1. Introduction
The permanent magnet (PM) synchronous electrical machine has been widely adopted in industrial drives and electric vehicles, and various measures [
1,
2,
3] were proposed to reduce the cogging torque and torque ripple to obtain a quiet machine with smooth output. Due to the manufacturing uncertainties and material defects in the real fabricating process, additional orders of cogging torque harmonics might be introduced [
4,
5]. The uncertain parameter sensitivity analysis and their effects on the cogging torque have been discussed in many works [
6,
7,
8,
9]. Additional cogging torque harmonics would be caused by the uncertainties on the rotor and stator, such as the PM residual flux density (
), PM width, PM thickness, slot-opening width, inner diameter roundness, magnetic degradation of iron core [
10] and so on.
Sensitivity analysis starts with a proper description of uncertainties and their distribution characteristics during the manufacturing process. The uniform-uncertainty model (UUM) is widely adopted, where the uncertain values on each PM in a motor are regarded to be the same [
9]. Thus, all the PMs are the same but with small deviations from the ideal reference value and one parameter is enough to describe this deviation. This assumption is widely adopted in the sensitivity analysis as the model is symmetrical and no extra efforts are required for building the simulation models. However, the uncertain values on each PM are usually different even in the same batch of product because of the stochastic errors or changes during fabrication. Another model to describe the uncertainties is the non-uniform-uncertainty model (NUUM) [
11], where the uncertain value of each PM is independent with each other. The NUUM is frequently required, especially when the cogging torque analysis for the fractional-slot-concentrated-winding (FSCW) configuration, for example, 12-slot/10-pole (12S10P), is concerned. It is found that the additional cogging torque might be significantly underestimated for a 12S10P PM machine if the uncertainties on each PM are assumed to be equal [
11]. The main problem for adopting the NUUM might be the consequent high number of uncertain parameters, for example, the PM thickness uncertainties can be described with one parameter in the UUM, but the number of parameters increases to 10 for the NUUM for a 12S10P PM machine.
To mitigate the parasitic effects of uncertainties on the cogging torque performance, the efforts are made from two aspects: the robust design [
12,
13,
14,
15] and control the range of uncertainties. Although reducing the ranges of manufacturing uncertainties and material inconsistency is the simplest way to improve the robustness of products, the high cost of upgrading the manufacturing techniques or equipment are frequently inevitable. It is not practical to eliminate uncertainties or material defects, and a better idea is searching for a design not significantly changed under the small deviations on the parameters.
The robust design and optimization, aiming to obtain a scheme that is not sensitive to the uncertainties, are becoming more and more popular [
16,
17,
18]. In the robust optimization, the design performance considering the uncertainties are usually calculated and adopted as extra objectives or constraints [
19]. Several approaches are frequently involved to evaluate the design performance under uncertainties and they are often referred to as the robustness evaluation approaches, such as the quantile index based approach [
20], the six-sigma based approach [
21] and the worst-case based approach [
22]. The latter two approaches are adopted and compared with the deterministic optimization for a case scenario in [
14], and the effects of robust approaches are then verified by the finite element method (FEM). The robust optimization approaches have been applied in the design process for different types of PM machines, such as the Surface Mounted PM machine [
23], the interior PM (IPM) machine [
24], the linear machine [
25], the hybrid PM machines [
26], and the PM claw pole machine [
27]. The design optimization process frequently involves the compromise of several objectives and the non-dominated solutions in the Pareto Front set are not the best considering one single objective. Sometimes, the efficiency or output torque performance might be compromised when a robust design is selected.
The uncertainty range control and the robust design can be combined to make full use of the manufacturing ability and achieve a balance between the cost and design performances. In [
28], the uncertainty ranges and the fabricating cost are involved in the robust optimization, and a balance between the design performance and cost can be achieved for an integral slot configuration machine. However, similar research on the FSCW scenarios have not been seen yet, especially for the scenario where the non-uniform uncertainties are concerned.
The manufacturing costs are highly related to the uncertainty ranges and the deviations in the PMs or the stator laminations are inevitable. Another way to reduce the effects of uncertainties might be possible by special operations in the assembling process. However, there is not much work from this perspective. In [
7], the stator core is formed with the laminations being rotated some angles when laminated, and the uncertainties are consequently more uniformly distributed along the motor axial direction. The experimental results verified that this approach could reduce the additional cogging torque harmonics caused by the stator uncertainties. A similar idea might also be possible to reduce the effects of PM uncertainties unless the uncertainties on each PM are known.
The cogging torque harmonics considering different types of PM uncertainties were discussed in [
7,
8,
9,
29], and a vector diagram [
30] was proposed to analyse the effects of uncertainties on the torque harmonics. Furthermore, the parameter ranges with the instinct robustness are discussed and the designer can be reminded of the sensitive scheme in the design stage [
30]. The additional cogging torque harmonics are mainly introduced because the motor symmetry is violated by the uncertainties, and the possibly worst-cases frequently occur when the uncertainties on each PM superpose in the vector digram [
11]. On the other side, if the effects of uncertainties counteract each other in the vector digram, the corresponding additional cogging torque could be consequently reduced as well. This gives the possibility to reduce the effects of uncertainties by measuring the PM variations and designing a particular assembling sequence to combine those PM variations.
In this paper, a PM assembling approach is proposed to reduce the additional cogging torque due to PM uncertainties by assembling the PMs featuring different magnetic flux variations in a special sequence, where the effects of several types of PM uncertainties would counteract with each other. A very simple operation of moving the PMs to one-side would help a lot to mitigate the effects of PM position uncertainties. The proposed assembling of the approach is then verified by calculating hundreds of models by the finite element method (FEM) and the experimental results of two prototypes. This approach provides the potential to maximally reduce the additional cogging torque for both the mass production and the small amount of PM machine fabricating scenarios.
Conventionally, the small variations of cogging torque considering uncertainties can be achieved by the robust design or reducing the uncertainties range, and the consequent compromise of other objectives or the increase in the manufacturing costs are frequently inevitable. The main contribution of this paper is to introduce a new view on the uncertainties; not only the conventional view on their range, but also the corresponding combination sequences. The special combination of the uncertainties might help to achieve a small variation of cogging torque even for a sensitive design scheme without increasing the cost too much. Thus, it might provide more flexibility and more choices to achieve the balance of design performance and manufacturing cost, where a “medium” robust design can be chosen for manufacturing, with the robust assembling approach implemented as a supplementary. The limitation of the proposed PM assembling approach might be the extra processes of PM categorization and selection in assembling, and the cost would be increased to some extent.
The upcoming sections of this paper are organized as follows: in
Section 1, the influences of PM manufacturing uncertainties on the cogging torque harmonics are briefly introduced and a case study is involved to show the effectiveness of robust design. Then, a robust assembling approach considering the single type of uncertainties and combined uncertainties is proposed and discussed. The proposed approach is then verified by the comparison of the cogging torque performance of hundreds of FEM models. Two prototypes are then fabricated and measured to verify the effectiveness of the proposed assembling approach in
Section 3. A conclusion is then given to summarise the whole work.
3. The Robust PM Assembling Approach
Based on Equation (
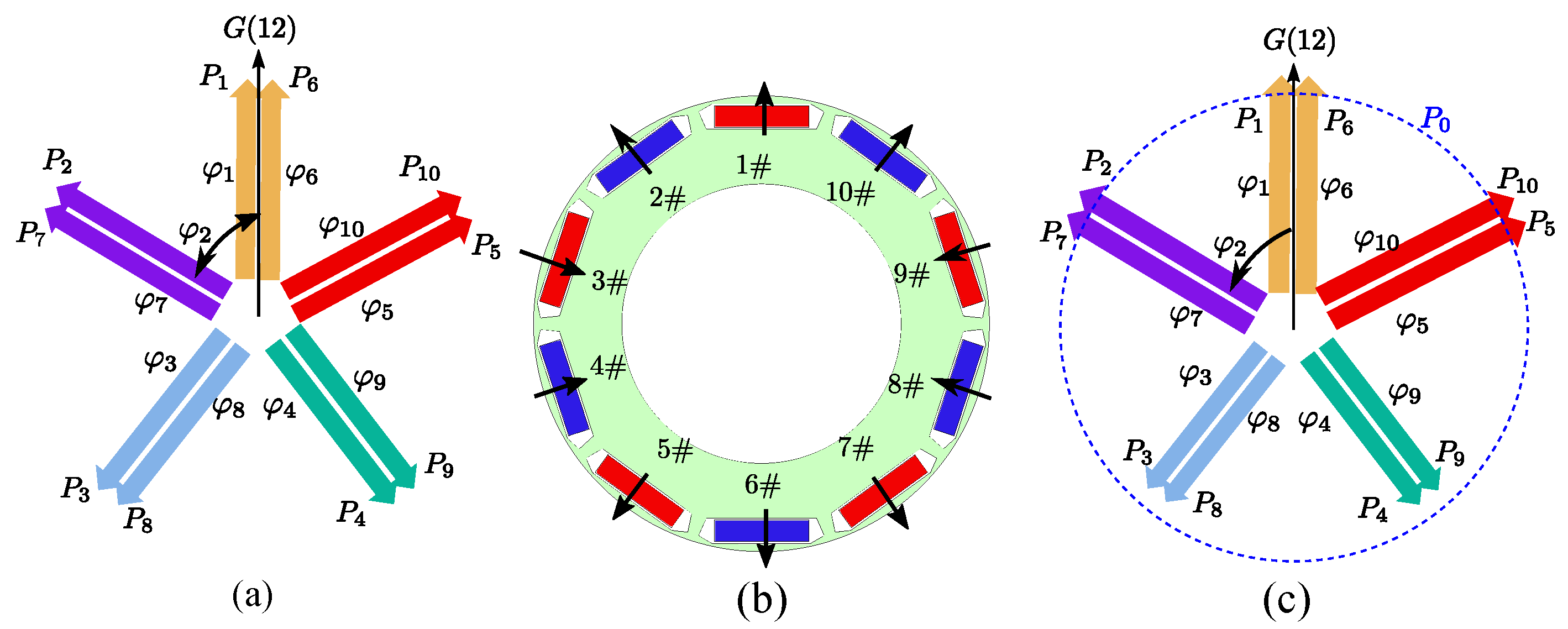
5) and the vector diagram in
Figure 2, the effects of uncertainties on the additional cogging torque harmonics can be analysed, and the worst-case scenario is identified as aforementioned. On the other hand, if the uncertainties on each PM can be known, a robust design might also be achieved by assembling the PMs with a special sequence where the effects of uncertainties counteract with each other. A robust PM assembling approach is proposed in this part, which can reduce the cogging torque variation under uncertainties when compared with the conventional randomly assembled one.
3.1. A Case Study Considering the PM Thickness Uncertainties
The cogging torque due to the PM uncertainties could be split into two aspects: the uncertainty value and the assembling sequence combinations. For the 10P/12S motor studied in this paper, the PM thickness tolerance is assumed to be ±0.1 mm. Ten PMs with different thickness uncertainties are listed in
Table 4, and they could be assembled in any sequence.
As the rotor is round and rotates, so the magnet combination sequence is periodic and only the relative position of PMs makes it distinctive. In other words, the design schemes with PM assembling sequence of (, , ..., ) and (, , , ..., ) are equivalent.
Known from the vector diagram, the uncertainty on each PM plays different roles in the cogging torque variation and their effects are shown in
Figure 2. Obviously, the influences of magnet position
and
contribute more to the additional cogging torque. If the PMs with positive and negative values of
are assembled in these positions, their effects would counteract with each other and result in small cogging torque variations. Based on this idea, three clusters of designs are built with different PM combination sequences, and they are then compared with the randomly assembled ones
. The three assembling approaches are illustrated in
Figure 7.
Firstly, all the PMs are randomly assembled and 50 models are set up, named PM assembling design method . The second assembling method is to put the PMs with larger negative uncertainty ( and ) in the PM pockets ( and ), while others position are randomly assembled. While in , the position and are filled in PMs with opposite values of ( and ). As for the last method , the PMs and are assembled in and , while and are placed in and . In this case, the influence of PMs with larger uncertainties would counteract each other.
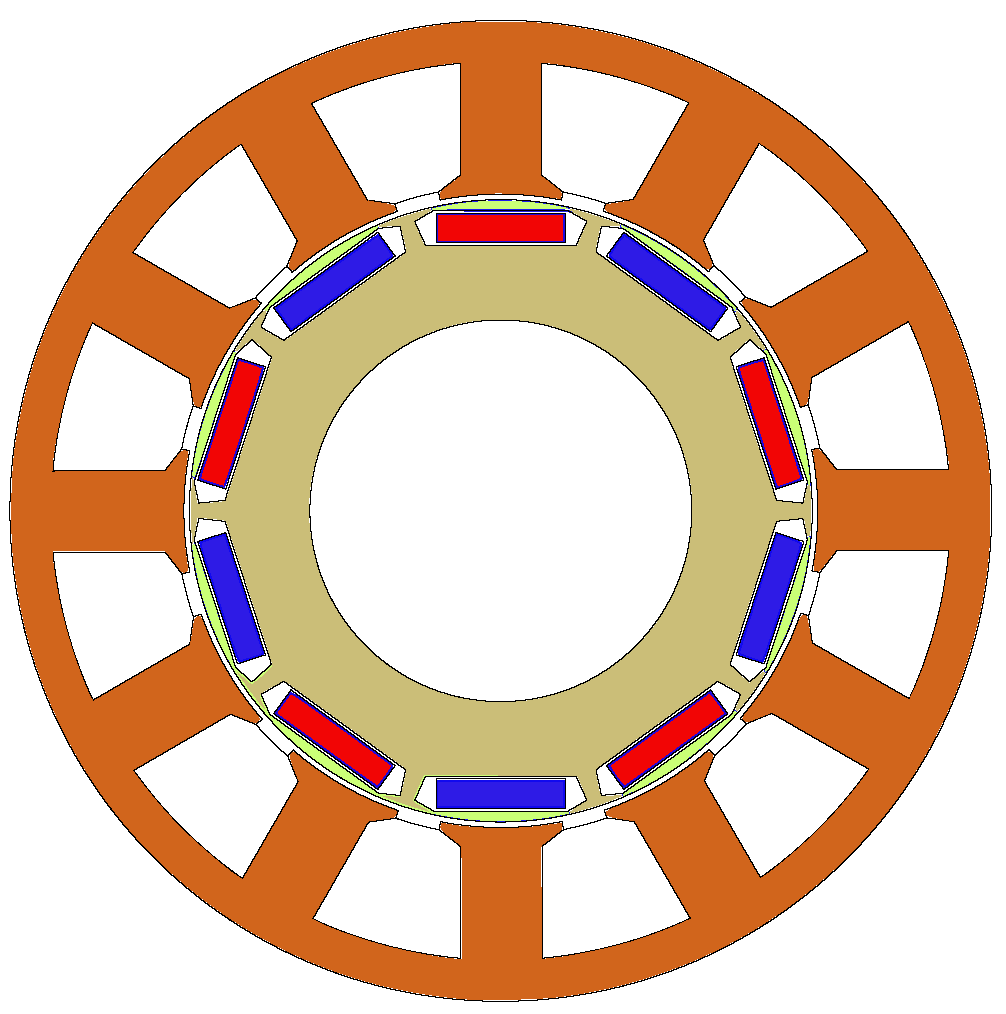
The motor geometry is as presented in
Figure 4, and 50 models featuring different PM assembling sequences are built and calculated for each cluster. All the models are with the same parameters and PMs, and the differences are just the PM assembling sequences. All these models are calculated through the FEM, and the peak-to-peak cogging torque performance are shown in
Figure 8.
As shown in
Figure 8, the peak-to-peak cogging torque of randomly assembled method
largely varied, from 0.45 Nm to 0.8 Nm, which means the cogging torque performance of these motors are not robust. While the designs of
are more robust as the peak-to-peak cogging torque slightly vary as expected. Compared with
, the uncertainty combinations on cluster
is relatively more symmetrical. It also demonstrates that the influences of PM uncertainties on the cogging torque could be reduced with a properly assembling approach.
3.2. PM Assembling Approach Considering Single Type of Uncertainty
The uncertainties on PM residual flux density
, PM width
, and PM thickness
have similar effects on the magnetic energy in the PMs and, thus, impose similar influences on the additional cogging torque harmonics [
30].
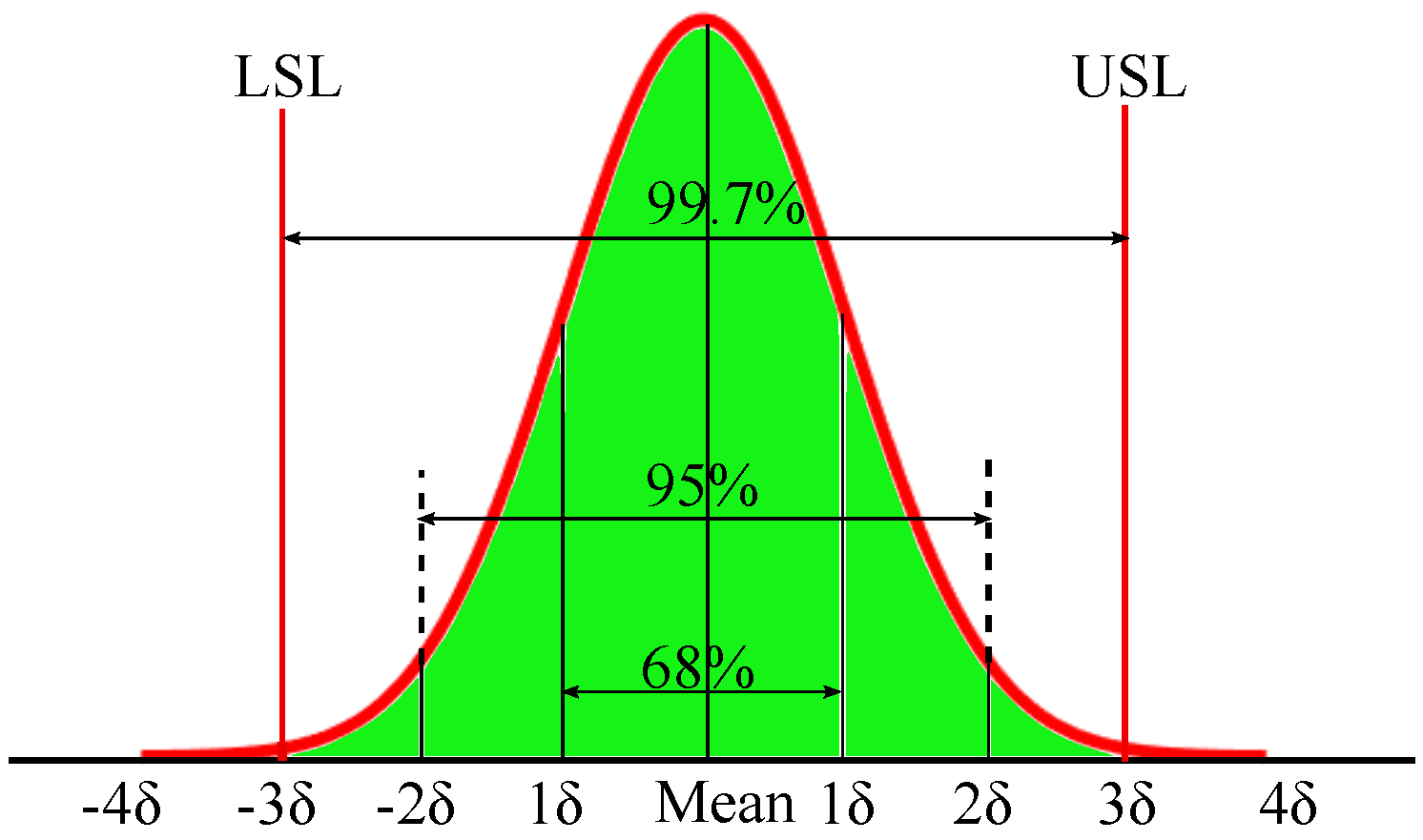
The PMs featuring different uncertainties can then be divided into several groups based on an uncertainty range, as illustrated in
Figure 5. The four groups (
to
) correspond to the PMs featuring the maximum, the minimum, the negative and positive medium uncertainties.
If the PMs are selected from different groups and assembled as the sequence illustrated in
Figure 9b, the corresponding 12th cogging torque harmonics related vectors are represented in
Figure 9c.
The effects of the maximum and minimum uncertainties of and would counteract each other if they are assembled in the position of P1 and P6, respectively. The PMs of and are assembled in the corresponding positions to mitigate their effects of uncertainties on the additional 12th order of the cogging torque.
To verify this deduction, several models are built with PMs featuring different types of uncertainties and are calculated by the FEM. It is assumed that the uncertainties are Gaussian distribution, and the uncertain ranges are as presented in
Table 2. The several types of uncertainties can be regarded as
,
and
. To be noticed, only one type of uncertainty is considered in each PM in this analysis.
Ten thousand PMs featuring different uncertainties are generated in the simulation, and they are categorized into four groups and are assembled as previously described in
Figure 9b. This assembling cluster is denoted as
, and its counterpart of randomly assembled PMs approach is referred to as
. Two hundred models are built with the two assembling approaches and the peak-to-peak cogging torque performance considering different types of uncertainties are presented in
Figure 10.
It can be seen from
Figure 10 that the cogging torque variation of
is relatively smaller than that of the randomly assembled approach
, especially when the uncertainties of
and
are considered. While the cogging torque is not significantly reduced for the PM width uncertainties (
) in
Figure 10c, the reason can be contributed to the low sensitivity of
to the cogging torque [
30].
3.3. PM Assembling Approach Considering PM Position Uncertainty
The influence of PM width uncertainties on the cogging torque is twofold. It not only influences the magnetic energy stored in the PMs, but also affects the maximum value of assembling positional uncertainty.
To make it convenient for the assembling process, the magnet pocket is usually a little larger than the magnet dimensions, named
in
Figure 11. This makes the magnet’s center deviate slightly from the ideal case, and the deviation relates to the width uncertainty.
The maximum value of positioning uncertainty is determined by
. Given the huge difficulty of controlling the magnet’s position in the magnet pockets, the positioning uncertainty should be regarded as an uncontrollable variable in the analysis. Then, the positioning uncertainty of each PM is expressed as
, where
is a random value within
. Then, the
in (
2) could be obtained with
, where
is the radius of the PM center.
For the ideal case, the vector diagram of
in the ideal-case is illustrated in
Figure 12a, and the superposition of each vector is zero if no uncertainties exist. When the PM positioning uncertainties are concerned, each vector might rotate a small angle under randomly assembling scenarios, and the superposition of these vectors might be large. However, if all the PMs are pushed to the left side during the assembling process, each vector would rotate in one direction. It is equivalent to all vectors rotating at a similar angle and the superposition is not much increased, just as presented in
Figure 12c. Consequently, the effects of PM positioning uncertainties of cogging torque could be reduced to some extent. The PMs should be pushed to one-side in the same direction to mitigate the effects of positioning uncertainties, so it is also fine to push the PMs to the right-side.
Two hundred models with different PM assembling approaches, PM randomly assembled (
) and all PMs pushed to the left side (
), are built and calculated through the FEM. The peak-to-peak cogging torque performances are presented in
Figure 13.
As shown in
Figure 13, the cogging torque variation range of the randomly assembled PMs (
) is larger than that of the cluster
. This validates that the assembling approach of pushing the PMs to one-side can mitigate the effects of PM positioning uncertainties on the cogging torque variation.
3.4. PM Assembling Approach Considering the Uncertainties on the PM Width and Positioning
As the uncertainties on PM width and positioning uncertainty are related, the PM assembling approach considering the both uncertainties is required.
The width of the PM pocket () is assumed to be 0.2 mm larger than the PM width (). Initially, the PM width tolerance range is designed to be (0.1 mm). It is then modified into a new range of (−0.05, 0.15) mm. Since the range between the uper and lower boundaries remains unchanged ( mm for both cases), the manufacturing cost of PMs are slightly affected.
According to the vector analysis mentioned above, the PM positioning uncertainties affect the distribution position of each vector. It is assumed that all PMs are installed in the pocket and pushed to the left-side, then each vector in the corresponding vector diagram rotates at a certain angle, and the relative position change between each vector can be very small, which can effectively reduce the influence of PM positioning uncertainties on the cogging torque in theory.
Two batches of PMs with different tolerances in the range of , (−0.1 mm, +0.1 mm) and (−0.05 mm, +0.15 mm), are considered and denoted as PM-1 and PM-2. The corresponding distributions are and . Five thousand pieces of PM are randomly generated and selected for building FEM models. As for the positioning uncertainty of each PM, it can be a random value within the range of (−, +), where is related to the PM width uncertainty . Consequently, both the uncertainties on the PM width and PM positioning center are considered in the simulations.
Three design clusters are built with different assembling approaches. The first cluster is composed of designs of randomly selected PMs from group of PM-1 with an uncertain range of ( mm). The randomly selected PMs from a batch of PM-2 are denoted as . As for third cluster , the models are built with PMs selected from the batch of PM-2, and each PM is pushed to the left-side when assembling.
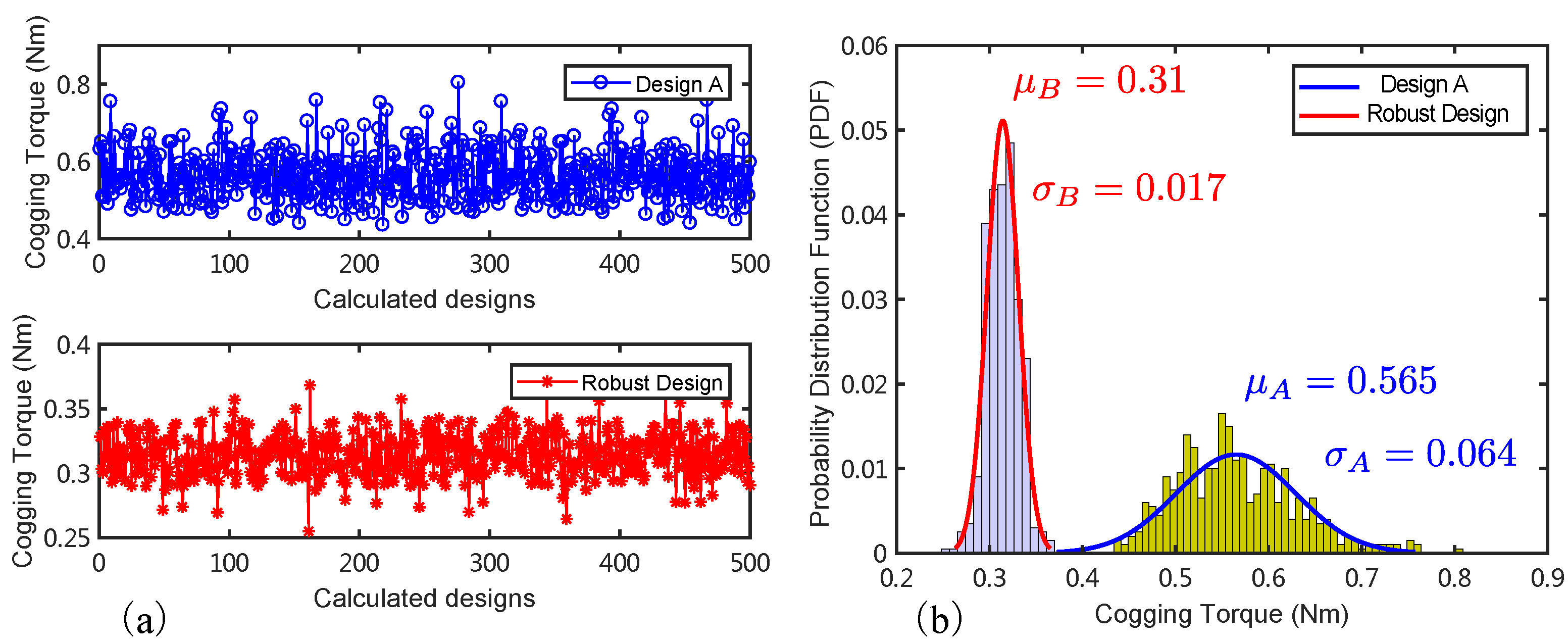
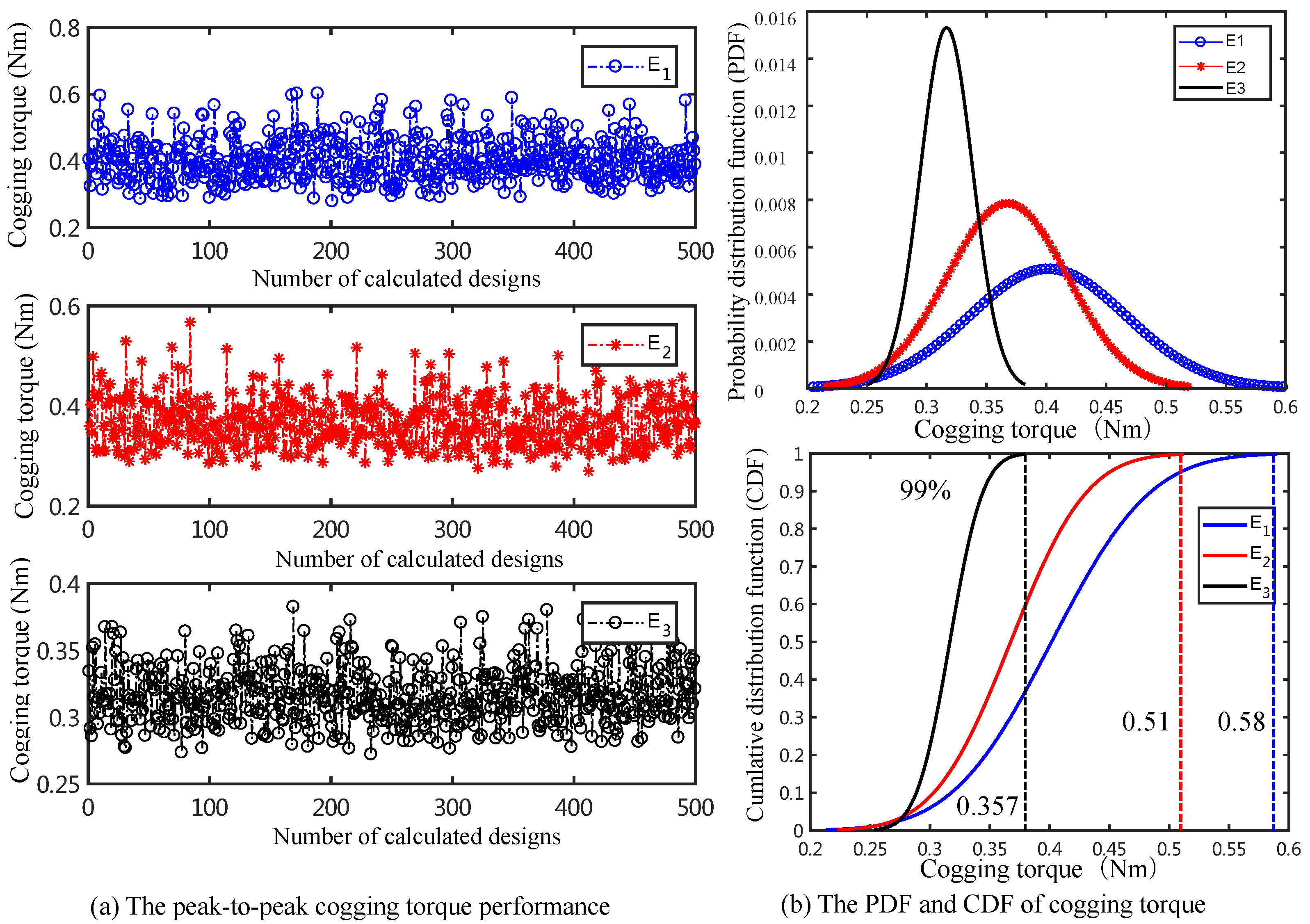
Five hundred models are built for each cluster (
to
) and they are then calculated by the FEM. The peak-to-peak cogging torque performances of the three design clusters are presented in
Figure 14a. The corresponding PDF and cumulative distribution function (CDF) are also compared and illustrated in
Figure 14b.
It can be seen from the PDF of the cogging torque in
Figure 14b that the cogging torque distribution for the randomly assembled scenario is within
Nm, and the performance is slightly improved if the PM width is modified in
, while the assembling approach
is shown to be the most promising with the cogging torque distributed within the range of
Nm. Seen from the CDF in
Figure 14b,
of the designs with the
approach show a cogging torque value smaller than 0.58 Nm, while the corresponding value is 0.357 Nm with the assembling approach of
, which is approximately reduced by
.
The reason for the
approach to significantly reduce the effects of uncertainties can be attributed to two aspects. The first one is that the modification of the tolerance range on PM width slightly affects the cogging torque, but it can narrow the maximum range of PM positioning uncertainties
previously mentioned. The second contribution comes from the operation of pushing the PMs to the left side, which is equivalent to narrowing the relative positioning uncertainty for the rotor, just as illustrated in
Figure 12c.
3.5. PM Assembling Approach Considering the Combined PM Uncertainties
In the actual manufacturing process, the uncertainties occur on the PMs involve , and , and the positioning uncertainty when assembled into the PM pocket in the rotor. An extensive PM assembling approach is required to simultaneously consider these different types of uncertainties.
The measured magnetic flux is a parameter related to the residual flux density and the volume of the PM, and it can be a comprehensive embodiment of different types of PM manufacturing uncertainties. By means of the magnetic flux measurement and categorization, the comprehensive control of the PM manufacturing uncertainties can be realized, and a further operation of pushing the PMs to one-side is also required to mitigate the effects of PM positioning uncertainties.
Thus, the robust PM assembling approach proposed involves three steps: (1) Categorize the PMs into several groups based on the PM magnetic flux variation; (2) select the PMs from a group and assemble it to the particular PM pocket based on the vector diagram; (3) push the PM to the left-side when assembling.
3.5.1. Approach for Mass Production
In the manufacturing process, the flux of a batch of PMs usually obey the Gaussian distribution, and the PMs can be divided into several groups based on the tolerance ranges considering flux variation. Four groups based on their corresponding PM flux are then obtained as shown in
Table 5; the PMs are then selected from different groups and are assembled in a sequence as presented in
Figure 9b. All the PMs should be pushed to one-side (left-side) when assembling. With this assembling approach
, the effects of PM uncertainties on the additional cogging torque might be significantly mitigated.
To verify the effectiveness of the assembling approach
, 500 models featuring different PM uncertainties with another two different assembling approaches are built and calculated by FEM. Based on the tolerance ranges presented in
Table 2, the PM uncertainties are assumed to obey
,
and
. One hundred thousand PMs with uncertainties are generated through the mathematical toolbox, and they are then categorized into four groups (
to
) based on their corresponding PM flux.
The models based on the randomly selected and assembled PMs are denoted as
. The proposed assembling approach as presented in
Figure 9, where PMs are simultaneously selected from the four groups listed in
Table 5, is referred to as
. The models with randomly assembled PMs, which are selected within a single group of G1 (or the others), are denoted as
. Thus, the main differences between designs in
and
lies whether the PMs are selected from one single group in
Table 5 or not. To be noticed, all the PMs are pushed to the left-side in both
and
to reduce the effects of PM position uncertainties.
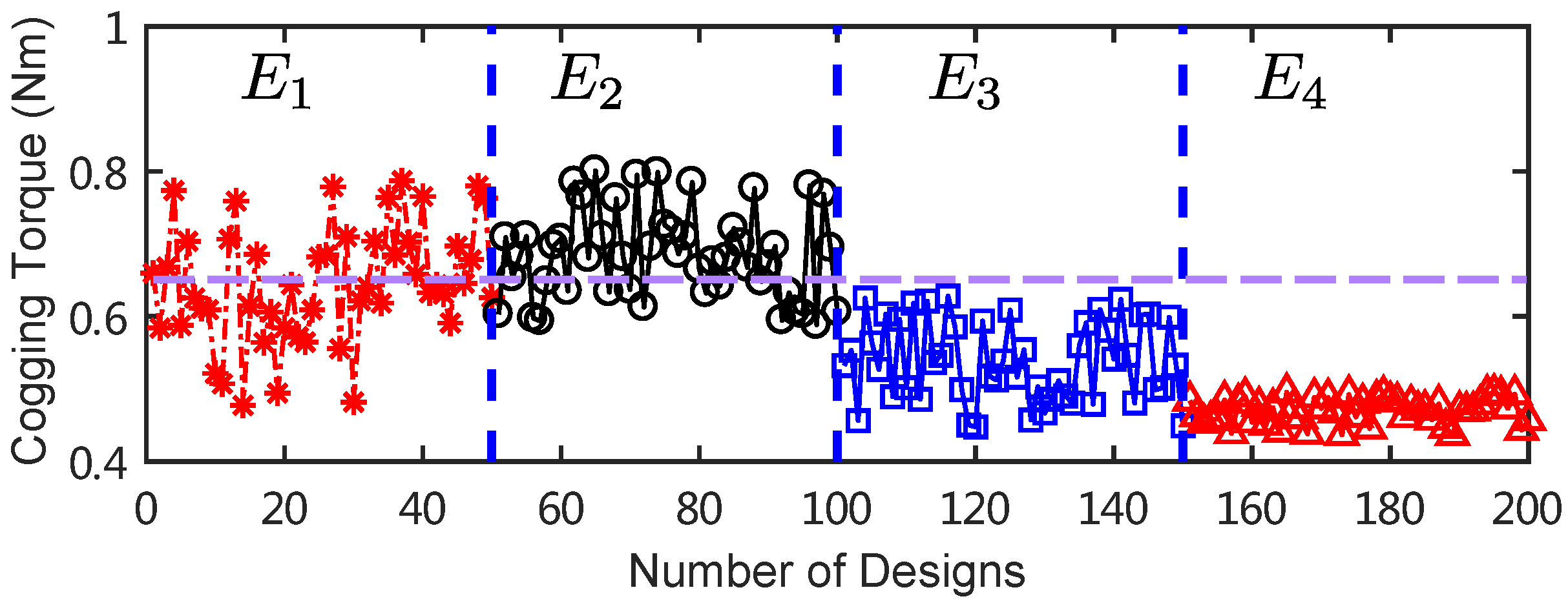
The batches of models are then calculated by the FEM, and the peak-to-peak cogging torque performance are illustrated in
Figure 15a. The PDF and CDF of the models with different PM assembling approaches are calculated and compared as well in
Figure 15b.
It can be seen from
Figure 15b,c that the cogging torque performance can be significantly improved by the proposed assembling approach. For the randomly assembled approach
, the peak-to-peak cogging torque of
of the design schemes are smaller than 0.73 Nm. While, the corresponding value is 0.48 Nm and 0.51 Nm for the approaches
and
, respectively. The designs with the proposed PM assembling approach
show a smaller cogging torque and standard deviation when compared with the conventional randomly assembled designs, and this indicates the robustness of the proposed assembling approach in this scenario.
Interestingly, the cogging torque distributions are quite similar for assembling approaches and . Besides, considering the inconvenience of selecting PMs between different groups during the assembly process, the assembling approach might be more practical.
As the PMs are categorized into several groups based on the flux variation, the uncertainties range within one group is reduced to a smaller level. Then, the PM positioning uncertainties are reduced by pushing all the PMs to the left-side. Consequently, this PM assembling approach is a simplified version of the proposed approach , and it is more convenient to be adopted and suggested for mass production.
3.5.2. PM Assembling Approach for the Small Amount of Prototypes Fabricating Process
For a scenario of fabricating only a few prototypes, where the uncertain values on each PM can be measured and analyzed, a better choice might be assembling all the PMs based on the vector diagram to compensate the effects of uncertainties.
Just as previously mentioned, the flux of each PM can be measured and assembled in a particular sequence to maximally mitigate the additional cogging torque harmonics based on the vector diagram. Besides that, the control on tolerance ranges is also suggested to mitigate the effects of uncertainties. The uncertainties on the PM thickness and residual flux density should be controlled to a small range, and the PM positioning uncertainties can be mitigated by a oneside-push assembling approach as aforementioned. An experimental verification will be given in the next part.
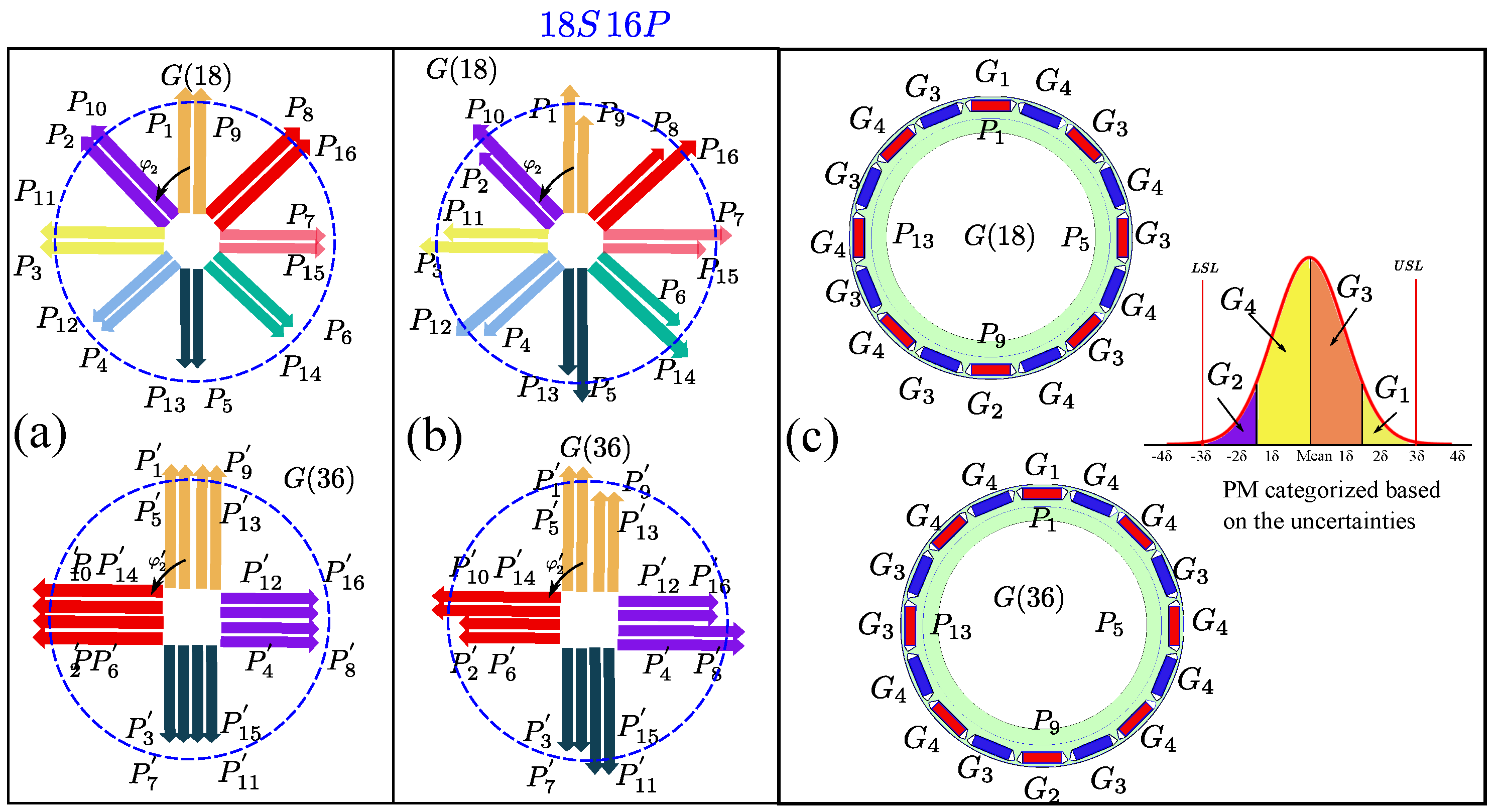
The PM assembling approach can be also adopted for other slot/pole configurations, and the 18S16P geometry is selected as an example. The proper sequence to mitigate the effects of PM uncertainties on the additional cogging torque is presented in
Figure 16b, and the corresponding worst-case is listed in
Figure 16a to highlight the differences between the two PM assembling sequence.
The categorized PM based on the uncertainties are labelled with
to
, and they are then assembled as the sequence presented in
Figure 16c to make the effects of uncertainties on each PM counteract each other. There also might be other sequences to achieve a similar effect to the one shown in
Figure 16c, unless the uncertainties could counteract each other in the vector diagram.
4. Experimental Verifying for the Proposed PM Assembling Approach
To conclude, the basic idea of the proposed PM assembling approach is to combine the uncertainties in a special sequence which would make their effects counteract each other by means of the vector diagram analysis. To verify the proposed PM assembling approach, two 1.2 kW 12S10P IPM machines are fabricated and tested. The basic parameters of the motor are presented in
Table 6.
A batch of PMs with uncertainty ranges, listed in
Table 2, are bought from the manufacturer. Each PM is measured by a Helmholtz coils based flux detection machine. The flux of the PM is derived from the value of the induced voltage in the testing coils, and the corresponding range of the batch of PM flux is equivalent to (12.59 mV, 13.01 mV). Several PMs with the boundary value are selected and further adopted to fabricate the prototypes, and the corresponding flux of the selected PM is presented in
Table 7. The PMs numbered
to
are regarded as PMs with negative uncertainties (Neg), and the others correspond to the positive uncertainties (Pos).
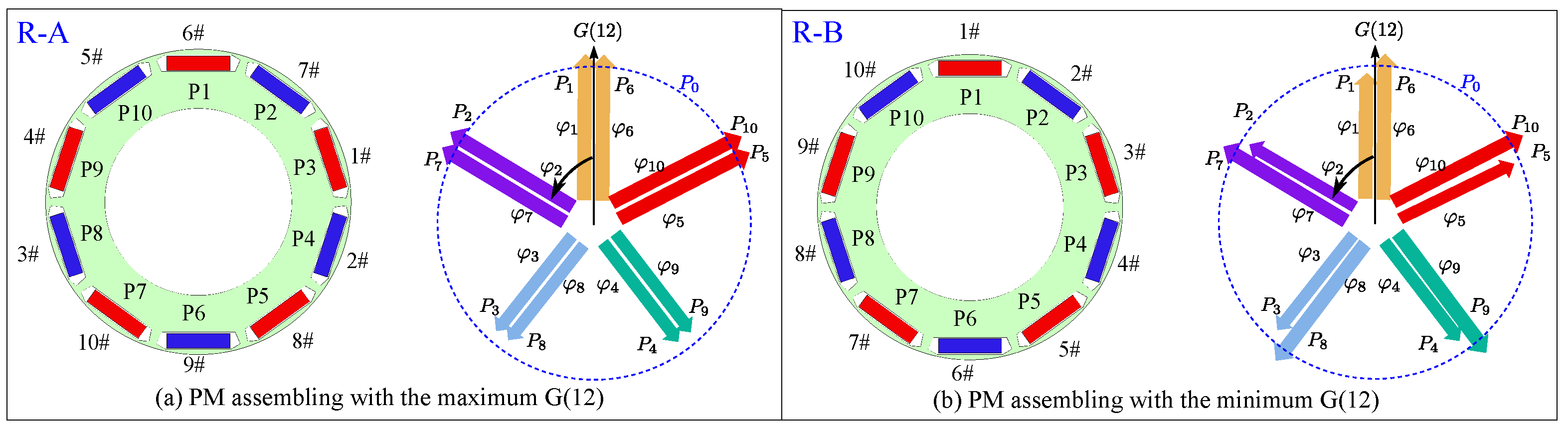
If the PMs are assembled in a sequence as in
Figure 17a, the additional 12th harmonic orders of cogging torque harmonics would superpose and achieve the maximum value. A prototype is fabricated with this particular sequence and denoted by R-A. On the other side, if the PMs with positive and negative uncertainties are assembled in a special sequence as R-B in
Figure 17b, their effects on the
(12th) harmonics would counteract each other. Thus,
(12th) of R-B should be much smaller than that of the R-A design scheme.
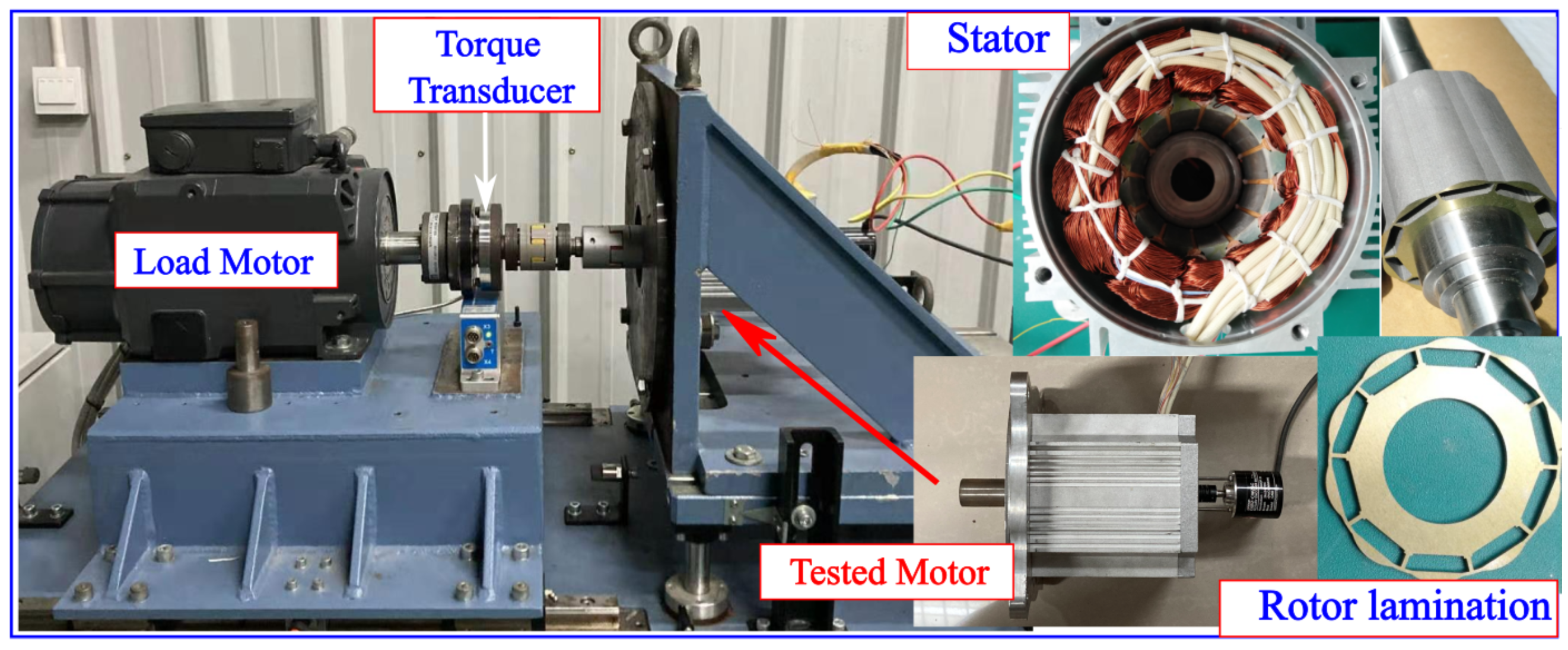
A prototype is fabricated with the 10 PMs assembled as the sequence of R-A, and it is denoted SR-A. The PMs are then withdrawn after the experimental test and are re-assembled with the sequence R-B, referred to as motor SR-B, for the next round experimental test. The prototype is then measured in the test bench, as presented in
Figure 18. To exclude the effects of the control algorithm and additional current harmonics on the torque ripple performance, the back-EMF of prototypes is measured to estimate the torque harmonics under uncertainties.
The cogging torque and back-EMF of the two motors are presented in
Figure 19. It can be seen from
Figure 19a,b that the 12th order of cogging torque harmonic
is significantly reduced in motor SR-B, indicating the counteraction of uncertainties as expected. The peak-to-peak cogging torque is reduced from 95 mNm to 53 mNm with the assembling approach R-B. Besides, the 7th order of the back-EMF harmonic is also reduced with the PMs assembling in the R-B sequence, which indicates the reduction of the 12th order of torque ripple harmonic.
The comparison of cogging torque harmonics and back-EMF harmonics for the two prototypes can verify the effectiveness of the vector diagram for uncertainties analysis, and the proposed PM assembling approach based on the vector diagram is validated as well.


 ,
, 




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}