Superplastic Deformation of Al–Cu Alloys after Grain Refinement by Extrusion Combined with Reversible Torsion

Faculty of Materials Engineering, Silesian University of Technology, Krasińskiego 8, 40-019 Katowice, Poland
*
Author to whom correspondence should be addressed.
Materials 2020, 13(24), 5803; https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245803
Submission received: 16 November 2020
/
Revised: 11 December 2020
/
Accepted: 15 December 2020
/
Published: 18 December 2020
(This article belongs to the Special Issue Hot Deformation and Microstructure Evolution of Metallic Materials)
Abstract
:The binary as-cast Al–Cu alloys Al-5%Cu, Al-25%Cu, and Al-33%Cu (in wt %), composed of the intermetallic θ-Al2Cu and α-Al phases, were prepared from pure components and were subsequently severely plastically deformed by extrusion combined with reversible torsion (KoBo) to refinement of α-Al and Al2Cu phases. The extrusion combined with reversible torsion was carried out using extrusion coefficients of λ = 30 and λ = 98. KoBo applied to the Al–Cu alloys with different initial structures (differences in fraction and phase size) allowed us to obtain for alloys (Al-25%Cu and Al-33%Cu), with higher value of intermetallic phase, large elongations in the range of 830–1100% after tensile tests at the temperature of 400 °C with the strain rate of 10−4 s−1. The value of elongation depended on extrusion coefficient and increase, with λ increasing as a result of α-Al and Al2Cu phase refinement to about 200–400 nm. Deformation at the temperature of 300 °C, independently of the extrusion coefficient (λ), did not ensure superplastic properties of the analyzed alloys. A microstructural study showed that the mechanism of grain boundary sliding was responsible for superplastic deformation.
1. Introduction
Superplasticity is a diffusion-controlled process that refers to the ability of a metallic material to demonstrate elongation by more than several hundred percent without visible necking under tensile tests at relatively high temperature (0.5–0.7) Tm (where Tm is the absolute melting temperature) and low strain rate [1,2,3]. Superplastic deformation is mainly controlled by three mechanisms that operate during high temperature deformation: grain boundary sliding, dislocation slip/creep, and diffusion creep or directional diffusion flow [2,4]. From this, superplastic deformation may be accompanied by various processes, for instance, grain boundaries migration; static/dynamic grain growth; and grain rotation, recovery, and recrystallization [1,3]. Moreover, superplasticity is a characteristic feature of materials with stable, equiaxed, and fine (less than 10 μm) grains. Suerplasticity process covers various metallic materials, one of which is Al alloys due to their low density and high specific strength. For this reason, they are widely utilized in the aerospace and automobile industries. In practice, these alloys have particles of secondary intermetallic phases that restrict resistance to deformation. The superplastic properties may improve formability of alloys with reduced deformation resistance [3,5].
Some superplastic alloys are already industrially produced and used in practice. Among the most known and useful alloys are the Al–Cu–Mg alloys, with elongation of more than 600% [6], and Al–3Li–0.5Zr alloy, with elongation to failure of 1035% at 370 °C [7]. Highashi et al. [8] experienced exceptional superplastic elongation of 5500% in aluminum bronze at 800 °C and 6.3 × 10−3 s−1 strain rate. Much research has been reported in superplasticity of metals such as in magnesium-, iron-, titanium-, and nickel-based alloys [1,3,9].
Alloys with superplastic properties have eutectoidal or eutectic composition, although they have not been applied in practice due to unsuitable mechanical properties, although they possess good plasticity. In these alloys, the plasticity of one phase is different from the other due to the difference in crystal structure and/or chemical composition, i.e., the two phases are not equally easy to deform [10,11,12]. According to the literature, plastic deformation starts in the soft phase while the hard phase could still be in the elastic state [4,12]. As the plastic deformation proceeds further, the soft phase is strain hardened and internal stresses at interfaces drastically build up via dislocation accumulation and pile up [10,13,14]. Thus, there is a stress gradient and a strain gradient, which lead to the build-up of back stress [13,14]. Eventually, co-deformation of the two phases begins. Temperature increase causes a change in deformation mechanisms not only in grain interior but also, mainly, in interfaces. This factor primarily allows deformation of such materials. The second factor is connected with the applied technique of deformation. The high shear strain imposed by severe plastic deformation (SPD) can refine the grains in materials down below the ultra-fine-grained (UFG) regime. The phases in alloys can also be significantly and uniformly distributed, unlike the unprocessed samples. The SPD processing very often may be connected with temperature increase during deformation. This phenomenon of SPD may simplify superplastic deformation. Valiev et al. [15] utilized high-pressure torsion (HPT) to process Al–Cu–Zr alloy and obtained elongation of 250% at a low temperature of 220 °C. This confirmed that the SPD process is an important way to increase plasticity of alloy.
The strengthened Al–Cu alloys are commonly used for structural engineering applications, and in civil engineering [13,16]. In practice, these alloys are used in heat treatment state after supersaturation and aging. As-cast alloys with a higher fraction of intermetallic phases can also be useful in engineering applications due to some interesting properties. The intermetallic phases are particularly responsible for formability, mechanical properties, and fracture behavior of as-cast Al–Cu alloys. Fracture toughness and formability decrease with increased fraction of intermetallic phases [3,14]. Intermetallic phases are responsible for increased mechanical properties, and as a result, the application of these alloys at higher temperatures is possible [11,16].
Extrusion combined with reversible torsion (KoBo) is one of the SPD methods [17]. The complex state of stress and deformation enables deformation of practically non-deformable materials. Under conditions induced by KoBo, when the process is realized with higher deformation intensity, it is possible to obtain higher strength properties. Additionally, temperature of deformed material can rise enough to generate some structural changes, indicating the occurrence of dynamic recovery and recrystallization [17,18], and as a consequence, the observed structure becomes composed very often of equiaxed grains, which are typical for increase of plastically properties.
Thus, in this article, the structural and mechanical properties of grain refinement of Al–Cu alloy with a high-volume fraction of Al2Cu phase using the KoBo method is presented. For this reason, alloys that nearly cross the eutectic line, have hypoeutectic composition, and have eutectic composition were analyzed. Method samples refined by KoBo were tensile tested at high temperature to obtain superplastic properties.
2. Materials and Methods
The binary Al–Cu alloys with 5 wt % of Cu (Al5Cu), with 25 wt % of Cu (Al25Cu), and with 33 wt % of Cu (Al33Cu), were prepared from pure Cu (99.99 wt %) and Al (99.99 wt %). The alloys were obtained by melting in the Leybold–Heraues furnace. The alloy components were melted using high frequency generator under purified argon atmosphere and cast into a steel mold of cylindrical shape of 50 mm diameter. After cooling, the ingots were removed from the molds, and next were machined to 49.5 mm in diameter and were cut to the length of 100 mm. Then the alloys were extruded using KoBo technique to form rods with diameters of 9 and 6 mm that corresponded to reduction coefficients of λ = 30 and λ = 98, respectively. The coefficient was expressed as follows: λ = [do]2/[dk]2, where do—initial diameter of ingot, dk—diameter of rod after KoBo.
The severe plastic deformation tests were carried out with the modernized KoBo 2.5 MN horizontal hydraulic press. The recipient temperature was about 130 °C. All deformation tests were carried out at constant angle of die reverse-rotation +/−8°. The die oscillation frequency was 5 Hz. The tensile tests were performed on a Zwick/Roell 100 machine (Zwick Roell AG, Ulm, Germany) at room temperature, 300 °C, and 400 °C, with a rate of 10−4 s−1. The dimensions of the samples were diameter (d) = 4 mm, length (lo) = 50 mm. The microstructure was analyzed by the optical microscope Olympus GX71 (Olympus, Glasgow, UK) and the scanning electron microscope (SEM) LEO GEMINI 1525 (Leo Inc., NY, USA) operated at 30 kV. Additionally, a scanning transmission electron microscope (STEM) Hitachi HD-2300 A (Hitachi-Science&Technology, Tokyo, Japan) equipped with a Field Emission Gun (FEG) operated at 200 kV was used for microstructure characterization on longitudinal sections of the extruded billet. For microstructure examination, we used transmitted electron (TE) and Z contrast (ZC) imaging. The metallographic specimens were mechanically grinded and polished, and then were treated by electropolishing in 80% ethanol and 20% perchloric acid solution combined with anodic oxidation in Barker’s reagent. For STEM investigations, foils with a diameter of 3.0 mm after electrolytic thinning were used.
The X-ray phase analysis was performed on an X’Pert3 Powder diffractometer (Malvern Panalytical, Chester, UK) using a copper anode lamp (λCuK-1.5406 Ǻ) supplied with a current of 30 mA at a voltage of 40 kV. The recording was made in 0.02° steps in the angular range from 10° to 90°2. The tests were carried out on solid samples. The identification of the crystalline phases was performed using the International Centre for Diffraction Data (ICDD PDF-4+) database.
3. Results and Discussion
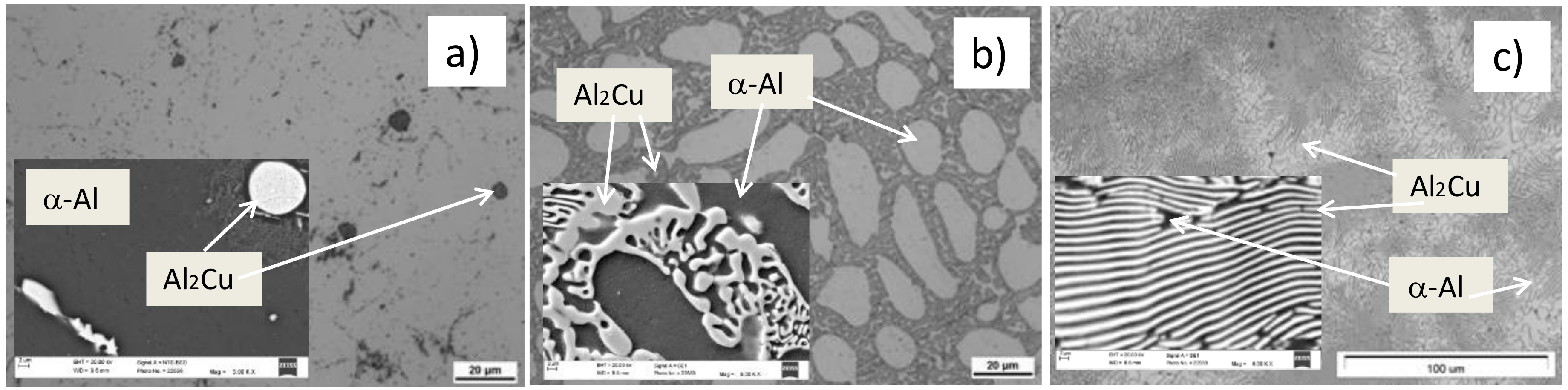
The microstructures of Al5Cu, Al25Cu, and Al33Cu alloys at as-cast state are presented in Figure 1. The mass weight of Cu in Al5Cu alloy was on the limit of maximum Cu solubility in Al. Therefore, the particles of Al2Cu phase were visible in dendrites of α phase in a wide range of sizes (large particles with eutectic composition and dispersoids) (Figure 1a). Increase of Cu content led to increase of interdentritic regions in Al25Cu alloy. The interdentritic regions consisted of massive eutectoid composition (α + Al2Cu phase) and dendrites of α-Al matrix (Figure 1b). Micrometric lamellar structure of the θ-Al2Cu and α-Al phase was characteristic for Al33Cu alloy (Figure 1c).
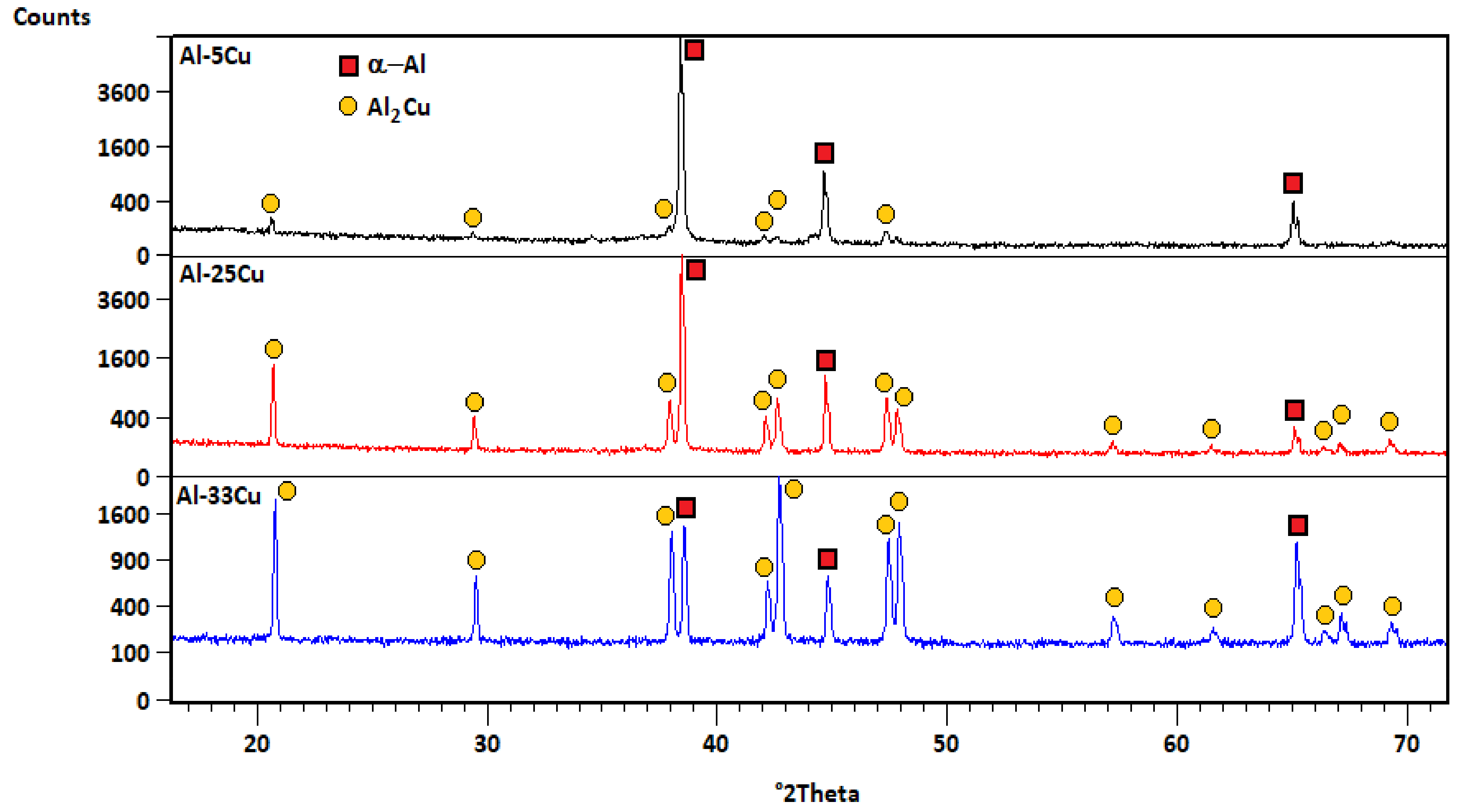
The X-ray analysis showed the presence of an aluminum-based solid solution α-Al (face-centered cubic lattice) phase and an intermetallic Al2Cu (C16, tetragonal lattice) phase (Figure 2).
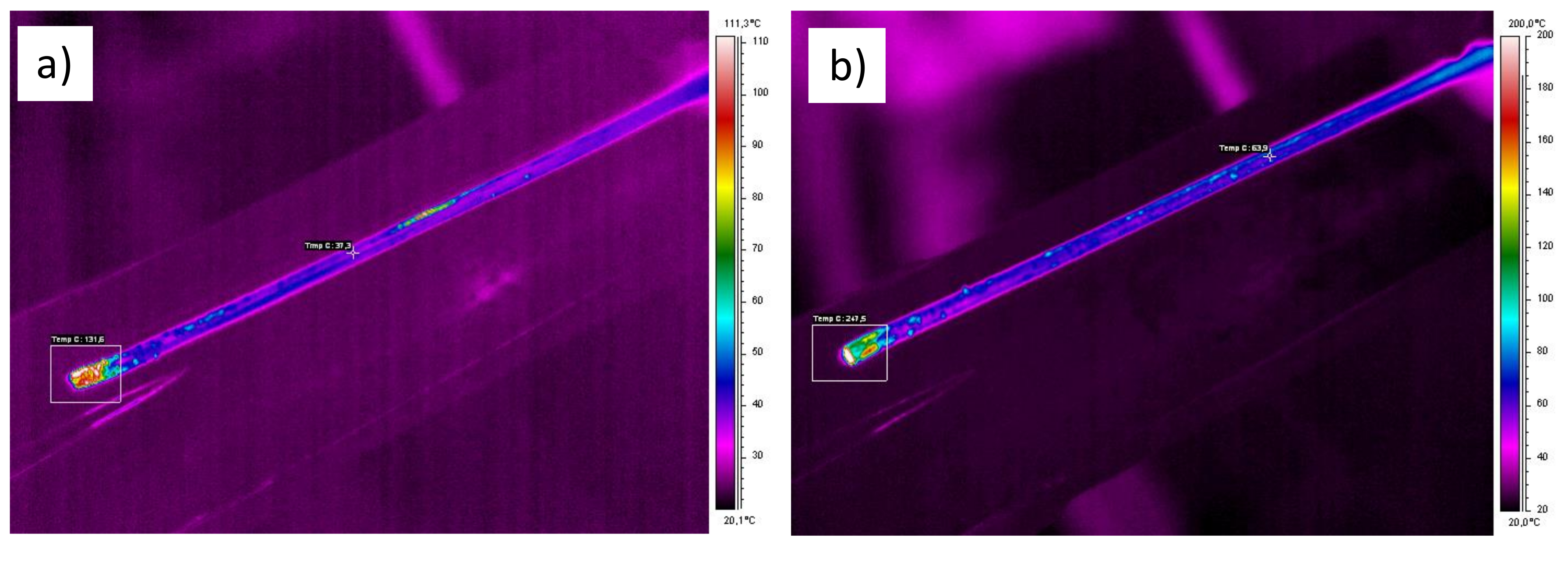
During KoBo tests, we recorded temperature for samples that left the device using the ThermaCam SC640 (Flir Systems Inc., Portland, OR, USA) mobile thermal imaging system equipped with software for thermographic analysis. Examples of thermograms for the Al5Cu and Al25Cu alloys after using the KoBo method are shown in Figure 3. The temperature was recorded in the range from approximately 37° to 132° for the Al5Cu alloy deformed with λ = 98, and in a range from approximately 63° to 247° for the Al25Cu alloy deformed with λ = 98. Similar changes in temperature recorded as those for Al25Cu alloy were observed for the Al33Cu alloy. Differences in recorded temperatures between Al5Cu and Al25Cu alloys followed from thermal conductivity coefficient of the tested materials. Thermal imaging revealed an increase in temperature on the surface of the material. However, we cannot exclude the potential of a higher increase in temperature inside the sample, where material was intensively deformed.
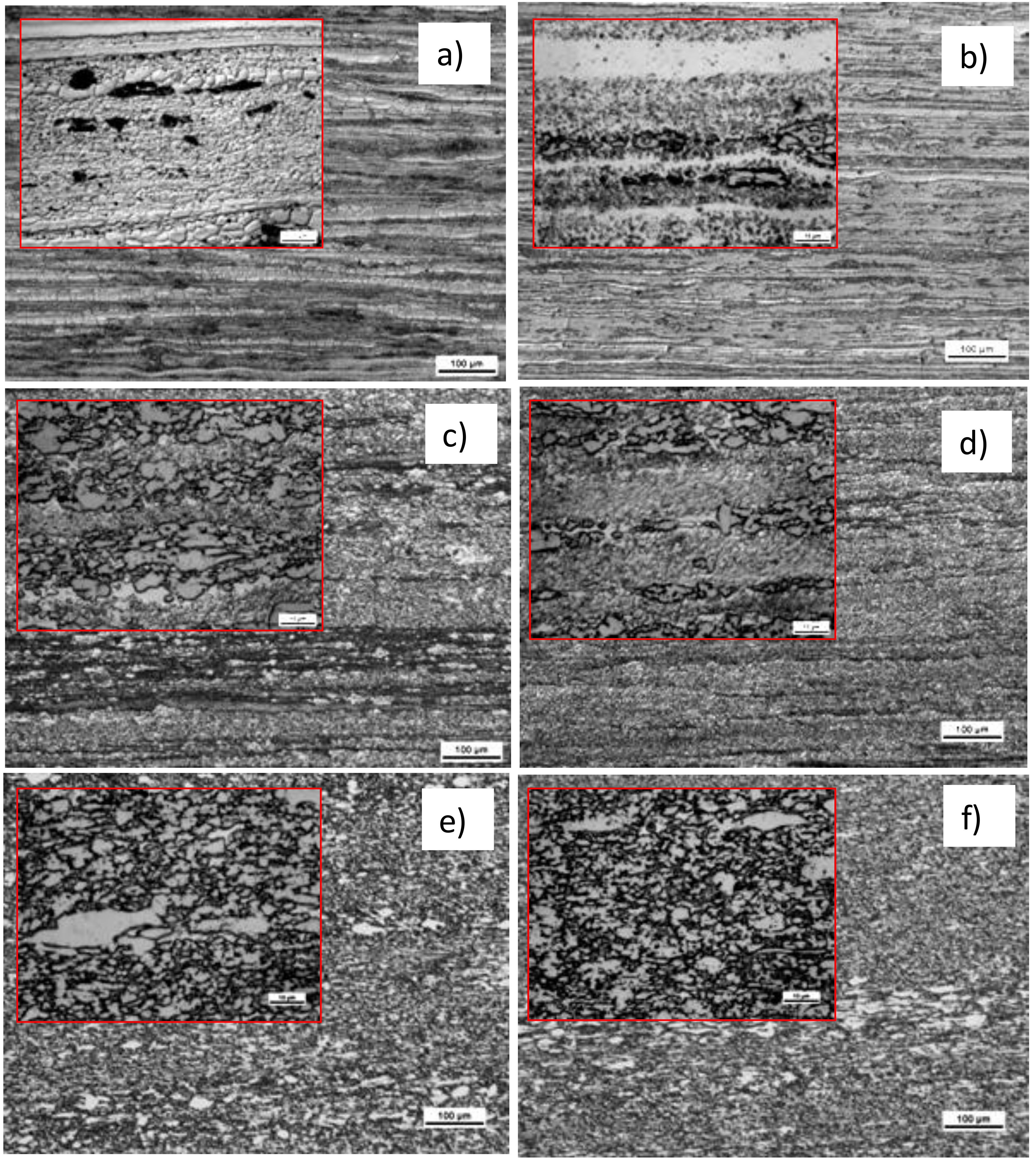
After KoBo deformation, the microstructures visible in the longitudinal section showed characteristic fibrous structure as a result of the extrusion process (Figure 4). Increase in deformation did not introduce noticeable changes in microstructure. Massive regions of eutectoid composition occasionally observed in Al5Cu alloy were shown to not be deformed. It was evident that α-Al phase underwent recovery as a result of temperature increase. Visible in Figure 4a are grains of α-Al phase with different grain sizes. The difference in grain sizes may have been the result the localization of fine Al2Cu phases that were not uniformly distributed during KoBo. In Figure 4b, the grains of α-Al phase are not visible, meaning that the grains were very small and essentially invisible when using light microscopy (LM) imaging. In Al25Cu alloy, the refinement process occurred for θ-Al2Cu and α-Al phases (Figure 4c,d). SPD process was connected with distribution of Al2Cu phase, which assured a more equiaxial structure compared with sample in as-cast state. Independently of deformation value, heterogeneity in microstructure was visible (Figure 4c,d). The Al2Cu phase areas were clearly separated from the α-Al phase areas. Refined Al2Cu phase was elongated in the extrusion direction. Although the KoBo process did not introduce homogeneity in the arrangement of the individual θ-Al2Cu and α-Al phases for Al25Cu alloy, lamellar structure observed for Al33Cu alloy promoted homogeneity in microstructure and made the microstructure consist of near equiaxed intermetallic Al2Cu and α-Al phases (Figure 4e,f). This was a consequence of eutectic structure, which is the most susceptible to fragmentation and formation of equiaxed grains.
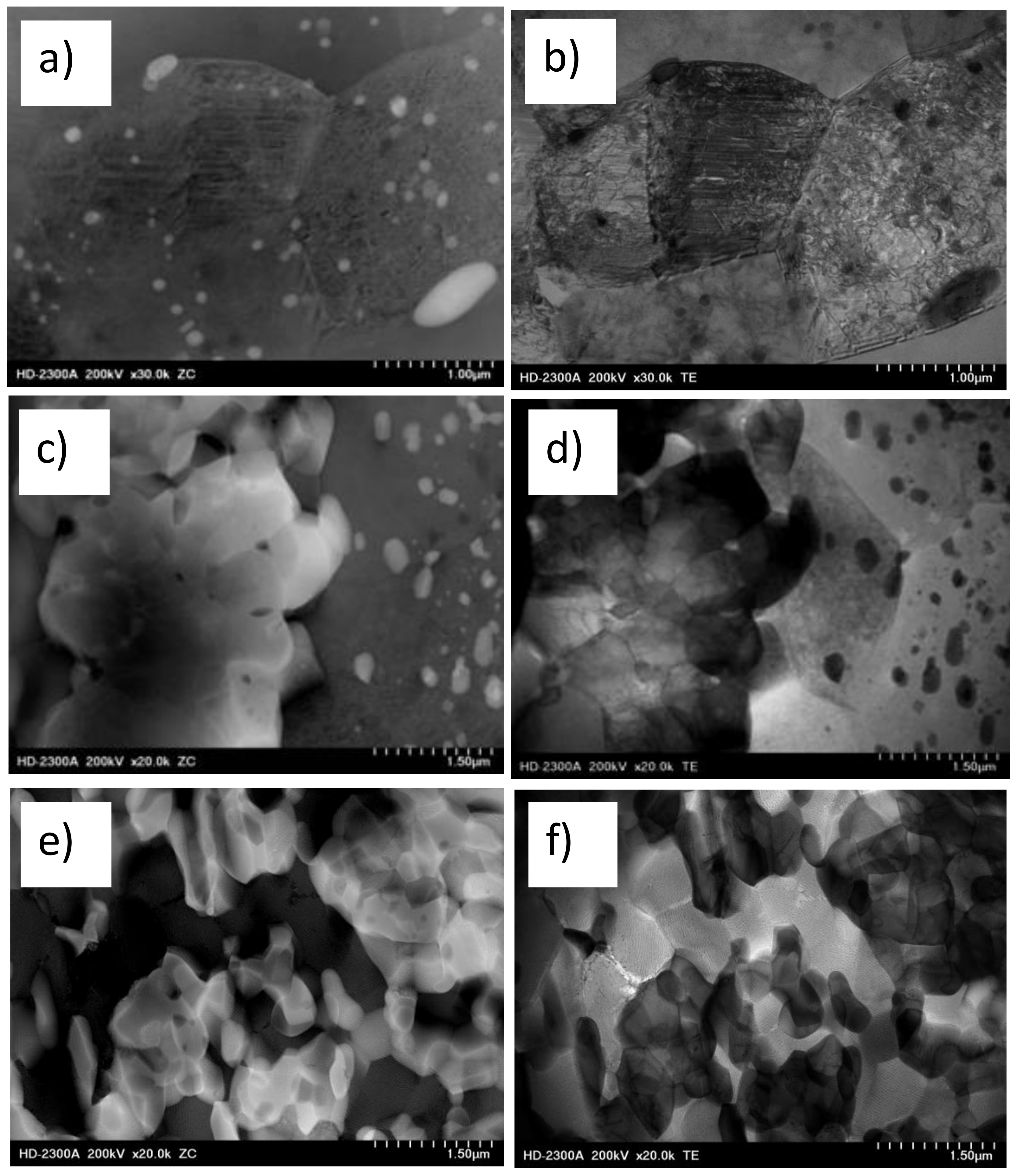
Since there were no significant microstructural changes observed using LM, we selected samples after λ = 98 deformation for further STEM investigations in order to focus our attention mainly on the processes accompanying the fragmentation and rearrangement of individual phases. The choice of the deformation with λ = 98 suggested that the structure was more refined and more homogeneous. To show differences between θ-Al2Cu and α-Al matrix phases and to show dislocation structure of individual phases, we recorded the microstructures by using ZC imaging (left side of Figure 5) and TE imaging (right side of Figure 5). The bright phases in the left side represent θ-Al2Cu phase, which in figures in right sides is shown as dark phases.
In Al5Cu alloys, small Al2Cu particles acted as effective barriers of dislocation movement and were responsible for blocking of grain/subgrain boundaries (Figure 5a). The grains of α-Al matrix were visible as equiaxed structures with high dislocation density inside. The diffraction contrast of individual grains means that misorientation between grains was high (Figure 5b). In Al25Cu alloy, the role of small and very small particles of Al2Cu phase was the same as in Al5Cu alloy (Figure 5c,d). Observed massive microareas of Al2Cu phase were refined with the characteristic effect connected with creation of grain/subgrain boundaries as a result of dislocation accumulation and their rearrangement (Figure 5d). Even through the microstructure of Al2Cu phase was not completely fragmented (Figure 5c), there were observed microvoids pointing to the initiated process of grain refinement (Figure 5c). The microcracks were formed at the boundaries of new grains/grains or at the contact point of three grains. The observed phenomenon proved that first the fragmentation of the structure occurred, as the process of dislocation generation and rearrangement, and then the phase fragmentation process occurred. This process was especially visible when the TE and ZC images were combined, as shown in Figure 5c,d. The generation and rearrangement of dislocations proved the deformability of the intermetallic phase. The examples of generated voids shown in the Figure 5c,d may indicate the initiated process of grain boundary sliding. Temperature increase during KoBo deformation may enable this process. Similar phenomena of creating dislocation boundaries and then phase fragmentation through mutual separation of individual blocks and their mutual rotations were observed in the Al33Cu alloy (Figure 5e,f). In this case, the grain refinement process was facilitated by the lamellar structure of the eutectic alloy.
Mechanical properties extruded by KoBo samples are shown in Table 1.
High fraction of α-Al phase in microstructure was characterized by high plasticity. For sample Al5Cu, elongation to fracture (Ac) was over 45%, while for Al33Cu alloy (Ac), it was about 7%. Ultimate tensile strength (UTS) of Al5Cu alloy after the KoBo extrusion reached 160 MPa. Increase of Cu content in alloys (Al25Cu and Al33Cu alloys) resulted in the increase of strength. Al25Cu alloys in terms of UTS were in the range of 280–330 MPa. For Al33Cu alloys, the UTS was in range of 450–480 MPa. Strengthening by the intermetallic particles in Al25Cu alloy and Al33Cu alloy was accompanied by a drastic drop of ductility. For Al25Cu alloy, the elongation to fracture (Ac) was about 12%; this value decreased to 7% for Al33Cu alloys. Interesting tensile test results were obtained for the alloys deformed with increasing value of deformation. An increase in the λ value caused a slight decrease in UTS with simultaneous increase in elongation. This indicated a favorable phenomenon related to an increase in both strength and plastic properties. The observed high strength properties were a combination of various strengthening mechanisms, i.e., precipitation strengthening, deformation strengthening by generating high dislocation density, and strengthening by grain boundaries (refinement process). Improvement of plastic properties may be attributable to the more homogeneous microstructure with ultra-fine-grained equiaxed grains with high misorientation angles.
The superplastic tensile stress–strain curves at 300 °C and 400 °C are shown in Figure 4. Additionally, the results of mechanical measurement are displayed in Table 2.
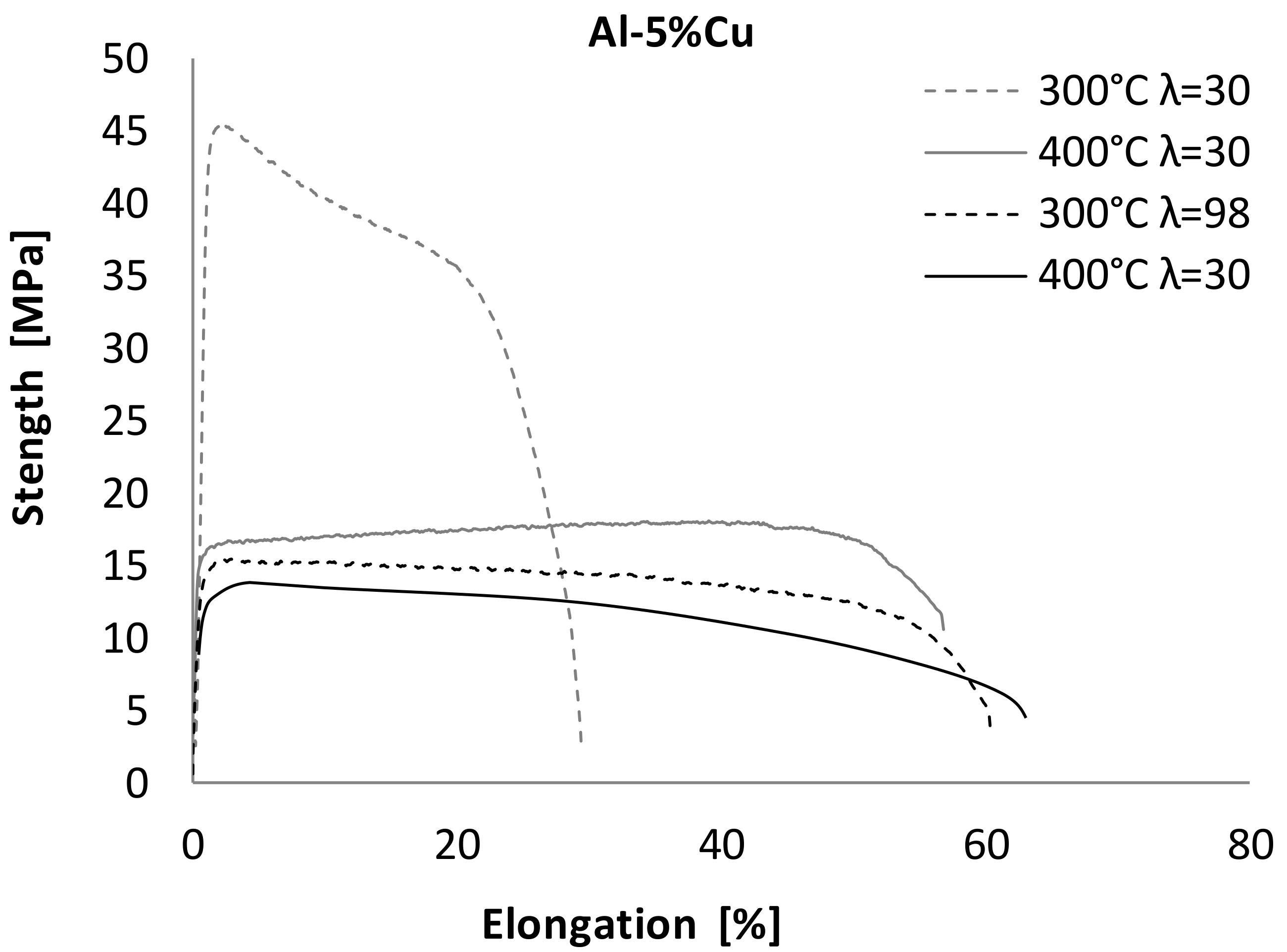
From Figure 6, Figure 7 and Figure 8, we see that the flow stress and elongation depended on the deformation temperature and value of λ. As shown in Figure 6, the flow stress curves of Al5Cu alloy for 300 °C and λ = 30 were raised sharply to the peak values of about 46MPa and then decreased quite rapidly, with a strain failure of about 30%. As the sample was deformed at λ = 98, the value of peak stress decreased and was about 15MPa. It should be noted that the deformation value was also responsible for the strain increase. The elongation was about 60%. For samples deformed at 400 °C with λ = 30 and λ = 98, the value of peak stress was in range from 14 MPa to 18 MPa. Simultaneously, the samples reached failure in the range from −57% to 63%. It should be noted that samples deformed at 300 °C with λ = 98 were characterized by a similar level of elongation and stress as samples deformed at 400 °C. It was found that the Al5Cu alloys had maximal elongation at a temperature of 400 °C. The typical characteristic of flow curves (approaching a steady state) indicated the occurrence of softening effect, which began to be dominated by the acceleration of dynamic recovery during deformation.
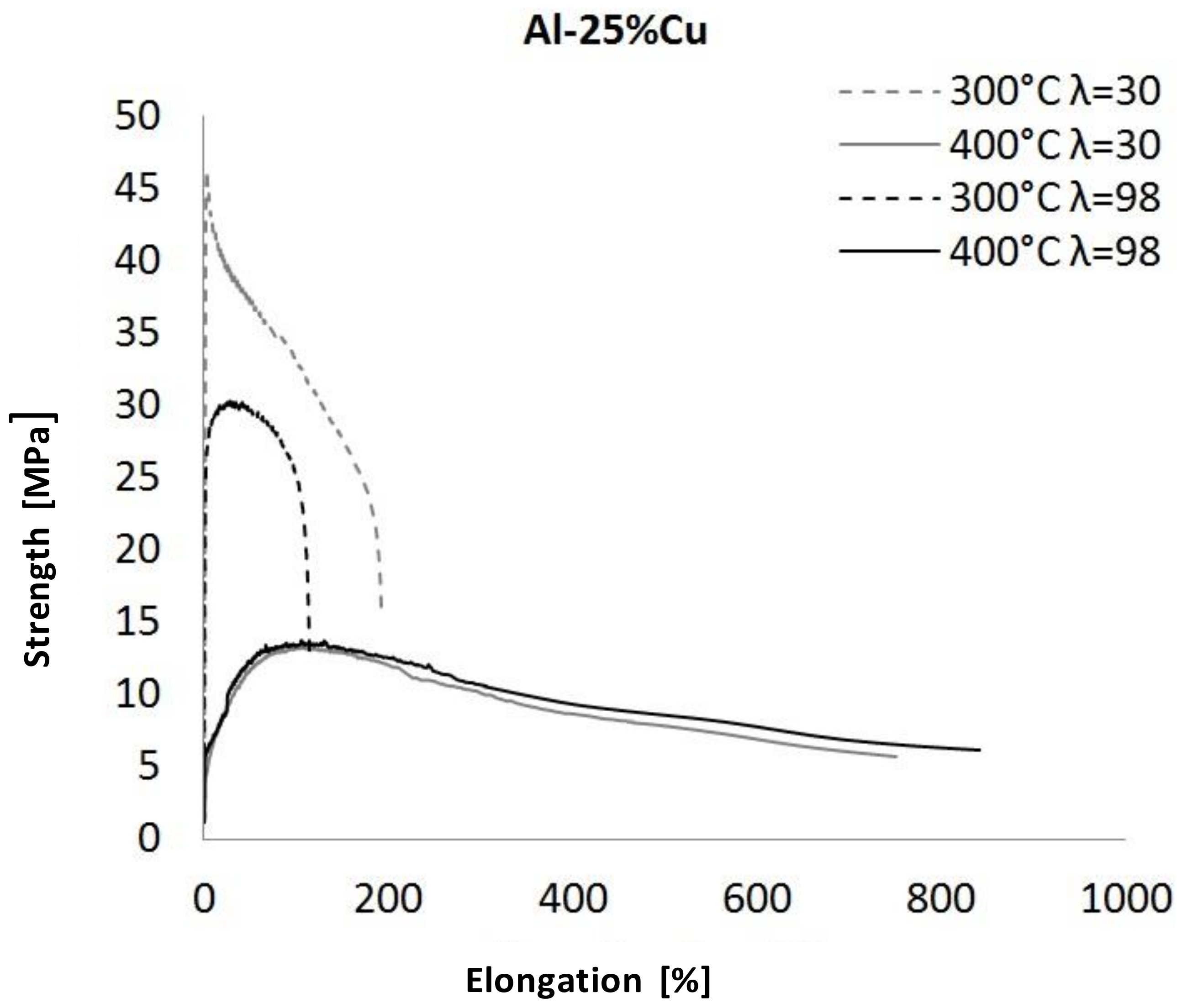
The influence of the deformation temperature on the superplasticity effect in the case of the Al25Cu alloy was significant (Figure 7). The superplastic properties of the alloy were evidently demonstrated at the higher deformation temperature. For samples deformed at 400 °C with λ = 30 and λ = 98, the flow peaks were comparable and amounted to approximately 13–14 MPa. Simultaneously, the samples reached failure in the range from 787% to 827%. Generally, the increase in the deformation value in the case of samples deformed at the temperature of 400 °C led only to an increase in elongation. As the samples were deformed at 300 °C, the increase of λ value influence on flow peaks decreased and increased in elongation. However, in this temperature, the alloys did not show evident superplastic properties.
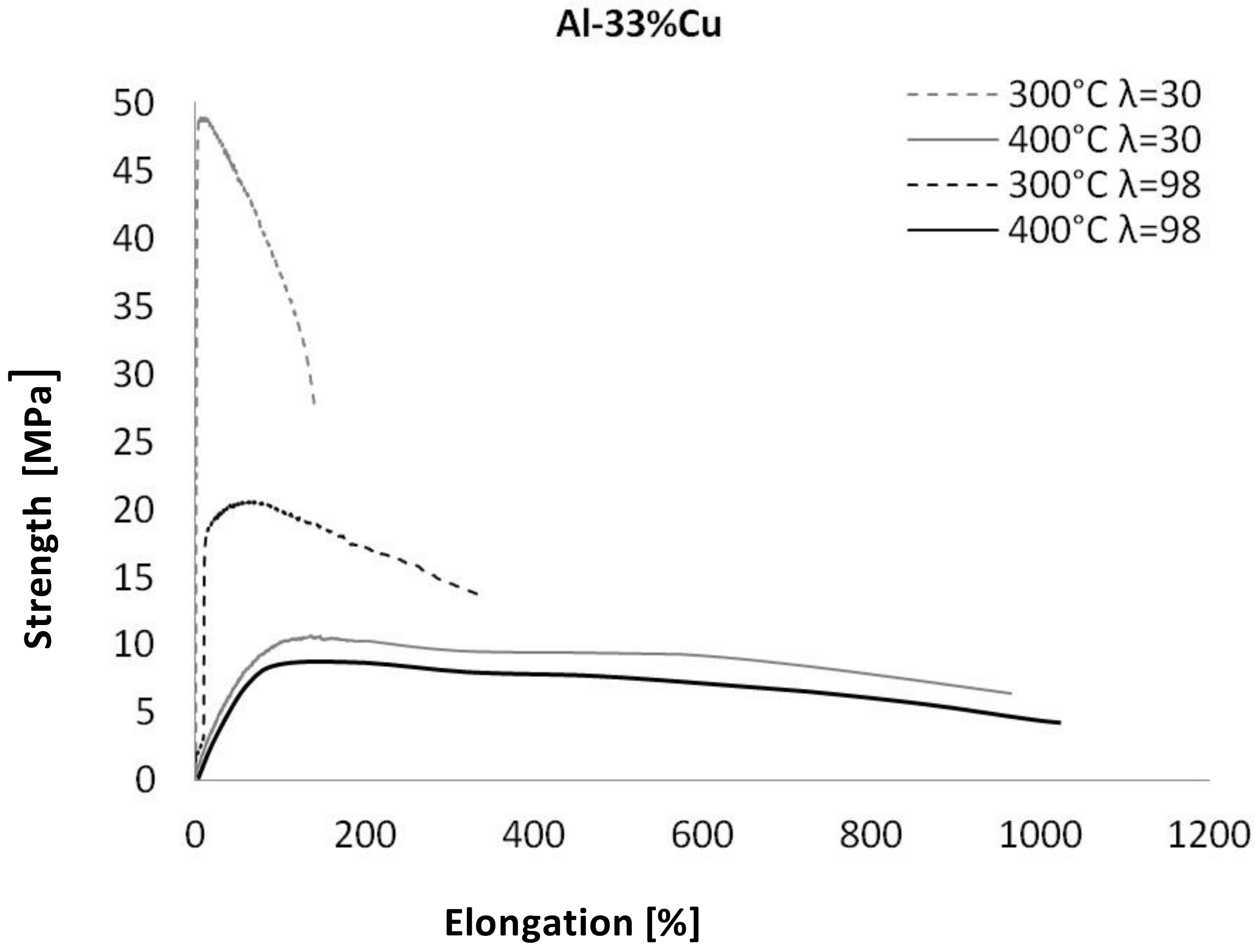
Similar deformation characteristics as those of the previously described Al25Cu alloy were observed for the Al33Cu alloy (Figure 8). In this case, an increase in the elongation (about 987% and 1085% for the deformation of λ = 30 and λ = 98, respectively) were noted during deformation at a temperature of 400 °C, with a lowering value of the stress of approximately 10–11 MPa. The samples of Al33Cu alloy deformed at 300 °C maintained quite a high level of peak stress equal to 49 MPa and 21 MPa for λ = 30 and λ = 98, respectively. The elongation value did not exceed 350% for samples deformed with λ = 98. On the basis of performed experiments, we must note that the experimental alloys had maximal superplasticity at a temperature of 400 °C. The minimum value of the stress peak and maximum elongation to failure were obtained for Al33Cu alloy with the equiaxed ultrafine-scale structure.
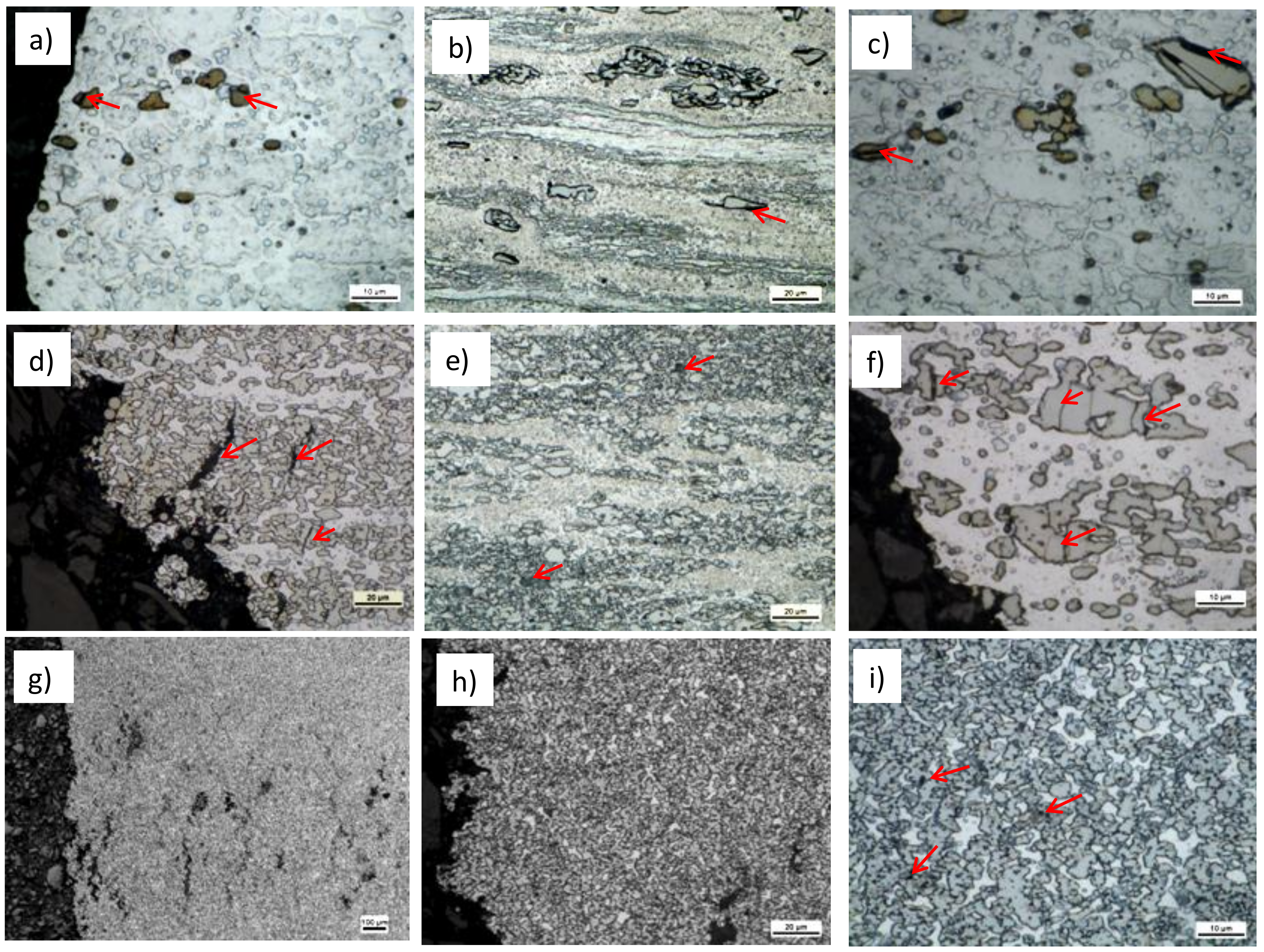
The microstructures presented in Figure 9 show selected examples of high-temperature deformation of alloys at the temperature of 400 °C for λ = 98. First of all, the microstructural changes visible near the fracture site were taken into account in order to visualize the material fracture mechanism. From Figure 9a–c, it was visible that many of the large- and intermediate-sized particles cracked or detached from the matrix because of their random orientation. Since there were relatively few precipitates in the alloys of high and medium size, the nature of the cracking depended mainly on the matrix, which was plastic and well deformable. Discontinuities visible in interfaces as a result of the mismatch of the crystallographic lattices were much more common than in the process of material decohesion as a result of intermetallic phase cracking. Very small precipitates presented in the matrix (Figure 9a,c) did not support the material cracking process. Small particles rarely fractured, hence reducing crack formation. The fraction of precipitation did not change with deformation increase. The important role of ultra-fine precipitates of Al2Cu phase reduced the grain size with deformation. This was important in the process of superplasticity and may have affected increase in elongation.
In the Al25Cu samples, cracks were generated in Al2Cu phase and spread in this phase in the direction perpendicular to the tensile direction, as shown in Figure 9d. Moreover, the formation of large discontinuities was favored by numerous cracks present in the massive, non-separated areas of intermetallic phases (Figure 9f). Very often, the span of the crack was determined by the size of the phase. During the next deformation, the cracks merged and a distinct fracture was formed, which was not stopped by the plastic phase. The crack propagated through one intermetallic particle into another, likely due to their proximity (Figure 9e). The fracture was stopped only in the area of the plastic matrix (Figure 9d).
In the case of the Al33Cu alloy, where the distances between the individual phases were much smaller, the developed fracture was retained or absorbed by the α-Al phase. In this case, many cracks were formed (Figure 9g–i). The course of cracks was not as pronounced as in the case of the Al25Cu alloy, which was characterized by a heterogeneous structure with an irregular distribution of α-Al and Al2Cu phases. The bond between the particle and matrix appeared to be exceptionally strong. Meanwhile, the fine grain structure often increases a material’s ability to tolerate plastic deformation without fracture.
According to the literature [3] and performed mechanical investigations of superplasticity properties, it should be noted that the effect of deformation temperature on superplasticity is closely related to the microstructure. Due to the rise in plastic deformation temperature, the atomic energy of the alloy is increased, and the activity of atoms is higher [1,2]. Therefore, the binding force of the atoms decreases, resulting in a significant reduction of the dislocation barrier, and thereby reducing the flow stress. On the basis of the obtained data, for microstructural analysis using STEM, we chose samples deformed at the temperatures of 300 °C and 400 °C with λ = 98. This selection was made on the basis of the obtained superplasticity characteristics presented in Figure 6, Figure 7 and Figure 8. Moreover, we considered the fact that a high value of deformation results in a much greater homogeneity of microstructure and in grain refinement [19,20,21]. Therefore, one should expect an increase in superplasticity.
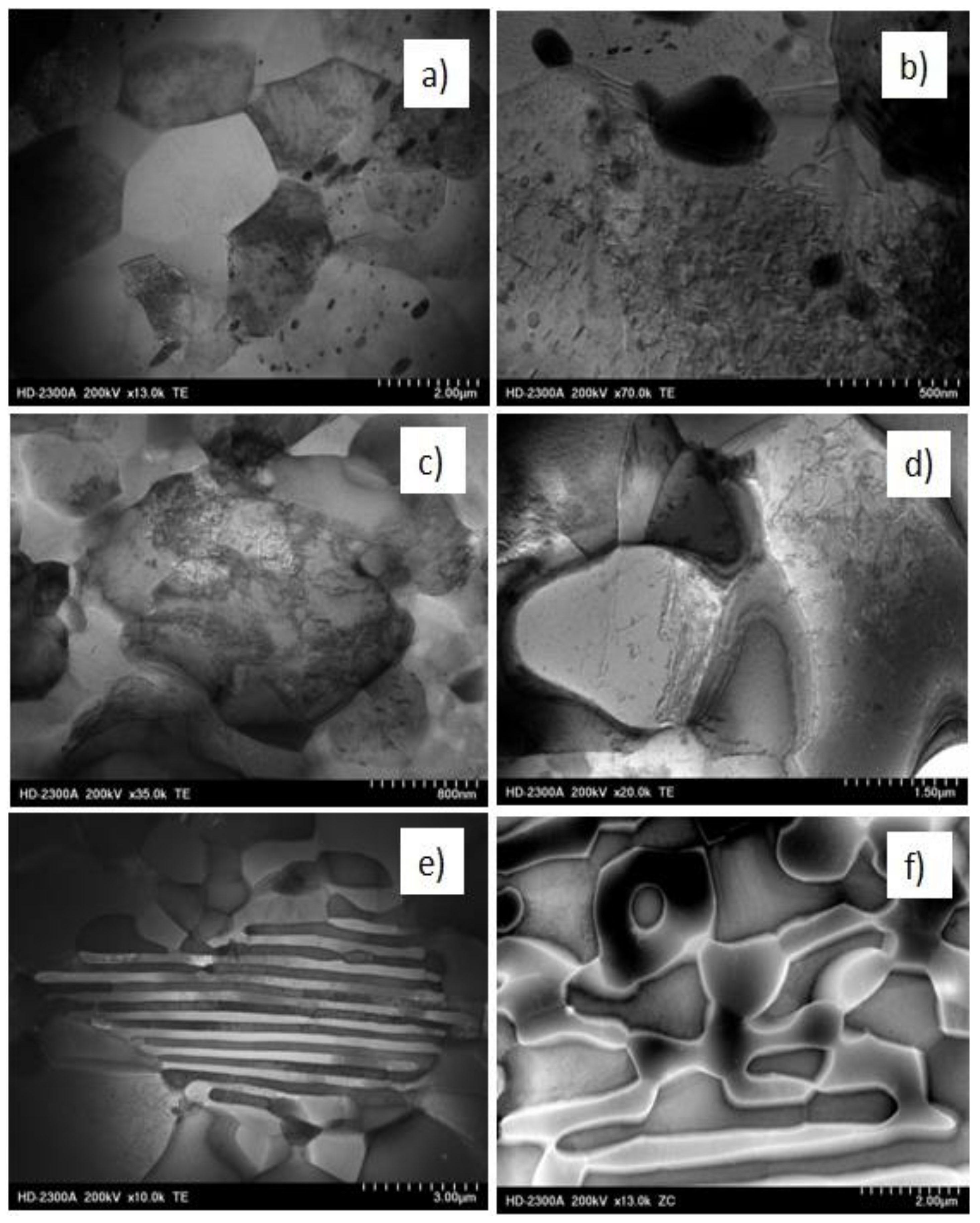
STEM observations (Figure 10) showed the presence of clearly visible α-Al phase grains with high angle boundaries as a result of deformation (Figure 10a,b). In the new grains, a great number of dislocations occurred as a result of deformation at 300 °C. High density of dislocations inside the grains was the result of the presence of a large number of Al2Cu phase precipitates. For samples deformed at 400 °C, the dislocation amount was much less (Figure 11a,b). Equiaxial and elongated grains (in the tensile direction) with different sizes were also observed. Figure 10a evidently demonstrates that dislocations were formed in grains during deformation at 300 °C and eventually transforming into subgrains/grains (Figure 10b) with increased temperature. Therefore, the strengthening stage was found to be related to the continuous accumulation of defects and formation and growth of the grains. From these findings, we considered the contribution of intragranular deformation. The structural changes reflect the character of the curves shown in Figure 6. The high density of dislocation in the Al5Cu alloy in particular resulted in a greater value of stress peak.
In the Al25Cu alloy deformed at the temperature of 300 °C, the dislocations were presented both in the massive phase of Al2Cu and α-Al phase (Figure 10c,d). Dislocations present in the Al2Cu phase as a result of deformation created numerous dislocation tangles without signs in creation of low- or high-angle boundaries, as were visible for the α-Al phase. This phenomenon indicates differences in the deformation process of both phases. The existence of subgrains and dislocation tangles contributed in a minor way to slide and rotation of Al2Cu phase. STEM observations performed for Al25Cu alloy deformed at 400 °C showed the presence of well-defined grains/subgrains inside massive Al2Cu phase. The microvoids observed in Al2Cu phase accelerated the process of grain boundary slipping (Figure 11c). Dislocations accumulated in α-Al phase as a result of deformation generated the new boundaries and multiplication of new grains as a process of continuous recovery (Figure 11d). A probable mechanism of superplasticity is the high angle grain boundary sliding [1,22]. This situation is evidently characteristic for Al33Cu alloys. Although the STEM microstructure of the specimens after deformation at 300 °C in some areas was visible as lamellar structure with dislocation density inside Al2Cu phase and α-Al phase (Figure 10e,f), we nevertheless found visible examples of equiaxial phases that were fragmented. The evident example of samples with occurrence of grain boundary sliding is shown in Figure 11e, where grains gradually twisted and moved along the tensile direction. When the stress reached its critical value, the alloy was fractured. As presented in Figure 11e, grain boundary sliding occurred more readily for superfine grains with high grain boundaries, an example of which was the eutectic Al33Cu alloy. Maximal elongation shown in 400 °C tensile process was the result of the high mobility of grain boundaries (Figure 11e).
There is only limited information in the literature in terms of the theme connected with understanding of the deformation process of the two-phase microstructure of Al–Cu alloy with a high volume fraction of secondary phase on mechanical properties. For example, in a study by [23], Equal Channel Angular Pressing (ECAP) was successfully applied on a lamellae eutectic alloy of Al33Cu at 400 °C, up to an equivalent strain of ≈8. After deformation, a homogeneous fine equiaxed duplex microstructure with an average size of 1.1 mm was obtained. Obtained by using KoBo deformation, microstructures of AlCu alloys are connected with ultrafine near-equiaxed grains of α-Al and Al2Cu phase. The obtained grain size and somewhat homogeneous microstructure are capable of achieving superplastic properties. The refinement in the microstructure means that the fraction of grain boundaries, which are responsible for superplastic properties, is increasing, because in the area of grain boundary, the main processes related to superplastic flow take place. After high temperature (400 °C) deformation with λ = 98, the microstructure remained more equiaxed and the microstructure was still fine grained; for this reason, the elongation was higher. The thermally stable and equiaxed grains provided evidence of GBS occurrence. Detailed investigations using scanning transmission electron microscopy showed that grains of the α-Al phase had a higher density of dislocations than Al2Cu phase during deformation at 400 °C (Figure 11d,f). This situation was connected with the fact that for Al2Cu phase, the processes of recovery can proceed easier than for the α-Al phase. The obtained results are in accordance with the literature [24,25]. During deformation in Al2Cu phase, we observed a mechanism connected with non-conservative motion of glide dislocation. This mechanism provided rapid diffusion channels during plastic deformation and indicated structural instability. The high population of vacancies observed in Al2Cu alloys facilitated the diffusion of the alloying elements; thus, it may have accelerated de-alloying of Al from Al2Cu. In addition, it is conjectured that the easy climb of dislocations driven by dislocation interaction will reduce the glide ability of a dislocation, limiting plastic shear under mechanical loading [25].
On the basis of the obtained results, we found that the intermetallic phase can inhibit the GBS. The nanoscale particles could effectively make the microstructure stable and prevent grain growth so that superior plasticity could be achieved. It is also worth noting that the nanoscale/ultrafine precipitates were of high melting point so as to inhibit the grain growth effectively, with this situation being especially typical for Al5Cu and Al25Cu alloys.
These mechanical characteristics demonstrated that Al–Cu alloys with high fraction of intermetallic phase are characterized by the typical fine-grained superplasticity.
4. Conclusions
- 1.
- The KoBo method allowed grain refinement of the AlCu alloys to the micrometric level.
- 2.
- Recipient heating and additionally severe plastic deformations contributed to temperature increase; as a result, the processes related to the formation of equiaxial grains with a large fraction of high-angle boundaries were observed. This microstructure is helpful in achieving superplastic properties.
- 3.
- The applied value of deformation (λ) played a significant role in the deformation of KoBo. If the samples were deformed with λ = 98, then the grains were refined and the structure was more homogeneous. Deformation increase resulted in an increase of plastic properties with a decrease in strength properties.
- 4.
- The samples deformed at 400 °C showed superplastic properties. This problem mainly concerned the Al25Cu and Al33Cu alloys. Both the phase composition (a large fraction of the intermetallic phase and a large fraction of high angle boundaries) guaranteed superplastic properties of the analyzed alloys.
- 5.
- The eutectic Al33Cu alloy, due to its specific structure and considerable grain refinement, had the highest elongation during tensile test at high temperature. The Al25Cu alloy did not provide comparable value in an elongation to the Al33Cu alloy due to the high heterogeneity in the microstructure.
- 6.
- The grain boundary sliding mechanism was already initiated during KoBo deformation. During KoBo deformation, microcracks formed, which were observed in the Al2Cu phase and in interfaces areas. This microstructural elements in the conditions of superplastic deformation facilitated deformation using the GBS mechanism.
Author Contributions
Conceptualization, K.R.; methodology, K.R., D.K., T.M.; software, K.R., D.K., T.M.; validation, K.R., D.K., T.M.; formal analysis, K.R.; investigation, K.R., D.K., T.M.; resources, K.R., D.K., T.M.; data curation, K.R.; writing—original draft preparation, K.R.; writing—review and editing, K.R.; visualization, K.R.; project administration, K.R.; funding acquisition, K.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Ministry of Science and Higher Education within the statutory research, grant number 11/030/BK_20/0285.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Islamgaliev, R.K.; Yunusova, N.F.; Nikitina, M.A.; Nesterov, K.M. The effect of alloying elements on superplasticity in an ultrafine-grained aluminum alloy. Rev. Adv. Mater. Sci. 2010, 25, 241–248. [Google Scholar]
- Bhatta, L.; Pesin, A.; Zhilyaev, A.P.; Tandon, P.; Kong, C.; Yu, H. Recent development of superplasticity in aluminum alloys: A review. Metals 2020, 10, 77. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Li, Q.; Wu, R.; Zhang, X.; Ma, L. A review on superplastic formation behaviour of Al alloys. Adv. Mater. Sci. Eng. 2018, 2018, 7606140. [Google Scholar] [CrossRef] [Green Version]
- Alabort, E.; Kontis, P.; Barba, D.; Dragnevski, K.; Reed, R.C. On the mechanism of superplasticity in Ti-6Al-4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef] [Green Version]
- Moguchevaa, A.; Yuzbekovab, D.; Kaibyshev, R. Superplasticity in a 5024 aluminium alloy subjected to ECAP and subsequent cold rolling. Mater. Sci. Forum 2016, 838, 428–433. [Google Scholar] [CrossRef]
- Higashi, K.; Ohnishi, T.; Nakatani, Y. Superplastic behavior of commercial aluminum bronze. Scr. Metall. 1985, 19, 821–823. [Google Scholar] [CrossRef]
- Wadsworth, J.; Palmer, I.G.; Crooks, D.D. Superplasticity in Al-Li based alloys. Scr. Metall. 1983, 17, 347–352. [Google Scholar] [CrossRef]
- Horiuchi, R.; El-Sebai, A.B.; Otsuka, M. Superplasticity in the ternary eutectic alloys, Al-33% Cu-7% Mg and Al-25% Cu-11% Mg. Scr. Metall. 1973, 7, 1101–1104. [Google Scholar] [CrossRef]
- Valle, J.A.D.; Ruano, O.A. Influence of grain size fluctuations on ductility of superplastic magnesium alloys processed by severe plastic deformation. Mater. Sci. Technol. 2008, 24, 1238–1244. [Google Scholar] [CrossRef] [Green Version]
- Ma, A.; Saito, N.; Takagi, M.; Nishida, Y.; Iwata, H.; Suzuki, K.; Shigematsu, I.; Watazu, A. Effect of severe plastic deformation on tensile properties of a cast Al-11 mass % Si alloy. Mater. Sci. Eng. A 2005, 395, 70–76. [Google Scholar] [CrossRef]
- Zhuo, L.; Wang, H.; Zhang, T. Hierarchical ultrafine-grained network mediated high strength and large plasticity in an Al-based alloy. Mater. Lett. 2014, 24, 28–31. [Google Scholar] [CrossRef]
- Heim, F.M.; Zhang, Y.; Li, X. Uniting strength and toughness of Al matrix composites with coordinated Al3Ni and Al3Ti reinforcements. Adv. Eng. Mater. 2017, 20, 1700605. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, L.; Wang, Z.; Gao, A. Achievement of high strength and ductility in Al-Si-Cu-Mg alloys by intermediate phase optimization in as-cast heat treatment conditions. Materials 2020, 13, 647. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haghshenas, M.; Jamali, J. Assessment of circumferential crack in hypereutectic Al-Si clutch housings. Case Stud. Reengineering Fail. Anal. 2017, 8, 11–20. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Kuznetsov, R.I.; Kaibyshev, O.A.; Musalimov, R.S.; Tsenev, N.K. Low-temperature superplasticity of metallic materials. Sov. Phys. Dokl. 1988, 33, 626. [Google Scholar]
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. Effects of deformation temperature on second-phase particles and mechanical properties of 2219 Al-Cu alloy. Mater. Sci. Eng. A 2018, 712, 414–423. [Google Scholar] [CrossRef]
- Korbel, A.; Bochniak, W. Refinement and control of the structure elements by plastic deformation. Scr. Mater. 2004, 51, 755–759. [Google Scholar] [CrossRef]
- Korbel, A.; Bochniak, W. Liquid- like behaviour of solid metals. Manuf. Lett. 2017, 11, 5–7. [Google Scholar] [CrossRef]
- Kawasaki, M.; Lee, H.J.; Jang, J.; Langdon, T.G. Strengthening of materials through severe plastic deformation. Rev. Adv. Mater. Sci. 2017, 48, 13–24. [Google Scholar]
- Orlov, D.; Todaka, Y.; Umemoto, M.; Beygelzimer, Y.; Horita, Z.; Tsuji, N. Plastic flow and grain refinement under simple shear-based severe plastic deformation processing. Mater. Sci. Forum 2009, 604–605, 171–179. [Google Scholar] [CrossRef]
- Cao, Y.; Ni, S.; Liao, X.; Song, M.; Zhu, Y. Structural evolutions of metallic materials processed by severe plastic deformation. Mater. Sci. Eng. R 2018, 133, 1–59. [Google Scholar] [CrossRef]
- Noda, M.; Hirohashi, M.; Funami, K. Low temperature superplasticity and its deformation mechanism in grain refinement of Al-Mg alloy by multi-axial alternative forging. Mater. Trans. 2003, 11, 2288–2297. [Google Scholar] [CrossRef] [Green Version]
- Vang, J.; Kang, S.; Kim, H.; Horita, Z. Lamellae deformation and structural evolution in an Al-33%Cu eutectic alloy during equal-channel angular pressing. J. Mater. Sci. 2002, 37, 5223–5227. [Google Scholar]
- Zhou, Q.; Wang, J.; Misra, A.; Huang, P.; Wang, F.; Xu, K. Atomistic study of fundamental character and motion of dislocations in intermetallic Al2Cu. Int. J. Plast. 2016, 87, 100–113. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Q.; Wang, J.; Misra, A.; Huang, P.; Wang, F.; Xu, K. Dislocations interaction induced structural instability in intermetallic Al2Cu. Comput. Mater. 2017, 24, 1–7. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Microstructure of (a) Al–Cu alloy with 5 wt % of Cu (Al5Cu), (b) with 25 wt % of Cu (Al25Cu), and (c) with 33 wt % of Cu (Al33Cu) in initial state.
Figure 1.
Microstructure of (a) Al–Cu alloy with 5 wt % of Cu (Al5Cu), (b) with 25 wt % of Cu (Al25Cu), and (c) with 33 wt % of Cu (Al33Cu) in initial state.

Figure 2.
X-ray diffraction patterns of Al–Cu alloys.

Figure 3.
Thermographical pictures of surface samples of Al–Cu alloys after extrusion combined with reversible torsion (KoBo) processing with λ = 98: (a) Al5Cu alloy, (b) Al25Cu alloy.
Figure 3.
Thermographical pictures of surface samples of Al–Cu alloys after extrusion combined with reversible torsion (KoBo) processing with λ = 98: (a) Al5Cu alloy, (b) Al25Cu alloy.

Figure 4.
Microstructure of Al–Cu alloys after KoBo deformation: (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy, (a,c,e) λ = 30, (b,d,f) λ = 98.
Figure 4.
Microstructure of Al–Cu alloys after KoBo deformation: (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy, (a,c,e) λ = 30, (b,d,f) λ = 98.

Figure 5.
TEM images showing the characteristic microstructures of Al–Cu alloys after KoBo processing at λ = 98. The microstructures on the left side represent Z contrast (ZC) images, while the microstructures visible on the right side represent transmitted electron (TE) images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.
Figure 5.
TEM images showing the characteristic microstructures of Al–Cu alloys after KoBo processing at λ = 98. The microstructures on the left side represent Z contrast (ZC) images, while the microstructures visible on the right side represent transmitted electron (TE) images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.

Figure 6.
The superplastic tensile stress–strain curves for Al5Cu alloy.

Figure 7.
The superplastic tensile stress–strain curves for Al25Cu alloy.

Figure 8.
The superplastic tensile stress–strain curves for Al33Cu alloy.

Figure 9.
Microstructure of Al–Cu alloys after tensile test at 400 °C: (a–c) Al5Cu alloy, (d–f) Al25Cu alloy, (g–i) Al33Cu alloy.
Figure 9.
Microstructure of Al–Cu alloys after tensile test at 400 °C: (a–c) Al5Cu alloy, (d–f) Al25Cu alloy, (g–i) Al33Cu alloy.

Figure 10.
Scanning transmission electron microscope (STEM) images showing the characteristic microstructures of Al–Cu alloys after tensile test at 400 °C. The microstructures on the left side represent ZC images, while the microstructures visible on the right side represent TE images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.
Figure 10.
Scanning transmission electron microscope (STEM) images showing the characteristic microstructures of Al–Cu alloys after tensile test at 400 °C. The microstructures on the left side represent ZC images, while the microstructures visible on the right side represent TE images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.

Figure 11.
STEM images showing the characteristic microstructures of Al–Cu alloys after tensile test at 400 °C. The microstructures on the left side represent ZC images, while the microstructures visible on the right side represent TE images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.
Figure 11.
STEM images showing the characteristic microstructures of Al–Cu alloys after tensile test at 400 °C. The microstructures on the left side represent ZC images, while the microstructures visible on the right side represent TE images. (a,b) Al5Cu alloy, (c,d) Al25Cu alloy, (e,f) Al33Cu alloy.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Measured mechanical parameters: yield strength (YS), ultimate tensile strength (UTS), and elongation to fracture (Ac) of deformed Al–Cu alloys with KoBo processing.
Table 1.
Measured mechanical parameters: yield strength (YS), ultimate tensile strength (UTS), and elongation to fracture (Ac) of deformed Al–Cu alloys with KoBo processing.
| Alloys | Reduction Coefficient | UTS (MPa) | YS (MPa) | Ac (%) |
|---|---|---|---|---|
| Al5Cu | λ = 30 | 208 | 75 | 46 |
| λ = 98 | 191 | 104 | 55 | |
| Al25Cu | λ = 30 | 328 | 92 | 12 |
| λ = 98 | 280 | 126 | 13 | |
| Al33Cu | λ = 30 | 446 | 438 | 9 |
| λ = 98 | 483 | 398 | 7 |
Table 2.
Measured mechanical parameters: stress peak (σmax), elongation to failure (εmax) of deformed Al–Cu alloys.
Table 2.
Measured mechanical parameters: stress peak (σmax), elongation to failure (εmax) of deformed Al–Cu alloys.
| Alloys | Mechanical Properties | 300 °C | 400 °C | ||
|---|---|---|---|---|---|
| λ = 30 | λ = 98 | λ = 30 | λ = 98 | ||
| Al5Cu | σmax (MPa) | 46 | 15 | 18 | 14 |
| εmax (%) | 29 | 60 | 57 | 63 | |
| Al25Cu | σmax (MPa) | 46 | 30 | 13 | 14 |
| εmax (%) | 192 | 114 | 787 | 827 | |
| Al33Cu | σmax (MPa) | 49 | 21 | 11 | 10 |
| εmax (%) | 140 | 345 | 987 | 1085 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Rodak, K.; Kuc, D.; Mikuszewski, T. Superplastic Deformation of Al–Cu Alloys after Grain Refinement by Extrusion Combined with Reversible Torsion. Materials 2020, 13, 5803. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245803
AMA Style
Rodak K, Kuc D, Mikuszewski T. Superplastic Deformation of Al–Cu Alloys after Grain Refinement by Extrusion Combined with Reversible Torsion. Materials. 2020; 13(24):5803. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245803
Chicago/Turabian StyleRodak, Kinga, Dariusz Kuc, and Tomasz Mikuszewski. 2020. "Superplastic Deformation of Al–Cu Alloys after Grain Refinement by Extrusion Combined with Reversible Torsion" Materials 13, no. 24: 5803. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13245803
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.