Deformation Characteristics and Constitutive Equations for the Semi-Solid Isothermal Compression of Cold Radial Forged 6063 Aluminium Alloy


Abstract
:1. Introduction
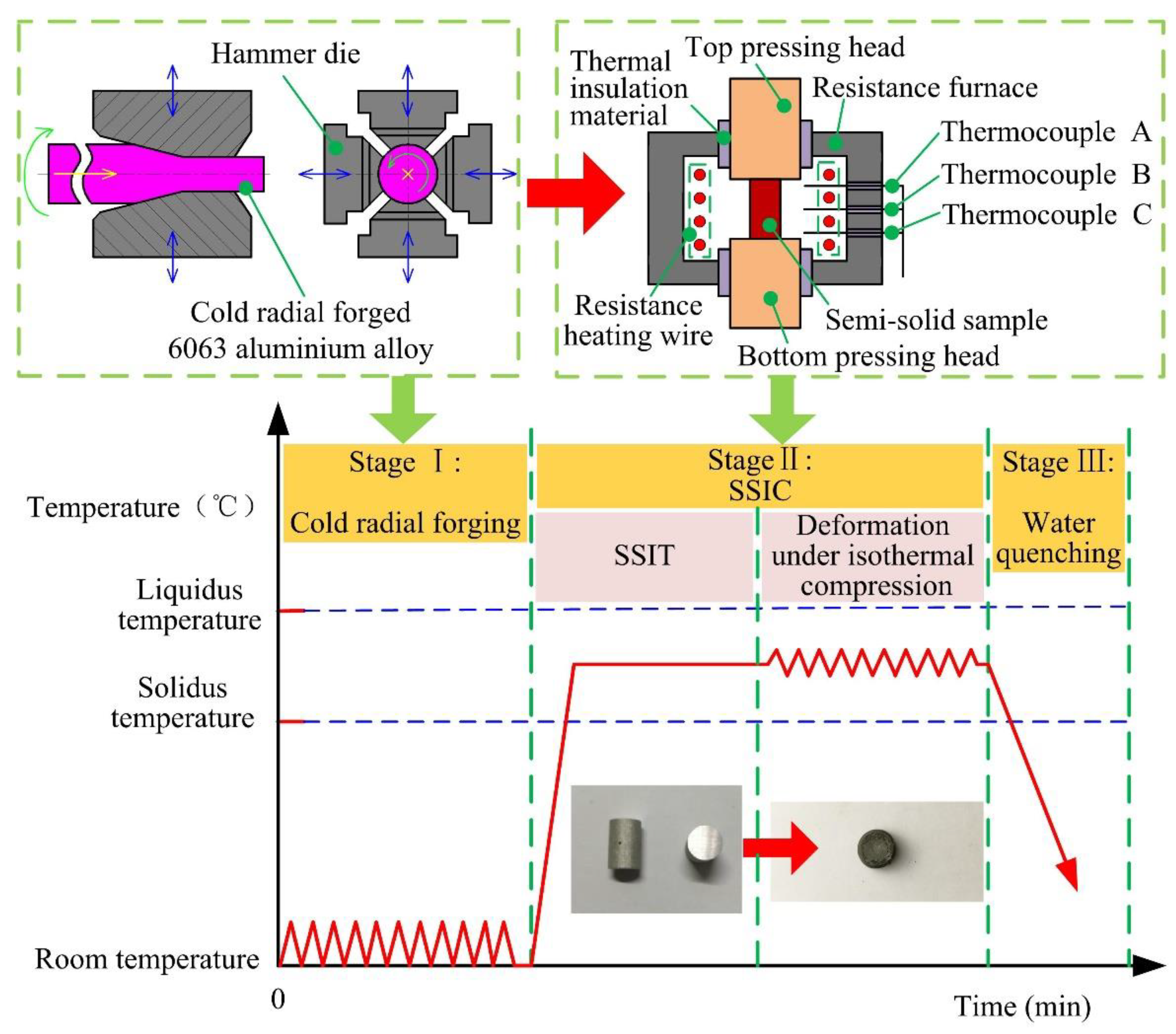
2. Materials and Experimental Procedure
3. Results and Discussion
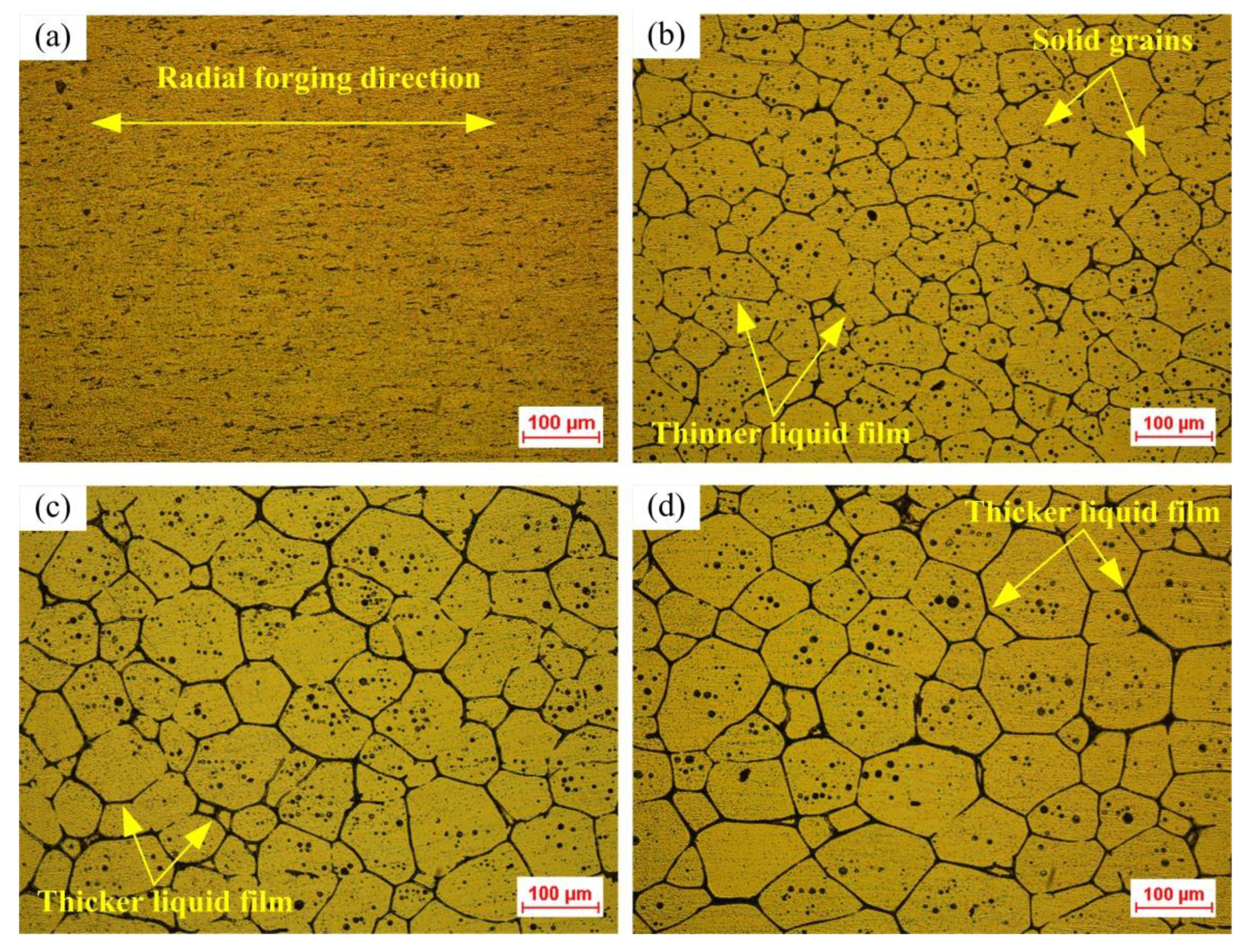
3.1. Effects of SSIT on the Microstructure
3.2. True Stress-True Strain Curves and the Deformation Pattern
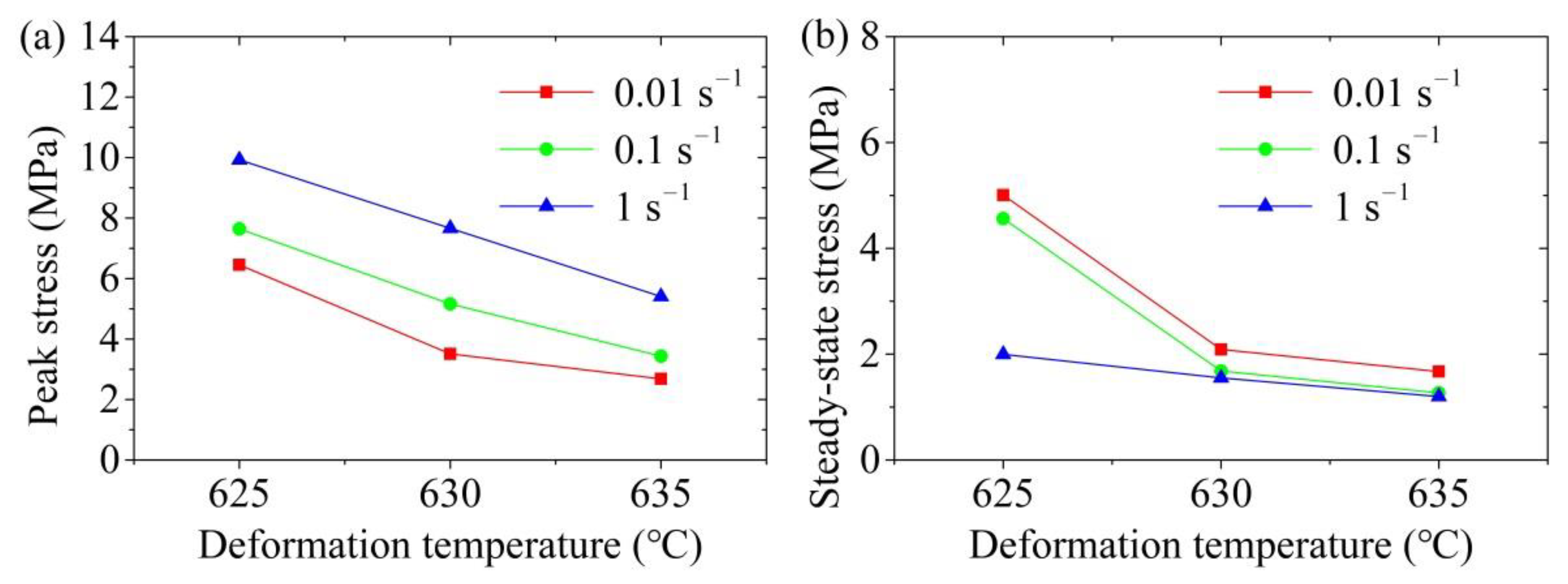
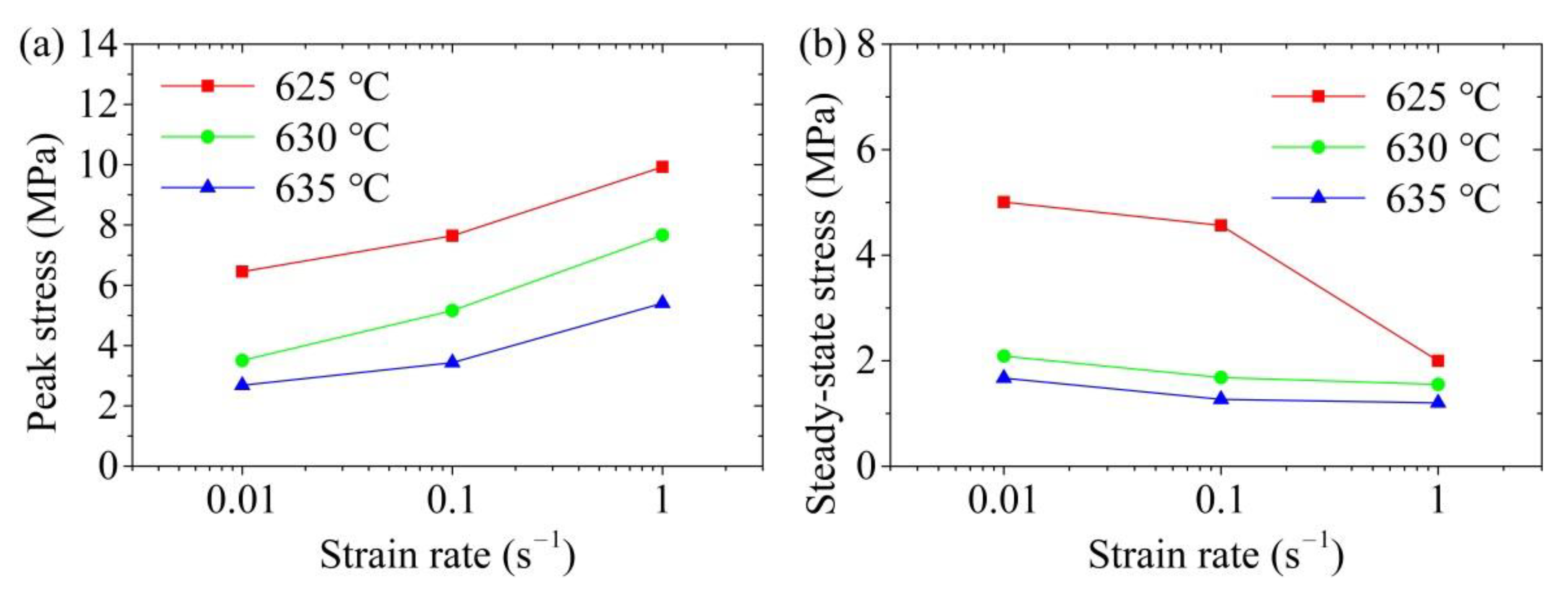
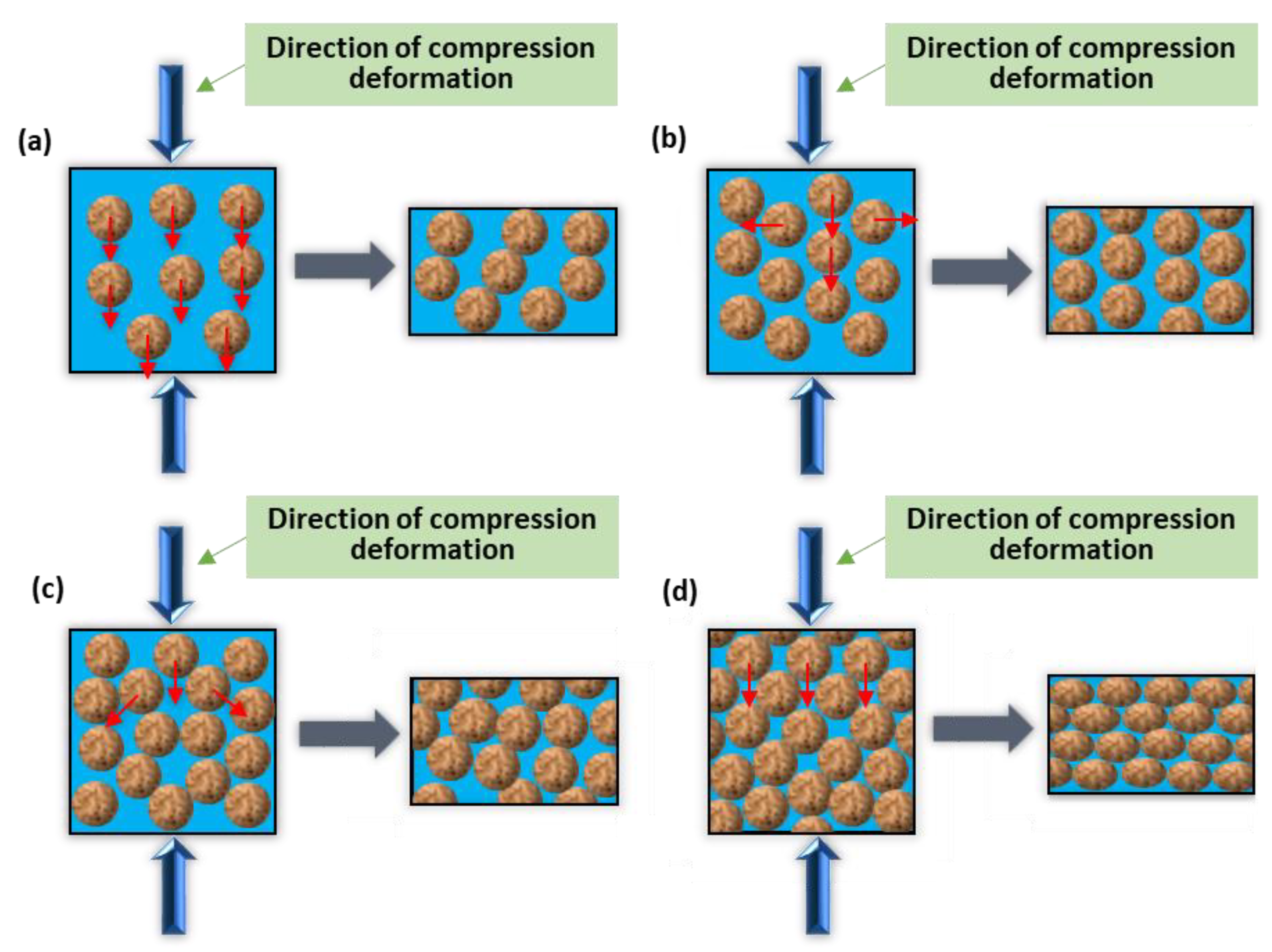
- (a)
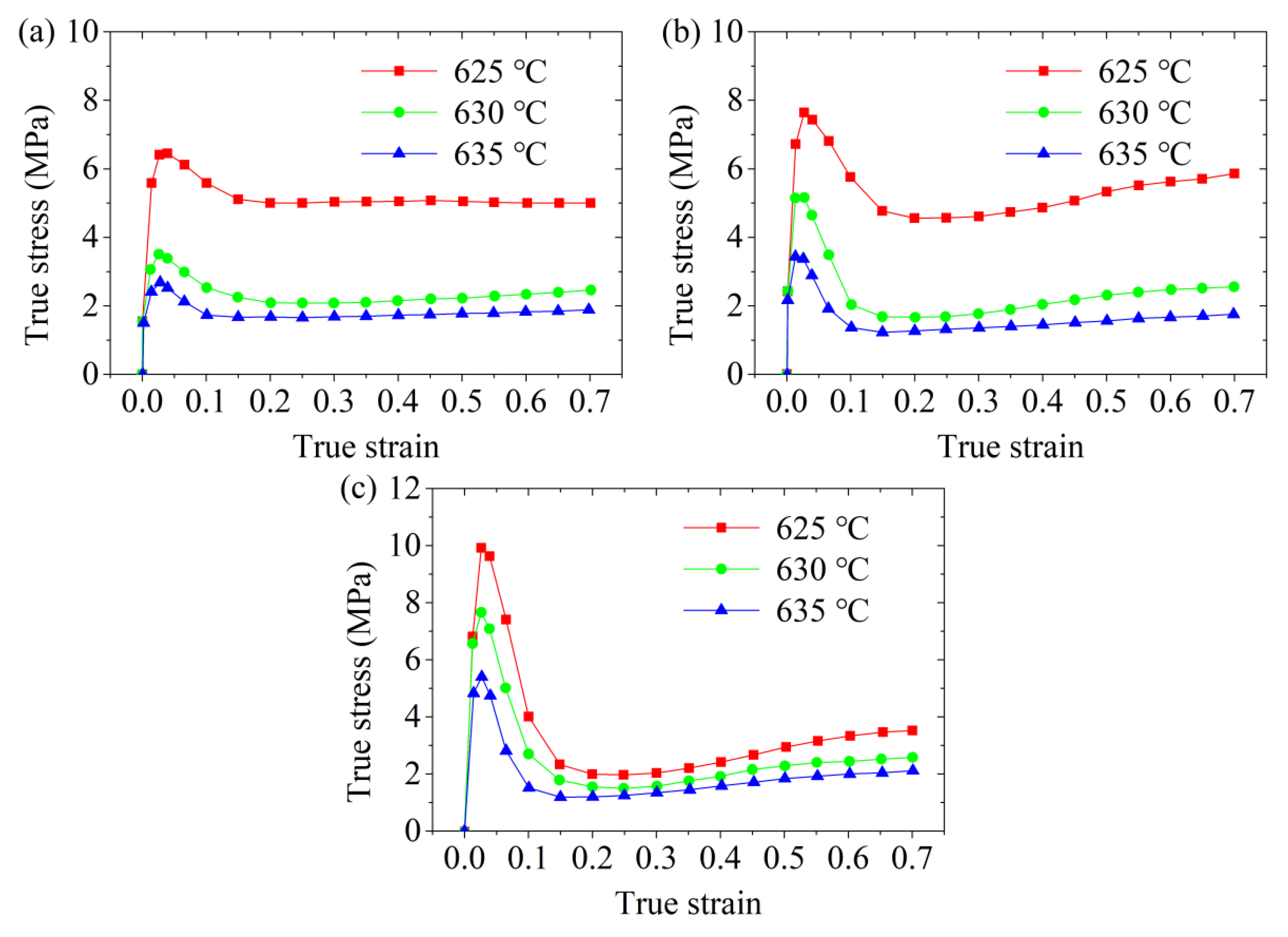
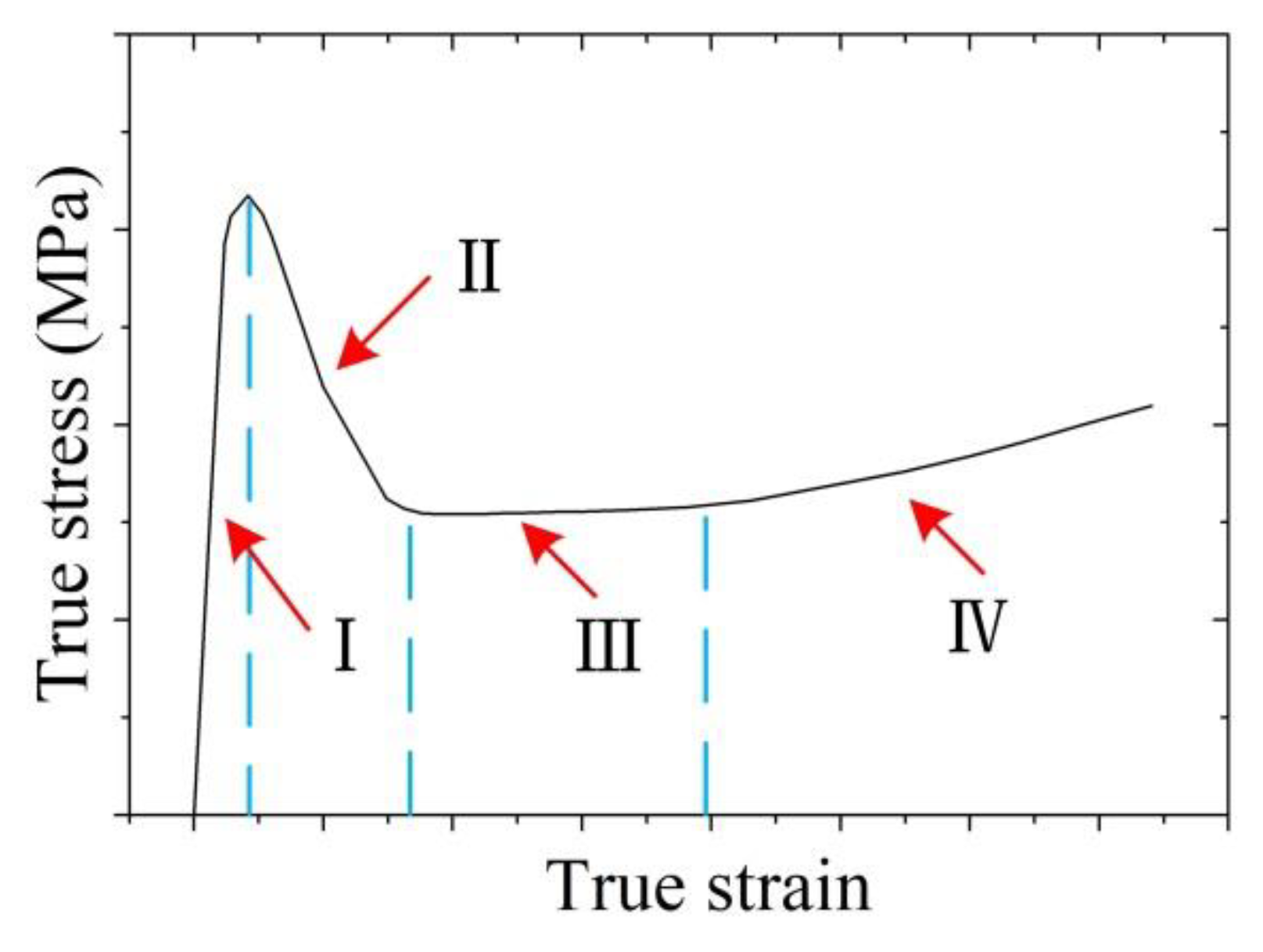
- At the beginning of the SSIC deformation process, the deformation speed of the sample was small because the strain rate was low, which provided enough time for the liquid phase to participate in repairing the liquid phase film among the deformed solid grains. The deformation of the spatial framework structure of the sample can take place with the slippage and rotation among the solid grains, resulting in a small deformation resistance and small peak stress. On the contrary, the liquid phase did not have enough time to repair the liquid film among the deformed solid grains when the strain rate was high, which caused the difficulty of solid grains to slip and rotate. The solid grains squeezed with each other in this early stage, which hindered the deformation of the sample, thereby, increasing the peak stress.
- (b)
- The spatial framework structure of the sample was gradually and completely destroyed with the increase in the semi-solid isothermal compression deformation displacement, which formed solid grains or solid grain agglomerates wrapped by the liquid phase. This influence of the liquid phase on the solid grains or solid grain agglomerates contributed to the occurrence of compression deformation, so the true stress gradually decreased and stabilized. When the strain rate was low, the movement speed of the liquid phase film among the solid grains was small, resulting in the weak shearing effect among the solid grains. Consequently, it was difficult to achieve the disaggregation and destruction of solid grain aggregates. Therefore, higher steady-state stress was required to promote the coordinated deformation between the solid grain agglomerates after entering the steady state flow. On the contrary, when the strain rate was high, the strong shearing effect between the solid grains can promote the disaggregation and destruction of some solid grain aggregates, so that the liquid phase wrapped by the aggregates was released. The liquid content inside the sample, thereby, increased, which was beneficial for the slippage and rotation of the solid grains, so the steady-state stress was observed relatively low.
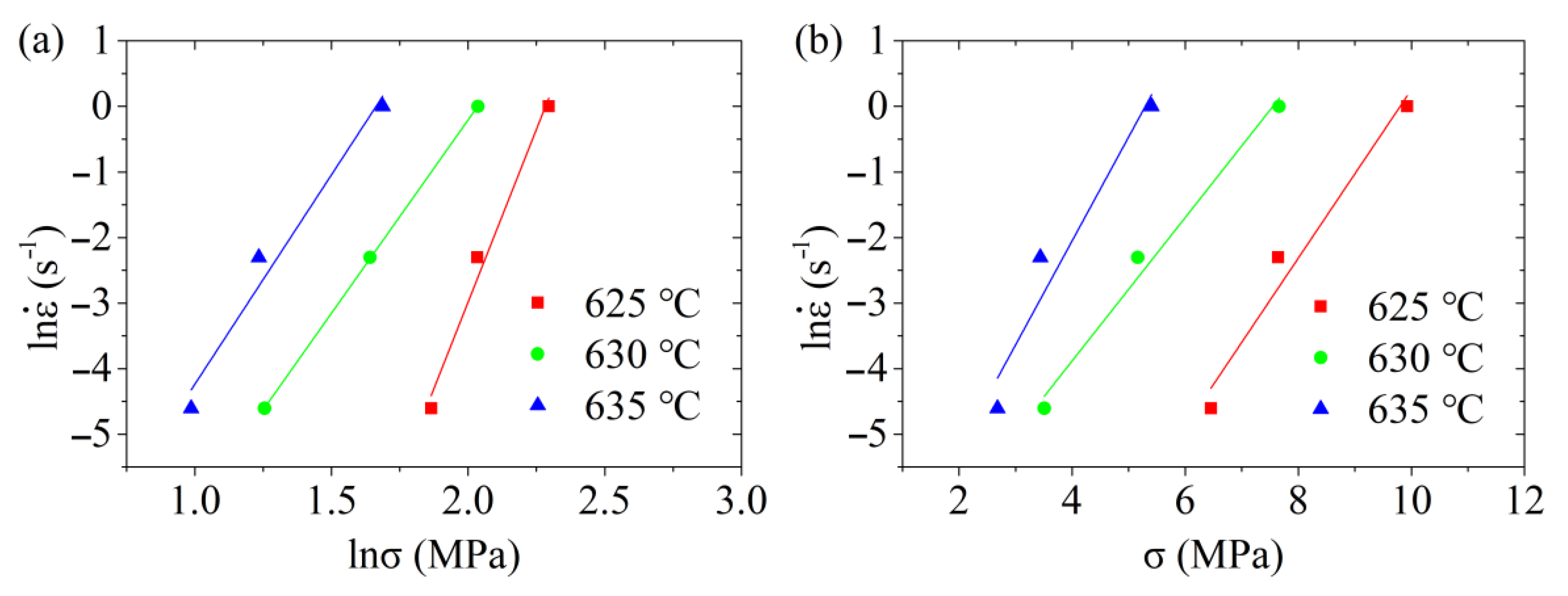
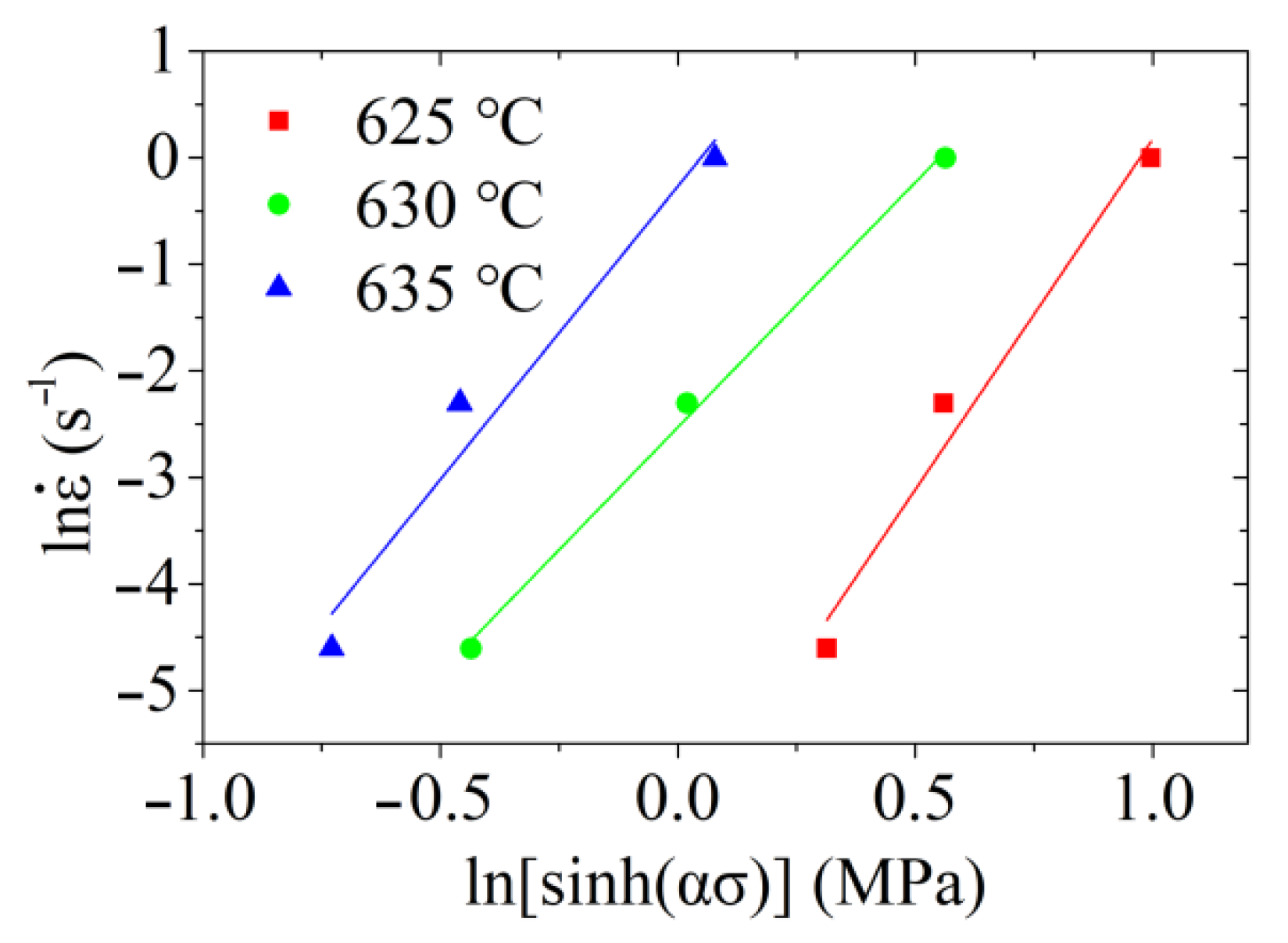
3.3. Constitutive Equations
3.4. Deformation Mechanism
3.4.1. Macroscopic Results and Analysis
3.4.2. Microstructure and Deformation Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yoshimura, H.; Tanaka, K. Precision forging of aluminum and steel. J. Mater. Process. Tech. 2000, 98, 196–204. [Google Scholar] [CrossRef]
- Shan, D.B.; Xu, W.C.; Lu, Y. Study on precision forging technology for a complex-shaped light alloy forging. J. Mater. Process. Tech. 2004, 151, 289–293. [Google Scholar] [CrossRef]
- Bayramoglu, M.; Polat, H.; Geren, N. Cost and performance evaluation of different surface treated dies for hot forging process. J. Mater. Process. Tech. 2008, 205, 394–403. [Google Scholar] [CrossRef]
- Li, X.; Xiong, S.M.; Guo, Z. Correlation between Porosity and Fracture Mechanism in High Pressure Die Casting of AM60B Alloy. J. Mater. Sci. Technol. 2016, 32, 54–61. [Google Scholar] [CrossRef]
- Zhang, P.; Li, Z.; Liu, B.; Ding, W.; Peng, L. Improved tensile properties of a new aluminum alloy for high pressure die casting. Mat. Sci. Eng. A 2016, 651, 376–390. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhao, X.; Zhao, Y. Microstructural coarsening of 6061 aluminum alloy semi-solid billets prepared via recrystallization and partial melting. J. Mech. Sci. Technol. 2017, 31, 3917–3923. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, C.; Jia, J.; Zhang, X.; Dai, H.; Yang, Y. Constitutive behavior of a SIMA processed magnesium alloy by employing repetitive upsetting-extrusion (RUE). J. Alloys Compd. 2018, 748, 694–705. [Google Scholar] [CrossRef]
- Fu, J.L.; Jiang, H.J.; Wang, K.K. Influence of Processing Parameters on Microstructural Evolution and Tensile Properties for 7075 Al Alloy Prepared by an ECAPBased SIMA Process. Acta Metall. Sin. 2018, 31, 337–350. [Google Scholar] [CrossRef] [Green Version]
- Dao, V.; Zhao, S.; Lin, W.; Zhang, C. Effect of process parameters on microstructure and mechanical properties in AlSi9Mg connecting-rod fabricated by semi-solid squeeze casting. Mat. Sci. Eng. A 2012, 558, 95–102. [Google Scholar] [CrossRef]
- Chen, X.H.; Yan, H. Constitutive behavior of Al 2 O 3np /Al7075 composites with a high solid fraction for thixoforming. J. Alloys Compd. 2017, 708, 751–762. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Lin, F.; Yao, S.; Han, F.; Wei, B.; Zhang, Y. Constitutive behavior of aluminum alloy in a wide temperature range from warm to semi-solid regions. J. Alloys Compd. 2016, 674, 26–36. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Phase Evolution and Mechanical Behavior of the Semi-Solid SIMA Processed 7075 Aluminum Alloy. Metals 2016, 6, 42. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Xiao, H.; Wu, L.B.; Hu, H.L.; Lu, D.H.; Zhou, R.F.; Zhou, R. Deformation characteristic of semi-solid ZCuSn10 copper alloy during isothermal compression. Rare Met. 2016, 8, 620–626. [Google Scholar] [CrossRef]
- Meshkabadi, R.; Pouyafar, V.; Javdani, A.; Faraji, G. An Enhanced Steady-State Constitutive Model for Semi-solid Forming of Al7075 Based on Cross Model. Metall. Mater. Trans. A 2017, 48, 4275–4285. [Google Scholar] [CrossRef]
- Wang, J.J.; Phillion, A.B.; Lu, G.M. Development of a visco-plastic constitutive modeling for thixoforming of AA6061 in semi-solid state. J. Alloys Compd. 2014, 609, 290–295. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.l.; Li, M.Q.; Li, X.C. Deformation Behavior and Constitutive Equation Coupled the Grain Size of Semi-Solid Aluminum Alloy. J. Mater. Eng. Perform. 2010, 19, 1337–1343. [Google Scholar] [CrossRef]
- Bolouri, A.; Shahmiri, M.; Cheshmeh, E.N.H. Microstructural evolution during semisolid state strain induced melt activation process of aluminum 7075 alloy. T. Nonferr. Metal. Soc. 2010, 20, 1663–1671. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.; Jia, J.; Xu, B. Microstructure evolution of a SIMA processed AZ91D magnesium alloy based on repetitive upsetting-extrusion (RUE) process. Mater. Charact. 2016, 118, 309–323. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Liu, J.; Qu, J.-J.; Du, Z.-M.; Luo, S.-J. Microstructure and mechanical properties of AZ61 magnesium alloy parts achieved by thixo-extruding semisolid billets prepared by new SIMA. T. Nonferr. Metal. Soc. 2013, 23, 576–585. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Xiao, G.; Nie, X. Comparison of microstructural evolution of 7075 aluminum alloy fabricated by SIMA and RAP. J. Mater. Process. Tech. 2016, 238, 361–372. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhang, C. Microstructural evolution of semisolid 6063 aluminum alloy prepared by recrystallization and partial melting process. J. Mater. Eng. Perform. 2017, 26, 4354–4363. [Google Scholar] [CrossRef]
- Wu, Y.J.; Dong, X.H.; Yu, Q. Upper bound analysis of axial metal flow inhomogeneity in radial forging process. Int. J. Mech. Sci. 2015, 93, 102–110. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, X.; Fan, L.; Xu, C. Mechanical properties of steel gun barrel processed by cold radial forging with stepped mandrel under different forgingratios. J. Phys. Conf. Ser. 2020, 1507, 042004. [Google Scholar] [CrossRef]
- Atkinson, H. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef] [Green Version]
- Orgéas, L.; Gabathuler, J.P.; Imwinkelried, T.; Paradies, C.; Rappaz, M. Modelling of semi-solid processing using a modified temperature-dependent power-law model. Model. Simul. Mater. Sci. Eng. 2003, 11, 553–574. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, S.; Zhang, H.; Han, F.; Wang, G.; Chen, Q.; Zhao, Z. Controlling liquid segregation of semi-solid AZ80 magnesium alloy by back pressure thixoextruding. J. Mater. Process. Tech. 2018, 259, 88–95. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhao, X.; Zhao, Y. Effects of isothermal treatment parameters on the microstructure of semisolid alloys. Mater. Sci. Tech. Lond. 2017, 34, 104–110. [Google Scholar] [CrossRef]
- Kim, H.H.; Lee, S.M.; Kang, C.G. Reduction in Liquid Segregation and Microstructure Improvement in a Semisolid Die Casting Process by Varying Injection Velocity. Metall. Mater. Trans. B 2011, 42, 156–170. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, Y.; Zhao, S. Effects of Process Parameters on the Microstructure and Hardness of Semi-Solid AlSi9Mg Aluminum Alloy Prepared by RAP Process. Mater. Trans. 2020, 61, 1731–1739. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, S.; Yan, G.; Wang, Y. Deformation behaviour and microstructures of semi-solid A356.2 alloy prepared by radial forging process during high solid fraction compression. Proc. Inst. Mech. Eng. B J. Eng. 2018, 232, 487–498. [Google Scholar] [CrossRef]
- Wu, M.; Liu, Y.; Wang, T.; Yu, K. Deformation Behavior and Characteristics of Sintered Porous 2024 Aluminum Alloy Compressed in a Semisolid State. Mat. Sci. Eng. A 2016, 674, 144–150. [Google Scholar] [CrossRef]
- Kang, W.; Yang, Y.; Cao, S.; Li, L.; Xin, S.; Wang, H.; Cao, Z.; Liang, E.; Zhang, X.; Huang, A. Hot Deformation Behavior of a New Al–Mn–Sc Alloy. Materials 2019, 13, 22. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A. Constitutive relationships for hot deformation of austenite. Acta Mater. 2011, 59, 6441–6448. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Mater. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, S.; Fan, S.; Yan, G. Study on the material characteristic and process parameters of the open-die warm extrusion process of spline shaft with 42CrMo steel. J. Alloys Compd. 2013, 571, 12–20. [Google Scholar] [CrossRef]
- Changizian, P.; Zarei-Hanzaki, A.; Roostaei, A.A. The high temperature flow behavior modeling of AZ81 magnesium alloy considering strain effects. Mater. Des. 2012, 39, 384–389. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Parsa, M.H.; Bisadi, H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum. Mater. Eng. A 2012, 545, 61–67. [Google Scholar] [CrossRef]
- Hassas-Irani, S.B.; Zarei-Hanzaki, A.; Bazaz, B.; Roostaei, A.A. Microstructure evolution and semi-solid deformation behavior of an A356 aluminum alloy processed by strain induced melt activated method. Mater. Des. 2013, 46, 579–587. [Google Scholar] [CrossRef]
- Ning, Z.L.; Wang, H.; Sun, J.F. Deformation Behavior of Semisolid A356 Alloy Prepared by Low Temperature Pouring. Mater. Manuf. Process. 2010, 25, 648–653. [Google Scholar] [CrossRef]
- Fadavi Boostani, A.; Tahamtan, S. Effect of a novel thixoforming process on the microstructure and fracture behavior of A356 aluminum alloy. Mater. Des. 2010, 31, 3769–3776. [Google Scholar] [CrossRef]
- Meng, Y.; Sugiyama, S.; Yanagimoto, J. Microstructural evolution during partial melting and semisolid forming behaviors of two hot-rolled Cr-V-Mo tool steels. J. Mater. Process. Tech. 2015, 225, 203–212. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Si | Mn | Zn | Fe | Cu | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|
| 0.51 | 0.39 | 0.03 | 0.02 | 0.15 | 0.01 | <0.001 | <0.005 | Bal. |
| Experimental Number | Isothermal Temperature (°C) | Strain Rate (s−1) | Strain | Isothermal Holding Time (min) |
|---|---|---|---|---|
| 1 | 625 | 0 | 0 | 10 |
| 2 | 630 | 0 | 0 | 10 |
| 3 | 635 | 0 | 0 | 10 |
| 4 | 625 | 0.01 | 0.7 | 10 |
| 5 | 625 | 0.1 | 0.7 | 10 |
| 6 | 625 | 1 | 0.7 | 10 |
| 7 | 630 | 0.01 | 0.7 | 10 |
| 8 | 630 | 0.1 | 0.7 | 10 |
| 9 | 630 | 1 | 0.7 | 10 |
| 10 | 635 | 0.01 | 0.7 | 10 |
| 11 | 635 | 0.1 | 0.7 | 10 |
| 12 | 635 | 1 | 0.7 | 10 |
| Isothermal Temperature (°C) | Average Grain Size (μm) | Average Shape Factor | Effective Iiquid Fraction |
|---|---|---|---|
| 625 | 59.22 | 0.71 | 11.10% |
| 630 | 64.11 | 0.75 | 13.29% |
| 635 | 73.02 | 0.78 | 14.42% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhao, S.; Guo, Y.; Liu, K.; Zheng, S. Deformation Characteristics and Constitutive Equations for the Semi-Solid Isothermal Compression of Cold Radial Forged 6063 Aluminium Alloy. Materials 2021, 14, 194. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14010194
Wang Y, Zhao S, Guo Y, Liu K, Zheng S. Deformation Characteristics and Constitutive Equations for the Semi-Solid Isothermal Compression of Cold Radial Forged 6063 Aluminium Alloy. Materials. 2021; 14(1):194. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14010194
Chicago/Turabian StyleWang, Yongfei, Shengdun Zhao, Yi Guo, Kuanxin Liu, and Shunqi Zheng. 2021. "Deformation Characteristics and Constitutive Equations for the Semi-Solid Isothermal Compression of Cold Radial Forged 6063 Aluminium Alloy" Materials 14, no. 1: 194. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14010194