
Creation of AlSi12 Alloy Coating by Centrifugal Induction Surfacing with the Addition of Low-Melting Metals

 , ,
, ,
Abstract
:1. Introduction
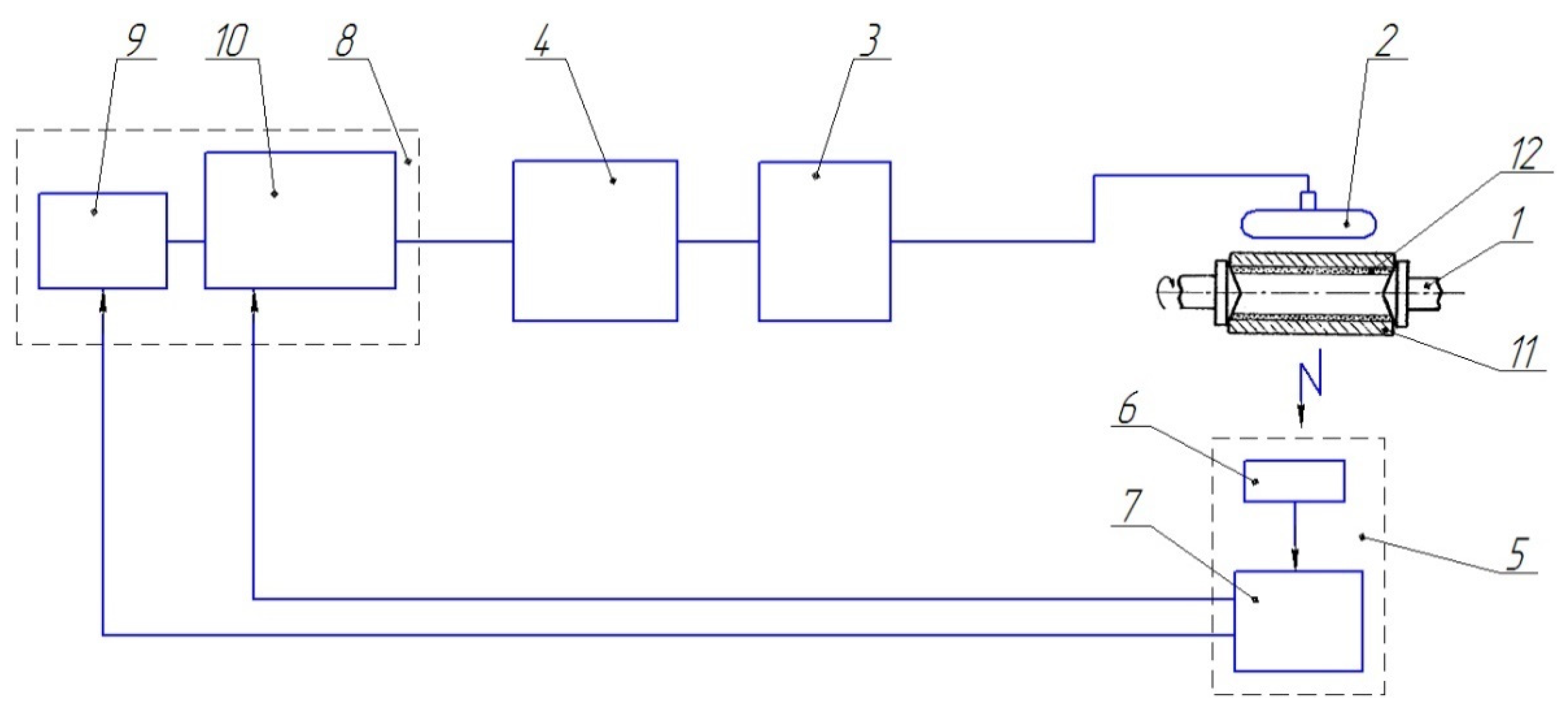
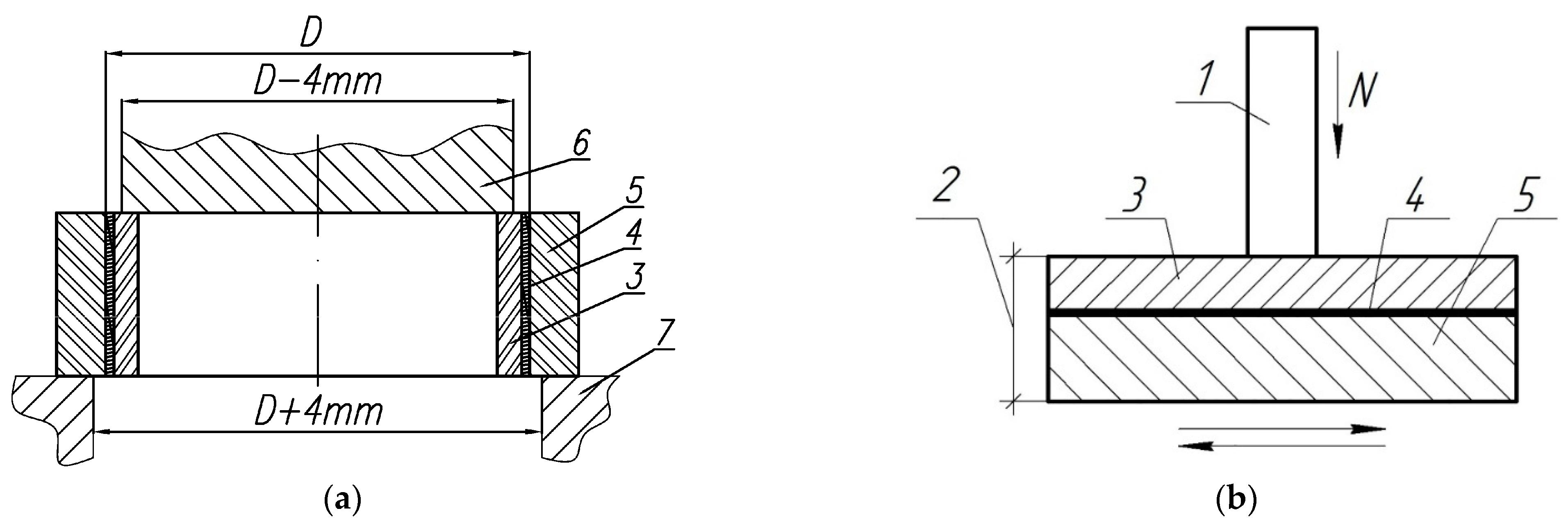
2. Materials and Methods
3. Results and Discussion
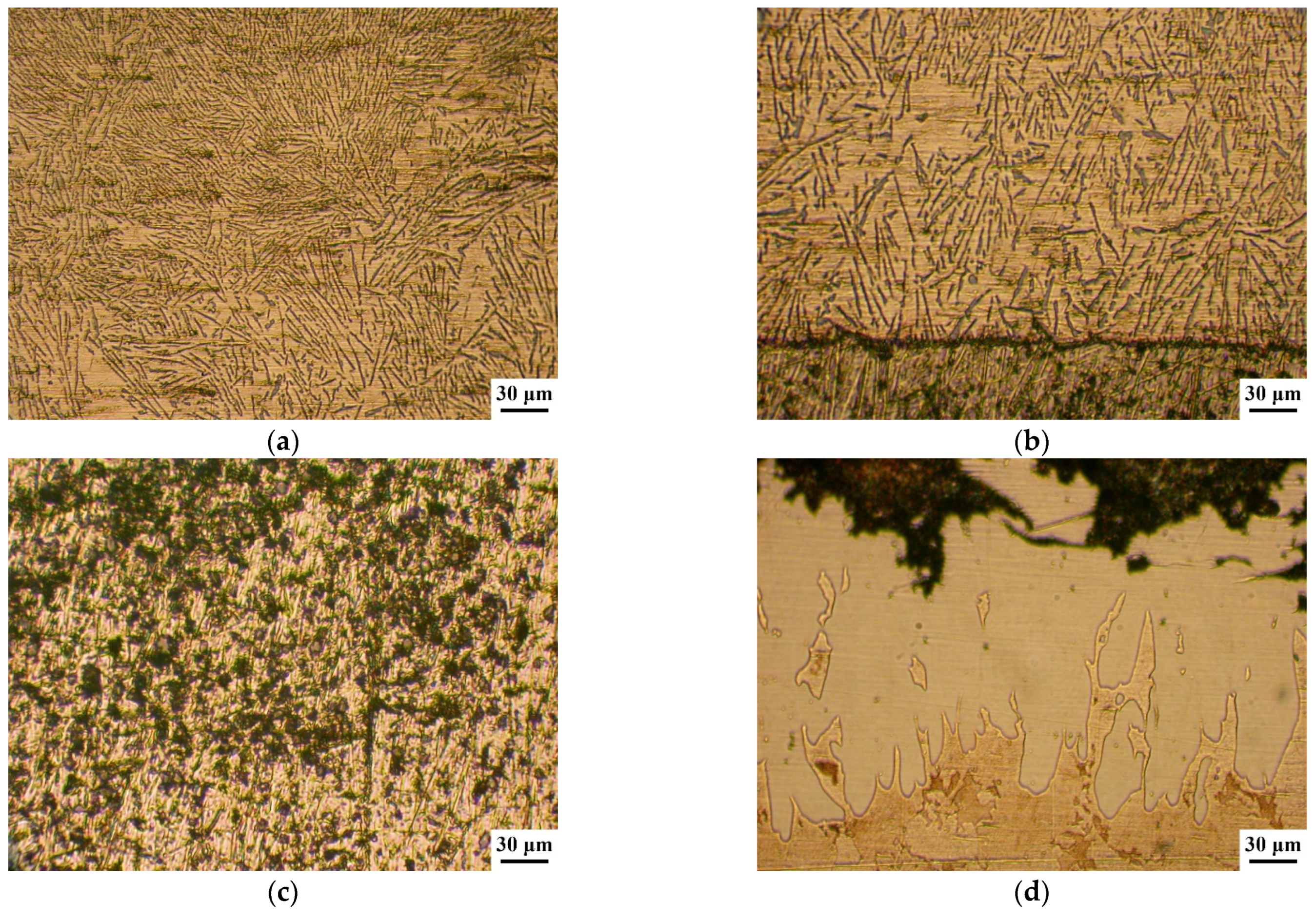
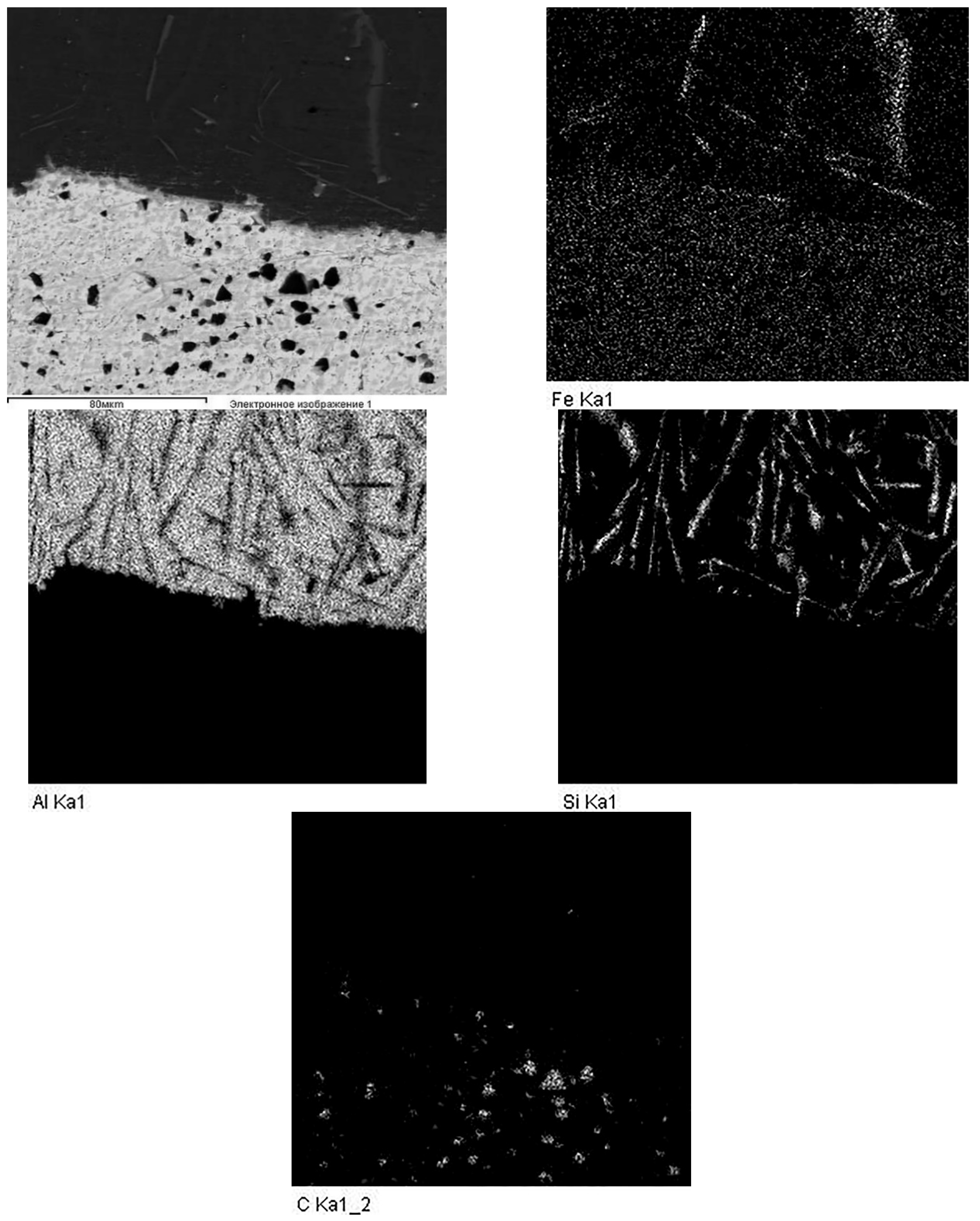
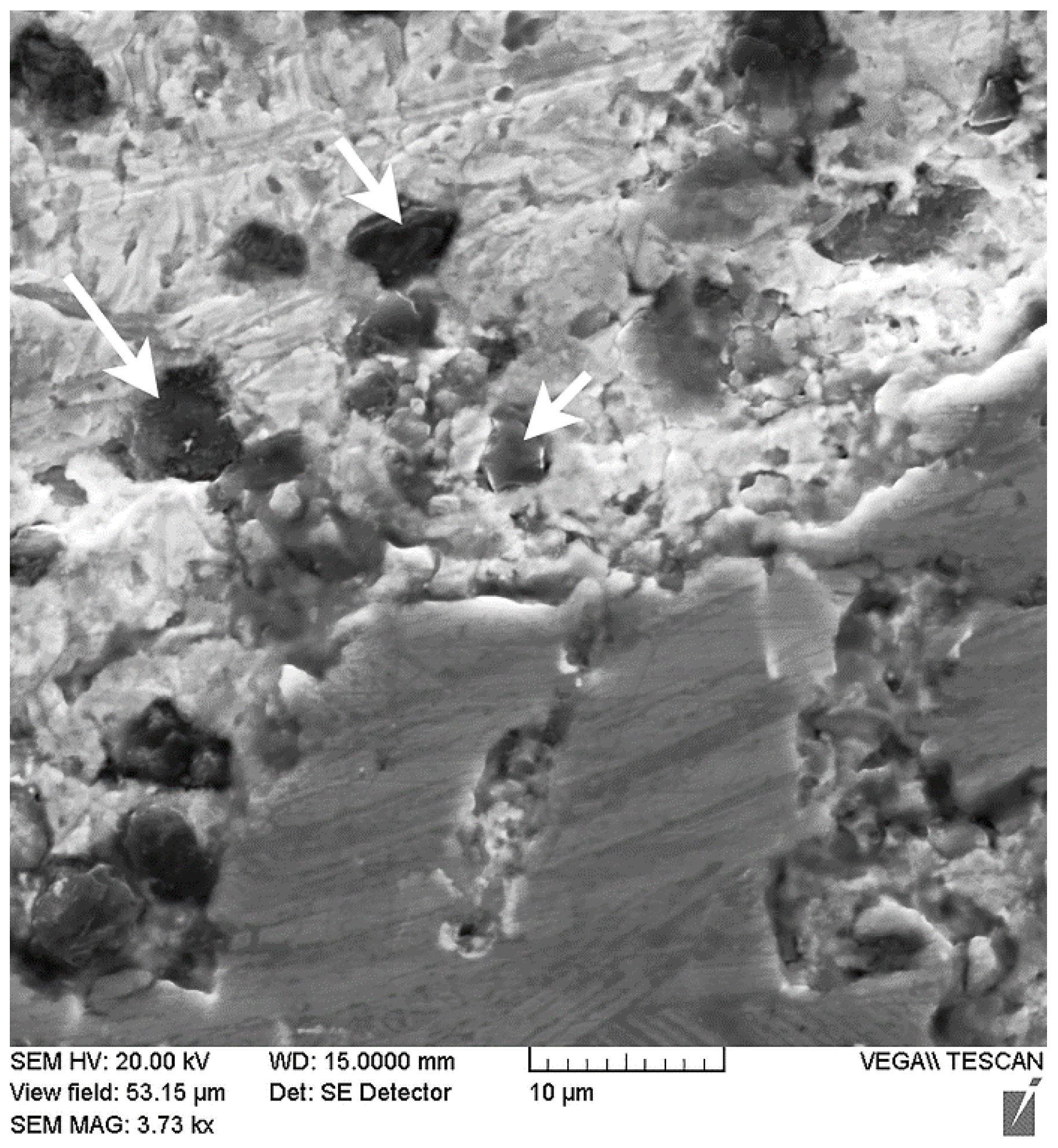
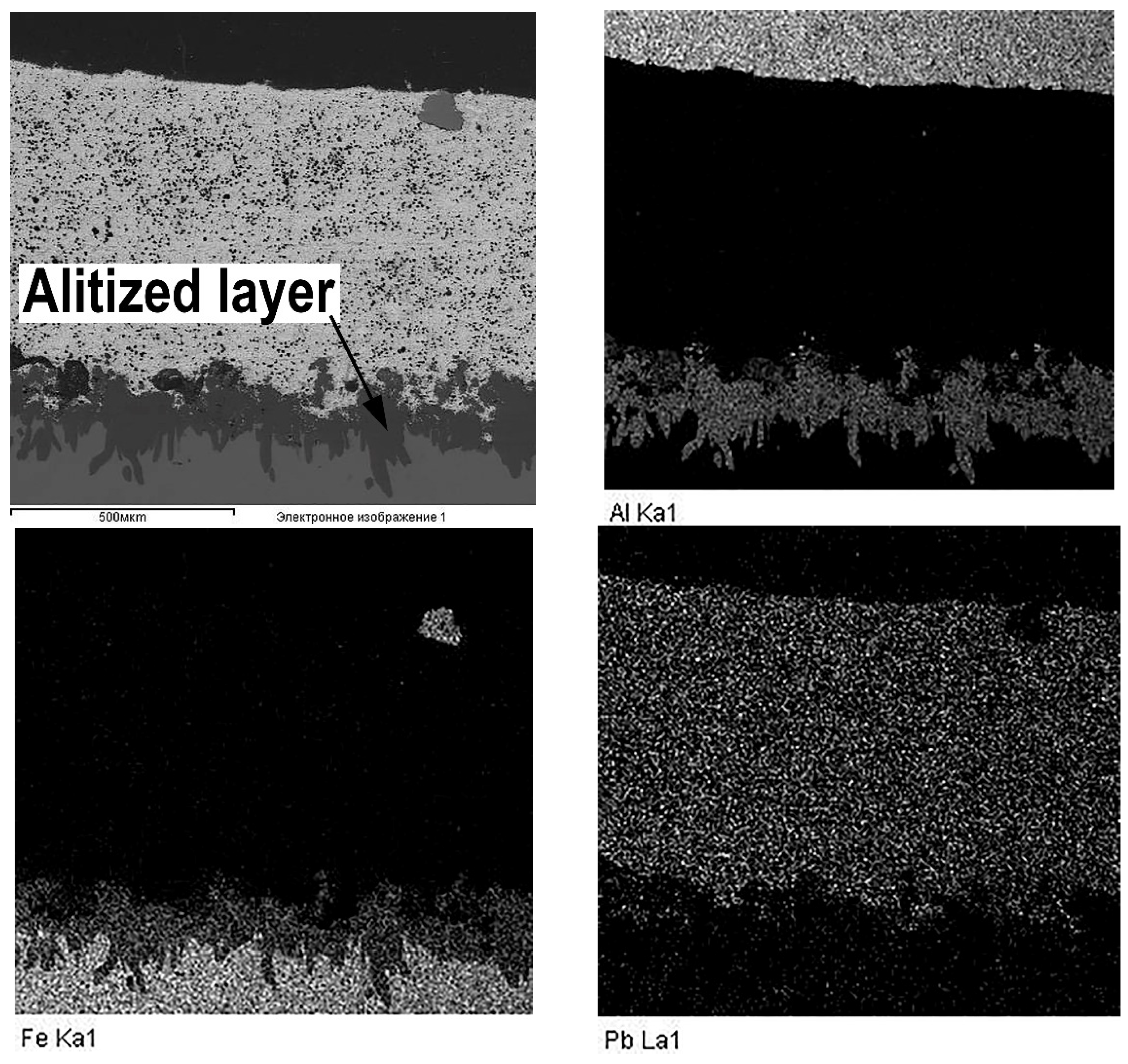
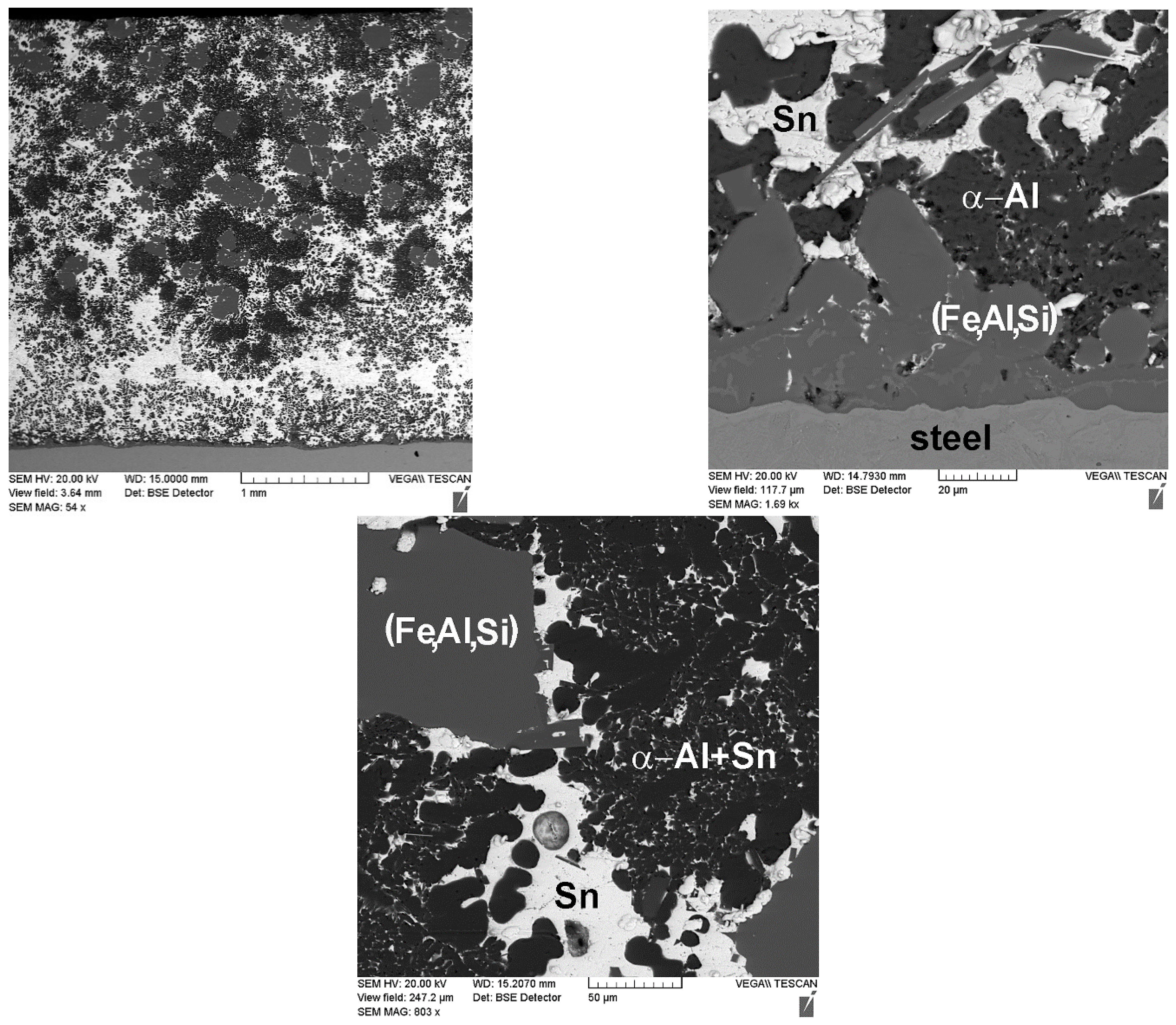
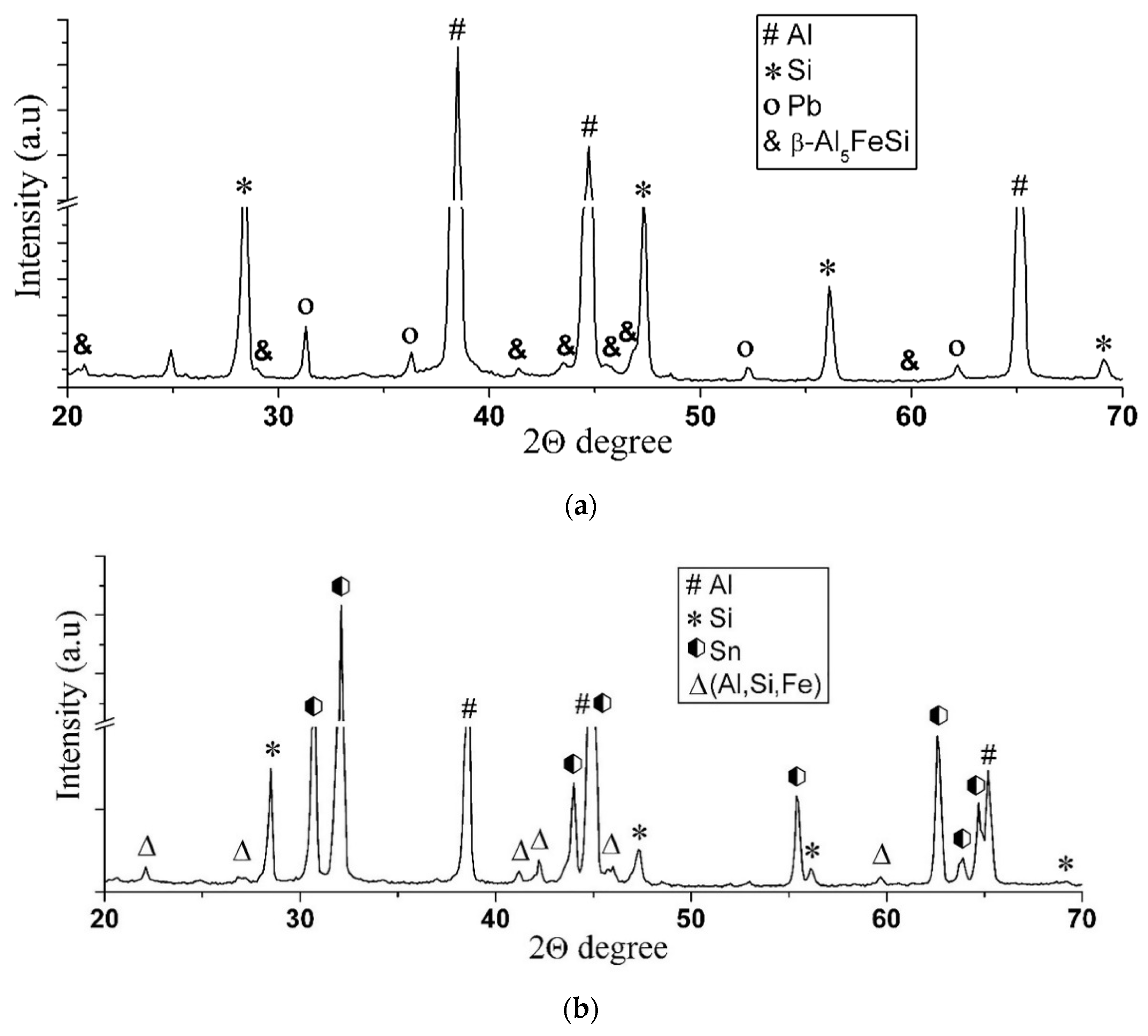
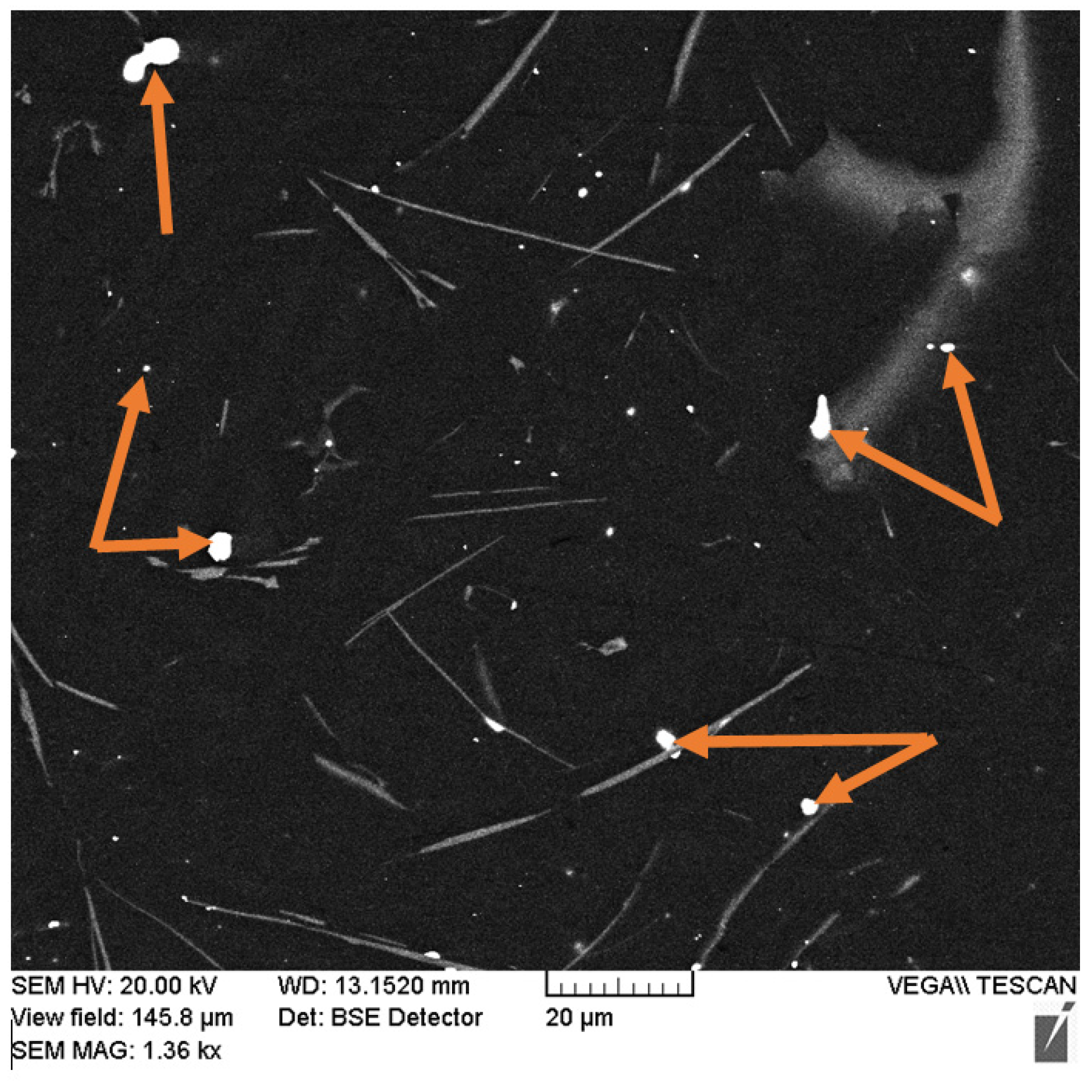
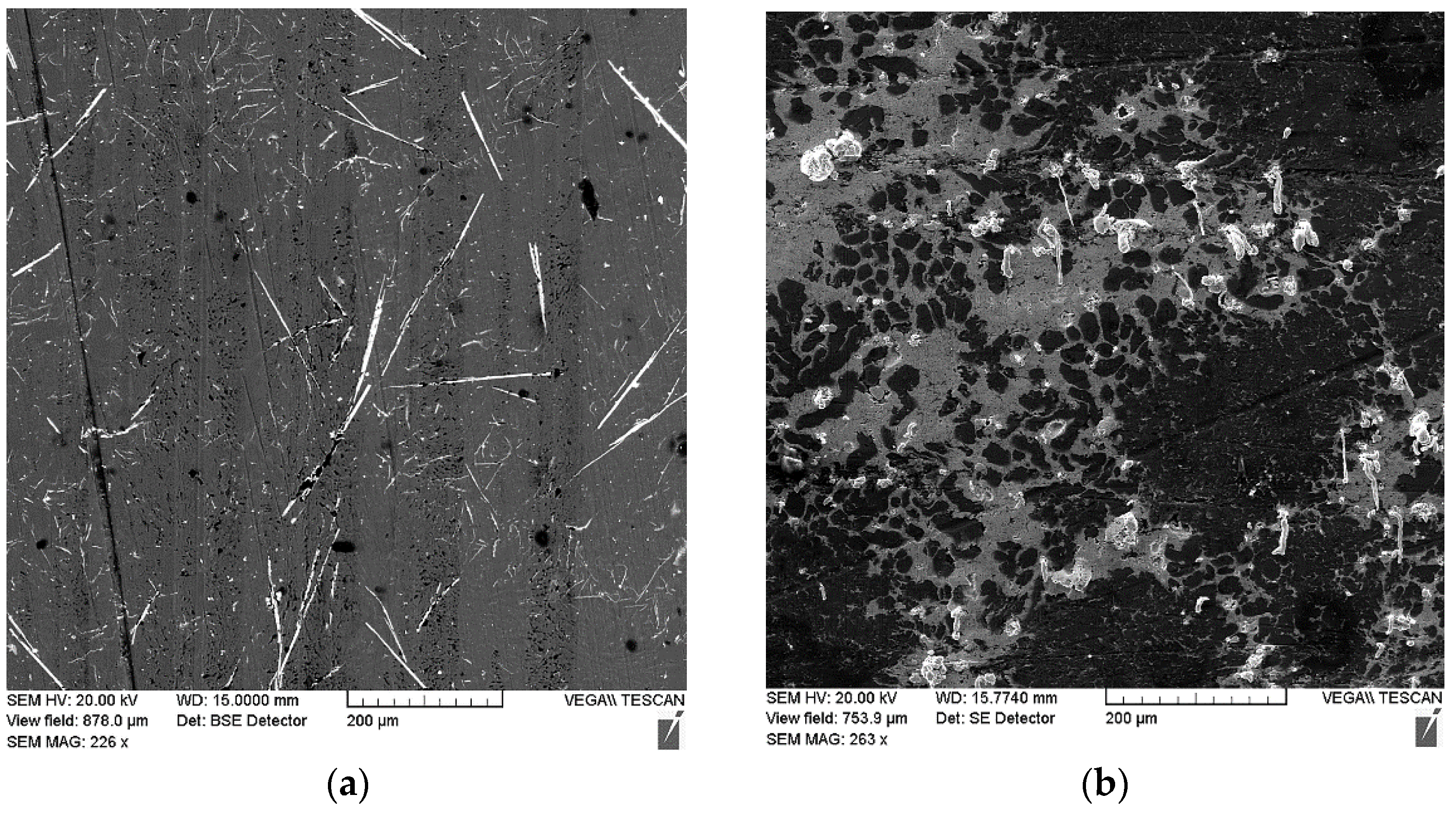
3.1. The Coating Structure with the Lead Sublayer
3.2. The Adhesion Strength and Microhardness
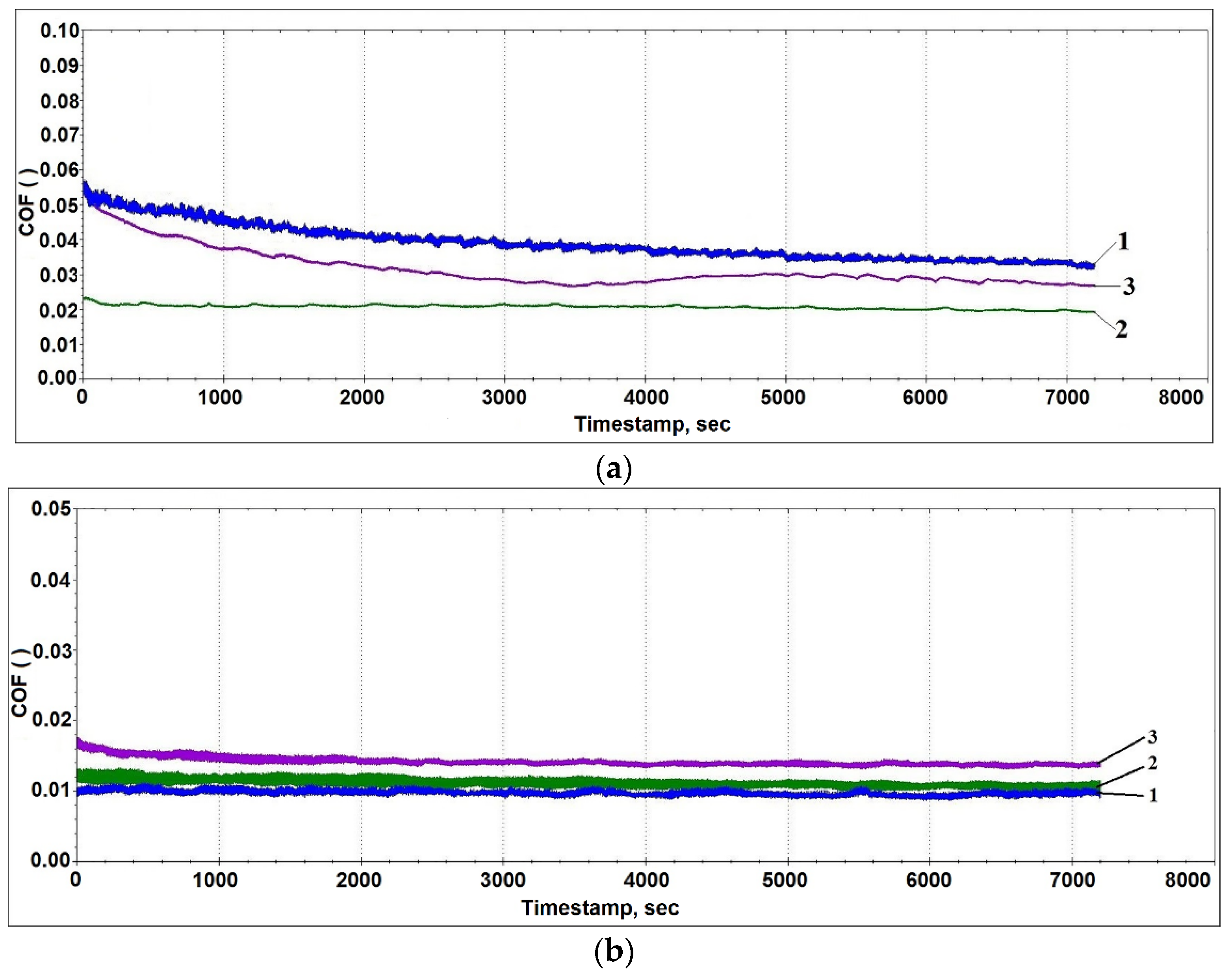
3.3. The Tribological Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, X.; Zhang, G.; Li, W.-Y.; Dembinski, L.; Gao, Y.; Liao, H.; Coddet, C. Microstructure, microhardness and dry friction behavior of cold-sprayed tin bronze coatings. Appl. Surf. Sci. 2007, 254, 1482–1488. [Google Scholar] [CrossRef]
- Li, W.; Li, C.-J.; Liao, H.; Coddet, C. Effect of heat treatment on the microstructure and microhardness of coldsprayed tin bronze coating. Appl. Surf. Sci. 2007, 253, 5967–5971. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, G.; Li, W.; Gao, Y.; Liao, H.; Coddet, C. Investigation of the microstructure and tribological behavior of cold-sprayed tinbronze based composite coatings. Appl. Surf. Sci. 2009, 255, 3822–3828. [Google Scholar] [CrossRef]
- Chen, W.; Yu, Y.; Tieu, A.K.; Hao, J.; Wang, L.; Zhu, S.; Yang, J. Microstructure, mechanical properties and tribological behavior of the low-pressure cold sprayed tin bronze-alumina coating in artificial seawater. Tribol. Int. 2020, 142, 105992. [Google Scholar] [CrossRef]
- Pavan, S.; Jigar, V. A Review of Tribological and Mechanical Investigation of Aluminum Bronze C95500 cast by Horizontal Centrifugal Casting. Int. Res. J. Eng. Technol. (IRJET) 2019, 6, 2625–2628. [Google Scholar]
- Gafo, Y.N.; Sosnovskii, I.A. Thermal parameters for centrifugal induction sintering of powder coatings. Powder Metall. Met. Ceram. 2009, 48, 105–111. [Google Scholar] [CrossRef]
- Sosnovskii, I.A.; Gafo, Y.N. Thermal parameters of centrifugal induction deposition of powder coatings. J. Eng. Phys. Thermophys. 2011, 84, 1217–1223. [Google Scholar] [CrossRef]
- Sosnovskiy, I.A.; Kurilenok, A.A.; Belotserkovskiy, M.A.; Kuznechik, O.O.; Grigorev, E.G. Induction centrifugal surfacing of the charge based on tin bronze powders with the addition of finely dispersed boehmite. Weld. Int. 2016, 30, 736–739. [Google Scholar] [CrossRef]
- Sachek, B.Y.; Mezrin, A.M.; Shcherbakova, O.O.; Muravyeva, T.I.; Zagorskiy, D.L. Studies on the Tribological Properties and Structure of Antifrictional Iron-Containing Aluminum Alloys. J. Frict. Wear 2018, 39, 206–214. [Google Scholar] [CrossRef]
- Davis, J.R. Metals Handbook Desk Edition; ASM: Almere, The Netherlands, 1998. [Google Scholar]
- An, J.; Liu, Y.; Lu, Y.; Sun, D. Hot roll bonding of Al–Pb-bearing alloy strips and steel sheets using an aluminized interlayer. Mater. Charact. 2001, 47, 291–297. [Google Scholar] [CrossRef]
- Peng, Z.; Zhou, T.; Li, Y.; Cui, Z.; Wu, Z.; Yan, J. Microstructure and mechanical performance of AZ31/2024 dissimilar alloy joints using a multi-interlayer of Ni/Al/Zn via ultrasonic-assisted transient liquid phase bonding. Mater. Des. 2021, 197, 109218. [Google Scholar] [CrossRef]
- Aceves, S.; Espinosa-Loza, F.; Elmer, J.W.; Huber, R. Comparison of Cu, Ti and Ta interlayer explosively fabricated aluminum to stainless steel transition joints for cryogenic pressurized hydrogen storage. Int. J. Hydrogen Energy 2015, 40, 1490–1503. [Google Scholar] [CrossRef] [Green Version]
- Belotserkovskiy, M.A.; Komarov, A.I.; Sosnovskii, I.A.; Orda, D.V.; Kurilyonok, A.A.; Iskandarova, D.O. Sposob Naneseniya Dvuhsloynogo Pokryitiya na Vnutrennyuyu Poverhnost Detail [Method of Applying a Two-Layer Coating to the Inner Surface of the Part]. Patent Application No. a20190358, 12 December 2019. [Google Scholar]
- Komarov, A.I.; Sosnovskii, I.A.; Orda, D.V.; Kurilenok, A.A.; Iskandarova, D.O. Vliyanie olova v materiale podsloya na strukturu Al-Si splava, naplavlyaemogo tsentrobezhno induktsionnyim metodom [Influence of tin in the sublayer material on the structure of the Al-Si alloy, deposited by the centrifugal induction method]. J. Mech. Mach. Mech. Mater. 2019, 3, 77–84. [Google Scholar]
- Belotserkovskiy, M.A.; Komarov, A.I.; Sosnovskii, I.A.; Orda, D.V.; Kurilenok, A.A.; Iskandarova, D.O. Tehnologicheskie osobennosti polucheniya bimetallicheskih vtulok s antifriktsionnyim pokryitiem iz splava AK12 [Technological features of producing bimetallic bushings with antifriction coating from AlSi12 alloy] Aktualnyie voprosyi mashinovedeniya. Sbornik nauchnyih trudov: Sb. nauch. In Topical Issues of Mechanical Engineering. Collection of Scientific Works: Collection of Articles Scientific; Belorruskaya Nauka: Minsk, Belarus, 2019; pp. 320–324. [Google Scholar]
- Luzhnikova, L.P. Materialyi v mashinostroenii. Vyibor i primenenie. In 2 T. [Materials in Mechanical Engineering. Selection and Application]; Mashinostroenie: Moscow, Russia, 1967; p. 304. [Google Scholar]
- European Standard EN 10250-2: 1999 Has the Status of a DIN Standard. Available online: https://www.en-standard.eu/bs-en-10250-1-1999-open-steel-die-forgings-for-general-engineering-purposes-general-requirements/ (accessed on 25 May 2021).
- Lyakishev, N.P. Diagrams of the States of Double Metallic Systems; Mashinostroenie: Moscow, Russia, 1996; Book 1, Al-Pb, 189, Al-Fe, 144. [Google Scholar]
- Lyakishev, N.P. Diagrams of the States of Double Metallic Systems; Mashinostroenie: Moscow, Russia, 1997; Book 2, Pb-Fe, 527, Sn-Fe, 556. [Google Scholar]
- An, J.; Liu, Y.; Zhang, M.; Yang, B. Effect of Si on the interfacial bonding strength of Al–Pb alloy strips and hot-dip aluminized steel sheets by hot rolling. J. Mater. Process. Technol. 2002, 120, 30–36. [Google Scholar] [CrossRef]
- Seyda, P.; Atapek, S.; Enbiya, T.; Ozturk, T.; Altuğ, Z. A Study on the Wear Behavior of CuSn10 Cast Bronze Materials Produced by Different. In Proceedings of the 3rd International Conference of Engineering against Failure (ICEAF III), Kos, Greece, 26–28 June 2013; p. 8. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Ti | Mg | Zn | Al |
|---|---|---|---|---|---|---|---|
| 12.1 | 0.18 | 0.05–0.15 | 0.2–0.4 | up to 0.01 | 0.08 | up to 0.004 | rem. |
| Metal | Sb | Cu | Fe | As | Zn | Sn | Pb |
|---|---|---|---|---|---|---|---|
| Pb | The total fraction of impurities is not more than 12% | remain | |||||
| Sn | 0.011 | 0.002 | 0.004 | 0.003 | <0.001 | rem. | 0.01 |
| KCl | NaCl | NaF | Na3AlF6 |
|---|---|---|---|
| 10 | 50 | 30 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Komarov, A.I.; Kyzioł, L.; Orda, D.V.; Iskandarova, D.O.; Sosnovskiy, I.A.; Kurilyonok, A.A.; Żuk, D. Creation of AlSi12 Alloy Coating by Centrifugal Induction Surfacing with the Addition of Low-Melting Metals. Materials 2021, 14, 3555. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14133555
Komarov AI, Kyzioł L, Orda DV, Iskandarova DO, Sosnovskiy IA, Kurilyonok AA, Żuk D. Creation of AlSi12 Alloy Coating by Centrifugal Induction Surfacing with the Addition of Low-Melting Metals. Materials. 2021; 14(13):3555. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14133555
Chicago/Turabian StyleKomarov, Aleksander I., Lesław Kyzioł, Dmitry V. Orda, Donata O. Iskandarova, Igor A. Sosnovskiy, Artem A. Kurilyonok, and Daria Żuk. 2021. "Creation of AlSi12 Alloy Coating by Centrifugal Induction Surfacing with the Addition of Low-Melting Metals" Materials 14, no. 13: 3555. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14133555