3.1. Analysis of Electricity Consumption
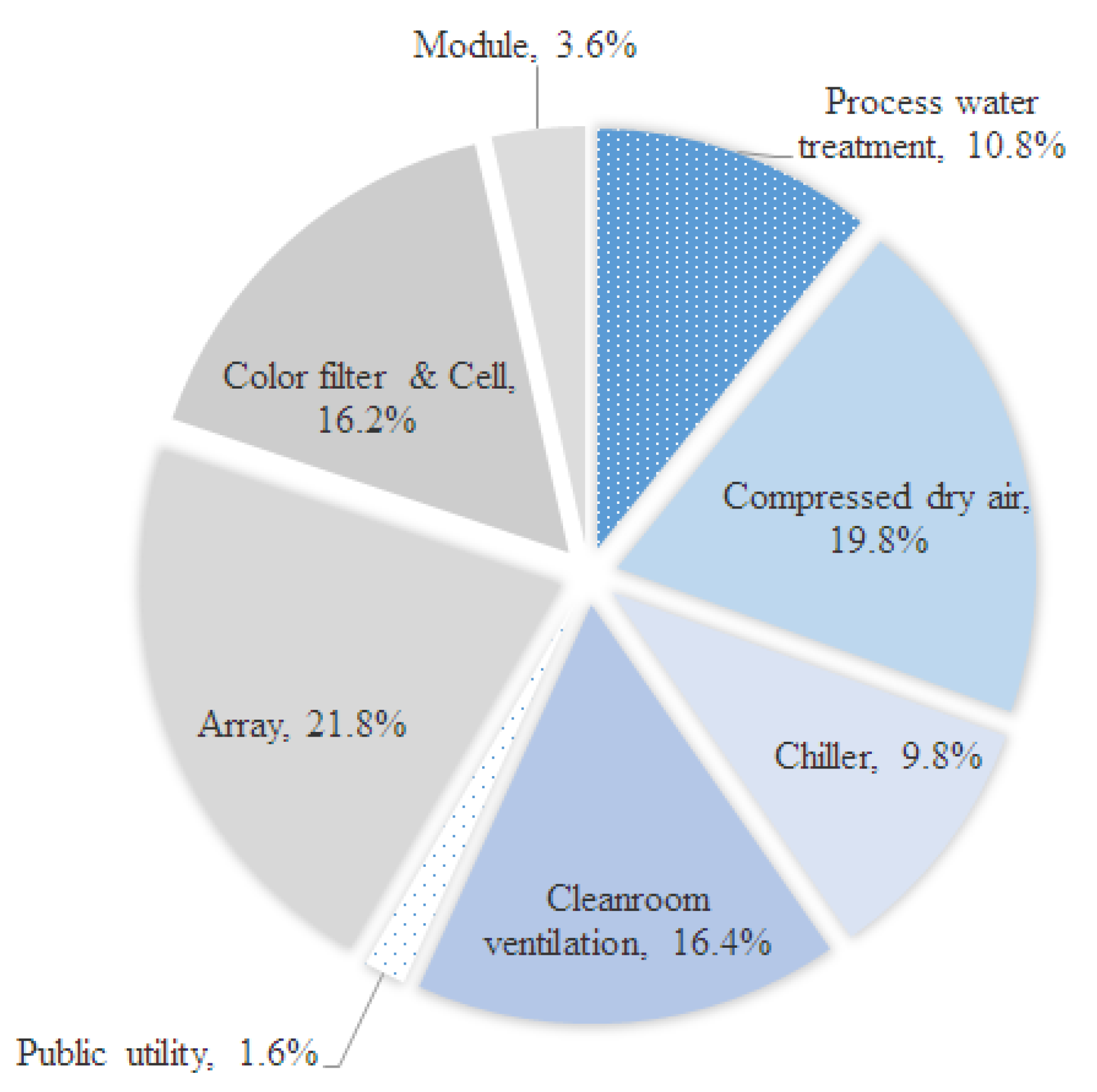
TFT-LCD manufacturing consists of production processes for array, color filter, cell and module, as well as the facility systems for water treatment, compressed dry air, chiller, cleanroom ventilation and public utility. The distribution of electricity utilization in 2010 is shown in
Figure 2, with the total electricity consumption for TFT-LCD panel plant counted to 506,662 MWh,
i.e., 271,065 tons of CO
2e emissions [
11]. As illustrated in
Figure 2, the production processes and facility systems consumed 41.6% and 58.4% of the total electricity, respectively. Of the production lines, the array system consumed the most electricity of 21.8%. For the facility systems, the most electricity was used by the compressed dry air (19.8%) and the cleanroom ventilation equipment (16.4%). Saidur
et al. [
12] found that compressed air systems should use less than 10% of the total industrial energy. Therefore, the compressed dry air system of the panel plant had the potential for energy savings. Also shown in
Figure 2, the public utility consumed only 1.6% of the total electricity.
The process production lines were considered to be the electricity-intensive sections in the factory and were outlined in the pilot implementation of the energy management system. Energy conservation strategies were scrupulously investigated and specific proposals provided for each electricity consumption section. The significant electricity uses were investigated and analyzed for each section through the 20/80 rule (also known as the Pareto Principle) [
13]. In brief, the 20% of equipment, facilities and systems which consumed more than 80% of the total electricity were identified as significant electricity uses and, therefore, designated as prospects for potential electricity usage reductions. The setting of energy targets was function-based, and the annual energy conservation target for the TFT-LCD panel plant called for a 5% reduction of electricity consumption. The major strategy of energy conservation was to increase the energy efficiency and reduce electricity consumption of the equipment.
3.2. Establishing the Baseline Model
Data on the 2010 electricity consumption were used to establish the baseline model for the whole TFT-LCD panel plant. Taiwan lies on the Tropic of Cancer, and its general climate is marine tropical. Therefore, the electricity consumption of the air conditioning system is basically affected by the actual air temperature (dry-bulb temperature) and the amount of moisture in the air (humidity), which is especially true for the sub-generation panel plant.
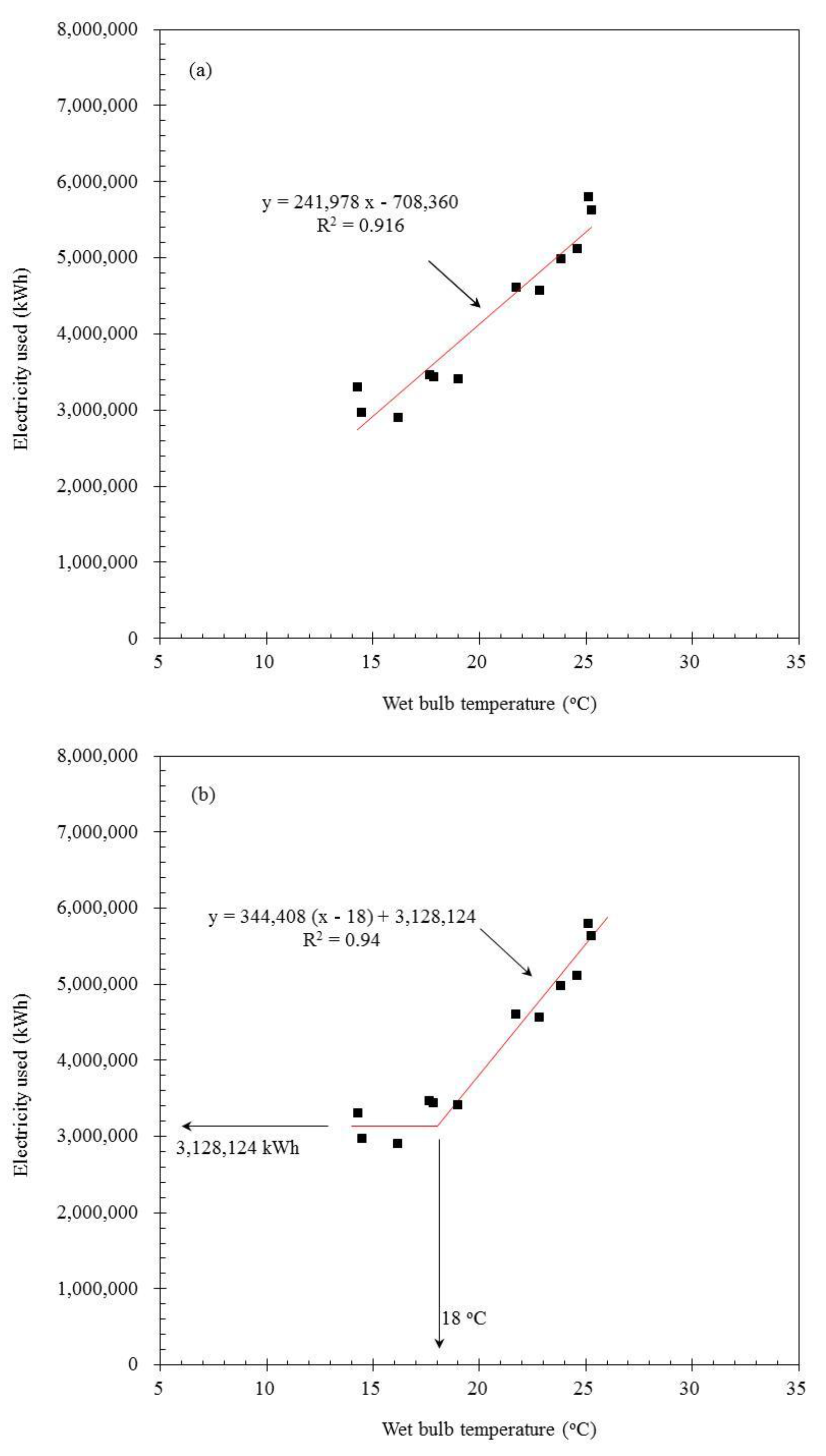
Figure 3 indicates the monthly based amounts of electricity consumed by the chillers in 2010. As shown in
Figure 3a, the chillers’ electricity usage (kWh) was linearly proportional to the monthly average wet-bulb temperature of the ambient air,
T (°C), with
R2 = 0.916 as follows:
where the wet-bulb temperature was determined by both the dry-bulb temperature and the humidity. The hourly weather data were measured on-line using a Vaisala HUMICAP® Transmitter (HMT330, USA) from the outside of inlet pipes of the air conditioning systems for the clean rooms. The monthly average wet-bulb temperature of 2010 was 20.2 ± 4.1 °C.
Literature has described the electricity use of heating or cooling systems using a three-parameter change-point model [
14,
15]. As shown in
Figure 3b, the chiller electricity use increased linearly (
R2 = 0.94) with the outdoor wet-bulb temperature when it was above the balance-point temperature,
i.e., 18 °C in this study. The electricity (kWh) used by the chillers can be described as follows:
where the superscript + notation indicates that the value of the parenthetic term is zero, as
T < 18 °C.
Table 1 indicates that the square of the correlation coefficient (
R2) of Equation (2) is 0.957, and the coefficient of variation of the root-mean-square error (
CV-RMSE) is 5.17%. Therefore, the outdoor wet-bulb temperature of 18 °C can be an appropriate change-point temperature for Equation (2) [
16].
Chua
et al. found that per 1 °C temperature increase would result in 9.4%–15% and 12%–20% increases in the energy consumption for the residential and commercial cooling, respectively [
18]. Huang [
19] indicated that by increasing 1 °C temperature, the cooling energy consumption increased by 10%–15%. According to the calculation of Equation (1), the chillers’ electricity usage was raised by 6.6% for an increase in 1 °C temperature. On the other hand, increasing 1 °C temperature could increase the electricity consumption of chillers by 11% estimated using Equation (2), which was similar to the results of Huang’s study [
19].
Several studies have indicated that the electricity consumption is dependent on the total quantity and output value of products, as well as the overall equipment efficiency [
6,
8,
20]. However, the selling price of TFT-LCD panels was not stable from 2010 to 2011. In this study, a baseline model of the monthly electricity consumption (kWh) for the plant was developed as follows:
where α
i,
i = 0, 1, 2, are the fitted parameters; and
P is the monthly average yield rate of production (m
2), which is defined as the product yield, in terms of the area of the panels produced (m
2), divided by the equipment available time index (%). In this study, the equipment available time index for the production process was determined as the percentage of up-time (
i.e., the sum of the run-time and the idle-time)
versus the total time of machinery operation.
The parameters αi in Equation (3) were determined by fitting the monthly electricity consumption to the monthly average wet-bulb temperature and the yield rate of production in 2010. If the parameter α1 is 344,408, as obtained from Equation (2), the baseline model of Equation (3) is:
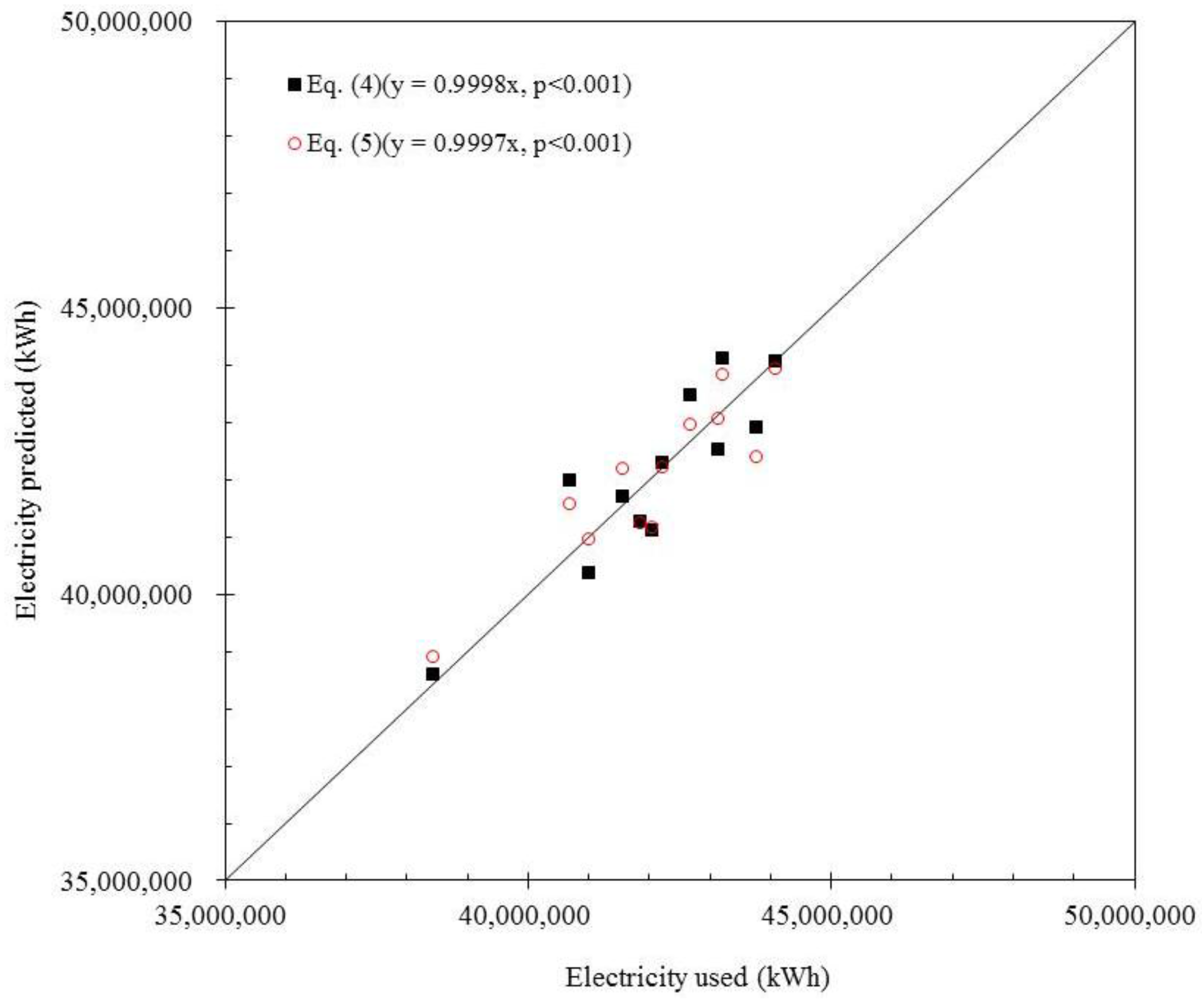
Another approach to determining the baseline model was to directly correlate the monthly electricity consumption to the wet-bulb temperature and the yield rate of production. Based on the multiple linear regression analysis, the baseline model can be determined as follows:
Figure 4 presents a comparison of the 2010 electricity consumptions with the predicted values using Equations (4) and (5), respectively. The data of the monthly electricity consumption were very close to the 1:1 line, implying a good agreement between the measured values and the models of Equations (4) and (5). As shown in
Table 1, the mean bias error (
MBE) was as low as 0.01% and 0.02% for the models of Equations (4) and (5), respectively. Their
CV-RMSE values of 1.68% and 1.52% indicated the high predictive power of the models. However, the square of the correlation coefficient of Equation (4) of 0.784 was a little higher than 0.77 of Equation (5). The monthly electricity consumption savings were estimated using the weather- and production-dependent baseline model of Equation (4).
The baseline models of Equations (4) and (5) indicate that the monthly electricity consumption for the entire plant was proportional to the outdoor wet-bulb temperature (T) and the yield rate of production (P). The importance of T and P on the baseline model was determined through a comparison of single-parameter model analyses. The yield rate of production had a greater influence on the monthly electricity consumption (p = 0.005) than the outdoor wet-bulb temperature (p = 0.165). This result was expected, since the chillers used only 9.8% of the total electricity in the baseline year. In addition, this may be the reason that the electricity consumption for the whole plant was directly correlated with T and P in the baseline model of Equation (5) with R2 = 0.77.
3.3. Energy Saving Projects
The energy saving projects were cross-sectional correlated. Increasing the efficiency of electricity use is an important issue for energy saving strategies through innovative concepts and inspections in detail with minimum expenses and changes of system [
3,
18]. The strategies for energy saving are summarized in
Table 2. The technical aspects of the energy saving methodologies are described below.
Cooling system: The criteria for selecting a chiller with the suitable load capacity were as defined in the SOPs in order to improve the efficiency of the cooling system. A chiller with a suitable load capacity was installed in the production line and the coolant was regularly replaced to maintain the maximum running efficiency of the production machinery [
1]. The equipment was regularly checked and lamps not in use in the cooling system were turned off.
Lighting system: Several lighting system improvements were proposed for the color filter section, which involved introducing a computer-controlled lighting system synchronized with process operations. In the production line, the lights which were on during maintenance or emergency checks were turned off when the machine was in normal operation. Turning off lights when not in use was emphasized in the SOPs and was checked regularly. In addition, metal lamps were replaced by green lamps—in this case, digital fluorescent lamps.
Fan, pump and motor systems: literature has indicated that motors account for a major portion of total industrial-energy usage [
12]. In this study, energy savings were achieved by reducing the fan filter unit coverage to the designated rate, installing a controller to modulate the motor on- and off-times in the cooling tower and setting up motor off-times during off-peak hours to reduce idle running. For most high-tech fabrication plants, the MAU consumes nearly half of the power load of the chiller to keep the clean room at 23 °C and 45% relative humidity [
1,
9]. By designing a return-air ducts moistening system, the cost of installing heat pipes for the MAU was reduced, which in turn reduced electricity consumption of the pumps and fans by reducing their operating time from 24 to 15 h, and thus increasing the efficiency of the water chiller unit. The oven and dry pump operation was synchronized with the production process by installing an electricity-saving idle mode into computer software routines in the driving system to reduce run-times and intermittent periods. In addition, a vacuum generator was installed for the dry pump to maintain a moderate vacuum during idle periods. The preventive maintenance or replacement of old pumps with better efficiency pumps was recognized.
Water recycling: Water used in a process requiring high purity was recycled and fed back into the process for lower purity needs, as in the developer process.
Heat recovery: Heat produced by the dry air compressor was recycled for use in the dry blower process by shortening the transfer lines. The exhaust heat from the oven was recycled for pre-heating on process machinery, which significantly reduced power usage. Heat insulation was improved to prevent heat loss.
Vacuum system: Vacuum pipe lines were regularly checked for leaking and saving the operation time for vacuum to improve efficiency.
Production process: According to the baseline model, the monthly electricity consumption was significantly correlated to the yield rate of production. A proper and adequate production process was evaluated and applied to all production lines by the selective running of electricity-intensive auxiliary equipment based on the operations of the major machinery [
19]. Unnecessary process units were shut down to improve efficiency, while the common units essential to the production process, e.g., oven, UV light in the cleaning system and extreme UV heater, UV lamp cooling system and the nitrogen gas supply, were managed to their maximum efficiency. In addition, several methodologies were employed as regards operating temperatures, e.g., finding new chemicals for lower temperature processes, reducing the operating temperature of the stripper process and reducing the glass substrate temperature in the sputtering chamber.
Facility: Installing a variable frequency drive on pumps in the pure water and vacuum systems, reducing the number of blowers in the wastewater treatment tanks by integrating the transfer pipe lines into a combined system and expanding the ultra-fine filter units in the wastewater recycling system were measures proposed by the facility section for the whole plant.
Table 3 indicates that the expected annual electricity savings would be 12,039 MWh with the implementation of the energy saving projects. Based on the emission factor of BOE 2010 [
11], the carbon footprint reduction of the electricity consumption is 6440 tons CO
2e per year. As compared with the baseline electricity consumption in 2010, the energy saving strategies reduced the total electricity use by 2.4%. The strategies of improving electricity efficiency were the major energy saving potentials weighted up to 49.8% of total savings, while the strategies of reducing electricity consumption weighted 40.7%. Top management called a management review meeting at the end of each year to review the effectiveness of the energy saving projects.
3.4. Verify Performance and Calculate Savings
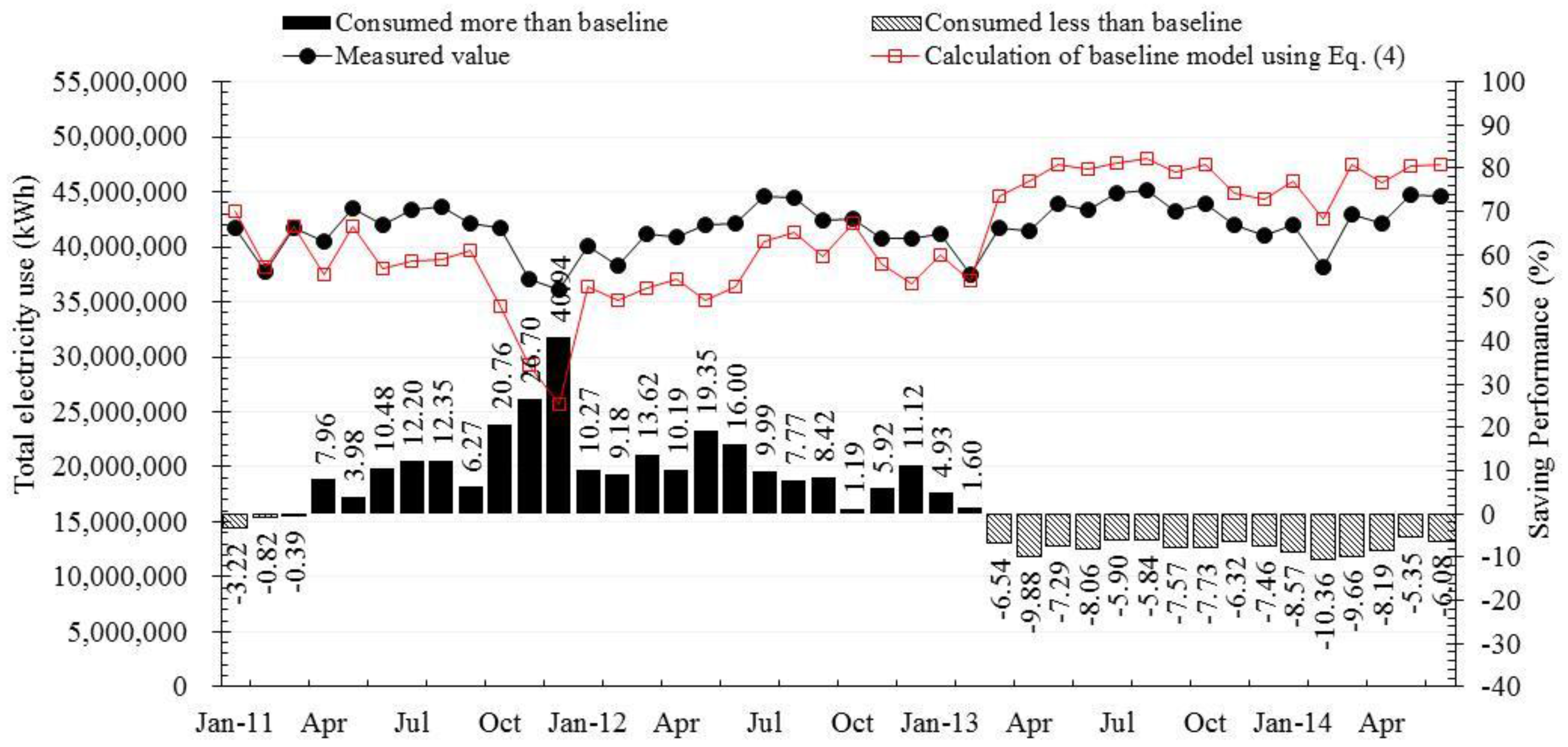
The energy conservation performance was determined by comparing the baseline model of Equation (4) with the measured electricity consumption according to the utility meter readings.
Figure 5 shows the monthly electricity consumption and the calculations of the baseline models for the whole panel plant from January 2011 to June 2014. The monthly average wet-bulb temperature of the period was 21.1 ± 4.4 °C, which was similar to the baseline model. It was found that the energy efficiency had actually worsened in the period covering 2011 to 2012. This was because the energy management system was officially introduced in June 2011 and the preliminary work began in December 2011. The improvement strategies had been proposed by then and the performance efficiency should have increased the next year. However, non-routine processes were introduced between January 2012 and January 2013 because the market for TFT-LCD panels was impacted by the 2011 to 2013 global economic depression. As shown in
Figure 5, the calculations of Equation (4) resulted in the significant underestimates of the electricity consumption during this period. The number of normal production lines was reduced, some equipment was left standing idle and certain production lines were switched frequently in order to adjust operating parameters or to test the specifications of new products. The factory production output was reduced substantially, which made the overhead utility and base load of equipment consumption the major electricity uses.
After March 2013, the production lines of TFT-LCD panels were back to normal. As compared with the baseline model of Equation (4), the electricity consumption was reduced by 5.35%–10.36%, which was higher than the annual energy saving target of 5%. The energy performance efficiency at that point was on the upswing. The energy saving projects did have a positive effect on the efficiency of the system and the facility performance. In addition, the energy conservation for the entire plant was higher than the total expected savings for the individual energy conservation strategies, i.e., 2.4%. It is plausible that the energy-efficiency improvements for the integrated systems could be superior to the potential energy saving of individual components.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}