
Preparation and Properties of Iron Nanoparticle-Based Macroporous Scaffolds for Biodegradable Implants

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Fe Nanopowder
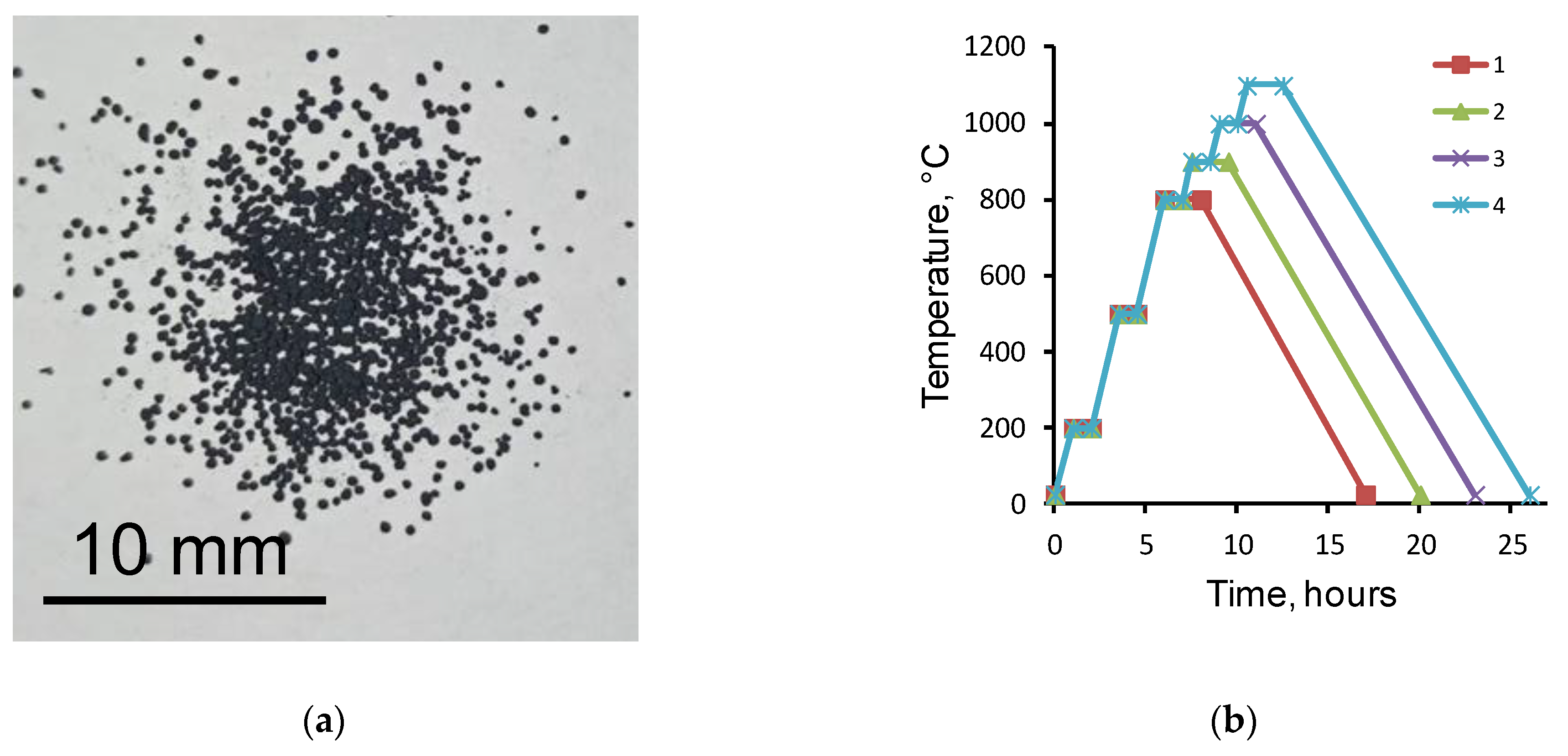
2.2. Preparation of Fe Scaffolds
2.3. Experimental Techniques
2.4. Immersion Test
3. Results and Discussion
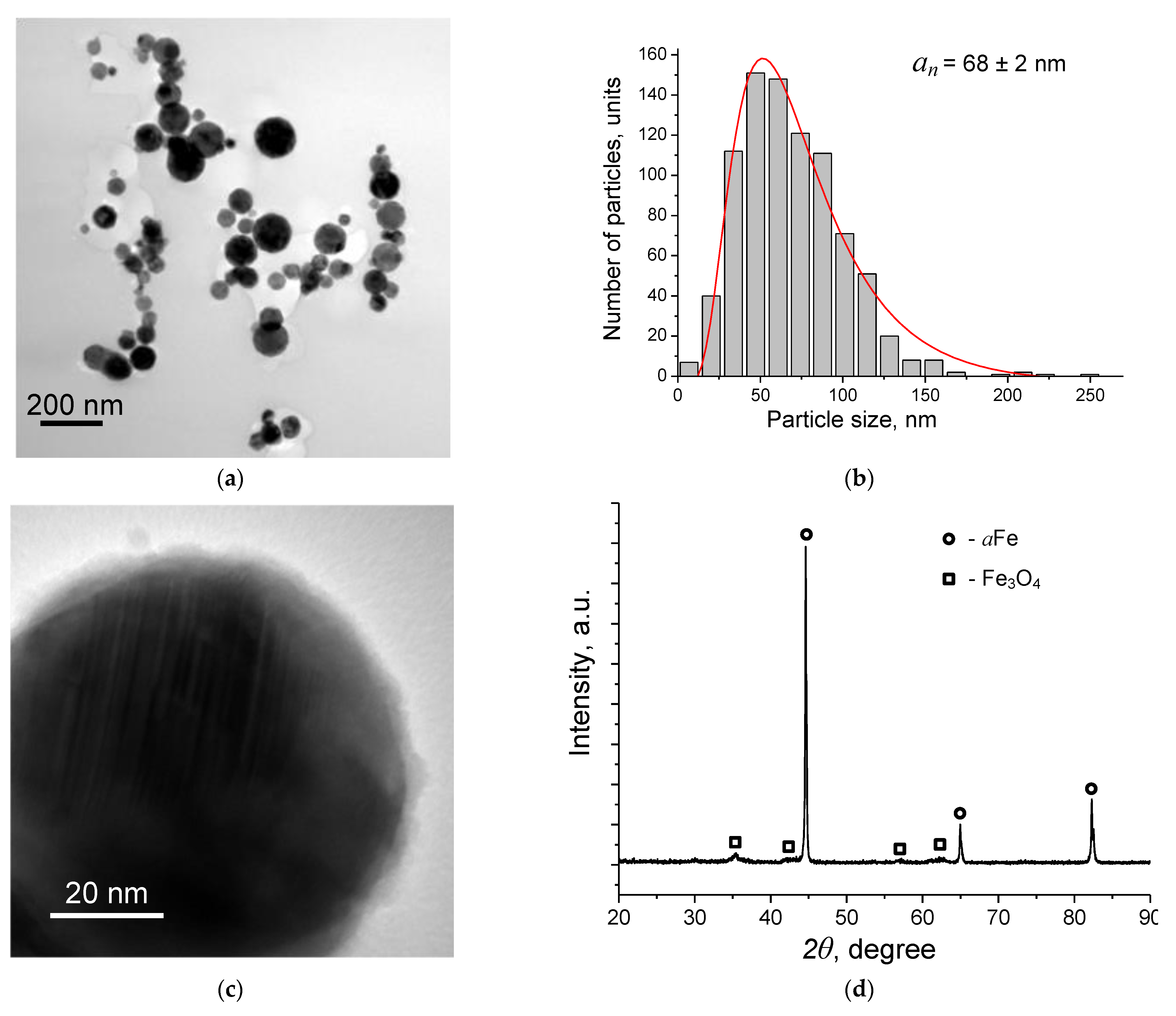
3.1. Nanoparticle Characterization
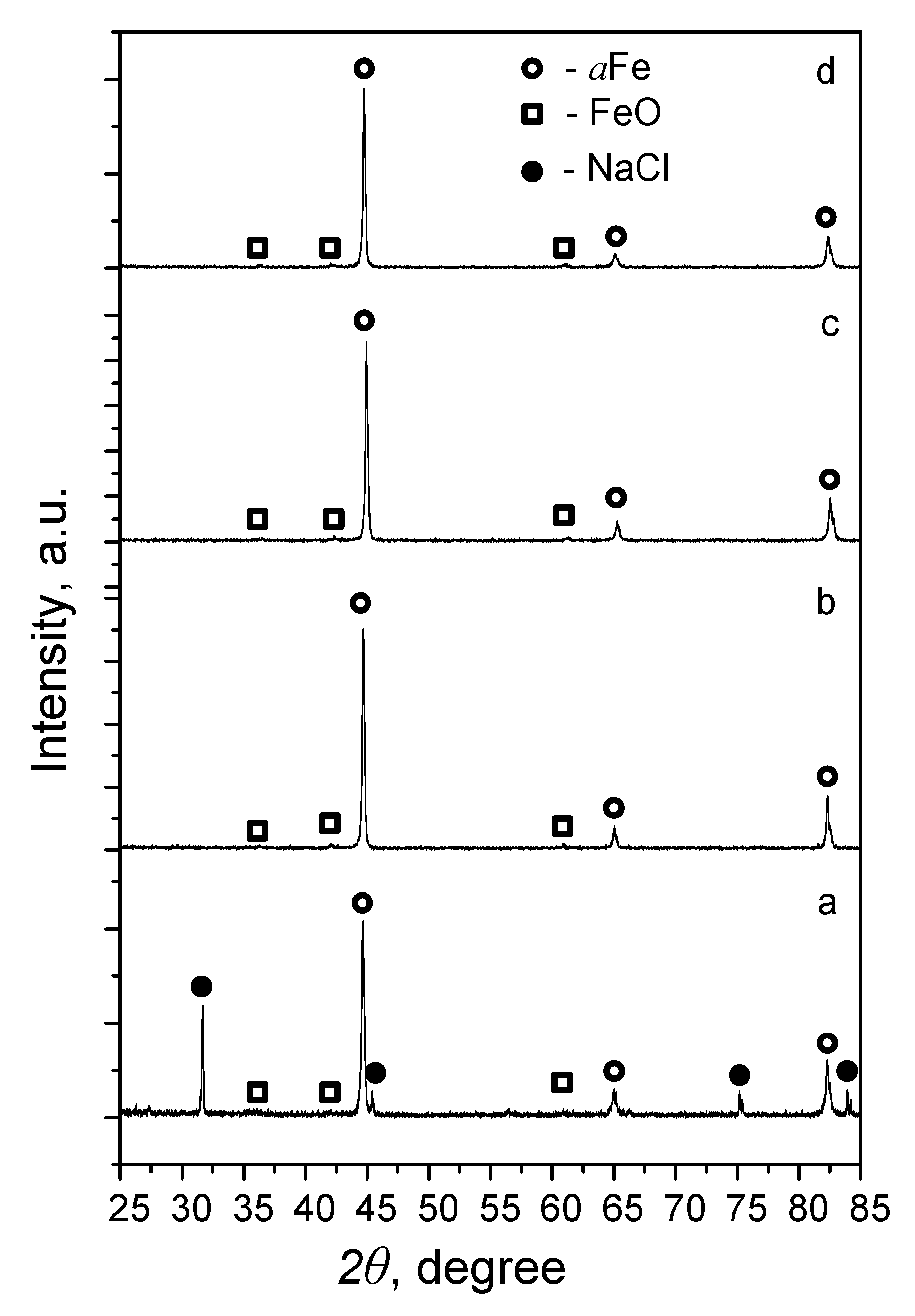
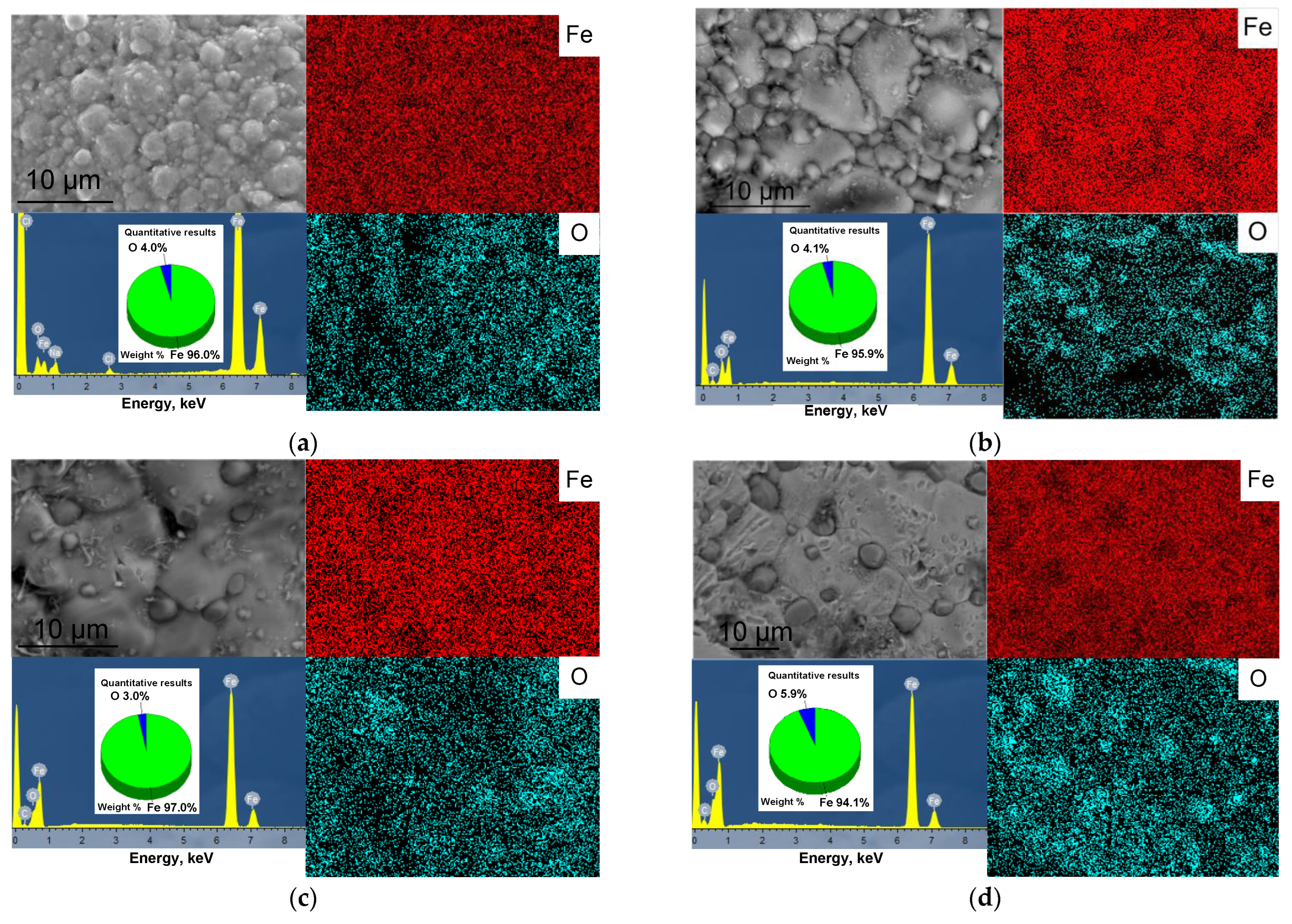
3.2. Preparation of Scaffolds and Their Characterization
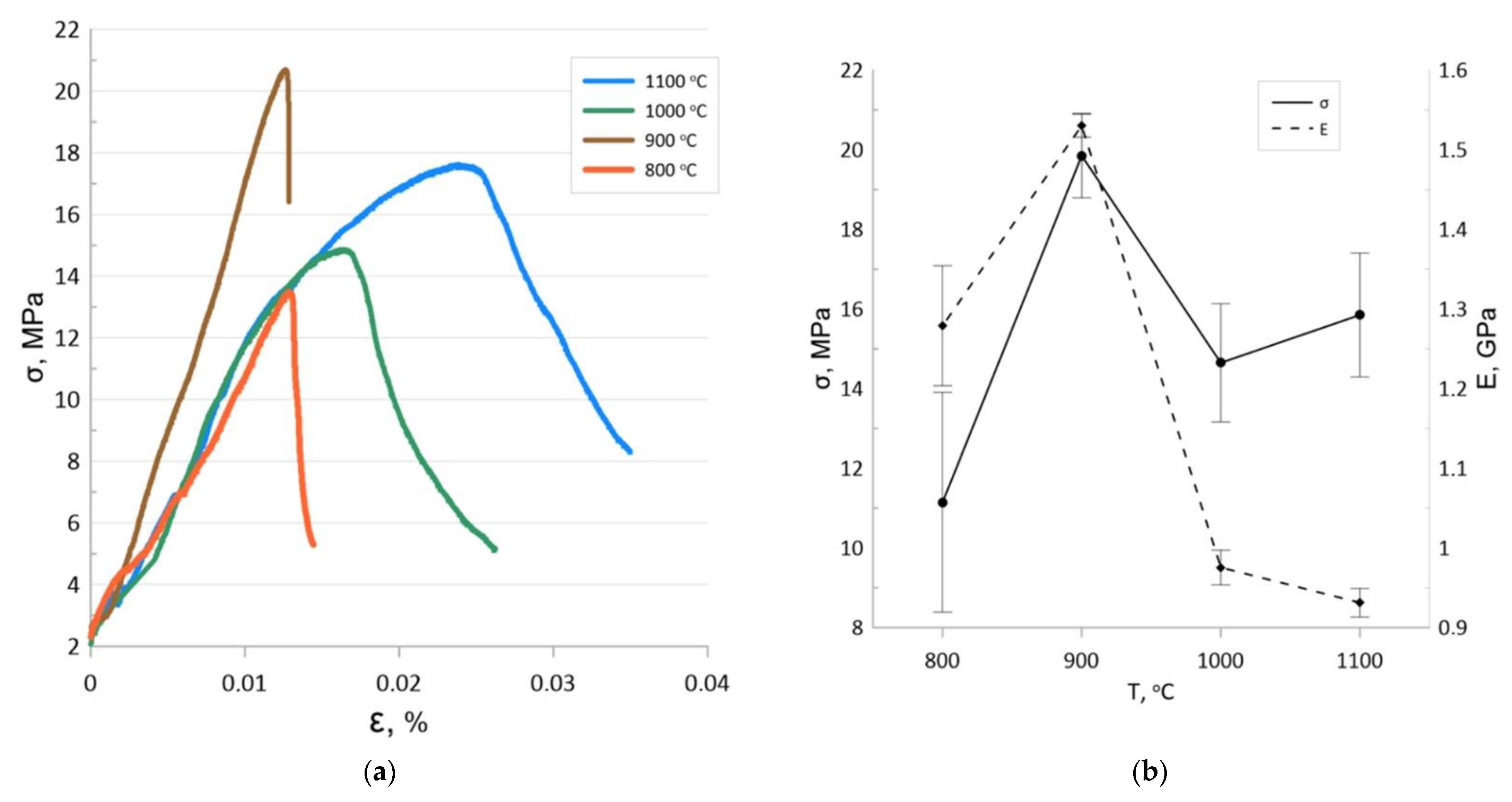
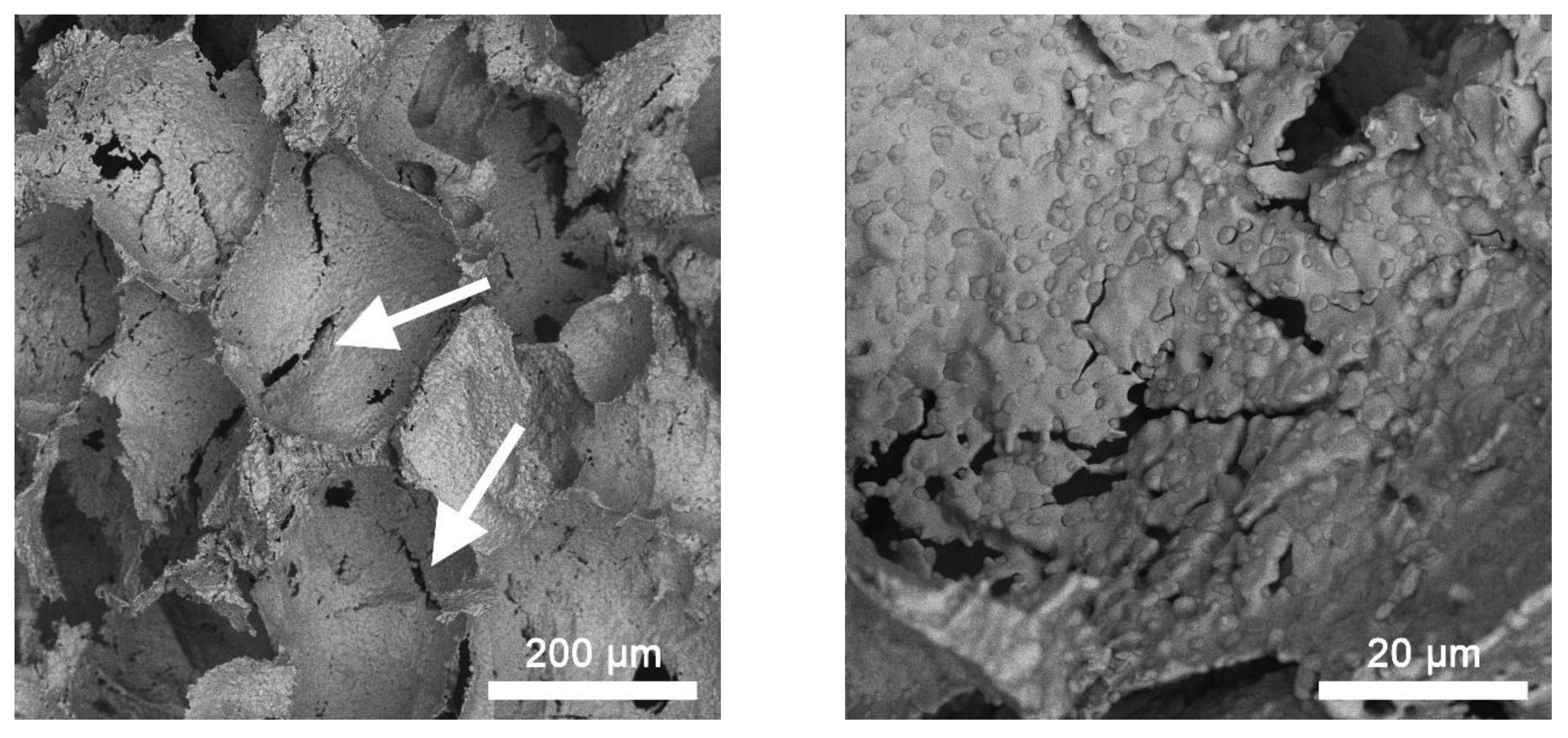
3.3. Mechanical Properties of Scaffolds
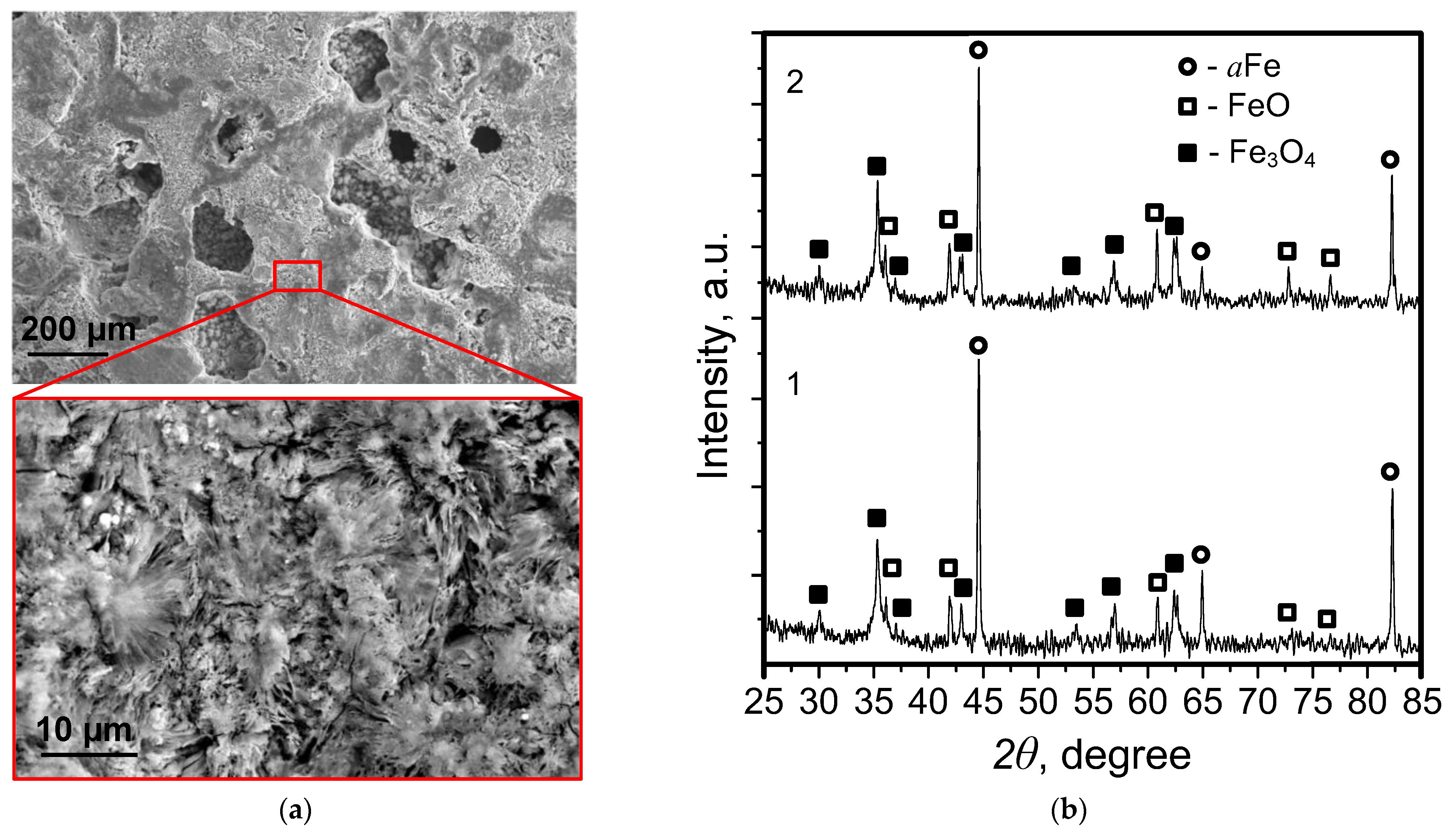
3.4. Degradation of Scaffolds
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cieza, A.; Causey, K.; Kamenov, K.; Hanson, S.W.; Chatterji, S.; Vos, T. Global estimates of the need for rehabilitation based on the Global Burden of Disease study 2019: A systematic analysis for the Global Burden of Disease Study 2019. Lancet 2020, 396, 2006–2017. [Google Scholar] [CrossRef]
- Tian, L.; Tang, N.; Ngai, T.; Wu, C.; Ruan, Y.; Huang, L.; Qin, L. Hybrid fracture fixation systems developed for orthopaedic applications: A general review. J. Orthop. Translat. 2019, 16, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Capuani, S.; Malgir, G.; Chua, C.Y.X.; Grattoni, A. Advanced Strategies to Thwart Foreign Body Response to Implantable Devices. Bioeng Transl Med. 2022, e10300. [Google Scholar] [CrossRef]
- Putra, N.E.; Leeflang, M.A.; Minneboo, M.; Taheri, P.; Fratila-Apachitei, L.E.; Mol, J.M.C.; Zhou, J.; Zadpoor, A.A. Extrusion-based 3D printed biodegradable porous iron. Acta Biomater. 2021, 121, 741–756. [Google Scholar] [CrossRef] [PubMed]
- Kabir, H.; Munir, K.; Wen, C.; Li, Y. Recent research and progress of biodegradable zinc alloys and composites for biomedical applications: Biomechanical and biocorrosion perspectives. Bioact. Mater. 2021, 6, 836–879. [Google Scholar] [CrossRef]
- Jia, B.; Yang, H.; Zhang, Z.; Qu, X.; Jia, X.; Wu, Q.; Han, Y.; Zheng, Y.; Dai, K. Biodegradable Zn–Sr alloy for bone regeneration in rat femoral condyle defect model: In vitro and in vivo studies. Bioact. Mater. 2021, 6, 1588–1604. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Kontakis, G.M.; Pagkalos, J.E.; Tosounidis, T.I.; Melissas, J.; Katonis, P. Bioabsorbable materials in orthopaedics. Acta Orthop. Belg. 2007, 73, 159–169. [Google Scholar]
- Amini, A.R.; Wallace, J.S.; Nukavarapu, S.P. Short-term and long-term effects of orthopedic biodegradable implants. J. Long. Term. Eff. Med. Implant. 2011, 21, 93–122. [Google Scholar] [CrossRef] [Green Version]
- Gloria, A.; De Santis, R.; Ambrosio, L. Polymer-based composite scaffolds for tissue engineering. J. Appl. Biomater. Biomech. 2010, 8, 57–67. [Google Scholar]
- Lin, W.; Zhang, H.; Zhang, W.; Qi, H.; Zhang, G.; Qian, J.; Li, X.; Qin, L.; Li, H.; Wang, X.; et al. In vivo degradation and endothelialization of an iron bioresorbable scaffold. Bioact. Mater. 2021, 6, 1028–1039. [Google Scholar] [CrossRef]
- Nasonova, M.V.; Glushkova, T.V.; Borisov, V.V.; Velikanova, E.A.; Burago, A.Y.; Kudryavtseva, Y.A. Biocompatibility and structural features of biodegradable polymer scaffolds. Bull. Exp. Biol. Med. 2015, 160, 134–140. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, X.; Zeng, L.; Zhang, J.; Zuo, J.; Zou, J.; Ding, J.; Chen, X. Polymer fiber scaffolds for bone and cartilage tissue engineering. Adv. Funct. Mater. 2019, 29, 1903279. [Google Scholar] [CrossRef]
- Marques, A.; Miranda, G.; Silva, F.; Pinto, P.; Carvalho, Ó. Review on current limits and potentialities of technologies for biomedical ceramic scaffolds production. J. Biomed. Mater. Res. Part B Appl. Biomater. 2021, 109, 377–393. [Google Scholar] [CrossRef]
- Zhu, H.; Li, M.; Huang, X.; Qi, D.; Nogueira, L.P.; Yuan, X.; Liu, W.; Lei, Z.; Jiand, J.; Dai, H.; et al. 3D printed tricalcium phosphate-bioglass scaffold with gyroid structure enhance bone ingrowth in challenging bone defect treatment. Appl. Mater. Today 2021, 25, 101166. [Google Scholar] [CrossRef]
- Lv, Y.; Wang, B.; Liu, G.; Tang, Y.; Lu, E.; Xie, K.; Lan, C.; Liu, J.; Qin, Z.; Wang, L. Metal material, properties and design methods of porous biomedical scaffolds for additive manufacturing: A review. Front. Bioeng. Biotechnol. 2021, 9, 194. [Google Scholar] [CrossRef]
- Li, X.; Xiong, Y.Z.; Zhang, H.; Gao, R.N. Development of functionally graded porous titanium/silk fibroin composite scaffold for bone repair. Mater. Lett. 2021, 282, 128670. [Google Scholar] [CrossRef]
- Cui, Z.X.; Sken, S.; Wu, J.H.; Si, J.H.; Wang, Q.T.; Turng, L.S.; Chen, W.Z. Functionalization of 3-D porous thermoplastic polyurethane scaffolds by two-stage polydopamine/hydroxyapatite composite nanoparticles. Express Polym. Lett. 2020, 14, 794–807. [Google Scholar] [CrossRef]
- Guo, R.; Hou, X.; Zhao, D.; Wang, H.; Shi, C.; Zhou, Y. Mechanical stability and biological activity of Mg–Sr co-doped bioactive glass/chitosan composite scaffolds. J. Non. Cryst. Solids 2022, 583, 121481. [Google Scholar] [CrossRef]
- Yusop, A.H.; Bakir, A.A.; Shaharom, N.A.; Abdul Kadir, M.R.; Hermawan, H. Porous biodegradable metals for hard tissue scaffolds: A review. Int. J. Biomater. 2012, 2012, 641430. [Google Scholar] [CrossRef] [Green Version]
- Čapek, J.; Vojtěch, D.; Oborná, A. Microstructural and mechanical properties of biodegradable iron foam prepared by powder metallurgy. Mater. Des. 2015, 83, 468–482. [Google Scholar] [CrossRef]
- Qi, Y.; Li, X.; He, Y.; Zhang, D.; Ding, J. Mechanism of acceleration of iron corrosion by a polylactide coating. ACS Appl. Mater. Interfaces 2018, 11, 202–218. [Google Scholar] [CrossRef]
- He, J.; He, F.L.; Li, D.W.; Liu, Y.L.; Liu, Y.Y.; Ye, Y.J.; Yin, D.C. Advances in Fe-based biodegradable metallic materials. RSC Adv. 2016, 6, 112819–112838. [Google Scholar] [CrossRef]
- Wegener, B.; Sievers, B.; Utzschneider, S.; Müller, P.; Jansson, V.; Rößler, S.; Nies, B.; Stephani, G.; Kieback, B.; Quadbeck, P. Microstructure, cytotoxicity and corrosion of powder-metallurgical iron alloys for biodegradable bone replacement materials. Mater. Sci. Eng. B 2011, 176, 1789–1796. [Google Scholar] [CrossRef]
- Hermawan, H.; Purnama, A.; Dube, D.; Couet, J.; Mantovani, D. Fe–Mn alloys for metallic biodegradable stents: Degradation and cell viability studies. Acta Biomater. 2010, 6, 1852–1860. [Google Scholar] [CrossRef]
- Paul, B.; Lode, A.; Placht, A.M.; Voß, A.; Pilz, S.; Wolff, U.; Oswald, S.; Gebert, A.; Gelinsky, M.; Hufenbach, J. Cell–Material Interactions in Direct Contact Culture of Endothelial Cells on Biodegradable Iron-Based Stents Fabricated by Laser Powder Bed Fusion and Impact of Ion Release. ACS Appl. Mater. Interfaces 2021, 14, 439–451. [Google Scholar] [CrossRef]
- Purnama, A.; Hermawan, H.; Couet, J.; Mantovani, D. Assessing the biocompatibility of degradable metallic materials: State-of-the-art and focus on the potential of genetic regulation. Acta Biomater. Acta Mater. Inc. 2010, 6, 1800–1807. [Google Scholar] [CrossRef]
- Hermawan, H.; Alamdari, H.; Mantovani, D.; Dubé, D. Iron–manganese: New class of metallic degradable biomaterials prepared by powder metallurgy. Powder Metall. 2008, 51, 38–45. [Google Scholar] [CrossRef]
- Schinhammer, M.; Hänzi, A.C.; Löffler, J.F.; Uggowitzer, P.J. Design strategy for biodegradable Fe-based alloys for medical applications. Acta Biomater. Acta Mater. Inc. 2010, 6, 1705–1713. [Google Scholar] [CrossRef]
- Huang, T.; Cheng, Y.; Zheng, Y. In vitro studies on silver implanted pure iron by metal vapor vacuum arc technique. Colloids Surf. B 2016, 142, 20–29. [Google Scholar] [CrossRef]
- Meng, G.Z.; Zhang, C.; Cheng, Y.F. Effects of corrosion product deposit on the subsequent cathodic and anodic reactions of X-70 steel in near-neutral pH solution. Corros. Sci. 2008, 50, 3116–3122. [Google Scholar] [CrossRef]
- Gupta, A.K.; Gupta, M. Synthesis and surface engineering of iron oxide nanoparticles for biomedical applications. Biomaterials 2005, 26, 3995–4021. [Google Scholar] [CrossRef] [PubMed]
- Luo, Z.; Hu, W.; Luo, F.; Li, G.; Li, Y.; Wang, J.; Liu, X. Effect of sintering temperature on microstructure and magnetic properties for Fe-Si soft magnetic composites prepared by water oxidation combined with spark plasma sintering. J. Magn. Magn. Mater. 2019, 491, 165615. [Google Scholar] [CrossRef]
- Altunal, V.; Guckan, V.; Ozdemir, A.; Sotelo, A.; Yegingil, Z. Effect of sintering temperature on dosimetric properties of BeO ceramic pellets synthesized using precipitation method. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2019, 441, 46–55. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Jana, S.; Laha, T. Effect of sintering temperature and heating rate on crystallite size, densification behaviour and mechanical properties of Al-MWCNT nanocomposite consolidated via spark plasma sintering. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1019–1030. [Google Scholar] [CrossRef] [Green Version]
- Lozhkomoev, A.S.; Pervikov, A.V.; Kazantsev, S.O.; Sharipova, A.F.; Rodkevich, N.G.; Toropkov, N.E.; Suliz, K.V.; Svarovskaya, N.V.; Kondranova, A.M.; Lerner, M.I. Synthesis of Fe/Fe3O4 core-shell nanoparticles by electrical explosion of the iron wire in an oxygen-containing atmosphere. J. Nanopart. Res. 2021, 23, 73. [Google Scholar] [CrossRef]
- Jette, E.R.; Foote, F. An X-Ray Study of the Wüstite (FeO) Solid Solutions. J. Chem. Phys. 1933, 1, 29–36. [Google Scholar] [CrossRef]
- Pieraggi, B.; Rapp, R.A.; Hirth, J.P. Role of interface structure and interfacial defects in oxide scale growth. Oxid. Met. 1995, 44, 63–79. [Google Scholar] [CrossRef]
- Phaniraj, M.P.; Kim, D.I.; Cho, Y.W. Effect of grain boundary characteristics on the oxidation behavior of ferritic stainless steel. Corros. Sci. 2011, 53, 4124–4130. [Google Scholar] [CrossRef]
- Nichols, F.A. Kinetics of diffusional motion of pores in solids: A review. J. Nucl. Mater. 1969, 30, 143–165. [Google Scholar] [CrossRef]
- Wang, N.; Chen, X.; Li, A.; Li, Y.; Zhang, H.; Liu, Y. Three-point bending performance of a new aluminum foam composite structure. Trans. Nonferrous Met. Soc. China 2016, 26, 359–368. [Google Scholar] [CrossRef]
- Zhou, W.; Wang, Q.; Ling, W.; He, L.; Tang, Y.; Wu, F.; Liao, J.; Hui, K.S.; Hui, K.N. Characterization of three-and four-point bending properties of porous metal fiber sintered sheet. Mater. Des. 2014, 56, 522–527. [Google Scholar] [CrossRef]
- Morgan, E.F.; Keaveny, T.M. Dependence of yield strain of human trabecular bone on anatomic site. J. Biomech. 2001, 34, 569–577. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Sintering Temperature | m, g | d, mm | h, mm | P, % |
|---|---|---|---|---|---|
| 1 | 800 | 0.815 ± 0.017 | 9.94 ± 0.03 | 3.61 ± 0.07 | 44 * |
| 2 | 900 | 0.560 ± 0.014 | 9.26 ± 0.03 | 3.43 ± 0.05 | 69.2 |
| 3 | 1000 | 0.524 ± 0.012 | 9.24 ± 0.02 | 3.40 ± 0.04 | 70.8 |
| 4 | 1100 | 0.514 ± 0.011 | 9.21 ± 0.02 | 3.27 ± 0.04 | 70.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lozhkomoev, A.S.; Buyakov, A.S.; Kazantsev, S.O.; Senkina, E.I.; Krinitcyn, M.G.; Ivanyuk, V.A.; Sharipova, A.F.; Lerner, M.I. Preparation and Properties of Iron Nanoparticle-Based Macroporous Scaffolds for Biodegradable Implants. Materials 2022, 15, 4900. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144900
Lozhkomoev AS, Buyakov AS, Kazantsev SO, Senkina EI, Krinitcyn MG, Ivanyuk VA, Sharipova AF, Lerner MI. Preparation and Properties of Iron Nanoparticle-Based Macroporous Scaffolds for Biodegradable Implants. Materials. 2022; 15(14):4900. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144900
Chicago/Turabian StyleLozhkomoev, Aleksandr S., Ales S. Buyakov, Sergey O. Kazantsev, Elena I. Senkina, Maksim G. Krinitcyn, Valeria A. Ivanyuk, Aliya F. Sharipova, and Marat I. Lerner. 2022. "Preparation and Properties of Iron Nanoparticle-Based Macroporous Scaffolds for Biodegradable Implants" Materials 15, no. 14: 4900. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15144900