanja oil, and J—jojoba oil.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gotovuša, M.; Pucko, I.; Racar, M.; Faraguna, F. Biodiesel Produced from Propanol and Longer Chain Alcohols—Synthesis and Properties. Energies 2022, 15, 4996. https://0-doi-org.brum.beds.ac.uk/10.3390/en15144996
AMA Style
Gotovuša M, Pucko I, Racar M, Faraguna F. Biodiesel Produced from Propanol and Longer Chain Alcohols—Synthesis and Properties. Energies. 2022; 15(14):4996. https://0-doi-org.brum.beds.ac.uk/10.3390/en15144996
Chicago/Turabian StyleGotovuša, Mia, Ivan Pucko, Marko Racar, and Fabio Faraguna. 2022. "Biodiesel Produced from Propanol and Longer Chain Alcohols—Synthesis and Properties" Energies 15, no. 14: 4996. https://0-doi-org.brum.beds.ac.uk/10.3390/en15144996
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.