
Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding


 , and
, and
Abstract
:1. Introduction
2. Materials and Method
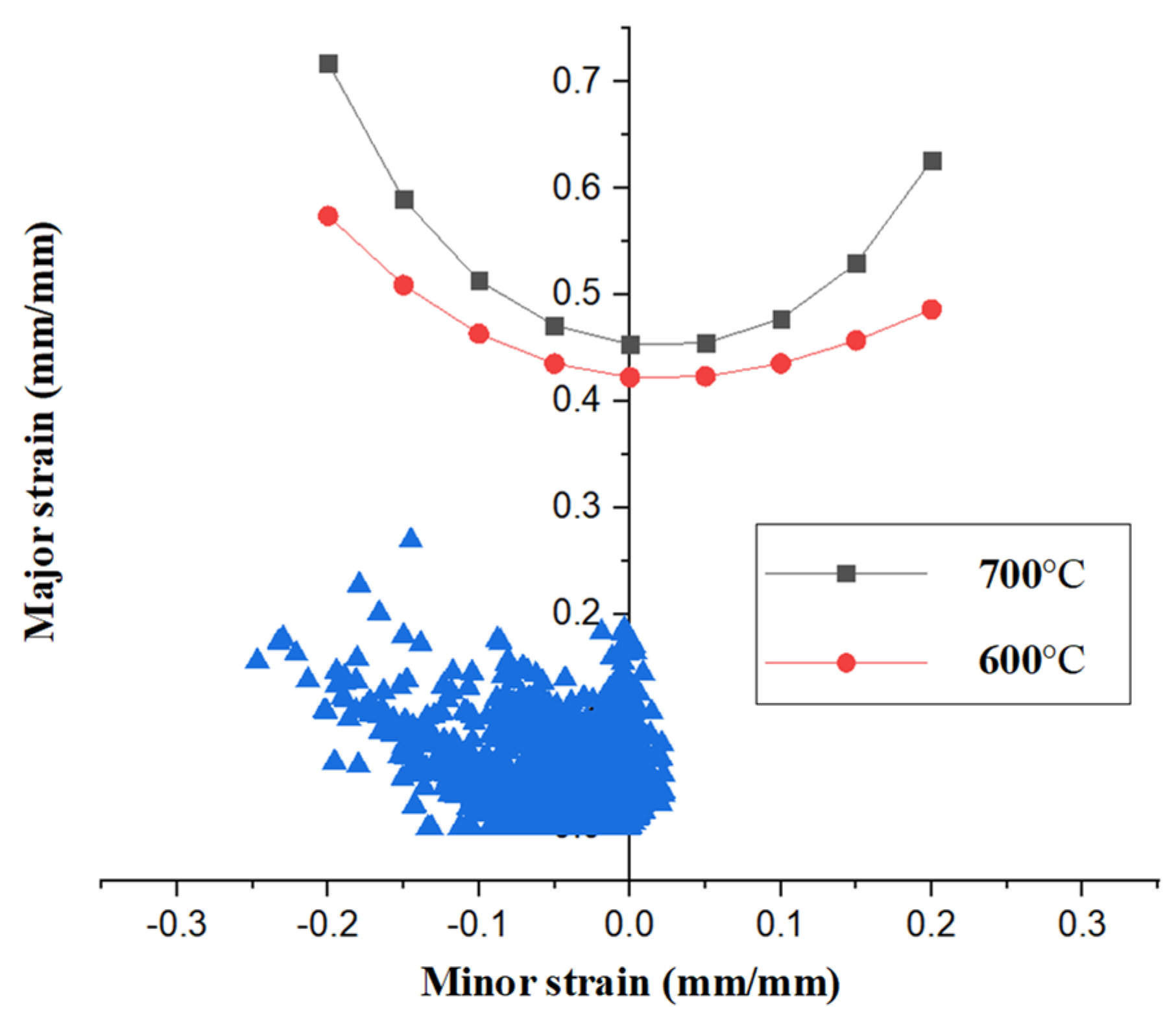
2.1. Mechanical Preperties of the Steel Sheet and CFRP
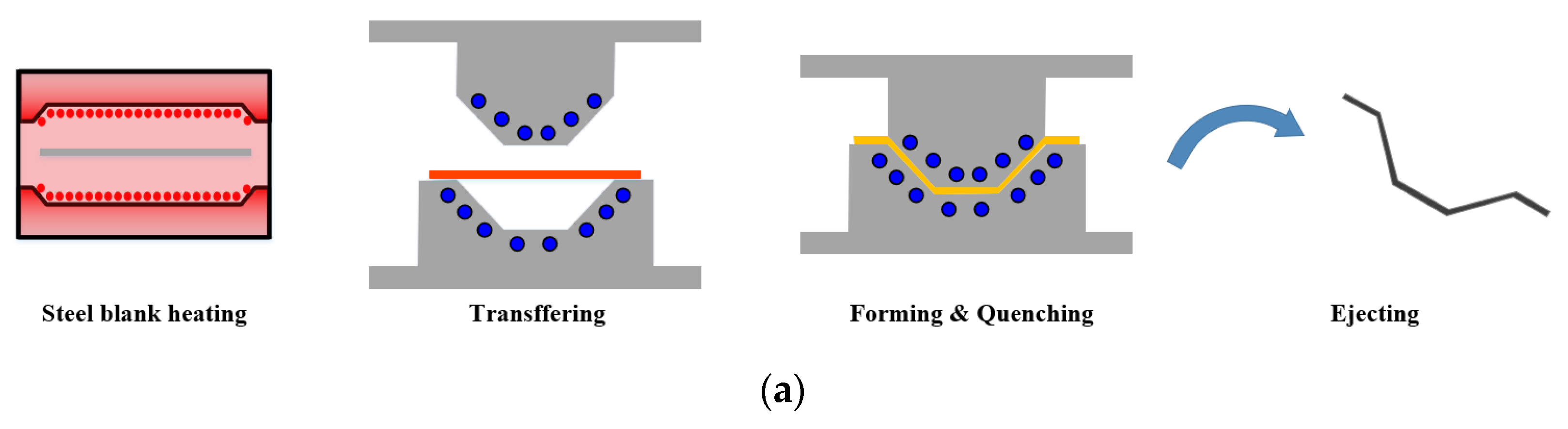
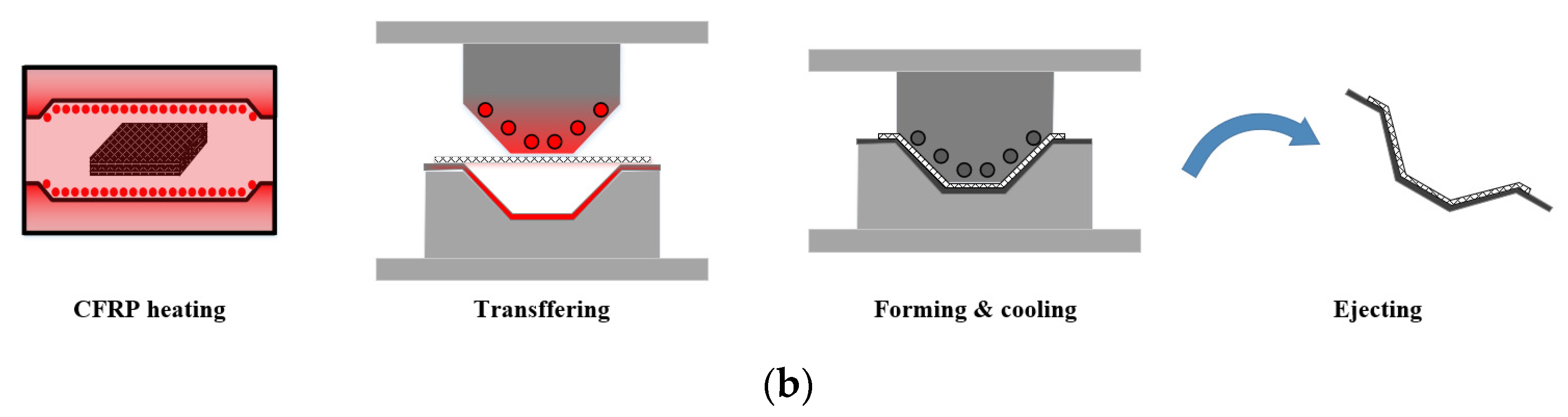
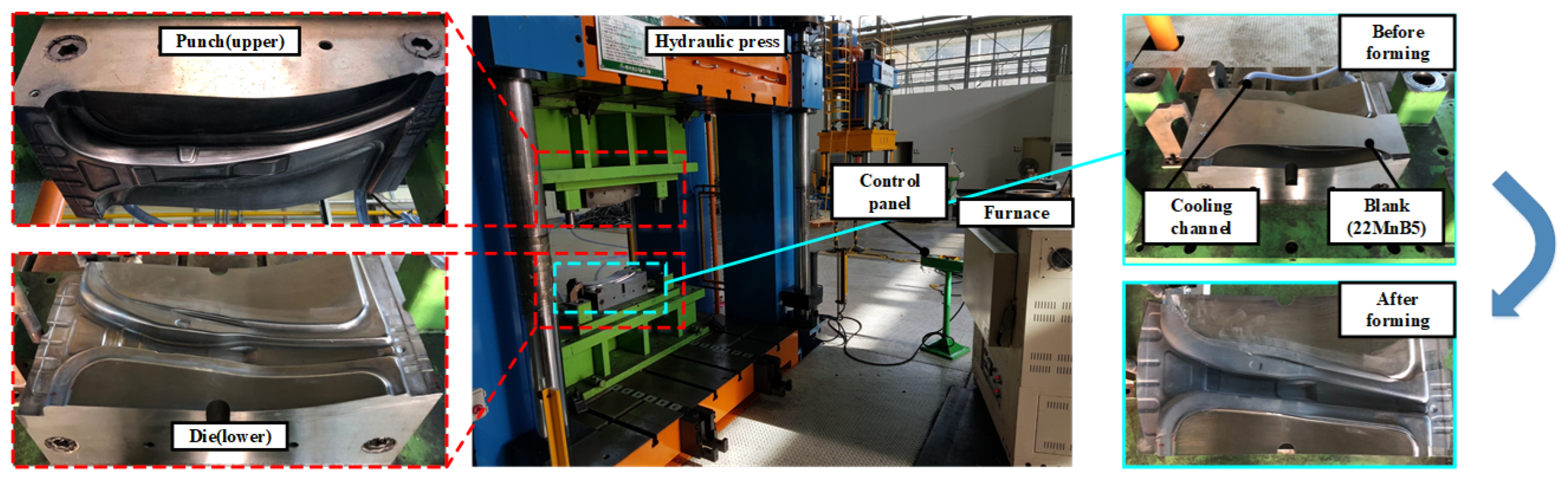
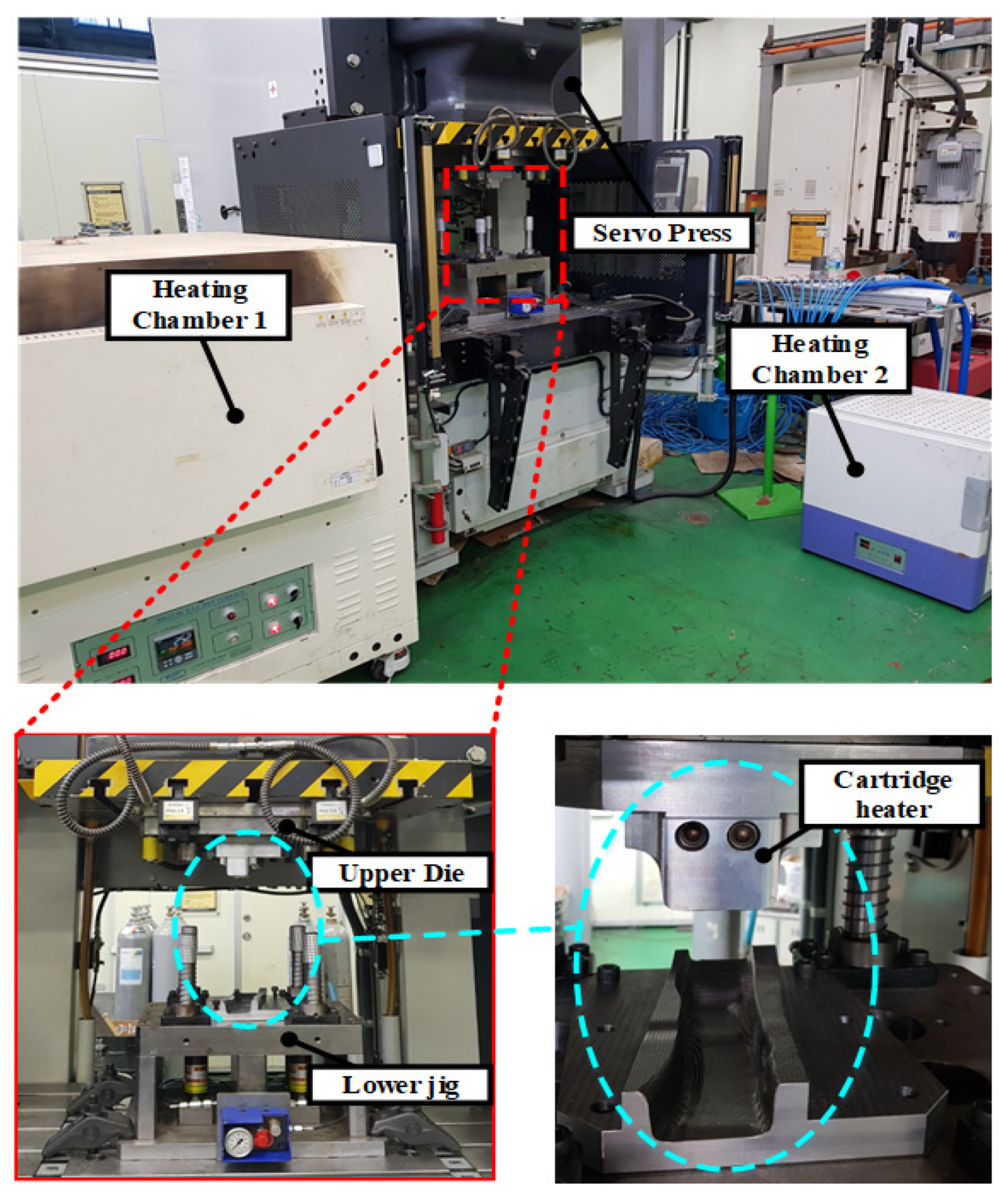
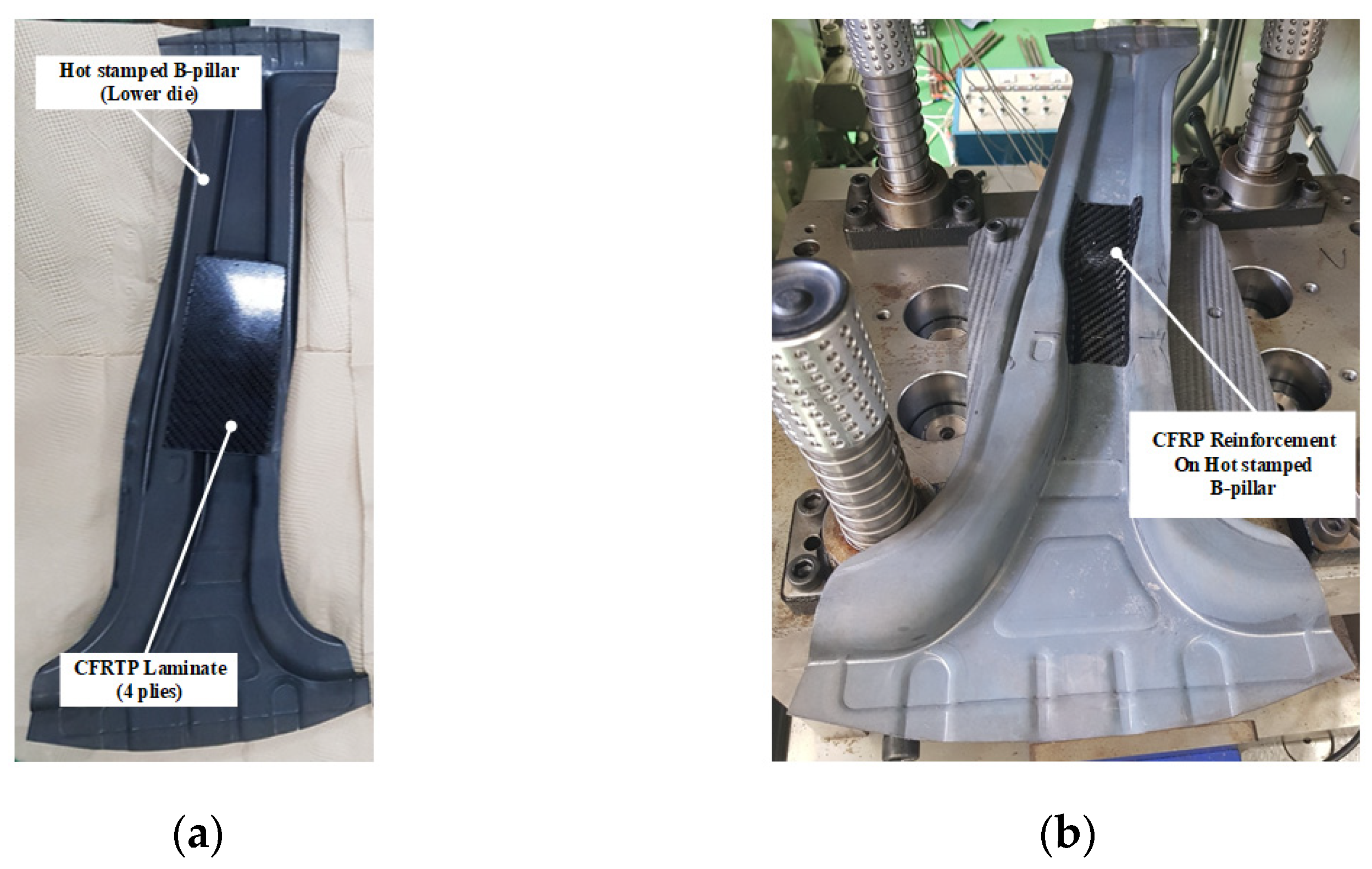
2.2. Forming Process of CFRP Reinforcement on a Hot Stamped Part
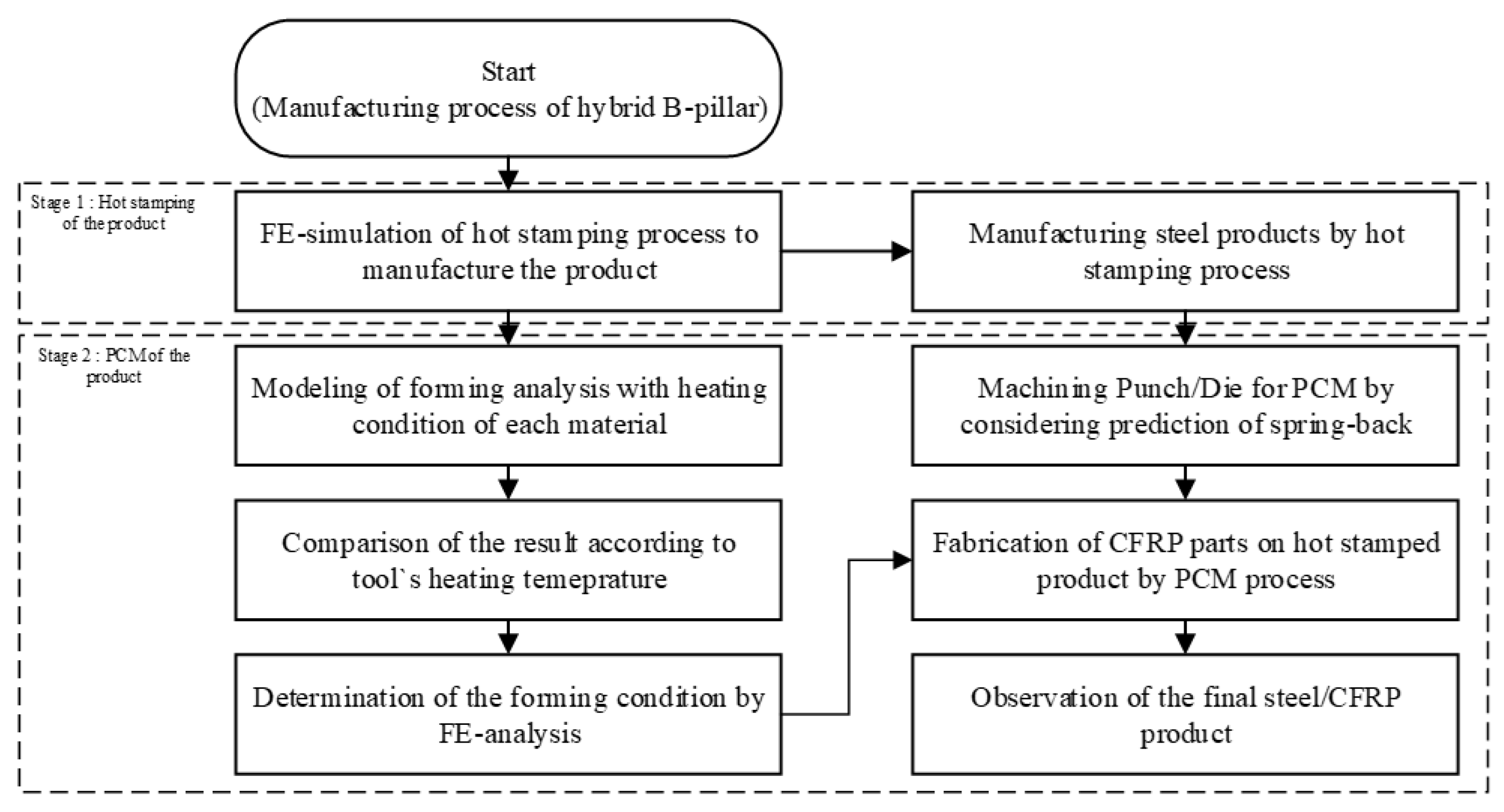
3. Process Design of the B-Pillar Assembly by FE Simulation
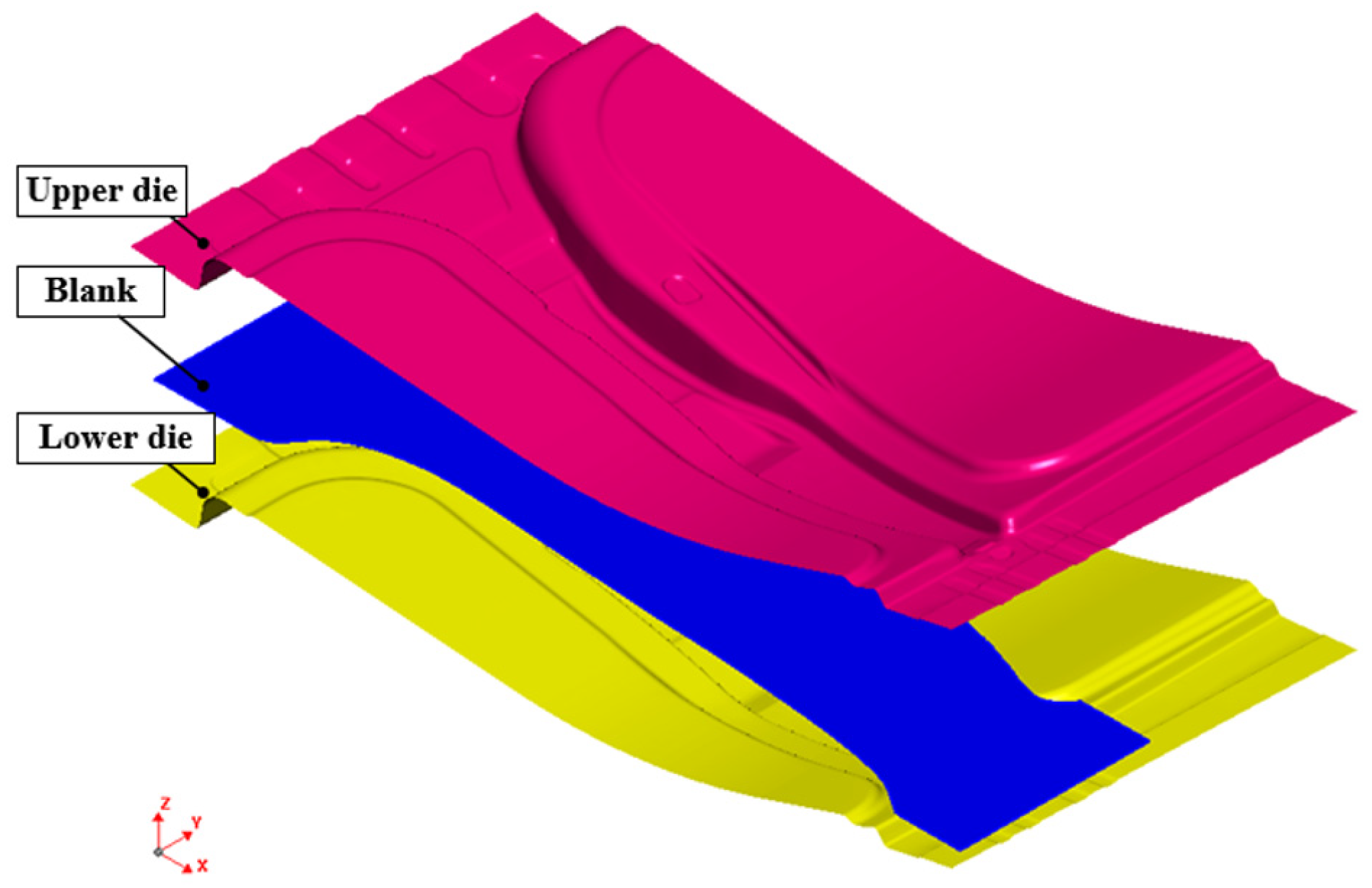
3.1. FE Simulation of the Hot Stamping Process
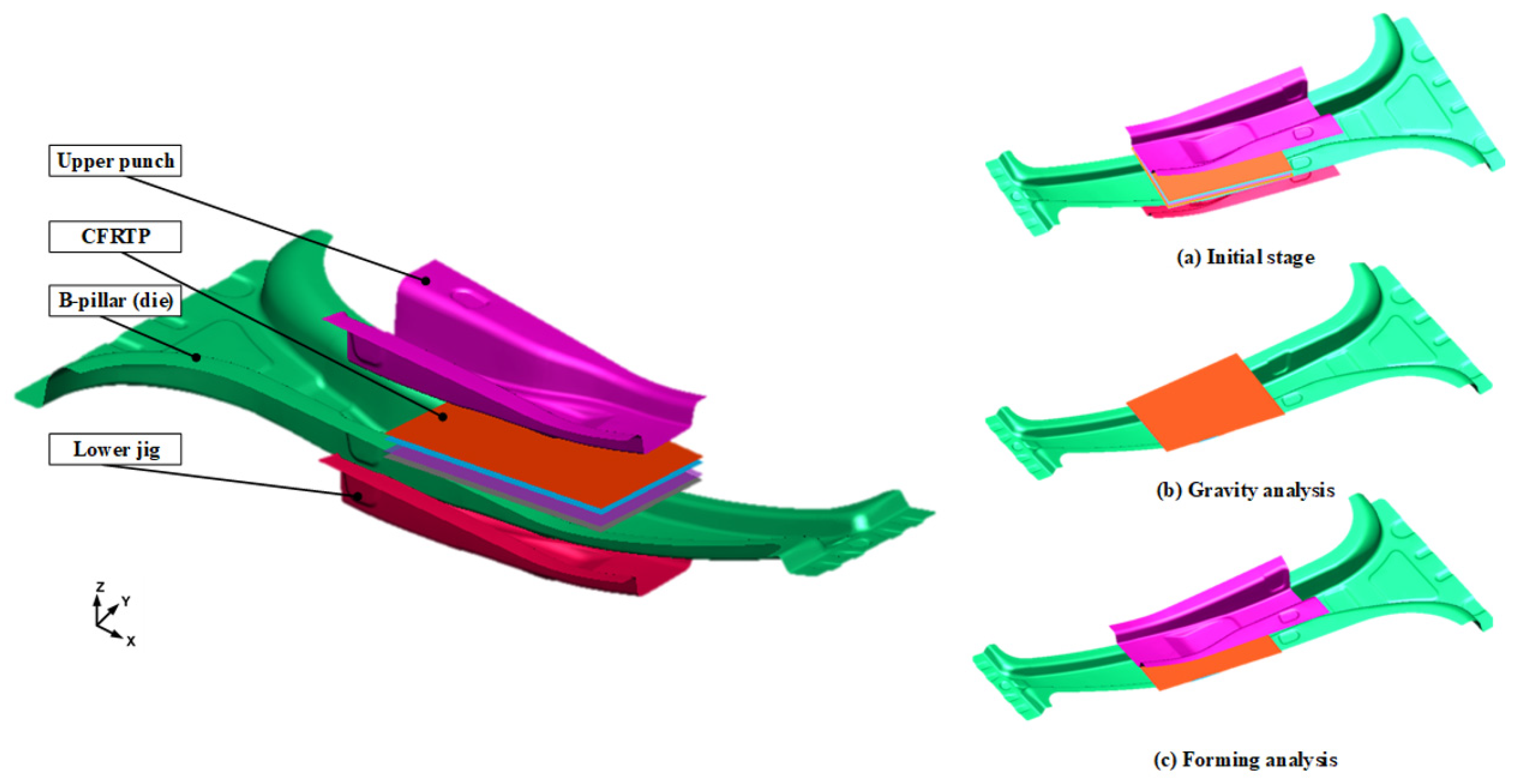
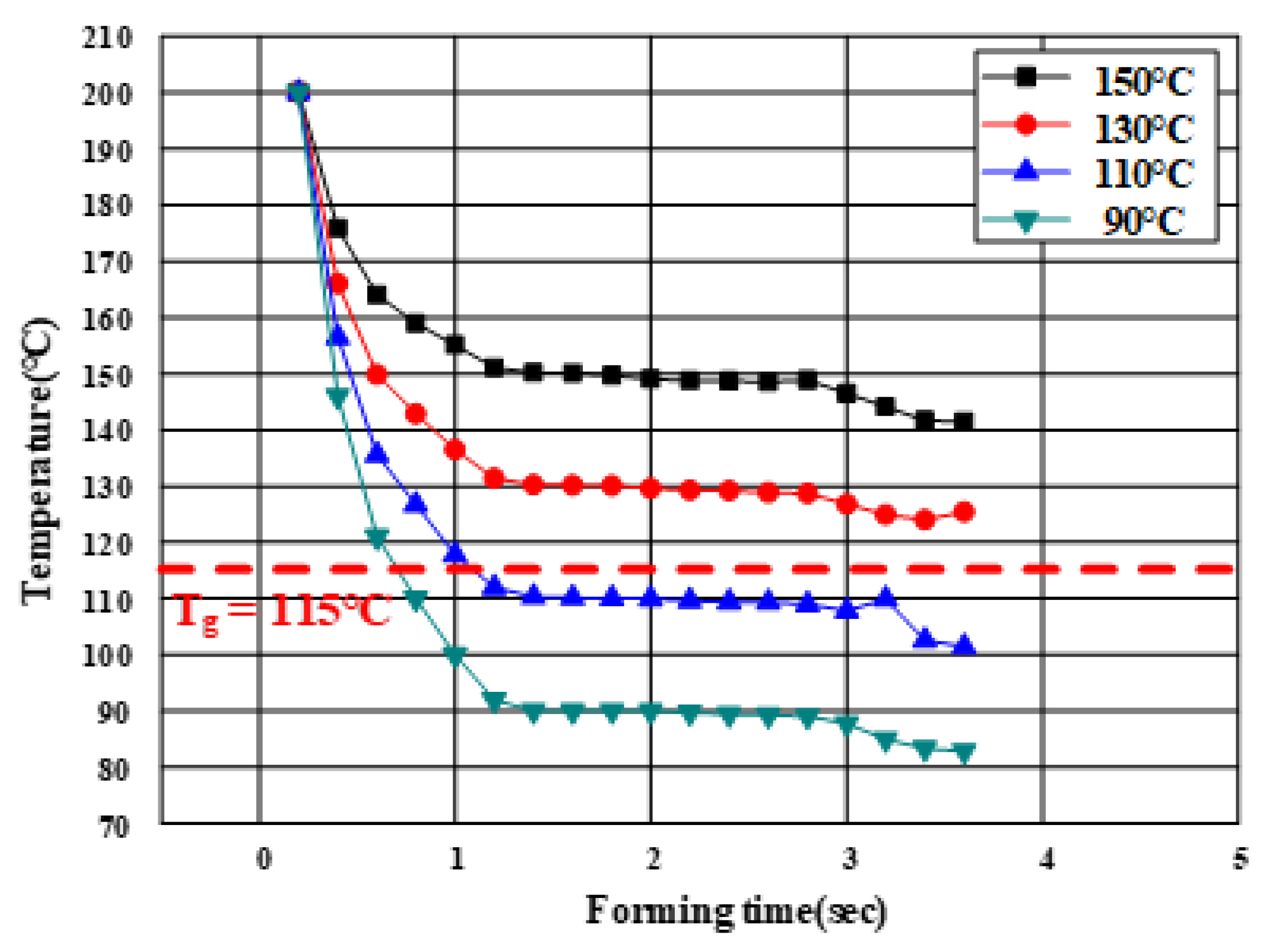
3.2. FE Simulation of the PCM Process
4. Results of Experimental Verification
4.1. Hot Stamping Process for Manufacturing the B-Pillar
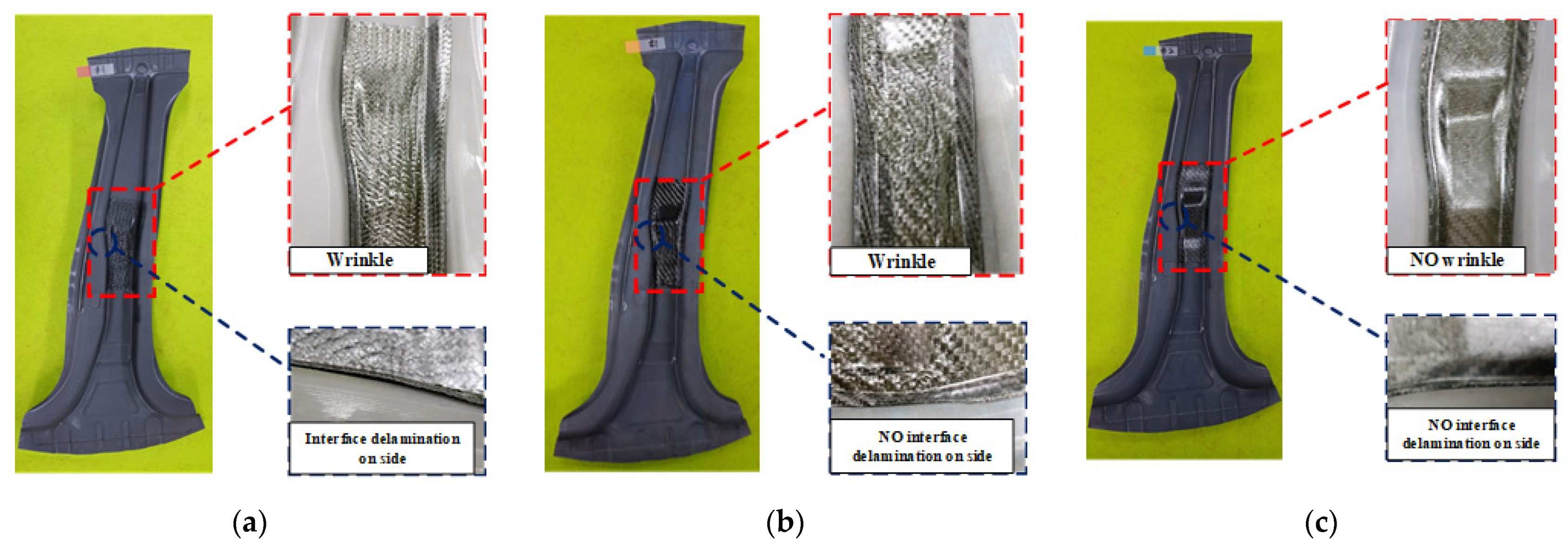
4.2. PCM Process for Manufacturing the CFRP Reinforcement on the B-Pillar
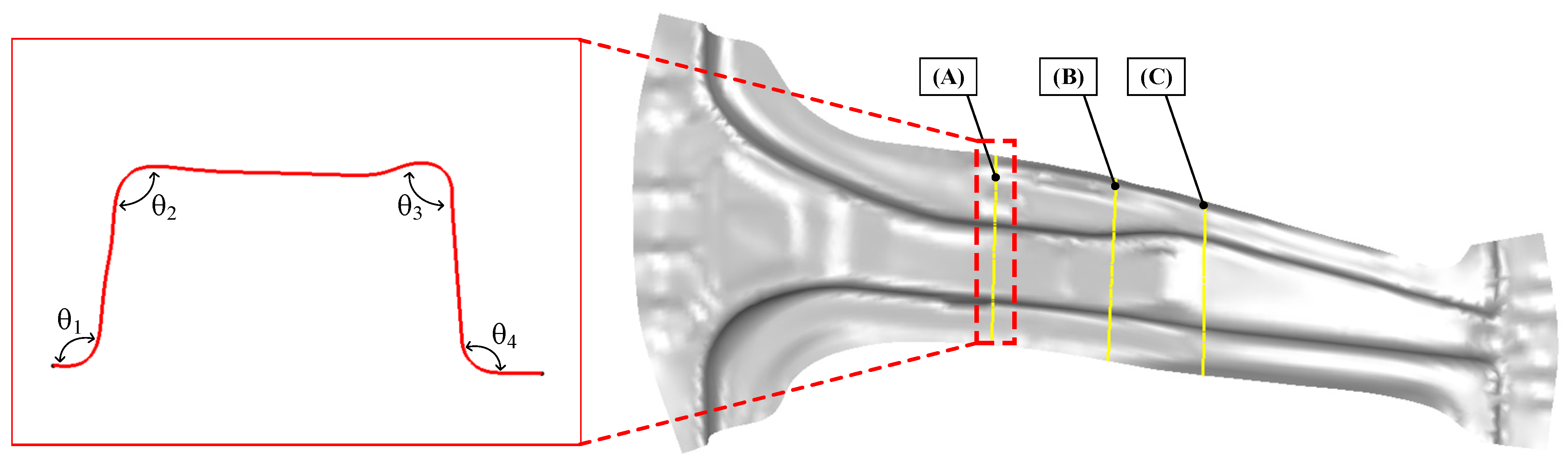
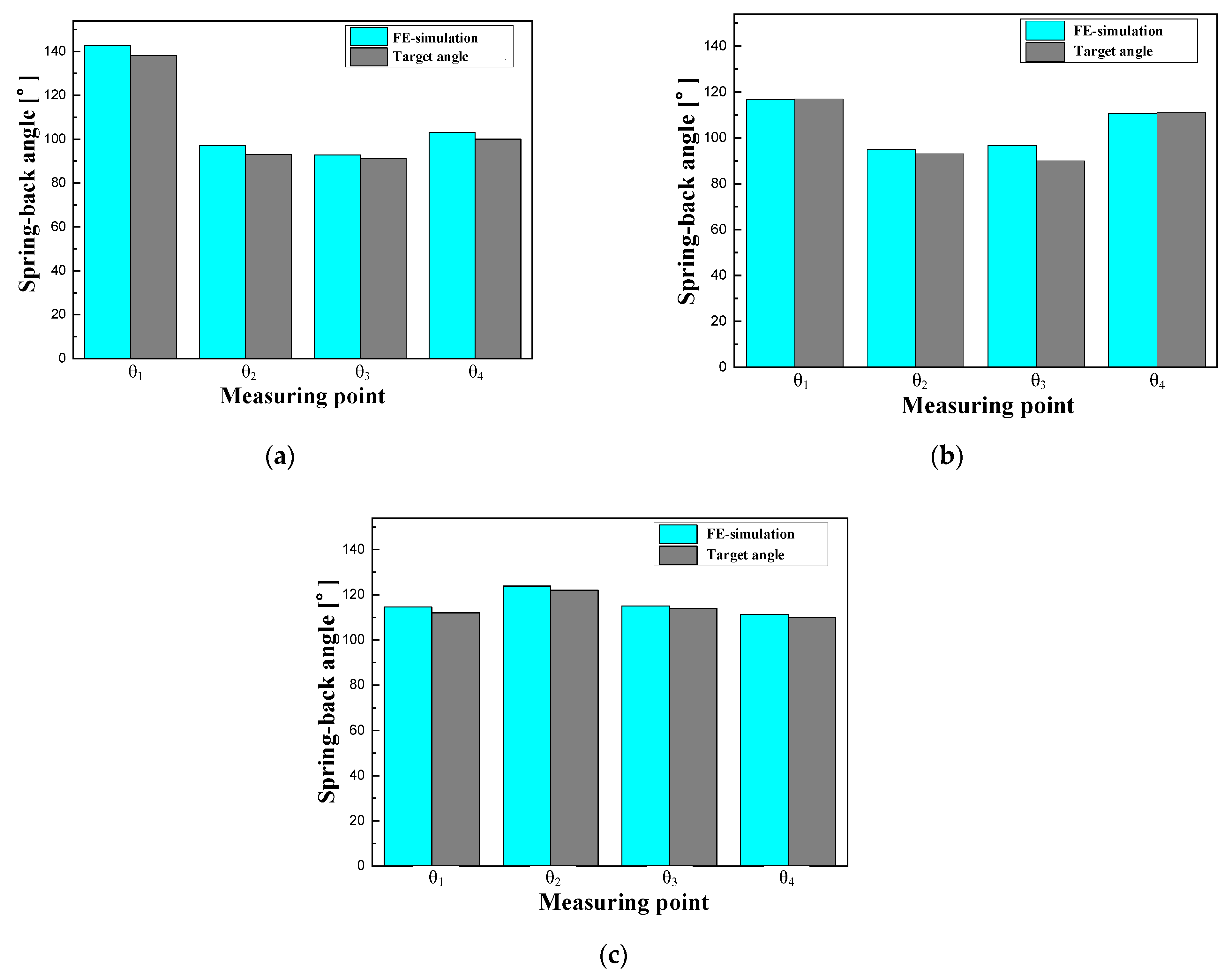
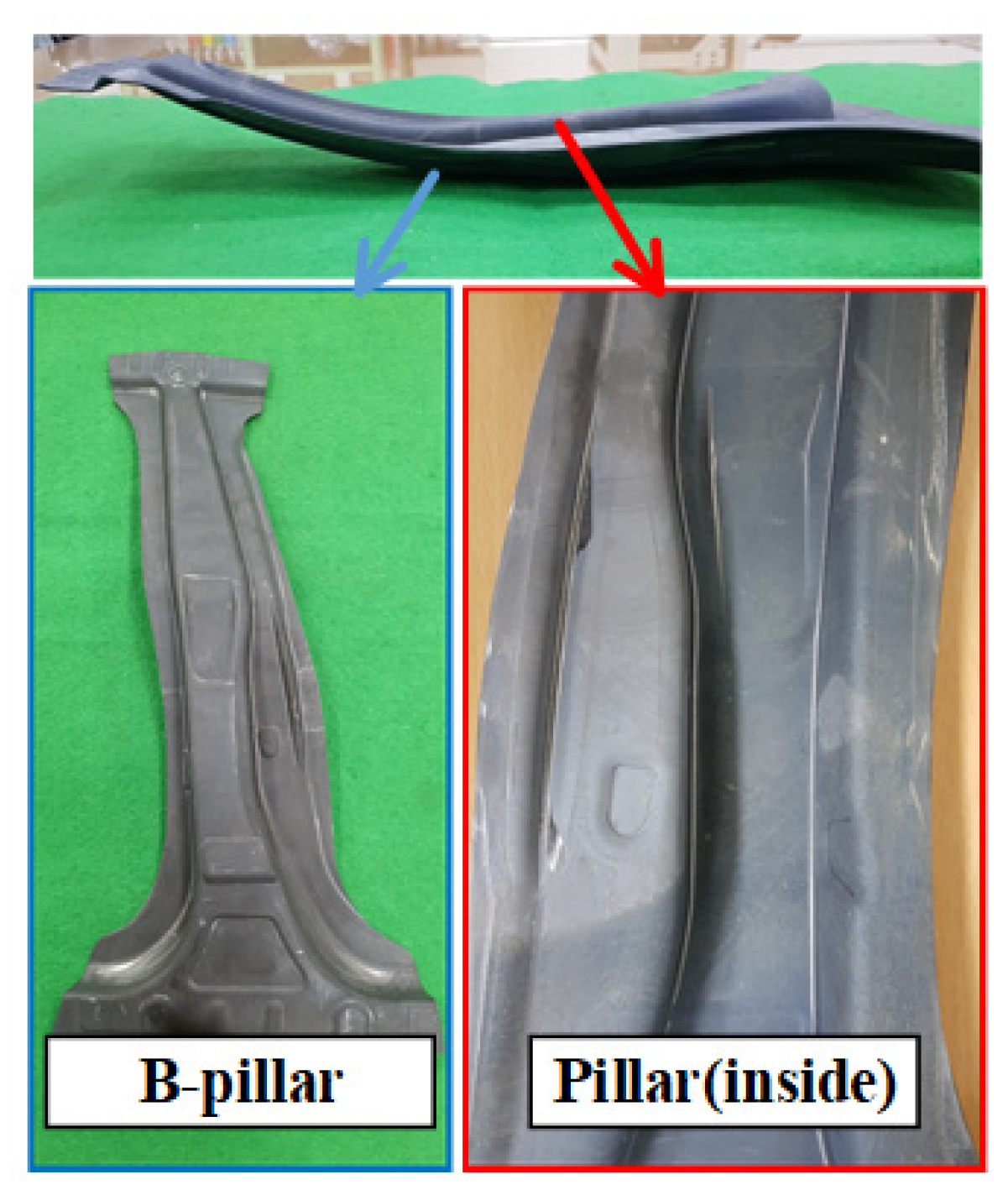
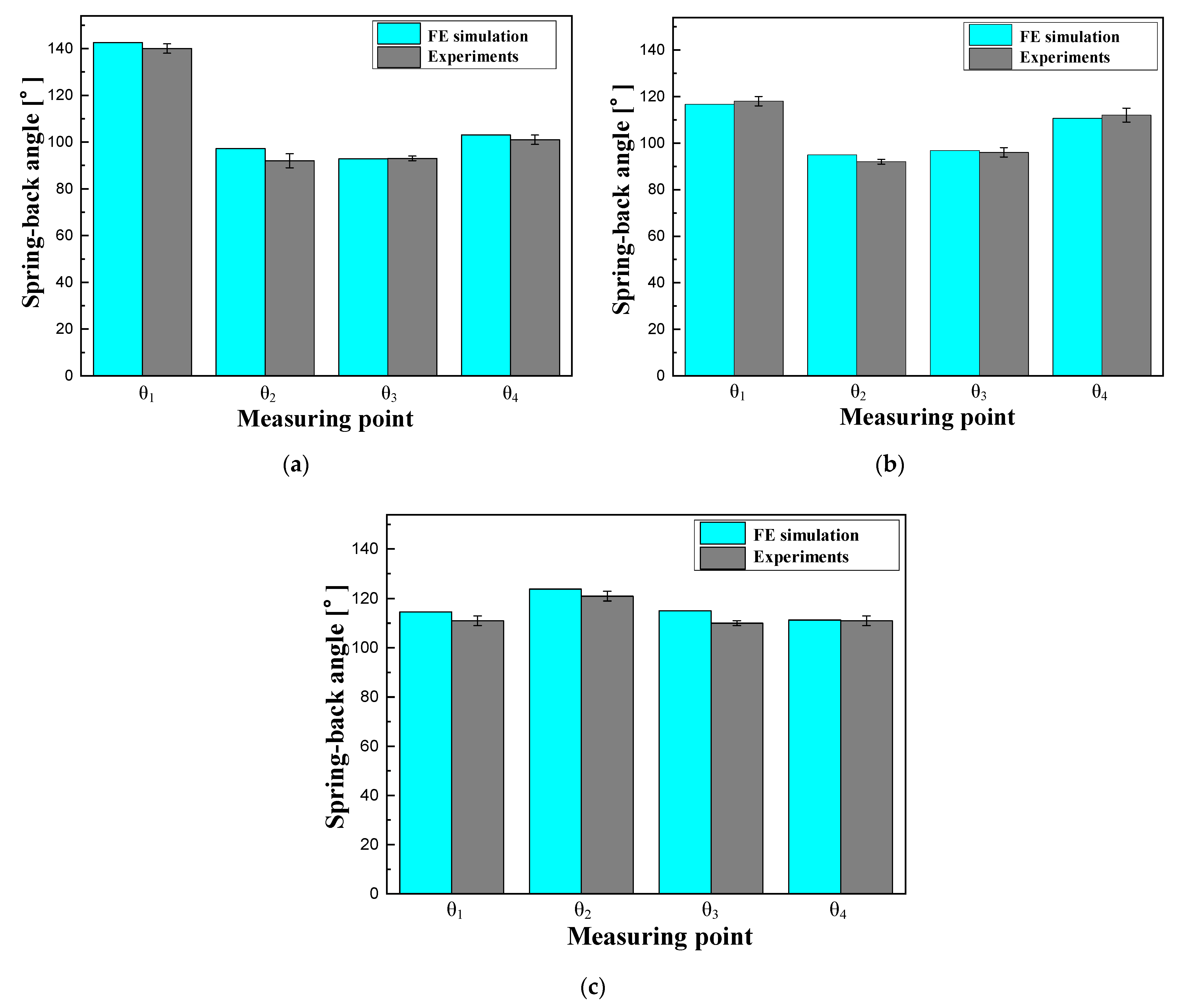
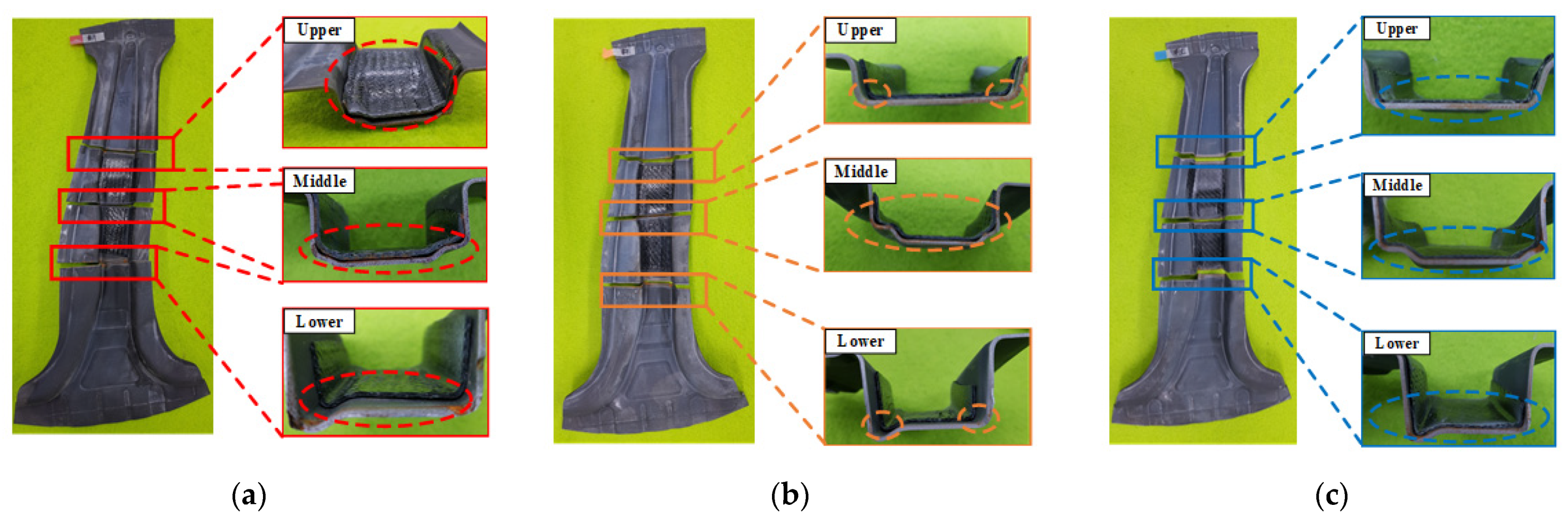
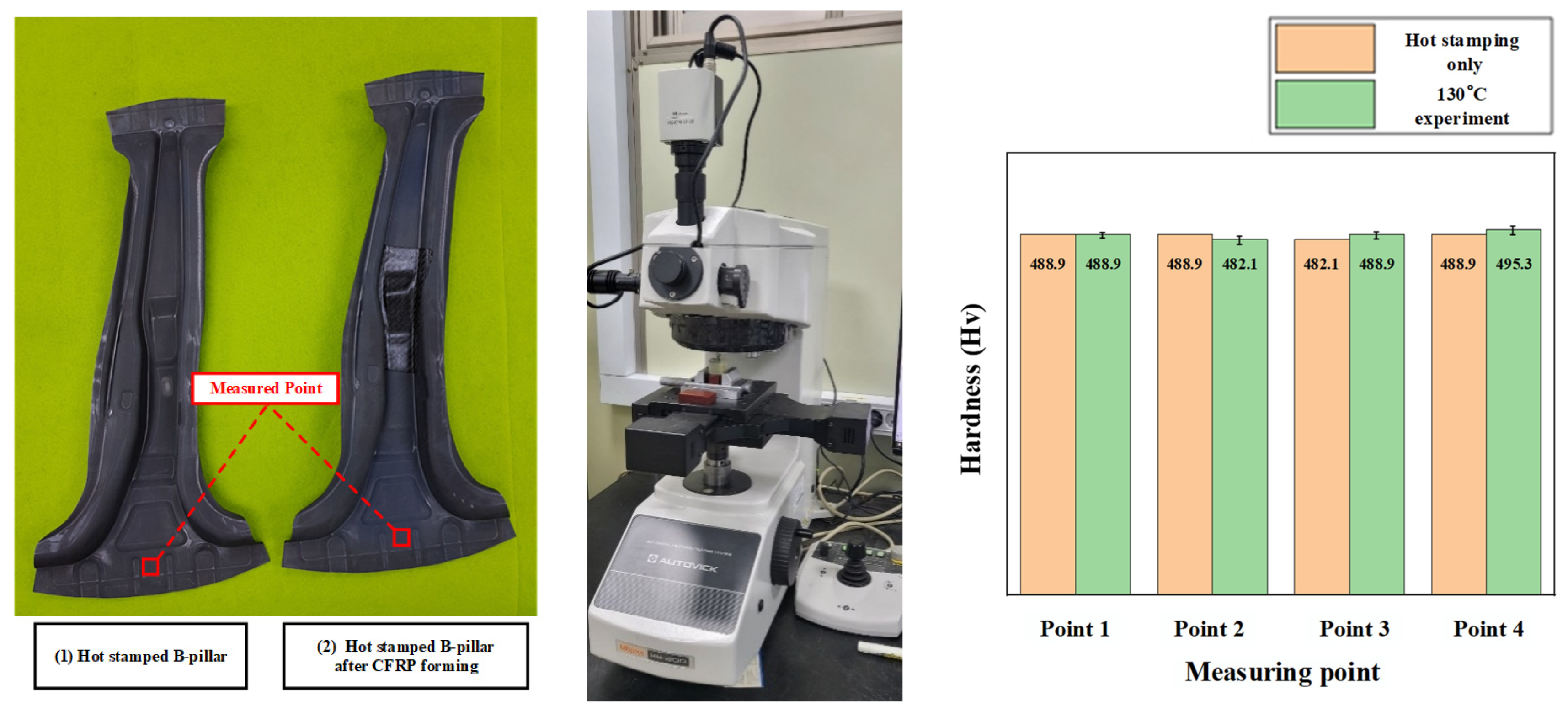
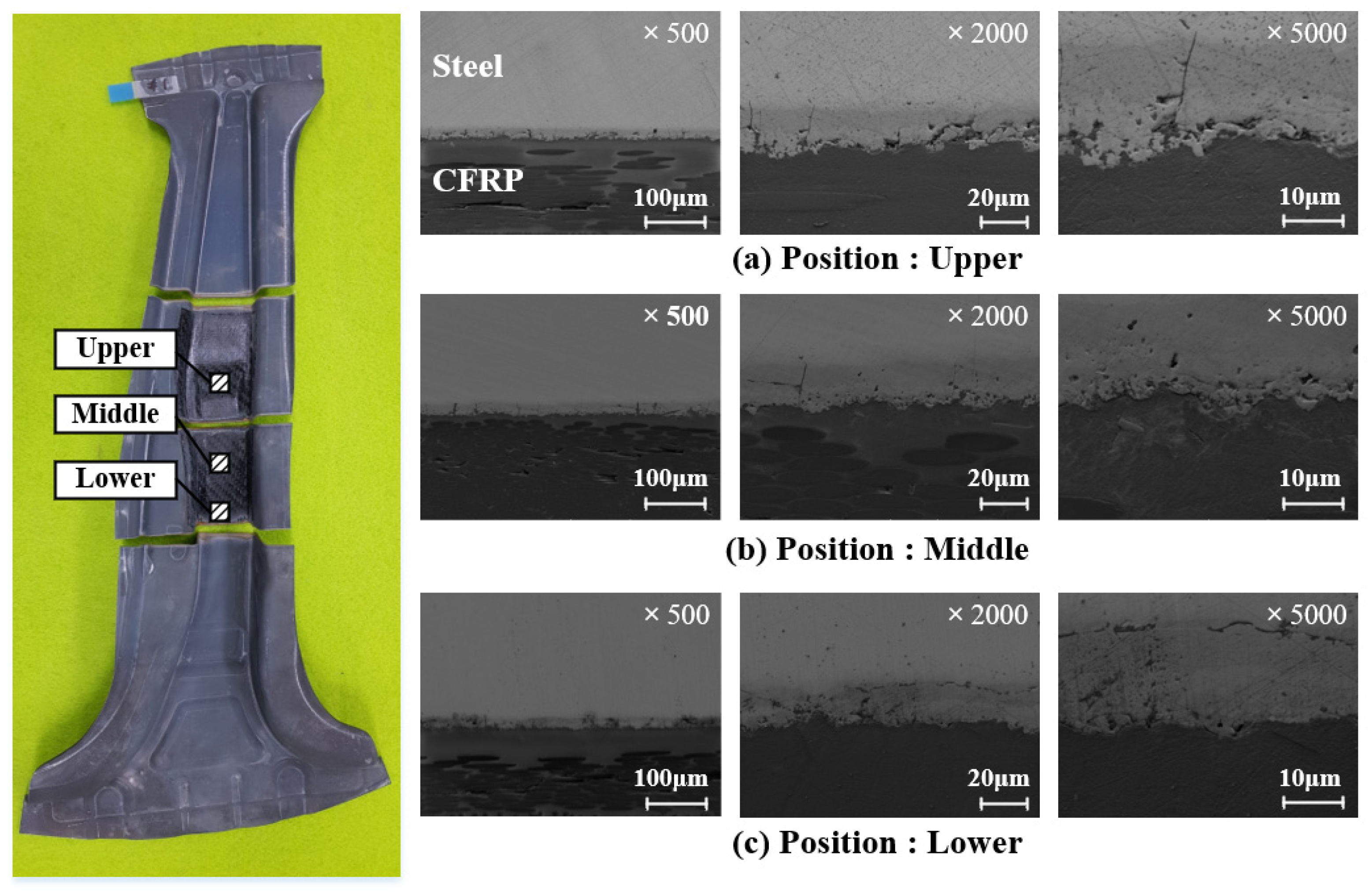
4.3. Evaluation of the Experimental Result of the Steel/CFRP B-Pillar Assembly
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, J.M.; Lee, K.H.; Kim, B.M.; Ko, D.C. Design of Roof Panel with Required Bending Stiffness using CFRP Laminates. Int. J. Precis. Eng. Manuf. 2016, 17, 479–485. [Google Scholar] [CrossRef]
- Larsson, F.; Svensson, L. Carbon, Polyethylene and PBO Hybrid Fiber Composites for Structural Lightweight Armor. Compos. Part A Appl. Sci. Manuf. 2002, 33, 211–231. [Google Scholar] [CrossRef]
- Keller, A.; Dransfeld, C.; Masania, K. Flow and heat transfer during compression resin transfer moulding of highly reactive epoxies. Compos. Part B Eng. 2018, 153, 167–175. [Google Scholar] [CrossRef]
- Stefaniak, D.; Kappel, E.; Spröwitz, T.; Hühne, C. Experimental identification of process parameters inducing warpage of autoclave-processed CFRP parts. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1081–1091. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. Part B Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Wulfsberg, J.; Herrmann, A.; Ziegmann, G.; Lonsdorfer, G.; Stöß, N.; Fette, M. Combination of carbon fibre sheet moulding compound and prepreg compression moulding in aerospace industry. Procedia Eng. 2014, 81, 1601–1607. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.M.; Kim, B.M.; Min, B.J.; Park, J.H.; Ko, D.C. Formability of CFRTP prepreg considering heat transfer. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 161–168. [Google Scholar] [CrossRef]
- Lee, J.M.; Min, B.J.; Park, J.H.; Kim, D.H.; Kim, B.M.; Ko, D.C. Design of lightweight CFRP automotive part as an alternative for steel part by thickness and Lay-up optimization. Materials 2019, 12, 2309. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, J.I.; Hwang, Y.T.; Choi, K.H.; Kim, H.J.; Kim, H.S. Prediction of the vacuum assisted resin transfer molding (VA-RTM) process considering the directional permeability of sheared woven fabric. Compos. Struct. 2019, 211, 236–243. [Google Scholar] [CrossRef]
- Frantz, M.; Lauter, C.; Tröster, T. Advanced manufacturing technologies for automotive structures in multi-material design consisting of high-strength steels and CFRP. In 56th International Scientific Colloquium; IWK: Kuala Lumpur, Malaysia, 2011. [Google Scholar]
- Yanagimoto, J.; Ikeuchi, K. Sheet Forming Process of Carbon Fiber Reinforced Plastics for Lightweight Parts. CIRP Ann. Manuf. Technol. 2012, 61, 247–250. [Google Scholar] [CrossRef]
- Heggemann, T.; Homberg, W. Deep drawing of fiber metal laminates for automotive lightweight structures. Compos. Struct. 2019, 216, 53–57. [Google Scholar] [CrossRef]
- Wollmann, T.; Hahn, M.; Wiedemann, S.; Zeiser, A.; Jaschinski, J.; Modler, N.; Khalifa, N.-B.; Meißen, F.; Paul, C. Thermoplastic fibre metal laminates: Stiffness properties and forming behaviour by means of deep drawing. Arch. Civ. Mech. Eng. 2018, 18, 442–450. [Google Scholar] [CrossRef]
- Lee, M.; Seo, H.; Kang, C. Comparative study on drawbility of CR340/CFRP composite by using theoretical and experimental methods. Int. J. Precis Eng Manuf. Green Technol. 2017, 4, 97–104. [Google Scholar] [CrossRef]
- Kim, J.H.; Ko, D.C.; Lee, S.B.; Kim, B.M. Hardness Prediction in Hot Stamping Process by Local Blank Heating Based on Quench Factor Analysis. Metals 2019, 9, 29. [Google Scholar] [CrossRef] [Green Version]
- Shapiro, A.B. Using LS-Dyna for Hot Stamping. In Proceedings of the 7th European LS-Dyna Conference, Salzburg, Austeria, 14–15 May 2009. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A Review on Hot Stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Geiger, M.; Merklein, M.; Lechler, J. Determination of Tribological Conditions within Hot Stamping. Prod. Eng. 2008, 2, 269–276. [Google Scholar] [CrossRef]
- Li, F.F.; Fu, M.W.; Lin, J.P.; Wang, X.N. Experimental and theoretical study on the hot forming limit of 22MnB5 steel. Int. J. Adv. Manuf. Technol. 2014, 71, 297–306. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, C.J.; Kim, B.M.; Ko, D.C. Design of Prepreg Compression Molding for Manufacturing of CFRTP B-pillar Reinforcement with Equivalent Mechanical Properties to Existing Steel Part. Int. J. Precis. Eng. Manuf. 2020, 21, 545–556. [Google Scholar] [CrossRef]
- Lee, S.Y.; Lee, K.; Lim, Y.H.; Jeong, W.C. Study on Heat Transfer Characteristic in Hot Press Forming Process. Trans. Mater. Process. 2013, 22, 101–107. [Google Scholar] [CrossRef]
- Mirza, F.A.; Macwan, A.; Bhole, S.D.; Chen, D.L.; Chen, X.-G. Effect of welding energy on microstructure and strength of ultrasonic spot welded dissimilar joints of aluminum to steel sheets. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2016, 668, 73–85. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Values |
|---|---|
| Young’s modulus (GPa) | As a function of pressure |
| Poisson’s ratio | 0.3 |
| Thermal expansion (1/K) | |
| Heat conductivity (W/m∙K) | 32 |
| Convective heat transfer coefficient (W/m²∙K) | 20 |
| Interfacial heat transfer coefficient (W/m²∙K) | As a function of pressure |
| ) | 0.4 |
| Mechanical Properties | Values |
|---|---|
| Elastic modulus in fiber direction (E11) (GPa) | 40.35 |
| Elastic modulus in transverse direction (E22) (GPa) | 40.35 |
| Shear modulus in 1–2 plane (G12) (GPa) | 9.51 |
| Shear modulus in 2–3 plane (G23) (GPa) | 0.30 |
| Shear modulus in 1–3 plane (G13) (GPa) | 0.30 |
| ) (GPa) | 0.13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Jung, Y.-H.; Lambiase, F.; Moon, Y.-H.; Ko, D.-C. Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding. Materials 2022, 15, 4743. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144743
Kim J-H, Jung Y-H, Lambiase F, Moon Y-H, Ko D-C. Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding. Materials. 2022; 15(14):4743. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144743
Chicago/Turabian StyleKim, Jae-Hong, Yong-Hun Jung, Francesco Lambiase, Young-Hoon Moon, and Dae-Cheol Ko. 2022. "Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding" Materials 15, no. 14: 4743. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144743