Laser Microtextured Surfaces for Friction Reduction: Does the Pattern Matter?

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Laser Texturing with fs Pulses
2.1.1. Axisymmetric Textures
- Nautilus Texture—The first texture has been inspired by the nautilus and it includes circular dimples with a diameter of 180 µm. The Cartesian coordinates of the dimples’ centres were selected by using the parametric equations:
- Sunflower Texture—Further inspiration has been taken from nature to replicate the sunflower inflorescence. In this case, the pattern includes circular and elliptical dimples whose dimensions are listed in Table 1. The dimples are arranged along 60 diametric directions. Consequently, the angular distance between adjacent diametric lines of dimples is . Moreover, there has been a spatial shift of 75 µm between two adjacent lines. The positions of the n-th dimple along the diametric lines have been chosen according to the equation:
- Uniform Grid Textures—The last two patterns have been characterized by uniform homogeneous matrix of 180 µm circular dimples. In order to have different geometric void ratios ( and ), the mutual distance between the dimples has been fixed equal to 278 µm and 239 µm, respectively.
2.1.2. Directional Textures
- Diagonal Texture—In the Diagonal pattern, the distance between circular dimples having a diameter of 180 µm increases in both x and y directions, according to the following equations which identify the positions of the n-th dimple along the x and y directions:
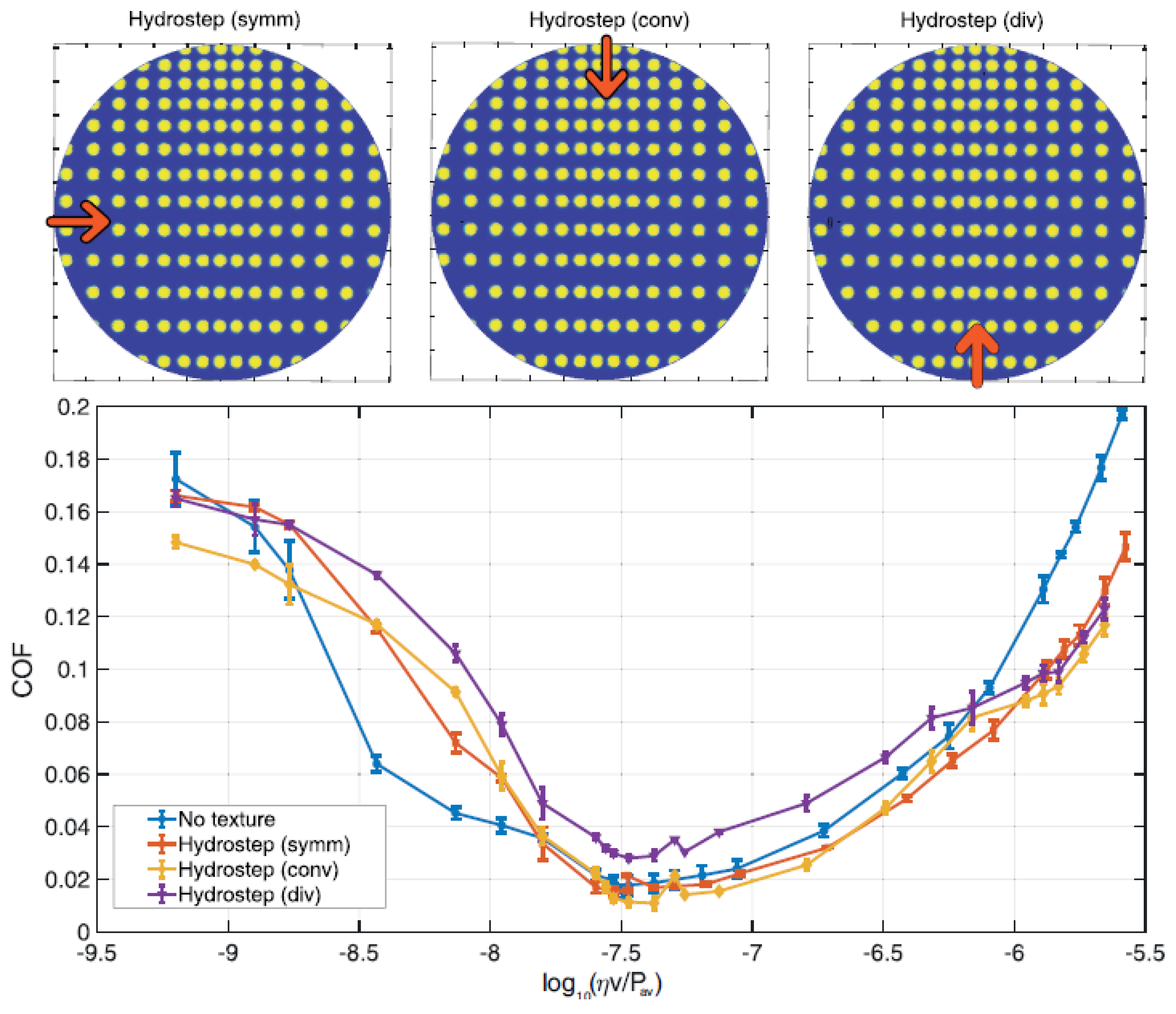
- Hydrostep Texture—The Hydrostep geometry has been conceived similarly to the diagonal one. However, in this case, the origin of the coordinate system is at the top centre. Therefore, in the x-direction, there has been a symmetric increasing distance between dimples along both sides. At the same time in the y-direction, there is no symmetry and the distance continuously increases from the top downwards. The positions of 180 µm diameter dimples have been identified by Equations (8) and (9). The geometric void ratio of the Hydrostep texture was (see Figure 3f).
- Fishbone Texture—The last texture, i.e. the Fishbone, has been constituted by a central part having lines of 180 µm diameter dimples with an increasing distance along the x-direction (according to Equation (8)), symmetrically arranged along both sides. Instead, the distance has been kept fixed and equal to 250 µm in y-direction. The side parts include elliptical dimples, having a minor axis of 128 µm and a major axis of 266 µm. Moreover, such ellipses have been rotated by an angle of with respect to the x-direction. The geometric void ratio of the Fishbone texture was (see Figure 3g).
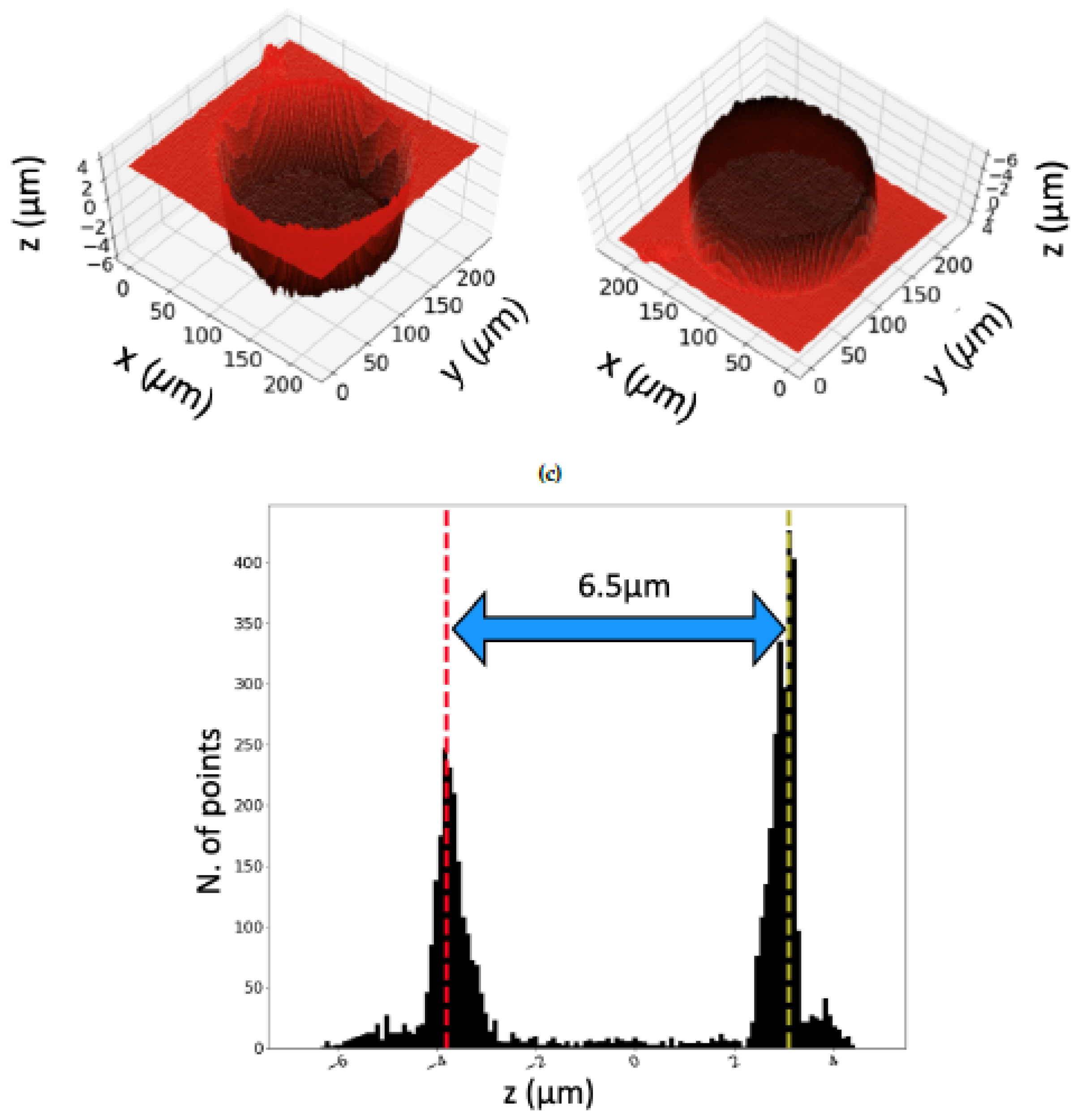
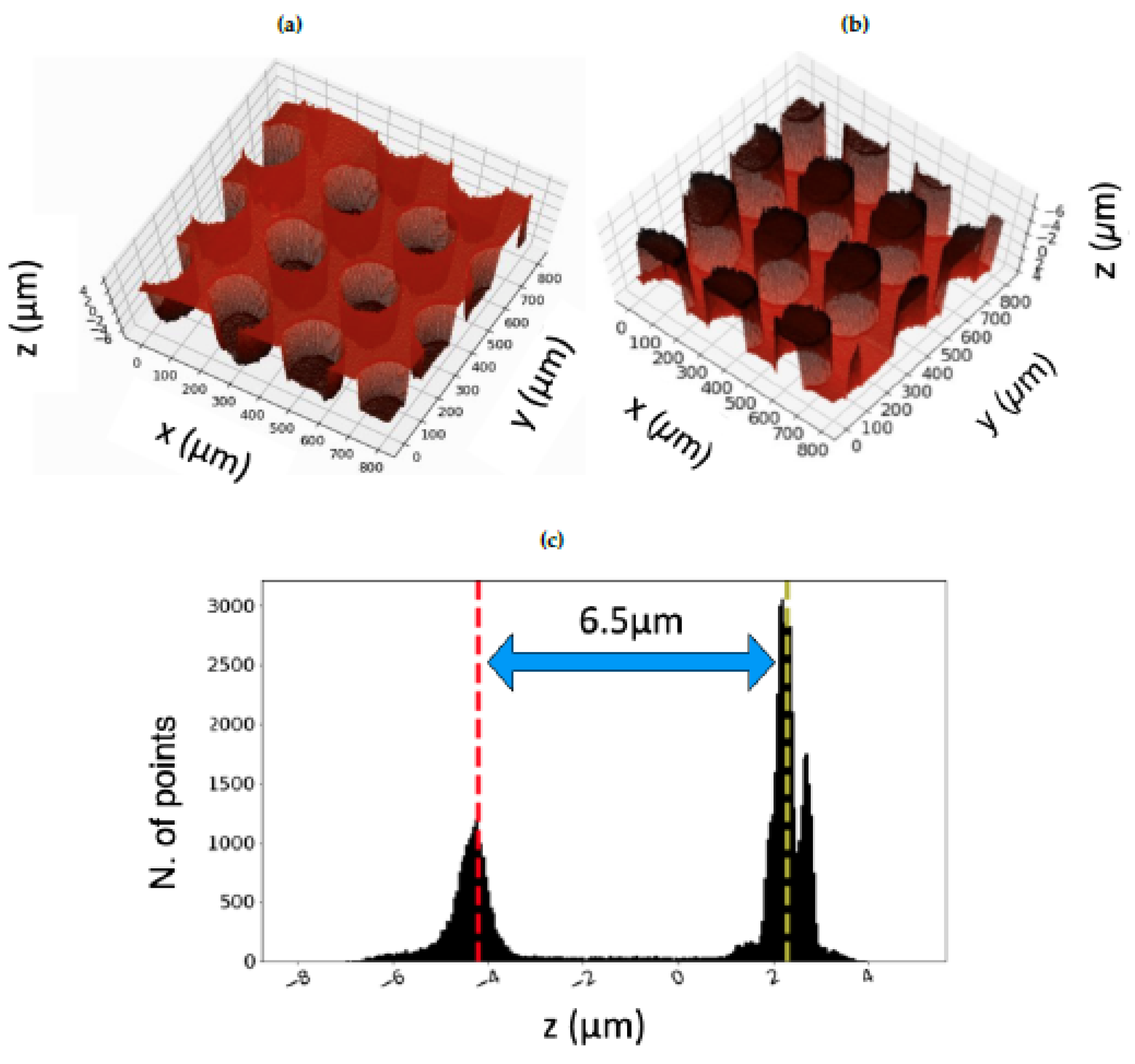
2.2. Morphological Characterization of the Laser Textured Patterns
2.3. Tribological Characterization
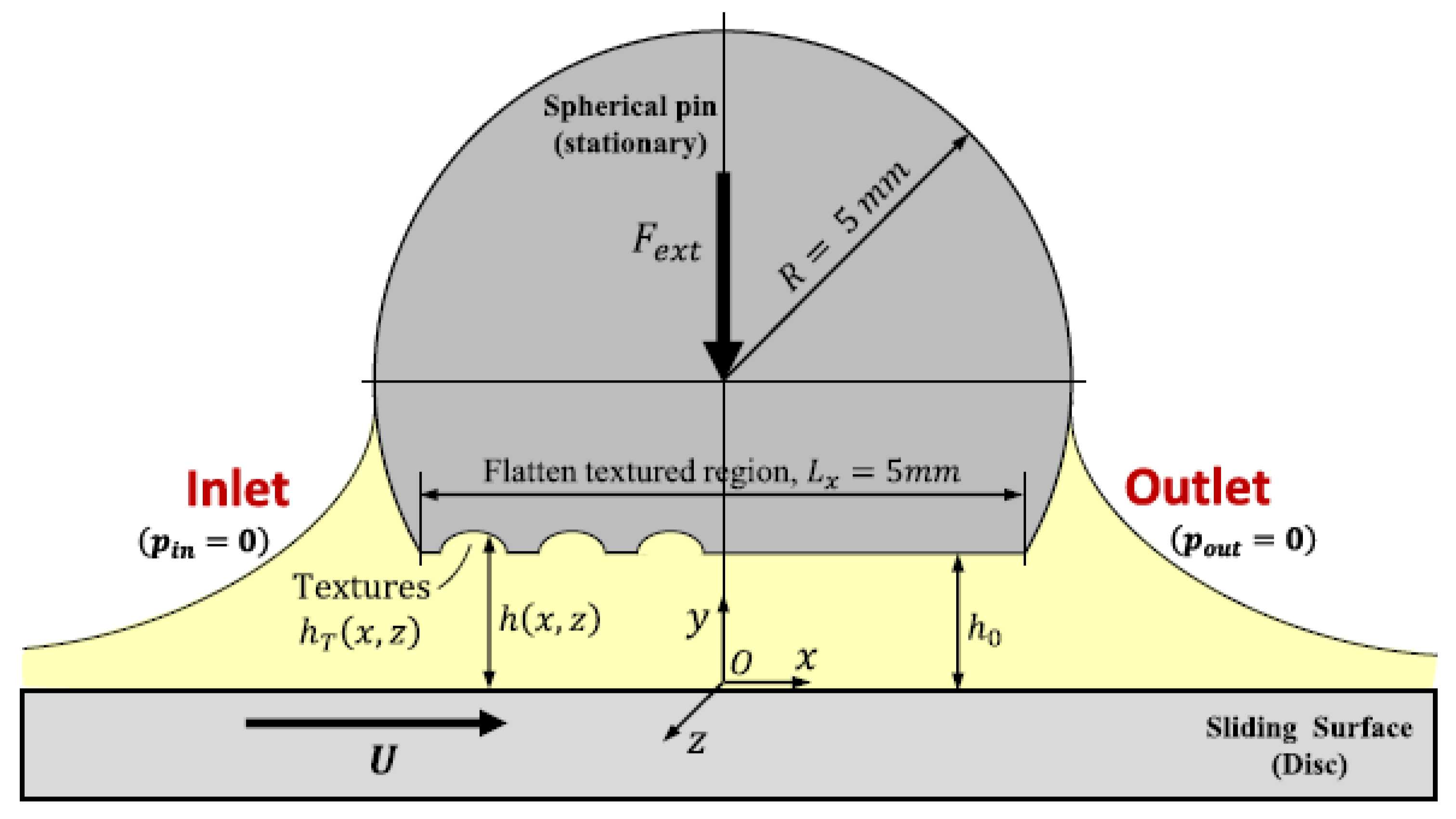
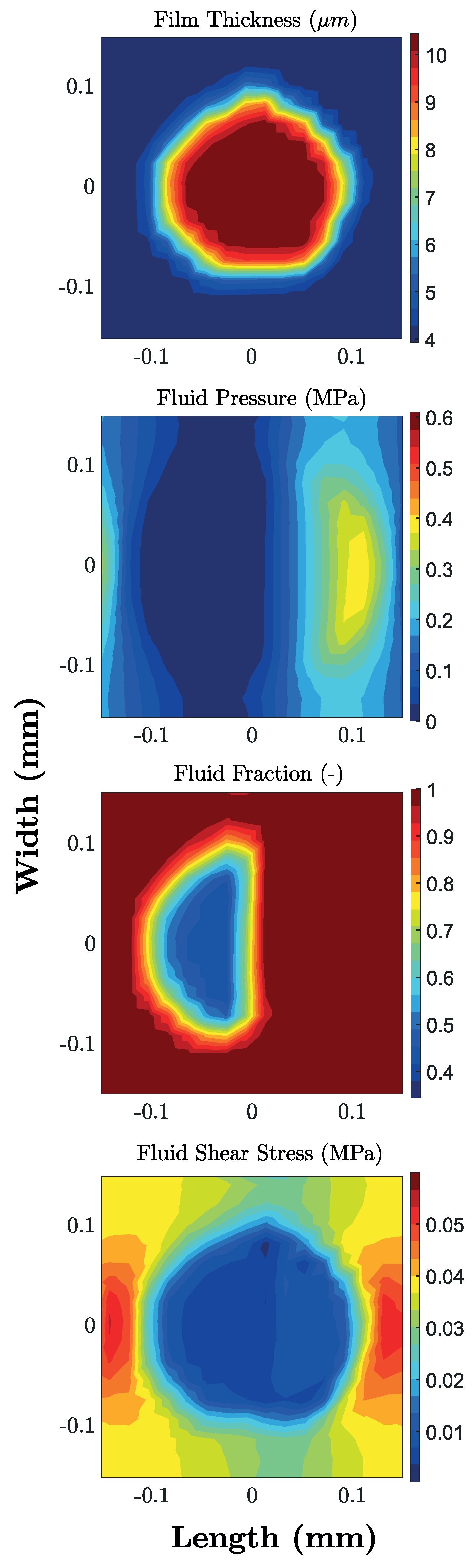
2.4. Finite Volume Numerical Simulation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Grützmacher, P.G.; Profito, F.J.; Rosenkranz, A. Multi-scale surface texturing in tribology, current knowledge and future perspectives. Lubricants 2019, 7, 95. [Google Scholar] [CrossRef] [Green Version]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. Surface texturing in machine elements: A critical discussion for rolling and sliding contacts. Adv. Eng. Mater. 2019, 21, 8. [Google Scholar]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Performance of lubricated rolling/sliding concentrated contacts with surface textures: A review. J. Tribol. 2015, 137, 3. [Google Scholar] [CrossRef]
- Jinbang, L.; Shuo, L.; Aibing, Y.; Sitong, X. Effect of laser surface texture on CuSn6 bronze sliding against PTFE material under dry friction. Tribol. Int. 2018, 118, 37–45. [Google Scholar]
- Gualtieri, E.; Borghi, A.; Calabri, L.; Pugno, N.; Valeri, S. Increasing nanohardness and reducing friction of nitride steel by laser surface texturing. Tribol. Int. 2009, 42, 699–705. [Google Scholar] [CrossRef]
- Putignano, C.; Scarati, D.; Gaudiuso, C.; Di Mundo, R.; Ancona, A.; Carbone, G. Soft matter laser micro-texturing for friction reduction: An experimental investigation. Tribol. Int. 2019, 136, 82–86. [Google Scholar] [CrossRef]
- Putignano, C.; Dini, D. Soft matter lubrication does solid viscoelasticity matter. ACS Appl. Mater. Interfaces 2017, 9, 42287–42295. [Google Scholar] [CrossRef] [Green Version]
- Putignano, C. Soft lubrication A generalized numerical methodology. J. Mech. Phys. Solids 2020, 134, 10374. [Google Scholar] [CrossRef]
- Putignano, C.; Le Rouzic, J.; Reddyhoff, T.; Carbone, G.; Dini, D. A theoretical and experimental study of viscoelastic rolling contacts incorporating thermal effects. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 28, 1112–1121. [Google Scholar] [CrossRef] [Green Version]
- Etsion, I. State of the art in laser surface texturing. Tribol. Int. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Papangelo, A.; Putignano, C.; Hoffmann, N. Self-excited vibrations due to viscoelastic interaction. Mech. Syst. Signal Process. 2020, 144, 106894. [Google Scholar] [CrossRef]
- Sudeep, U.; Tandon, N.; Pandey, R.K. Friction and vibration behaviors of lubricated laser textured point contacts under reciprocating rolling motion with highlights on the used laser parameters. Procedia Technol. 2018, 67, 14. [Google Scholar] [CrossRef]
- Chen, C.; Wang, X.; Shen, Y.; Li, Z.; Dong, J. Experimental investigation for vibration reduction of surface-textured journal bearings. Ind. Lubr. Tribol. 2019, 71, 231–242. [Google Scholar] [CrossRef]
- Krupka, I.; Svoboda, P.; Hartl, M. Effect of surface topography on mixed lubricatoon film formation during start up under rolling/sliding conditions. Tribol. Int. 2010, 43, 1035–1042. [Google Scholar] [CrossRef]
- Etsion, I. Handbook of Lubrication and Tribology, Vol. II: Theory and Design, 2nd ed.; Bruce, R.W., Ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Tang, W.; Zhou, Y.; Yang, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Bifeng, Y.; Xiaodong, F.L.; Yonghong, W.Y. Research on Tribological Performance of Cylinder Liner by Micro-Laser Surface Texturing. Adv. Sci. Lett. 2011, 4, 1318–1324. [Google Scholar] [CrossRef]
- Scaraggi, M. Lubrication of textured surfaces: A general theory for flow and shear stress factors. Phys. Rev. E 2012, 86, 2. [Google Scholar] [CrossRef]
- Yu, H.; Wang, X.; Zhou, F. Geometric Shape Effects of Surface Texture on the Generation of Hydrodynamic Pressure Between Conformal Contacting Surfaces. Tribol. Lett. 2010, 37, 123–130. [Google Scholar] [CrossRef]
- Galda, L.; Pawlus, P.; Sep, J. Dimples shape and distribution effect on characteristics of Stribeck curve. Tribol. Int. 2009, 42, 1505–1512. [Google Scholar] [CrossRef]
- Vilhena, L.; Sedlacek, M.; Podgornik, B.; Vizintin, J.; Babnik, A.; Mozina, J. Surface texturing by pulsed Nd:YAG laser. Tribol. Int. 2009, 42, 1496–1504. [Google Scholar] [CrossRef]
- Fowell, M.T.; Medina, S.; Olver, A.V.; Spikes, H.A.; Pegg, I.G. Parametric study of texturing in convergent bearings. Tribol. Int. 2012, 52, 7–16. [Google Scholar] [CrossRef]
- Segu, D.Z.; Choi, S.G.; Choi, J.H.; Kim, S.S. The effect of multi-scale laser textured surface on lubrication regime. Appl. Surf. Sci. 2013, 270, 58–63. [Google Scholar] [CrossRef]
- Jing, H.J.; Cai Wei, G.; Yong Hong, F. Efect of Micro-Dimples on Hydrodynamic Lubrication of Textured Sinusoidal Roughness. Chin. J. Mech. Eng. 2018, 67, 31. [Google Scholar]
- Ancona, A.; Carbone, G.; De Filippis, M.; Volpe, A.; Lugarà, P.M. Femtosecond laser full and partial texturing of steel surfaces to reduce friction in lubricated contact. Appl. Opt. Techn. 2014, 3, 539–547. [Google Scholar] [CrossRef]
- Giannuzzi, G.; Gaudiuso, C.; Mundo, R.D.; Mirenghi, L.; Fraggelakis, F.; Kling, R.; Lugarà, M.P.; Ancona, A. Applied surface science short and long term surface chemistry and wetting behaviour of stainless steel with 1D and 2D periodic structures induced by bursts of femtosecond laser pulses. Appl. Surf. Sci. 2019, 494, 1055–1065. [Google Scholar] [CrossRef]
- Gaudiuso, C.; Giannuzzi, G.; Volpe, A.; Lugarà, P.M.; Choquet, I.; Ancona, A. Incubation during laser ablation with bursts of femtosecond pulses with picosecond delay. Opt. Express 2018, 26, 3801–3813. [Google Scholar] [CrossRef] [PubMed]
- Jee, Y.; Becker, M.F.; Walser, R.M. Laser-induced damage on single-crystal metal surface. J. Opt. Soc. Am. B 1988, 5, 648. [Google Scholar] [CrossRef]
- Profito, F.J.; Zachariadis, D.C.; Dini, D. Partitioned Fluid-Structure Interaction Techniques Applied to the Mixed-Elastohydrodynamic Solution of Dynamically Loaded Connecting-Rod Big-End Bearings. Tribol. Int. 2019, 140, 105767. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Profito, F.J.; Gachot, C.; Medina, S.; Dini, D. Influence of surface texturing on hydrodynamic friction in plane converging bearings-An experimental and numerical approach. Tribol. Int. 2019, 134, 190–204. [Google Scholar] [CrossRef]
- Profito, F.J.; Vladescu, S.C.; Reddyhoff, T.; Dini, D. Transient experimental and modelling studies of laser-textured micro-grooved surfaces with a focus on piston-ring cylinder liner contacts. Tribol. Int. 2016, 113, 125–136. [Google Scholar] [CrossRef]
- Profito, F.J.; M, G.; C, Z.D.; Dini, D. A general finite volume method for the solution of the Reynolds lubrication equation with a mass-conserving cavitation mode. Tribol. Lett. 2015, 60, 18. [Google Scholar] [CrossRef] [Green Version]
- Floberg, L. Cavitation boundary conditions with regard to the number of streamers and tensile strength of the liquid. Cavitation and related phenomena in lubrication. In 1st Leeds-Lyon Symposium on Tribology; Mechanical Engineering Publications Ltd.: London, UK, 1974. [Google Scholar]
- Elrod, H.G. A computer program for cavitation and starvation problems. In 1st Leeds-Lyon Symposium on Tribology; Mechanical Engineering Publications Ltd.: London, UK, 1975; Volume 37. [Google Scholar]
- Profito, F.J.; Vladescu, S.C.; Reddyhoff, T.; Dini, D. Experimental Validation of a Mixed-Lubrication Regime Model for Textured Piston-Ring-Liner Contacts. Mater. Perform. Charact. 2017, 6, 112–129. [Google Scholar] [CrossRef]
- Brizmer, V.; Kligerman, Y.; Etsion, I. A laser surface textured parallel thrust bearing. Tribol. Trans. 2003, 46, 397–403. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n | 2a (µm) | 2b (µm) |
|---|---|---|
| 1 | 55 | 55 |
| 2 | 60 | 56 |
| 3 | 65 | 57 |
| 4 | 70 | 58 |
| 5 | 75 | 59 |
| 6 | 80 | 60 |
| 7 | 90 | 110 |
| 8 | 92 | 110 |
| 9 | 114 | 110 |
| 10 | 136 | 120 |
| 11 | 158 | 130 |
| 12 | 180 | 140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Putignano, C.; Parente, G.; Profito, F.J.; Gaudiuso, C.; Ancona, A.; Carbone, G. Laser Microtextured Surfaces for Friction Reduction: Does the Pattern Matter? Materials 2020, 13, 4915. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13214915
Putignano C, Parente G, Profito FJ, Gaudiuso C, Ancona A, Carbone G. Laser Microtextured Surfaces for Friction Reduction: Does the Pattern Matter? Materials. 2020; 13(21):4915. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13214915
Chicago/Turabian StylePutignano, Carmine, Giuliano Parente, Francisco Josè Profito, Caterina Gaudiuso, Antonio Ancona, and Giuseppe Carbone. 2020. "Laser Microtextured Surfaces for Friction Reduction: Does the Pattern Matter?" Materials 13, no. 21: 4915. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13214915